También podría gustarte
- Fierro fundido SMAW reparación fisuras CITOFONTEDocumento1 páginaFierro fundido SMAW reparación fisuras CITOFONTEvalpe12Aún no hay calificaciones
- Procedimiento de Auditorias Internas PDFDocumento7 páginasProcedimiento de Auditorias Internas PDFvalpe12Aún no hay calificaciones
- Procedimiento reparación defectos superficialesDocumento2 páginasProcedimiento reparación defectos superficialesvalpe12Aún no hay calificaciones
- Procedimiento para Recargue Con Soldadura Astm A36Documento1 páginaProcedimiento para Recargue Con Soldadura Astm A36valpe12Aún no hay calificaciones
- PCO-CL-01 Procedimiento comunicaciónDocumento4 páginasPCO-CL-01 Procedimiento comunicaciónvalpe12Aún no hay calificaciones
- Procedimiento de Ensayo de Gammagrafia Industrial PDFDocumento15 páginasProcedimiento de Ensayo de Gammagrafia Industrial PDFvalpe12100% (1)
- Procedimiento para Soldar Ac. VCLDocumento1 páginaProcedimiento para Soldar Ac. VCLvalpe12Aún no hay calificaciones
- Procedimiento de Compras PDFDocumento11 páginasProcedimiento de Compras PDFvalpe12Aún no hay calificaciones
- Procedimiento de Gerencia de Proyectos PDFDocumento15 páginasProcedimiento de Gerencia de Proyectos PDFvalpe12Aún no hay calificaciones
- Procedimiento de Accion Correctiva PDFDocumento3 páginasProcedimiento de Accion Correctiva PDFvalpe12Aún no hay calificaciones
- GOPR40-Procedimiento para El Trabajo Seguro en AlturasDocumento6 páginasGOPR40-Procedimiento para El Trabajo Seguro en AlturasJuan Diego BahamonAún no hay calificaciones
- Preparacion de Juntas PDFDocumento4 páginasPreparacion de Juntas PDFvalpe12Aún no hay calificaciones
- Preparación de superficie metal con chorro abrasivoDocumento5 páginasPreparación de superficie metal con chorro abrasivovalpe12Aún no hay calificaciones
- Procedimiento Especifico de Inspeccion Por UltrasonidoDocumento16 páginasProcedimiento Especifico de Inspeccion Por Ultrasonidovalpe12Aún no hay calificaciones
- Ajuste de pernos estructuraDocumento4 páginasAjuste de pernos estructuravalpe12100% (1)
- Procedimiento de Fabricacion de TijeralesDocumento9 páginasProcedimiento de Fabricacion de Tijeralesvalpe12100% (1)
- Apuntes RodamientosDocumento12 páginasApuntes RodamientosEduardo ArayaAún no hay calificaciones
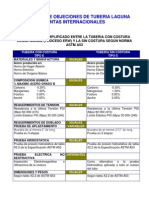
- Comparativo tubería ERW vs sin costura ASTM A53Documento7 páginasComparativo tubería ERW vs sin costura ASTM A53valpe12Aún no hay calificaciones