También podría gustarte
- Industrial Construction Estimating ManualDe EverandIndustrial Construction Estimating ManualCalificación: 1 de 5 estrellas1/5 (1)
- COST PIPING AND SECONDARY STRUCTURE 66904198-GSoN-Metric-Imperial-Norms-Book PDFDocumento359 páginasCOST PIPING AND SECONDARY STRUCTURE 66904198-GSoN-Metric-Imperial-Norms-Book PDFPhilippe LAVOISIER100% (2)
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisDe EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisCalificación: 5 de 5 estrellas5/5 (1)
- Prod NormsDocumento48 páginasProd NormsJamsheer A Abdu100% (1)
- Industrial Piping and Equipment Estimating ManualDe EverandIndustrial Piping and Equipment Estimating ManualCalificación: 5 de 5 estrellas5/5 (7)
- 01 DACE - Labour - Norms - General - Description - V2 PDFDocumento16 páginas01 DACE - Labour - Norms - General - Description - V2 PDFSaulo RicoAún no hay calificaciones
- Cost Estimating Manual for Pipelines and Marine Structures: New Printing 1999De EverandCost Estimating Manual for Pipelines and Marine Structures: New Printing 1999Calificación: 5 de 5 estrellas5/5 (2)
- Standard Unit Work HoursDocumento312 páginasStandard Unit Work HoursGino Alessandro PiazzaAún no hay calificaciones
- Estimator's General Construction Manhour ManualDe EverandEstimator's General Construction Manhour ManualCalificación: 4.5 de 5 estrellas4.5/5 (20)
- 54 - Process Plant Piping Estimate DetailDocumento57 páginas54 - Process Plant Piping Estimate Detailstefax2010100% (3)
- Man Hour Estimate ProgramDocumento15 páginasMan Hour Estimate ProgramnbnbAún no hay calificaciones
- Schedule for Sale: Workface Planning for Construction ProjectsDe EverandSchedule for Sale: Workface Planning for Construction ProjectsCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Manhour StandardsDocumento6 páginasManhour StandardsNaing Lin Cho56% (18)
- Productivity Rate (Piping Works)Documento32 páginasProductivity Rate (Piping Works)ameer100% (1)
- Resource Planning & ProductivityDocumento19 páginasResource Planning & ProductivityVinit Kant Majumdar67% (3)
- Estimating Labor Productivity Manhours PDFDocumento24 páginasEstimating Labor Productivity Manhours PDFBench LaxamanaAún no hay calificaciones
- Manhours For CS Piping Erection Including FitupDocumento1 páginaManhours For CS Piping Erection Including FitupSoham BanerjeeAún no hay calificaciones
- Piping ManhoursDocumento32 páginasPiping ManhoursNejat Ababay75% (16)
- Cost Centers Vs ManhoursDocumento166 páginasCost Centers Vs Manhoursguy88100% (1)
- Piping Manhour Costing Estimate SampleDocumento24 páginasPiping Manhour Costing Estimate SampleMethosalem Haincadto85% (34)
- CS Pipe Fab & Erect CostsDocumento6 páginasCS Pipe Fab & Erect Costswally55bear69% (16)
- Planner's and Estimator's HandbookDocumento295 páginasPlanner's and Estimator's Handbooknabeeltp92% (12)
- Technical Calculation and Estimator's Man Hour Manual - Marko Bulic's 20031Documento107 páginasTechnical Calculation and Estimator's Man Hour Manual - Marko Bulic's 20031Rezza Aditya47% (17)
- Manhours Calculations MBDocumento129 páginasManhours Calculations MBTalal Ahmed Khan100% (2)
- Pipe Estimating PDFDocumento209 páginasPipe Estimating PDFGary McKay50% (4)
- Piping Manhours (Weight)Documento25 páginasPiping Manhours (Weight)Nejat AbabayAún no hay calificaciones
- How To Estimate Pipe Welding - EhowDocumento2 páginasHow To Estimate Pipe Welding - EhowKalai Kumar100% (3)
- Piping EsitmlDocumento92 páginasPiping Esitmlnbnb100% (3)
- 630 Crew Manhour FactorsDocumento112 páginas630 Crew Manhour FactorsSatria Pinandita91% (11)
- Piping EstimatingDocumento23 páginasPiping EstimatingMYGMIAún no hay calificaciones
- Labor Manhours PDFDocumento8 páginasLabor Manhours PDFadon97100% (1)
- Estimate Piping LabourDocumento5 páginasEstimate Piping Labourandy100% (7)
- DACE Labour Productivity Norms The New Gulf CoastDocumento25 páginasDACE Labour Productivity Norms The New Gulf Coastiplaruff0% (2)
- RIL Constn NormDocumento29 páginasRIL Constn NormSubhojit Adhikary100% (3)
- Standard Manhour Estimation: Fabrication & WeldingDocumento3 páginasStandard Manhour Estimation: Fabrication & WeldingPratik Desai100% (7)
- Technical Calculation and Estimators Man-Hour ManualDocumento238 páginasTechnical Calculation and Estimators Man-Hour ManualN P Srinivasarao33% (12)
- Attachment - 13 Productivity CalculationDocumento29 páginasAttachment - 13 Productivity CalculationDaniyal Khursheed100% (6)
- CS Pipes Installation CostDocumento12 páginasCS Pipes Installation Costrajkamal_e100% (2)
- Productivity PipelineDocumento1 páginaProductivity PipelineDilip Kumar100% (1)
- Piping Works EstimationDocumento3 páginasPiping Works Estimationakg2004183% (6)
- Technical Calculation and Estimator's Man-Hour Manual - Erection of Process or Chemical PlantsDocumento241 páginasTechnical Calculation and Estimator's Man-Hour Manual - Erection of Process or Chemical PlantsJOHN67% (15)
- DACE Inkijkexemplaar Inhoud Hoofdstuk 1Documento26 páginasDACE Inkijkexemplaar Inhoud Hoofdstuk 1Victor VazquezAún no hay calificaciones
- Cost Centers & Unit ManhoursDocumento161 páginasCost Centers & Unit ManhoursHammad100% (2)
- Manhours To Erect Carbon Steel Piping On Pipe Tracks at Ground LevelDocumento8 páginasManhours To Erect Carbon Steel Piping On Pipe Tracks at Ground LevelAkmal MuliawanAún no hay calificaciones
- JS Page Manhour Productivity (09-30-2019)Documento335 páginasJS Page Manhour Productivity (09-30-2019)Rainier Gemuel TomAún no hay calificaciones
- Technical Calculation and Estimator's Man Hour Manual - Marko Bulic's 20033Documento3 páginasTechnical Calculation and Estimator's Man Hour Manual - Marko Bulic's 20033Rezza Aditya0% (1)
- Estimation Man HourDocumento241 páginasEstimation Man HourAnonymous ynJByUs52% (42)
- PANS TrainingDocumento390 páginasPANS TrainingVannakKhornAún no hay calificaciones
- RM13000 - 8D Problem Solving MethodDocumento47 páginasRM13000 - 8D Problem Solving Methodmizar.g91Aún no hay calificaciones
- Dr. Tong Zhao, PE PSP and J. Mark Dungan: 2012 Aace International TransactionsDocumento18 páginasDr. Tong Zhao, PE PSP and J. Mark Dungan: 2012 Aace International TransactionsEmadAún no hay calificaciones
- Neca 2022Documento531 páginasNeca 2022GabrielGreco100% (2)
- CH2MHill StudyDocumento71 páginasCH2MHill StudyWilliam MookAún no hay calificaciones
- Aesqrm 000202103Documento50 páginasAesqrm 000202103AlineMeireles100% (1)
- ICAO Document 10098Documento112 páginasICAO Document 10098Celestine ChukwuAún no hay calificaciones
- Mil STD 756bDocumento85 páginasMil STD 756bBharath BalasubramanianAún no hay calificaciones
- Oss 308 MDDocumento46 páginasOss 308 MDJealseAún no hay calificaciones
- Production - JD - FinalDocumento30 páginasProduction - JD - FinalMemories & Moments Payel & SwastikAún no hay calificaciones
- Section 5 - Annex - 3 Standard of Methods and MeasurmentsDocumento64 páginasSection 5 - Annex - 3 Standard of Methods and MeasurmentsAshebir AjemaAún no hay calificaciones
- IDM-MVD Development Guide v4Documento85 páginasIDM-MVD Development Guide v4Cristiano Eduardo AntunesAún no hay calificaciones
- Ghantoot Landscape Works Weekly Presentation 25 Mar 2021Documento20 páginasGhantoot Landscape Works Weekly Presentation 25 Mar 2021burereyAún no hay calificaciones
- MS-WL-108 Flushsing and DisimfectionDocumento6 páginasMS-WL-108 Flushsing and DisimfectionburereyAún no hay calificaciones
- Resources Histogram, Planned VS ActualDocumento6 páginasResources Histogram, Planned VS ActualburereyAún no hay calificaciones
- Resources HistogramDocumento2 páginasResources HistogramburereyAún no hay calificaciones
- Physical Scurve Monthly (20jul2020)Documento1 páginaPhysical Scurve Monthly (20jul2020)burereyAún no hay calificaciones
- MS-WL-107 Permanent Connection - R1Documento6 páginasMS-WL-107 Permanent Connection - R1burereyAún no hay calificaciones
- MS-WL-111 Construction of Precast MembersDocumento6 páginasMS-WL-111 Construction of Precast MembersburereyAún no hay calificaciones
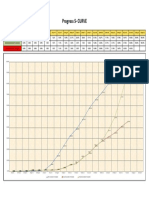
- Progress S-CURVE: Plan Cumulative % Complete Actual Cumulative % Complete Revised Cumulative % CompleteDocumento1 páginaProgress S-CURVE: Plan Cumulative % Complete Actual Cumulative % Complete Revised Cumulative % CompleteburereyAún no hay calificaciones
- Method Statement FOR Pipe LayingDocumento5 páginasMethod Statement FOR Pipe LayingburereyAún no hay calificaciones
- Method Statement FOR Permanent ConnectionDocumento6 páginasMethod Statement FOR Permanent ConnectionburereyAún no hay calificaciones
- Gantt Bars: Month / Year Delay EventDocumento3 páginasGantt Bars: Month / Year Delay EventburereyAún no hay calificaciones
- GTG Productivity ChartDocumento1 páginaGTG Productivity ChartburereyAún no hay calificaciones
- MS-WL-117 Wrapping D.I. PipesDocumento5 páginasMS-WL-117 Wrapping D.I. PipesburereyAún no hay calificaciones
- MS-WL-118 Non-Disruptive Method (NDM) - Cover PageDocumento1 páginaMS-WL-118 Non-Disruptive Method (NDM) - Cover PageburereyAún no hay calificaciones
- MS-WL-101 Excavation, Trench Formation and DewateringDocumento7 páginasMS-WL-101 Excavation, Trench Formation and DewateringburereyAún no hay calificaciones
- MS-WL-116 Construction of DctsDocumento5 páginasMS-WL-116 Construction of DctsburereyAún no hay calificaciones
- MS-WL-116 Construction of Dcts - R1Documento5 páginasMS-WL-116 Construction of Dcts - R1burereyAún no hay calificaciones
- GTG Productivity ChartDocumento1 páginaGTG Productivity ChartburereyAún no hay calificaciones
- Month / Year Delay Event: Baseline Rev. BaselineDocumento3 páginasMonth / Year Delay Event: Baseline Rev. BaselineburereyAún no hay calificaciones
- Construction Cost Data WorkbookDocumento2 páginasConstruction Cost Data WorkbookburereyAún no hay calificaciones
- Month / Year Delay Event: Baseline Rev. BaselineDocumento3 páginasMonth / Year Delay Event: Baseline Rev. BaselineburereyAún no hay calificaciones
- Material Inspection Request Submittal Log Sheet: DATA DATE Monday, May 27, 2019Documento32 páginasMaterial Inspection Request Submittal Log Sheet: DATA DATE Monday, May 27, 2019burereyAún no hay calificaciones
- List of ActivitiesDocumento2 páginasList of ActivitiesburereyAún no hay calificaciones
- Sample Activity Installation of Inlet Casting of Maholes Casting of InletsDocumento2 páginasSample Activity Installation of Inlet Casting of Maholes Casting of InletsburereyAún no hay calificaciones
- Comment Sheet FormDocumento2 páginasComment Sheet Formburerey100% (1)
- Art & Architecture: Kingzip Freeform Building Envelope SolutionsDocumento40 páginasArt & Architecture: Kingzip Freeform Building Envelope SolutionsIvan AlexandraAún no hay calificaciones
- 40 Days To IELTS Writing 8.0 - Task 1Documento68 páginas40 Days To IELTS Writing 8.0 - Task 1katieAún no hay calificaciones
- Hoxter Katalog 2023 enDocumento60 páginasHoxter Katalog 2023 enCalum MartinAún no hay calificaciones
- Adv & Disadv of Steel As Roof TrussesDocumento38 páginasAdv & Disadv of Steel As Roof Trussesmkausmally100% (1)
- DETAILDocumento1 páginaDETAILmaxAún no hay calificaciones
- Scope of Work - Upgrade Power Grid - Isa Air Base PDFDocumento32 páginasScope of Work - Upgrade Power Grid - Isa Air Base PDFHussain AljafariAún no hay calificaciones
- Agrement Tamplarie PVC en FinalDocumento29 páginasAgrement Tamplarie PVC en FinalMohd Arrif YusufAún no hay calificaciones
- Passive House Plan in CambodiaDocumento45 páginasPassive House Plan in CambodiaKyung Min Park50% (2)
- Pre-Engineered Building Solutions - FUXIN Steel Buildings Co., Ltd. 2015Documento28 páginasPre-Engineered Building Solutions - FUXIN Steel Buildings Co., Ltd. 2015vannethny100% (2)
- Insulation (All Types) Check ListDocumento1 páginaInsulation (All Types) Check ListOkas PaskalAún no hay calificaciones
- ADRIA Astella 2020 KatalogDocumento32 páginasADRIA Astella 2020 KatalogMilan StojanovićAún no hay calificaciones
- Comfortboard 80 Exterior Non Structural Insulated Sheathing BoardDocumento7 páginasComfortboard 80 Exterior Non Structural Insulated Sheathing BoardduynguyenAún no hay calificaciones
- Energy Audit Handbook 2nd EditionDocumento32 páginasEnergy Audit Handbook 2nd EditionmohammadtaheriAún no hay calificaciones
- MasonryDocumento44 páginasMasonryCalin AlexandruAún no hay calificaciones
- Ross Environmental Management in The Broiler HouseDocumento48 páginasRoss Environmental Management in The Broiler HouseJose Luis ValloryAún no hay calificaciones
- Construction and Building Materials: R. Haik, G. Bar-Nes, A. Peled, I.A. MeirDocumento13 páginasConstruction and Building Materials: R. Haik, G. Bar-Nes, A. Peled, I.A. Meirrafalejo9Aún no hay calificaciones
- HvacDocumento236 páginasHvacvinothAún no hay calificaciones
- ConservationanddissipationofEnergy Answers1Documento44 páginasConservationanddissipationofEnergy Answers1Sumira ZamanAún no hay calificaciones
- Hornos WitegDocumento11 páginasHornos WitegCarlos OrizabalAún no hay calificaciones
- Desalination: T. Elango, K. Kalidasa MurugavelDocumento10 páginasDesalination: T. Elango, K. Kalidasa MurugavelmohamedAún no hay calificaciones
- Glass Greenhouse AdvantagesDocumento4 páginasGlass Greenhouse AdvantagesHAN HANAún no hay calificaciones
- LV Series FAQDocumento12 páginasLV Series FAQpeterAún no hay calificaciones
- Kavalani Hvac R Catalogue 2015Documento32 páginasKavalani Hvac R Catalogue 2015Anoop Jacob KunnappuzhaAún no hay calificaciones
- Sohail Villa - Ahu Technical ReportDocumento30 páginasSohail Villa - Ahu Technical ReportAslamAún no hay calificaciones
- Australian Standards and Building ProductsDocumento40 páginasAustralian Standards and Building Productssheringhonim20% (5)
- Roofing TechniqueDocumento30 páginasRoofing TechniqueLuke Obusan100% (1)
- PIRTECH Technical Catalogue PDFDocumento128 páginasPIRTECH Technical Catalogue PDFAlex Rivas RamírezAún no hay calificaciones
- 07 08 2013 BALEX Products Catalogue - Industrial Constructions ENG WWWDocumento48 páginas07 08 2013 BALEX Products Catalogue - Industrial Constructions ENG WWWUigresResAún no hay calificaciones
- Part L1 of The Building Regulations 2006: Relevant To: England and WalesDocumento6 páginasPart L1 of The Building Regulations 2006: Relevant To: England and WalesP_DaviesAún no hay calificaciones
- Micro Climate Analysis of Bhopal ThroughDocumento5 páginasMicro Climate Analysis of Bhopal ThroughDrishti AgarwalAún no hay calificaciones
- Evaluation of Some SMS Verification Services and Virtual Credit Cards Services for Online Accounts VerificationsDe EverandEvaluation of Some SMS Verification Services and Virtual Credit Cards Services for Online Accounts VerificationsCalificación: 5 de 5 estrellas5/5 (2)
- The Designer’s Guide to Figma: Master Prototyping, Collaboration, Handoff, and WorkflowDe EverandThe Designer’s Guide to Figma: Master Prototyping, Collaboration, Handoff, and WorkflowAún no hay calificaciones
- CISM Certified Information Security Manager Study GuideDe EverandCISM Certified Information Security Manager Study GuideAún no hay calificaciones
- Alibaba: The House That Jack Ma BuiltDe EverandAlibaba: The House That Jack Ma BuiltCalificación: 3.5 de 5 estrellas3.5/5 (29)
- Laws of UX: Using Psychology to Design Better Products & ServicesDe EverandLaws of UX: Using Psychology to Design Better Products & ServicesCalificación: 5 de 5 estrellas5/5 (9)
- Coding Democracy: How a Growing Hacking Movement is Disrupting Concentrations of Power, Mass Surveillance, and Authoritarianism in the Digital AgeDe EverandCoding Democracy: How a Growing Hacking Movement is Disrupting Concentrations of Power, Mass Surveillance, and Authoritarianism in the Digital AgeCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Facing Cyber Threats Head On: Protecting Yourself and Your BusinessDe EverandFacing Cyber Threats Head On: Protecting Yourself and Your BusinessCalificación: 4.5 de 5 estrellas4.5/5 (27)
- The Internet Con: How to Seize the Means of ComputationDe EverandThe Internet Con: How to Seize the Means of ComputationCalificación: 5 de 5 estrellas5/5 (6)
- Evaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsDe EverandEvaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsCalificación: 5 de 5 estrellas5/5 (1)
- Hacking With Kali Linux : A Comprehensive, Step-By-Step Beginner's Guide to Learn Ethical Hacking With Practical Examples to Computer Hacking, Wireless Network, Cybersecurity and Penetration TestingDe EverandHacking With Kali Linux : A Comprehensive, Step-By-Step Beginner's Guide to Learn Ethical Hacking With Practical Examples to Computer Hacking, Wireless Network, Cybersecurity and Penetration TestingCalificación: 4.5 de 5 estrellas4.5/5 (9)
- Introduction to Internet Scams and Fraud: Credit Card Theft, Work-At-Home Scams and Lottery ScamsDe EverandIntroduction to Internet Scams and Fraud: Credit Card Theft, Work-At-Home Scams and Lottery ScamsCalificación: 4 de 5 estrellas4/5 (6)
- Unlock PHP 8: From Basic to Advanced: The next-level PHP 8 guide for dynamic web development (English Edition)De EverandUnlock PHP 8: From Basic to Advanced: The next-level PHP 8 guide for dynamic web development (English Edition)Aún no hay calificaciones
- React.js Design Patterns: Learn how to build scalable React apps with ease (English Edition)De EverandReact.js Design Patterns: Learn how to build scalable React apps with ease (English Edition)Aún no hay calificaciones
- Microservices Patterns: With examples in JavaDe EverandMicroservices Patterns: With examples in JavaCalificación: 5 de 5 estrellas5/5 (2)
- Branding: What You Need to Know About Building a Personal Brand and Growing Your Small Business Using Social Media Marketing and Offline Guerrilla TacticsDe EverandBranding: What You Need to Know About Building a Personal Brand and Growing Your Small Business Using Social Media Marketing and Offline Guerrilla TacticsCalificación: 5 de 5 estrellas5/5 (32)
- OSCP Offensive Security Certified Professional Practice Tests With Answers To Pass the OSCP Ethical Hacking Certification ExamDe EverandOSCP Offensive Security Certified Professional Practice Tests With Answers To Pass the OSCP Ethical Hacking Certification ExamAún no hay calificaciones
- Tor Darknet Bundle (5 in 1): Master the Art of InvisibilityDe EverandTor Darknet Bundle (5 in 1): Master the Art of InvisibilityCalificación: 4.5 de 5 estrellas4.5/5 (5)
- The YouTube Formula: How Anyone Can Unlock the Algorithm to Drive Views, Build an Audience, and Grow RevenueDe EverandThe YouTube Formula: How Anyone Can Unlock the Algorithm to Drive Views, Build an Audience, and Grow RevenueCalificación: 5 de 5 estrellas5/5 (33)
- App Innovator's Guide: Mobile App Development for Android and iOS: Building Cross-Platform SolutionsDe EverandApp Innovator's Guide: Mobile App Development for Android and iOS: Building Cross-Platform SolutionsAún no hay calificaciones
- Ultimate Guide to YouTube for BusinessDe EverandUltimate Guide to YouTube for BusinessCalificación: 5 de 5 estrellas5/5 (1)
- Social Media Marketing 2024, 2025: Build Your Business, Skyrocket in Passive Income, Stop Working a 9-5 Lifestyle, True Online Working from HomeDe EverandSocial Media Marketing 2024, 2025: Build Your Business, Skyrocket in Passive Income, Stop Working a 9-5 Lifestyle, True Online Working from HomeAún no hay calificaciones
- The Digital Marketing Handbook: A Step-By-Step Guide to Creating Websites That SellDe EverandThe Digital Marketing Handbook: A Step-By-Step Guide to Creating Websites That SellCalificación: 5 de 5 estrellas5/5 (6)