También podría gustarte
- Balance agua industria lácteaDocumento1 páginaBalance agua industria lácteabelkartAún no hay calificaciones
- Huella Hidrica Sector PecuarioDocumento5 páginasHuella Hidrica Sector PecuarioMateo AgudeloAún no hay calificaciones
- Practica Nro8Documento5 páginasPractica Nro8JhovanaChqAún no hay calificaciones
- Energia Renov. VidDocumento27 páginasEnergia Renov. VidFrancisco SánchezAún no hay calificaciones
- .Documento22 páginas.ale cabreraAún no hay calificaciones
- Ingeniería Mecánica Determinar La Cantidad de AguaDocumento9 páginasIngeniería Mecánica Determinar La Cantidad de AguayvanAún no hay calificaciones
- Recirculación de AguaDocumento6 páginasRecirculación de AguaMaroAún no hay calificaciones
- Diseño Ptar Matadero PDFDocumento17 páginasDiseño Ptar Matadero PDFfaibertarazona83% (6)
- Eliminación de Grasas y Aceites de Efluentes Industriales Mediante ElectroflotaciónDocumento5 páginasEliminación de Grasas y Aceites de Efluentes Industriales Mediante ElectroflotaciónsciencegraveAún no hay calificaciones
- Analisis de Costos de La Electrocoagulacion de Aguas Residuales de La Industria LacteaDocumento15 páginasAnalisis de Costos de La Electrocoagulacion de Aguas Residuales de La Industria LacteaFENFOGAún no hay calificaciones
- Aguas Residuales de Embotelladora Reactor de Lecho Fluidizado PDFDocumento75 páginasAguas Residuales de Embotelladora Reactor de Lecho Fluidizado PDFJosé Alberto Cueva VargasAún no hay calificaciones
- Reducci N Del Consumo de Agua en Los Procesos Productivos Del IngenioDocumento13 páginasReducci N Del Consumo de Agua en Los Procesos Productivos Del IngenioSarela GarridoAún no hay calificaciones
- Biogas Production From Malt Bagasse From Craft Beer Industry Kinetic Modeling and Process Simulation EsDocumento21 páginasBiogas Production From Malt Bagasse From Craft Beer Industry Kinetic Modeling and Process Simulation EsDiana LermaAún no hay calificaciones
- Agua de ImbibiciónDocumento8 páginasAgua de Imbibiciónjulio127782343Aún no hay calificaciones
- Torre de Enfriamiento y Condensado VegetalDocumento5 páginasTorre de Enfriamiento y Condensado VegetalRonald Figo Torres EcheAún no hay calificaciones
- Limpieza de Cana en Seco Como AlternativDocumento17 páginasLimpieza de Cana en Seco Como AlternativJorge A. Suárez ZárragaAún no hay calificaciones
- Caso Practico Ciclo de VidaDocumento6 páginasCaso Practico Ciclo de VidaFernando UrdanetaAún no hay calificaciones
- Propuesta de Trabajo para La Mejora de Producción Del Gel Aliviapronto Yecama NaturalDocumento17 páginasPropuesta de Trabajo para La Mejora de Producción Del Gel Aliviapronto Yecama NaturalCarolina Eusse CuartasAún no hay calificaciones
- Reporte ProcaliDocumento22 páginasReporte ProcaliAmador VillegasAún no hay calificaciones
- Consumo de Agua en IndustriasDocumento9 páginasConsumo de Agua en IndustriasMelissa Nayeli Machicao VillanuevaAún no hay calificaciones
- Cálculo HH Proceso Producción - ChipDocumento6 páginasCálculo HH Proceso Producción - ChipCami BejarAún no hay calificaciones
- Articulo Científico SOFIA MEDALLADocumento16 páginasArticulo Científico SOFIA MEDALLASofia Medalla GutierrezAún no hay calificaciones
- Practicas de Produccion Mas Limpias en CerveceriaDocumento10 páginasPracticas de Produccion Mas Limpias en CerveceriaCarlos BarrientosAún no hay calificaciones
- Actividad 6. Tratamiento de Agua. Grupo VerdeDocumento4 páginasActividad 6. Tratamiento de Agua. Grupo VerdeBRANDON ULISES ZAVALA GAMEZAún no hay calificaciones
- Cáceres, C.X., Cáceres, R.E., Hein, D., Molina, M.G., Pia, J.MDocumento6 páginasCáceres, C.X., Cáceres, R.E., Hein, D., Molina, M.G., Pia, J.MChampa Jiménez de CostanillasAún no hay calificaciones
- Pretratamiento Del Lavado Gastado de La Destilería (Vinaza) Con Cavitación A Base de Vórtice y Su Influencia en La Generación de BiogásDocumento13 páginasPretratamiento Del Lavado Gastado de La Destilería (Vinaza) Con Cavitación A Base de Vórtice y Su Influencia en La Generación de BiogásCarlos GamarraAún no hay calificaciones
- Análisis del proceso de fabricación de refrescosDocumento2 páginasAnálisis del proceso de fabricación de refrescosCamila Herrera LopezAún no hay calificaciones
- Solucionario. Examen Final 2020-1. Pil.Documento5 páginasSolucionario. Examen Final 2020-1. Pil.katerin sinarahua sanancimaAún no hay calificaciones
- Destilacion ChemcadDocumento4 páginasDestilacion ChemcadPatricia NavarroAún no hay calificaciones
- Tratamiento DestileriaDocumento29 páginasTratamiento DestileriaKaren Olivos AngelesAún no hay calificaciones
- 10 Informe de Tecnologia de LecheDocumento17 páginas10 Informe de Tecnologia de LecheJean Carlos Arias SaldañaAún no hay calificaciones
- Proyecto Tratamiento de EfluentesDocumento4 páginasProyecto Tratamiento de EfluentesCesar Guevara GamarraAún no hay calificaciones
- Evaluacion Economica Aprovechamiento CERVEZADocumento56 páginasEvaluacion Economica Aprovechamiento CERVEZAMartha MontillaAún no hay calificaciones
- 1 - Gerencia Del Agua - Introduccion PDFDocumento30 páginas1 - Gerencia Del Agua - Introduccion PDFandreamatos17Aún no hay calificaciones
- Indicadores de SostenibilidadDocumento4 páginasIndicadores de SostenibilidadSantiago SalazarAún no hay calificaciones
- Diseño Conceptual de Una Planta de Produccion de AcetonaDocumento35 páginasDiseño Conceptual de Una Planta de Produccion de AcetonaFernando Consuegra86% (7)
- Análisis eficiencia energética desalinización agua mar contexto actual futuroDocumento17 páginasAnálisis eficiencia energética desalinización agua mar contexto actual futuroEduardo HermosillaAún no hay calificaciones
- Buenas prácticas en el uso y tratamiento del agua industrialDocumento13 páginasBuenas prácticas en el uso y tratamiento del agua industrialFreddy Carreño Alb100% (1)
- Uso Eficiente Del Frío en La Industria EnológicaDocumento7 páginasUso Eficiente Del Frío en La Industria Enológicacarpo2003Aún no hay calificaciones
- PTARDocumento6 páginasPTARAlfredo Condori LucaAún no hay calificaciones
- Nombre Del Tema A DesarrollarDocumento5 páginasNombre Del Tema A Desarrollarangel valeroAún no hay calificaciones
- Modelación Matemática de Columnas de Destilación AlcoholicaDocumento5 páginasModelación Matemática de Columnas de Destilación AlcoholicadiegoAún no hay calificaciones
- Practica N°2. Cuantificaciòn de Caudales de Efluentes AgroindustrialesDocumento30 páginasPractica N°2. Cuantificaciòn de Caudales de Efluentes AgroindustrialesLiliana Llaure HuingoAún no hay calificaciones
- Simulación Del Proceso Fermentativo para La Obtención de Bioetanol A Partir de Residuos de ArrozDocumento5 páginasSimulación Del Proceso Fermentativo para La Obtención de Bioetanol A Partir de Residuos de ArrozNalleli JaimeAún no hay calificaciones
- Diseno Ptar Matadero PDFDocumento17 páginasDiseno Ptar Matadero PDFmartin riveroAún no hay calificaciones
- Diseno Conceptual de Una Planta de Produccion de AcetonaDocumento36 páginasDiseno Conceptual de Una Planta de Produccion de AcetonaK'rwuyn Cardozo100% (1)
- Guia BPM Aceite de OlivaDocumento23 páginasGuia BPM Aceite de OlivaVeronicaAndreaArroyoVAún no hay calificaciones
- Fundamentos de Analisis AmbientalDocumento15 páginasFundamentos de Analisis AmbientalAndrea MontalvanAún no hay calificaciones
- Tratamiento de Aguas Residuales de La Industria LácteaDocumento9 páginasTratamiento de Aguas Residuales de La Industria LácteaHEBERTYAún no hay calificaciones
- Optimización Energética para La Producción Simultánea de Azúcar y AlcoholDocumento14 páginasOptimización Energética para La Producción Simultánea de Azúcar y AlcoholMAG370Aún no hay calificaciones
- 0398 Uso Eficiente Energia Destilerias AlcoholDocumento81 páginas0398 Uso Eficiente Energia Destilerias Alcoholing_costeroAún no hay calificaciones
- Tratamiento de Riles en La Industria de AlimentosDocumento3 páginasTratamiento de Riles en La Industria de AlimentosAECSAún no hay calificaciones
- Programación y control del riego y la fertilización de los cultivos. AGAU0208De EverandProgramación y control del riego y la fertilización de los cultivos. AGAU0208Aún no hay calificaciones
- "Buchón de agua" (Eichhornia Crassipes):: impulsor de la fitorremediaciónDe Everand"Buchón de agua" (Eichhornia Crassipes):: impulsor de la fitorremediaciónAún no hay calificaciones
- Resumen de Inteligencia ecológica de Daniel GolemanDe EverandResumen de Inteligencia ecológica de Daniel GolemanAún no hay calificaciones
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- Programación y control del riego y fertilización del césped. AGAJ0308De EverandProgramación y control del riego y fertilización del césped. AGAJ0308Aún no hay calificaciones
- Un Enfoque Matemático para la Elaboración Artesanal de CervezaDe EverandUn Enfoque Matemático para la Elaboración Artesanal de CervezaAún no hay calificaciones
- Plantas piloto de tratamiento de agua potable y agua residualDe EverandPlantas piloto de tratamiento de agua potable y agua residualCalificación: 5 de 5 estrellas5/5 (1)
- Marco legal. Efecto y minimizacion de vertidosDe EverandMarco legal. Efecto y minimizacion de vertidosAún no hay calificaciones
- PLAN ALIMENTACION Reduccion de TallasDocumento6 páginasPLAN ALIMENTACION Reduccion de TallasFaider Baron100% (1)
- Proyecto de DiseÃo Pescador 1 EntregaDocumento28 páginasProyecto de DiseÃo Pescador 1 EntregaFaider BaronAún no hay calificaciones
- Calentamiento 100 - Indirecto de Aire para Secado-1Documento29 páginasCalentamiento 100 - Indirecto de Aire para Secado-1Faider BaronAún no hay calificaciones
- Electrotecnia Capitulo - 23Documento17 páginasElectrotecnia Capitulo - 23Faider BaronAún no hay calificaciones
- 2.2 Vectores y Geometria. Problemas Repaso.Documento123 páginas2.2 Vectores y Geometria. Problemas Repaso.tomatexxAún no hay calificaciones
- Electrotecnia Capitulo - 23Documento17 páginasElectrotecnia Capitulo - 23Faider BaronAún no hay calificaciones
- Electrotecnia Capitulo - 22Documento8 páginasElectrotecnia Capitulo - 22Faider BaronAún no hay calificaciones
- Electrotecnia TransformadoresDocumento15 páginasElectrotecnia TransformadoresFaider BaronAún no hay calificaciones
- MF Tema 7 Flujo en Sistemas de Tuber AsDocumento10 páginasMF Tema 7 Flujo en Sistemas de Tuber AsLiliana Grueso CarabaliAún no hay calificaciones
- Newton RaphsonDocumento2 páginasNewton RaphsonFaider BaronAún no hay calificaciones
- Mirar El Río Hecho de Tiempo y AguaDocumento1 páginaMirar El Río Hecho de Tiempo y AguaFaider BaronAún no hay calificaciones
- Diseño de Los PasadoresDocumento4 páginasDiseño de Los PasadoresFaider BaronAún no hay calificaciones
- Proyecto Integrador I-HornoDocumento14 páginasProyecto Integrador I-HornoFaider BaronAún no hay calificaciones
- Diferencias Entre Oralidad y EscribirDocumento2 páginasDiferencias Entre Oralidad y EscribirFaider BaronAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Funciones Excel TAEDocumento2 páginasFunciones Excel TAElestherAún no hay calificaciones
- Micro Aprendizaje Resumen Congreso IEI 2018-138Documento1 páginaMicro Aprendizaje Resumen Congreso IEI 2018-138Aracely Clemente TristánAún no hay calificaciones
- Libros 1a 2017 2018 PDFDocumento1 páginaLibros 1a 2017 2018 PDFjudas1432Aún no hay calificaciones
- Estudio Riesgo Generado Por Maq y Equipo Distrib Autos PDFDocumento17 páginasEstudio Riesgo Generado Por Maq y Equipo Distrib Autos PDFAlicia Ochoa CastroAún no hay calificaciones
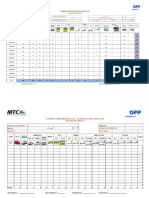
- Conteo Vehicular BorradorDocumento6 páginasConteo Vehicular BorradorCarlos NavarreteAún no hay calificaciones
- Problemas Propuestos de Excavación y TransporteDocumento3 páginasProblemas Propuestos de Excavación y TransporteMiguel Andrés100% (1)
- Guia de Operacion XMLTool 16Documento119 páginasGuia de Operacion XMLTool 16Paul LopezAún no hay calificaciones
- ConstanciaDocumento28 páginasConstanciaMauricio FemeníaAún no hay calificaciones
- Método de MontecarloDocumento5 páginasMétodo de MontecarloSthefanny Aguilera VelásquezAún no hay calificaciones
- Memoria-Descriptiva - Cordova CordovaDocumento6 páginasMemoria-Descriptiva - Cordova CordovaJean Paul Miñano VelizAún no hay calificaciones
- Sofar Amasstore Gtx3000 Ficha Tecnica EsDocumento2 páginasSofar Amasstore Gtx3000 Ficha Tecnica EsFlorencio Muries EscolanoAún no hay calificaciones
- L3 El Transformador Trifásico Rev01Documento25 páginasL3 El Transformador Trifásico Rev01David MontescoAún no hay calificaciones
- CHUNGAR - VCC PPM 01 - Elmer Mamani 22.03.23 - 66666Documento3 páginasCHUNGAR - VCC PPM 01 - Elmer Mamani 22.03.23 - 66666ELMER TITO MAMANI PAREDESAún no hay calificaciones
- 01-Metodologia Mapa Cobertura Uso PDFDocumento49 páginas01-Metodologia Mapa Cobertura Uso PDFDeyvi GTAún no hay calificaciones
- Ejercicio de Modelacion de ProcesosDocumento40 páginasEjercicio de Modelacion de ProcesosalexiperezguilmayAún no hay calificaciones
- L ComunicacionS 12B EPOEMALTADocumento152 páginasL ComunicacionS 12B EPOEMALTAcellochiquiniAún no hay calificaciones
- Guia Aplicacion Procedimientos Catastrales Con Fines Registrales Cabida y Linderos Casos Puntuales V2 1Documento12 páginasGuia Aplicacion Procedimientos Catastrales Con Fines Registrales Cabida y Linderos Casos Puntuales V2 1ReinaldoAún no hay calificaciones
- Costeo Directoy AbsorbenteDocumento13 páginasCosteo Directoy AbsorbenteElvis CallupeAún no hay calificaciones
- Acrónimos o Abreviaturas AutomotrizDocumento16 páginasAcrónimos o Abreviaturas AutomotrizAnonymous M4bCtNU12100% (1)
- Metodología para La Determinación de Hidrógeno Difusible en Procesos de Soldadura Mediante Cromatografía de Gases PDFDocumento9 páginasMetodología para La Determinación de Hidrógeno Difusible en Procesos de Soldadura Mediante Cromatografía de Gases PDFjuanAún no hay calificaciones
- Cronograma de ObraDocumento81 páginasCronograma de ObraVladimir Inga MezaAún no hay calificaciones
- BriefDocumento5 páginasBriefjosephAún no hay calificaciones
- ESDEN Master Project ManagementDocumento16 páginasESDEN Master Project Managementkooby16Aún no hay calificaciones
- Cartel Explicativo Sobre Los Materiales Sostenibles de ConstrucciónDocumento1 páginaCartel Explicativo Sobre Los Materiales Sostenibles de ConstrucciónManuel MosquedaAún no hay calificaciones
- Cronograma de Actividades Detallada Oferta Academica 2021-IiDocumento8 páginasCronograma de Actividades Detallada Oferta Academica 2021-IiAmilcar Torres OrtízAún no hay calificaciones
- Edición 156: EstilosDocumento24 páginasEdición 156: EstilosAndrés Felipe Gamboa SánchezAún no hay calificaciones
- Presupuesto CamalDocumento6 páginasPresupuesto CamalDimas Gustavo Estacio CastañedaAún no hay calificaciones
- Catalogo General Esp 08-09 (15MB) PDFDocumento214 páginasCatalogo General Esp 08-09 (15MB) PDFserferraAún no hay calificaciones
- COMUNIDAD RURAL VS URBANADocumento6 páginasCOMUNIDAD RURAL VS URBANAMigdelia AizpruaAún no hay calificaciones