También podría gustarte
- Tips On Kiln OperationDocumento10 páginasTips On Kiln OperationElwathig Bakhiet100% (2)
- Kiln ChemistryDocumento29 páginasKiln Chemistrykonstantina13986% (7)
- Mechanism of Clinker Coating Formation & FlameDocumento39 páginasMechanism of Clinker Coating Formation & FlameNael93% (14)
- Kiln Audit Training DetailsDocumento20 páginasKiln Audit Training DetailsTamer Fathy100% (5)
- A Better Kiln CoatingDocumento2 páginasA Better Kiln Coatingamir100% (4)
- Coating kiln refractory liningsDocumento8 páginasCoating kiln refractory liningsAnonymous NxpnI6jC100% (1)
- Kiln Control and OperationDocumento45 páginasKiln Control and Operationdina safiri100% (3)
- Kiln Heat and Mass Balance September 2010Documento20 páginasKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Kiln Feed Mix CalculationsDocumento2 páginasKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- Raw Meal & Clinker Quality ControlDocumento139 páginasRaw Meal & Clinker Quality ControlserkalemtayeAún no hay calificaciones
- Kiln QuestionsDocumento234 páginasKiln Questionsbasavaraju535100% (2)
- Kiln Emergency YSDocumento50 páginasKiln Emergency YSShadi Al Habbal100% (3)
- Process Guidelines for Cement Production OptimizationDocumento20 páginasProcess Guidelines for Cement Production OptimizationMKPashaPasha100% (4)
- Clinker Kiln TheoryDocumento37 páginasClinker Kiln TheoryMehmet C100% (1)
- Kiln Inlet Section Casting Procedure (LAFARGE)Documento8 páginasKiln Inlet Section Casting Procedure (LAFARGE)Nael100% (3)
- Ask DR. CLARK - OdtDocumento50 páginasAsk DR. CLARK - Odtmauryaraj200750% (2)
- Kiln control variables optimizationDocumento50 páginasKiln control variables optimizationElder A. Gutiérrez Villacorta100% (1)
- DAY1 - DA - 10 Rules For Clinker QualitiesDocumento30 páginasDAY1 - DA - 10 Rules For Clinker Qualitiestricky77792% (12)
- By-Pass Calculation Method - DocbDocumento2 páginasBy-Pass Calculation Method - DocbElwathig BakhietAún no hay calificaciones
- Pyro ProcessingDocumento29 páginasPyro ProcessingMKPashaPasha100% (2)
- Cement Kilns-Chlorine Impact On ProcessDocumento27 páginasCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- Whitehopleman Com Coating Rings BallsDocumento11 páginasWhitehopleman Com Coating Rings BallsMomar Talla DiawAún no hay calificaciones
- Coatin &ring FormationDocumento6 páginasCoatin &ring FormationMustafa RamadanAún no hay calificaciones
- Cement KilnDocumento2 páginasCement Kilnamir100% (2)
- Raw Material Challenges in Cement ProductionDocumento12 páginasRaw Material Challenges in Cement Productionm_verma21Aún no hay calificaciones
- KilnLine OperationDocumento32 páginasKilnLine Operationbreakthrough198889% (9)
- 7 Most Common Problem in Pyro Processing For Kiln and CoolerDocumento10 páginas7 Most Common Problem in Pyro Processing For Kiln and CoolerVipan Kumar DograAún no hay calificaciones
- Circulation Phenomena in the Clinkerization ProcessDocumento58 páginasCirculation Phenomena in the Clinkerization ProcessZein Khalifa100% (2)
- Coal Flames For Cement KilnsDocumento62 páginasCoal Flames For Cement KilnsvvijaybhanAún no hay calificaciones
- Kiln EquationsDocumento189 páginasKiln EquationsAnonymous NxpnI6jC100% (2)
- Clinker Vs Kiln Feed FactorDocumento3 páginasClinker Vs Kiln Feed Factorvvijaybhan100% (6)
- 03 QualityDocumento22 páginas03 QualityMKPashaPasha67% (3)
- Heat Balance of Kilns and Coolers and Related Topics PDFDocumento62 páginasHeat Balance of Kilns and Coolers and Related Topics PDFAli HüthütAún no hay calificaciones
- Sulphur, Spurrite, and Rings in Cement Kilns PDFDocumento4 páginasSulphur, Spurrite, and Rings in Cement Kilns PDFAnonymous NxpnI6jC100% (2)
- Flame MomentumDocumento30 páginasFlame MomentumSanth Raul100% (7)
- Flow MeasurementsDocumento19 páginasFlow MeasurementsHazem DiabAún no hay calificaciones
- Formulas KilnDocumento53 páginasFormulas KilnNael93% (14)
- Kiln Audit H&M Balance Calculation 2012Documento24 páginasKiln Audit H&M Balance Calculation 2012Anonymous 3ESYcrKP100% (7)
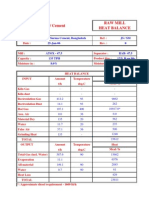
- Raw Mill Heat BalanceDocumento1 páginaRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Process Parameters - Ordonez 2015Documento126 páginasProcess Parameters - Ordonez 2015vũ minh tâm100% (1)
- Flame For Cement Kilns KP Pradeep KumarDocumento62 páginasFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Guide stable kiln operations through proper raw mix preparation, fuel management, and burner adjustmentDocumento21 páginasGuide stable kiln operations through proper raw mix preparation, fuel management, and burner adjustmentYhane Hermann BackAún no hay calificaciones
- Clinker FormationDocumento120 páginasClinker FormationDragos PlaesuAún no hay calificaciones
- Start Up Procedures PDFDocumento18 páginasStart Up Procedures PDFbulentbulut100% (1)
- CKHC GLOSSARY 2008Documento95 páginasCKHC GLOSSARY 2008Tamer Fathy100% (3)
- Rotary Kilns: Transport Phenomena and Transport ProcessesDe EverandRotary Kilns: Transport Phenomena and Transport ProcessesCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Drying-Out & Heating-Up of Refractory LiningsDocumento73 páginasDrying-Out & Heating-Up of Refractory LiningsNael88% (16)
- Heat TreatingDocumento8 páginasHeat Treatingbehi64Aún no hay calificaciones
- Kiln Start Up Procedures PDFDocumento12 páginasKiln Start Up Procedures PDFfaheemqc100% (2)
- Refractory Drying and Heating GuideDocumento9 páginasRefractory Drying and Heating GuideharryAún no hay calificaciones
- Critical Review of Planetary Coolers TechnologyDocumento10 páginasCritical Review of Planetary Coolers TechnologyLucio PereiraAún no hay calificaciones
- 158 170 PDFDocumento13 páginas158 170 PDFNoman AliAún no hay calificaciones
- Mini bf3Documento5 páginasMini bf3Maheswar SethiAún no hay calificaciones
- Furnaces in Power BoilerDocumento34 páginasFurnaces in Power BoilerMohammed AzharuddinAún no hay calificaciones
- Pyroprocessing: A Concise Guide to the High-Temperature Conversion of Raw Materials into ClinkerDocumento27 páginasPyroprocessing: A Concise Guide to the High-Temperature Conversion of Raw Materials into ClinkerTitan Titanovsky KoraagAún no hay calificaciones
- Kiln Burning Systems: Raw Mill From Storage Feed RateDocumento43 páginasKiln Burning Systems: Raw Mill From Storage Feed RateMuhammad Kureshi100% (1)
- Suspension Preheater 1998Documento22 páginasSuspension Preheater 1998Sajal Gupta100% (2)
- Ore PreheatingDocumento30 páginasOre PreheatingakshukAún no hay calificaciones
- Blast Furnace Iron Making, IIT, KGP, Oct 26, 2010Documento85 páginasBlast Furnace Iron Making, IIT, KGP, Oct 26, 2010Vikas Solanki100% (1)
- Air CAnnonDocumento58 páginasAir CAnnonJoko Dewoto50% (2)
- Form House KeepingDocumento40 páginasForm House KeepingJoko DewotoAún no hay calificaciones
- Air in Standard and Normal ConditionDocumento2 páginasAir in Standard and Normal ConditionJoko DewotoAún no hay calificaciones
- Air LeakagesDocumento1 páginaAir LeakagesJoko Dewoto100% (1)
- Cement-Based Materials J Francis Young: AddressesDocumento5 páginasCement-Based Materials J Francis Young: AddressesJoko DewotoAún no hay calificaciones
- Vertical Roller MillDocumento7 páginasVertical Roller MillJoko DewotoAún no hay calificaciones
- Pre Calci NerDocumento61 páginasPre Calci NerJoko Dewoto100% (2)
- Calculating hot gas requirements for coal dryingDocumento2 páginasCalculating hot gas requirements for coal dryingJoko Dewoto0% (1)
- By Pass System RCD-1 to SP3 RCD-2 to SP2 Pelabuhan Batubara TarahanDocumento18 páginasBy Pass System RCD-1 to SP3 RCD-2 to SP2 Pelabuhan Batubara TarahansutanuprojectsAún no hay calificaciones
- Mastering Preheater Kiln Build-up ControlDocumento13 páginasMastering Preheater Kiln Build-up ControlJoko Dewoto100% (1)
- PackerDocumento13 páginasPackerJoko DewotoAún no hay calificaciones
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocumento12 páginasEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julAún no hay calificaciones
- Vertical Roller Mills KTM enDocumento6 páginasVertical Roller Mills KTM enJoko Dewoto100% (1)
- Presentation Coal 1Documento26 páginasPresentation Coal 1Joko Dewoto100% (1)
- Raymond Roller MillDocumento6 páginasRaymond Roller MillJoko Dewoto50% (2)
- Rotary KilnDocumento58 páginasRotary KilnFrancisco Uribe Parra100% (7)
- Bab 2 Raw Mill System DG VRMDocumento80 páginasBab 2 Raw Mill System DG VRMJoko DewotoAún no hay calificaciones
- Semen 30Documento15 páginasSemen 30Joko DewotoAún no hay calificaciones
- Comm Profile Cement PDFDocumento20 páginasComm Profile Cement PDFesvignesh100% (1)
- Dust Collector InvestigationDocumento14 páginasDust Collector InvestigationJoko DewotoAún no hay calificaciones
- C Quant Software Mathematical Modeling in Quantitative Phase Analysis of Portland CementDocumento7 páginasC Quant Software Mathematical Modeling in Quantitative Phase Analysis of Portland CementJoko DewotoAún no hay calificaciones
- The FLSmidth OK Mill for Cement and Slag GrindingDocumento69 páginasThe FLSmidth OK Mill for Cement and Slag GrindingJoko Dewoto100% (3)
- DuctingDocumento74 páginasDuctingJoko DewotoAún no hay calificaciones
- PG 3047 3074 GasFlowMeasurement PracticalWorkDocumento28 páginasPG 3047 3074 GasFlowMeasurement PracticalWorkJoko Dewoto100% (2)
- General Flow SheetDocumento1 páginaGeneral Flow SheetJoko DewotoAún no hay calificaciones
- Technical Specification Sheet: SAG KUPANG Modification ListDocumento21 páginasTechnical Specification Sheet: SAG KUPANG Modification ListJoko DewotoAún no hay calificaciones
- Cyclonic Separation and Dust CollectorDocumento29 páginasCyclonic Separation and Dust CollectorJoko DewotoAún no hay calificaciones
- Optionchecklistno2 Fans and BlowersDocumento1 páginaOptionchecklistno2 Fans and BlowersJoko DewotoAún no hay calificaciones
- Cement SiloDocumento10 páginasCement SiloJoko DewotoAún no hay calificaciones
- General Lay OutDocumento1 páginaGeneral Lay OutJoko DewotoAún no hay calificaciones
- Vdocuments - MX - Ventilation Calculation For Inverter RoomxlsxDocumento1 páginaVdocuments - MX - Ventilation Calculation For Inverter Roomxlsxمحسن شهسواریAún no hay calificaciones
- Abc BQDocumento3 páginasAbc BQMinMinAún no hay calificaciones
- Elemental Cost Analysis - Form 1Documento6 páginasElemental Cost Analysis - Form 1Yit WeiAún no hay calificaciones
- Building Code Summary For All Commercial Projects (This Information To Be Copied and Placed On Drawings)Documento10 páginasBuilding Code Summary For All Commercial Projects (This Information To Be Copied and Placed On Drawings)Joni Carino SuniAún no hay calificaciones
- Hvac ChecklistDocumento16 páginasHvac Checklisthalimymie100% (1)
- Potterton Kingfisher MF RS 50 Installation Manual GCNo 41 393 95Documento39 páginasPotterton Kingfisher MF RS 50 Installation Manual GCNo 41 393 95lenin6737Aún no hay calificaciones
- BoqDocumento2 páginasBoqelias workuAún no hay calificaciones
- Details of Measurement (Preliminaries)Documento30 páginasDetails of Measurement (Preliminaries)Engr SwapanAún no hay calificaciones
- Structural Investigation Report - Magellan's Cross ChurchDocumento4 páginasStructural Investigation Report - Magellan's Cross Churchmark_torreonAún no hay calificaciones
- Load Bearing StructureDocumento62 páginasLoad Bearing StructureRam Prasad AwasthiAún no hay calificaciones
- CD EstimateDocumento3 páginasCD EstimateRubai GangulyAún no hay calificaciones
- House work home improvement projectDocumento46 páginasHouse work home improvement projectsheikAún no hay calificaciones
- Haad B Standard ComponentsDocumento1 páginaHaad B Standard ComponentsHatman ManhatAún no hay calificaciones
- Aci 349 1997Documento94 páginasAci 349 1997dvegaucentralAún no hay calificaciones
- Earthquake 1Documento10 páginasEarthquake 1AditiAún no hay calificaciones
- Standards and Tolerances Guide 0Documento60 páginasStandards and Tolerances Guide 0Warren SuleyAún no hay calificaciones
- Burning Bricks Process GuideDocumento21 páginasBurning Bricks Process GuideRajeev BujjiAún no hay calificaciones
- Zamildesignmanualnew 131129110110 Phpapp01 PDFDocumento282 páginasZamildesignmanualnew 131129110110 Phpapp01 PDFBoto PodAún no hay calificaciones
- Eehb Insulation Suspended FloorsDocumento21 páginasEehb Insulation Suspended Floorspaedoupi iAún no hay calificaciones
- SINIAN INT’L CORPORATION ACCOMPLISHMENT REPORT FOR PROPOSED WAREHOUSE BUILDINGDocumento12 páginasSINIAN INT’L CORPORATION ACCOMPLISHMENT REPORT FOR PROPOSED WAREHOUSE BUILDINGJayson FernandezAún no hay calificaciones
- S.No Description Unit QtyDocumento3 páginasS.No Description Unit QtySunilAún no hay calificaciones
- Lift Installation - Project Controls - Planning, Scheduling, Cost Management and Forensic Claims - Planning Planet (Lift)Documento2 páginasLift Installation - Project Controls - Planning, Scheduling, Cost Management and Forensic Claims - Planning Planet (Lift)jack100% (2)
- For Gate EstimateDocumento6 páginasFor Gate EstimateMarkko Buaya TalonAún no hay calificaciones
- Revelina Vs Wack WackDocumento13 páginasRevelina Vs Wack WackLouie Sallador100% (1)
- LFX25991SS SpecsDocumento2 páginasLFX25991SS SpecsebuynowAún no hay calificaciones
- Lot - 44, 1140 Richmond Road, Marsden Park: NorthDocumento1 páginaLot - 44, 1140 Richmond Road, Marsden Park: NorthVinay RaoAún no hay calificaciones
- GAPS Guidelines: Expanded Plastics in Building ConstructionDocumento12 páginasGAPS Guidelines: Expanded Plastics in Building ConstructionAsad KhanAún no hay calificaciones
- Design of Reinforced Concrete ColumnsDocumento25 páginasDesign of Reinforced Concrete Columnsmedodo100% (1)
- Reinforced Concrete Design BS 8110Documento15 páginasReinforced Concrete Design BS 8110Kutty Mansoor75% (4)
- Philosophy of Limit State Design and Classification of SectionsDocumento96 páginasPhilosophy of Limit State Design and Classification of Sectionsybm987100% (1)