También podría gustarte
- Bob Engnath Knife PatternsDocumento43 páginasBob Engnath Knife Patternsherpaderpadood100% (13)
- Fazendo Canivete PDFDocumento112 páginasFazendo Canivete PDFsibalde67% (3)
- Micro-Lathe Plans (Popular Mechanics)Documento4 páginasMicro-Lathe Plans (Popular Mechanics)sjdarkman1930100% (13)
- Cnc-Build 2x4 CNC Plasma Free PlansDocumento6 páginasCnc-Build 2x4 CNC Plasma Free PlansAxels_Man_Cave73% (11)
- BG-272 Belt Grinder Bill of Materials - R1Documento7 páginasBG-272 Belt Grinder Bill of Materials - R1Leandro Bueno100% (1)
- DavonDocumento1601 páginasDavonPalyyAún no hay calificaciones
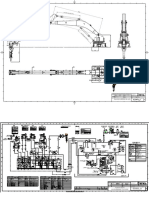
- Water Filtration System - Method StatementDocumento7 páginasWater Filtration System - Method Statementsunil_v575% (4)
- Bolt Together 2 X 72 Belt GrinderDocumento27 páginasBolt Together 2 X 72 Belt GrindervianaufgAún no hay calificaciones
- DIY 2x72 Belt Grinder For Knife MakingDocumento4 páginasDIY 2x72 Belt Grinder For Knife MakingJamespagan0% (1)
- Knife Making ProcessDocumento18 páginasKnife Making ProcessPinjaman Peribadi67% (3)
- CNC Plasma 5x10Documento76 páginasCNC Plasma 5x10uguraydemirAún no hay calificaciones
- Blacksmith Knife TutorialDocumento18 páginasBlacksmith Knife TutorialAndre Balen100% (2)
- Make Your Own Bowie KnifeDocumento5 páginasMake Your Own Bowie Knifegoodsharer100% (1)
- Propane Burner DesignDocumento34 páginasPropane Burner DesignCary Brief50% (2)
- Tricking Out HF 9x20 LatheDocumento48 páginasTricking Out HF 9x20 LatheCliff Miller100% (2)
- Lift Table DIY PlansDocumento10 páginasLift Table DIY PlansDrchipbr0% (1)
- Bandmill PlanDocumento14 páginasBandmill Planpaulh1965100% (1)
- Fuji Xerox cp105b Service Manual PDFDocumento2 páginasFuji Xerox cp105b Service Manual PDFSyaf RoniAún no hay calificaciones
- Alien Legacy-Manual PDFDocumento93 páginasAlien Legacy-Manual PDFMark BallingerAún no hay calificaciones
- Fertilizer Industry Wastewater TreatmentDocumento1 páginaFertilizer Industry Wastewater TreatmentAnmol UpadhyayAún no hay calificaciones
- Grinder PlansDocumento21 páginasGrinder Plansmanometro80% (5)
- Grinder PlansDocumento17 páginasGrinder PlansRobert Steven Ciaccio100% (1)
- Knife Grinder - PlansDocumento21 páginasKnife Grinder - PlansRodney SmithAún no hay calificaciones
- How To Make Your Own Belt SanderDocumento34 páginasHow To Make Your Own Belt Sanderpizzolatto100% (7)
- RGR Grinder PDF Plans by Daniel RotblattDocumento18 páginasRGR Grinder PDF Plans by Daniel RotblattFettahAbderrahmaneAún no hay calificaciones
- Sheet Metal Cutter Plan - Metalworking Plans - CraftsmanspaceDocumento17 páginasSheet Metal Cutter Plan - Metalworking Plans - Craftsmanspacear02nbs100% (1)
- Precision PressDocumento4 páginasPrecision PressFrenchwolf420Aún no hay calificaciones
- Backstand EnglishDocumento7 páginasBackstand Englishdennis52100% (1)
- Micro Machine Shop Mods EtcDocumento488 páginasMicro Machine Shop Mods Etcsbarnett38@100% (4)
- 34 Knife DesignDocumento10 páginas34 Knife Designsalenka71100% (1)
- Wooden Knife Handle and SheathDocumento10 páginasWooden Knife Handle and SheathMehmet Emre Bastopcu100% (2)
- Crossbow PlansDocumento4 páginasCrossbow Planssuperscribed75% (4)
- Preview Thread CuttingDocumento21 páginasPreview Thread CuttingAnonymous mKdAfWif33% (3)
- Emco Unimat Lathe AccessoriesDocumento1 páginaEmco Unimat Lathe Accessoriesjose garofanoAún no hay calificaciones
- Building: LatheDocumento60 páginasBuilding: LathePierre799es86% (7)
- Making Folding Knives by Harold Hoffman (Action Book Publishers)Documento78 páginasMaking Folding Knives by Harold Hoffman (Action Book Publishers)vbamain100% (3)
- Step-By-Step Knifemaking by David Boye Hunting Knives Sheaths Etching Metal Grinding How ToDocumento266 páginasStep-By-Step Knifemaking by David Boye Hunting Knives Sheaths Etching Metal Grinding How ToHaze Long100% (5)
- MotorBoys MembersOnly PlanBookDocumento113 páginasMotorBoys MembersOnly PlanBookriofeliz100% (1)
- How To Run A Lathe 1928Documento148 páginasHow To Run A Lathe 1928John Watson50% (2)
- A Small Bench Lathe Made of PipeDocumento2 páginasA Small Bench Lathe Made of PipeCicero Milan100% (3)
- MD Profiler Instruction ManualDocumento11 páginasMD Profiler Instruction ManualTatiana Trenogina100% (1)
- S&W Model 10Documento4 páginasS&W Model 102506223Aún no hay calificaciones
- Lost-Wax Bronzes by Robyn ErbeDocumento66 páginasLost-Wax Bronzes by Robyn Erbebr0nzeyAún no hay calificaciones
- Crossbow Construction 1999Documento5 páginasCrossbow Construction 1999Jerico Lausin100% (1)
- Rust Bluing TutorialDocumento9 páginasRust Bluing TutorialStefan BadicaAún no hay calificaciones
- The Hand Forged Knife - Karl Schroen - 1984 (S)Documento75 páginasThe Hand Forged Knife - Karl Schroen - 1984 (S)Alessandro Urenda100% (6)
- Custom Knifemaking 10 Projects... Tim McCreight PDF (S)Documento219 páginasCustom Knifemaking 10 Projects... Tim McCreight PDF (S)preceptiveinquirer87% (15)
- BlowbackDocumento29 páginasBlowbackposejdon40100% (1)
- 101 Knife Designs - Practical Knives For Daily Use - Carter, Murray PDFDocumento272 páginas101 Knife Designs - Practical Knives For Daily Use - Carter, Murray PDFJd Diaz100% (2)
- Steel: It's Selection, Annealing, Hardening and TemperingDocumento440 páginasSteel: It's Selection, Annealing, Hardening and TemperingArtisan Ideas83% (6)
- Belt Sander 0001Documento5 páginasBelt Sander 0001wienslaw5804Aún no hay calificaciones
- Flour Mill Instruction SheetDocumento13 páginasFlour Mill Instruction SheetM Indra RahmansyahAún no hay calificaciones
- Abrasives: Rotary Files & RaspsDocumento25 páginasAbrasives: Rotary Files & RaspsalejandroAún no hay calificaciones
- Modern Plant Stand PlanDocumento6 páginasModern Plant Stand PlanJorge NavarroAún no hay calificaciones
- Tricking Out Asian 9x20 LatheDocumento48 páginasTricking Out Asian 9x20 Lathearanicki8587Aún no hay calificaciones
- Easy BioGrindDocumento16 páginasEasy BioGrindRenzo DlgAún no hay calificaciones
- Coil Winder Rev 3-19-11Documento17 páginasCoil Winder Rev 3-19-11dougforbes000Aún no hay calificaciones
- Coil WinderDocumento15 páginasCoil Winderkokomore100% (1)
- Notes, Parts List & Drawings: Easy DIY Biomass GrinderDocumento16 páginasNotes, Parts List & Drawings: Easy DIY Biomass GrinderCalfos SaririAún no hay calificaciones
- Farm Equipment Welding PlansDocumento100 páginasFarm Equipment Welding Plansb0beiii100% (4)
- Traditional Picnic TableDocumento13 páginasTraditional Picnic TableRyan Samuel C. CervasAún no hay calificaciones
- Frame Jig Assembly GuideDocumento12 páginasFrame Jig Assembly GuideMalcolm DiamondAún no hay calificaciones
- Frame Saw Manual 1902Documento111 páginasFrame Saw Manual 1902wolf143Aún no hay calificaciones
- Dowel Maker InstructionDocumento12 páginasDowel Maker InstructionKeanu ReavesAún no hay calificaciones
- Voice Recognition Using MatlabDocumento10 páginasVoice Recognition Using MatlabSneha Muralidharan100% (1)
- 327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupDocumento1 página327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupGokulprabhuAún no hay calificaciones
- Taglio Sez Circ 2Documento3 páginasTaglio Sez Circ 2mariorossi_4Aún no hay calificaciones
- UL FM Vertical Indicator Post Maintenance and Operation Manual - Fire Protection - Models 5400 & 5450Documento7 páginasUL FM Vertical Indicator Post Maintenance and Operation Manual - Fire Protection - Models 5400 & 5450Juan Jose Teodoro AguilarAún no hay calificaciones
- VP422 HDTV10A Service Manual PDFDocumento25 páginasVP422 HDTV10A Service Manual PDFDan Prewitt0% (1)
- Building Applied Natural Language GenerationDocumento32 páginasBuilding Applied Natural Language Generationrat86Aún no hay calificaciones
- M3 Hull Plate Nesting - SP1Documento50 páginasM3 Hull Plate Nesting - SP1Bùi Công Lộc100% (1)
- Quadrosense - ManualDocumento22 páginasQuadrosense - ManualdannraduAún no hay calificaciones
- d1 - Evaluation - Justify Content Designs and Formats - FinalDocumento5 páginasd1 - Evaluation - Justify Content Designs and Formats - Finalapi-466034593Aún no hay calificaciones
- QA QC: ApproachDocumento3 páginasQA QC: ApproachSherif EltoukhiAún no hay calificaciones
- Tak Company Profile - 1Documento28 páginasTak Company Profile - 1zacky100% (1)
- Pipe Welding ProceduresDocumento257 páginasPipe Welding ProceduresKhaeril Anwar100% (1)
- VW-Audi Airbag Reset Tool User ManualDocumento14 páginasVW-Audi Airbag Reset Tool User ManualgermantronikAún no hay calificaciones
- Project Management Resume ExampleDocumento2 páginasProject Management Resume ExampleGuino VargasAún no hay calificaciones
- iQ-WEBX 6 2 3 Installation Guide INT EN - 001RDocumento51 páginasiQ-WEBX 6 2 3 Installation Guide INT EN - 001RDoug KolkowAún no hay calificaciones
- pLINES Datasheet FP V2.22Documento2 páginaspLINES Datasheet FP V2.22TrinhDinhLoc0% (1)
- Bcgroup GeniusDocumento9 páginasBcgroup GeniusNenad JovanovicAún no hay calificaciones
- Business Plan: Syeda Zurriat & Aimen RabbaniDocumento11 páginasBusiness Plan: Syeda Zurriat & Aimen RabbanizaraaAún no hay calificaciones
- Mathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiDocumento8 páginasMathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiLovely Joy ArdanielAún no hay calificaciones
- HSD Area Security GuardDocumento2 páginasHSD Area Security GuardSavita matAún no hay calificaciones
- Automobile Manufacturing Process (17403) : Chapter 1. ForgingDocumento87 páginasAutomobile Manufacturing Process (17403) : Chapter 1. ForgingPramod DhaigudeAún no hay calificaciones
- Gad Ad2 J10k1020c27a 200a201Documento1 páginaGad Ad2 J10k1020c27a 200a201AbdulAún no hay calificaciones
- 023 POL902.00 CB1Q3934en 01 ModBusDocumento4 páginas023 POL902.00 CB1Q3934en 01 ModBusEvandroRodriguesAún no hay calificaciones
- 3 Drill StringDocumento43 páginas3 Drill StringShabaz HazharAún no hay calificaciones
- Modeling Complex Zo For Op AmpsDocumento28 páginasModeling Complex Zo For Op Ampswalid OUNISAún no hay calificaciones