Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Informe Tecnico de Residencia Actualizado
Cargado por
Luis AntonioDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Informe Tecnico de Residencia Actualizado
Cargado por
Luis AntonioCopyright:
Formatos disponibles
ITM
EMPAQUES NOVA
Justificacin
Al haber realizado un estudio minucioso del sistema, se pudo comprobar la problemtica presente, ya que se observ muchas modificaciones que van desde las lneas de distribucin de aceite hasta la deshabilitacin de ciertas vlvulas, as como tambin cadas de presin hidrulica, por lo que se pretende cambiar a un circuito alterno funcional, instalando vlvulas 4/3 y 4/2, 1 bomba de caudal variable, vlvulas reductoras de presin, vlvulas de alivio, reguladoras de caudal, filtro, y de igual manera se pretende cambiar la instalacin elctrica de relevadores a PLC y por ende facilitar el mantenimiento del equipo hidrulico.
Objetivo
Cambio del sistema hidrulico, bombas y electrovlvulas por un sistema nuevo que cumpla con las funciones deseadas.
Problemtica
Empaques Nova posee una mquina corrugadora dividida en 2 secciones de corrugado. Dichas secciones son la flauta B y C el cual padecen de problemas hidrulicos, elctricos y de control. Como son: 1. Prdida de potencia hidrulica. 2. Elementos de control direccional y de presin inoperables. 3. Elementos de conduccin de aceite inhabilitados. 4. El motor acoplado a la bomba hidrulica posee problemas de prdidas de potencia elctrica. 5. Operaciones inservibles en el panel de control del operario.
Procedimiento y descripcin de las actividades realizadas
La seccin C de la maquina Corrugadora de papel liner se encarga del proceso de pegar dos placas de dicho papel para el formado del cartn, pasando a travs de los rodillos
ITM
EMPAQUES NOVA
corrugadores mvil y fijo, basculante y de presin, as como tambin de mucha importancia el rodillo engomador que se encarga de aplicar el adhesivo al papel.
El recorrido del papel es el siguiente:
1. El papel proveniente del lado B pasa por el rodillo corrugador mvil, haciendo presin contra el rodillo corrugador fijo para formar el estriado del cartn.
2. El papel proveniente del lado A pasa primeramente por el rodillo basculante, el cual es el encargado de tensar el papel.
3. Una vez pasando por el rodillo basculante, pasar por el rodillo de presin, el cual el ejerce presin contra el rodillo corrugador fijo, as como tambin el papel es baado de adhesivo para el pegado de ambos papeles Liner, Al hacer su recorrido por el rodillo de presin, llega un punto el cual ambos papeles se encuentran, y eh ah donde se hace la unin de papeles llamada Single Face.
4. La unin que sale continua su recorrido a travs de la maquina como una lmina de cartn.
Figura 1: Recorrido del papel Liner
ITM
EMPAQUES NOVA
Figura 2: Bosquejo vista lateral lado operador (Maquina Corrugadora flauta C)
Anlisis del problema:
Al hacer un anlisis exhaustivo se observ que el conexionado hidrulico ha sido modificado de acuerdo a la conveniencia y exigencias de la mquina, razn por la cual ha ocasionado que se presenten prdidas de presin en el sistema, por tal motivo se pens primeramente en hacer un seguimiento de las lneas hidrulicas para identificar cules han sido modificadas y cules no. De este anlisis no se obtuvo un resultado provechoso, ya que existan lneas ocultas y a su vez modificadas, por lo que se tom la decisin de realizar o redisear un circuito totalmente alterno al ya instalado.
Uno de los puntos importantes observados corresponden a la unidad de potencia original de la maquina, el cual el ms importante le pertenece a la bomba hidrulica, el cual por ser antigua presenta problemas de desgaste en los pistones, causando prdidas de presin. A continuacin se presentan los datos de la bomba que presenta dichos problemas.
ITM
EMPAQUES NOVA
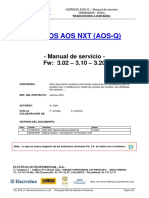
Datos tcnicos:
Marca: Hawe Tipo de bomba: R 3,6 Pres mx: 350 Bar Caudal mx: 3.6 lts/min RPM: 1420/min
Foto 1: Bomba Hawe
NOTA: La cantidad en litros que demanda la bomba esta mencionada en el tipo de bomba R3,6, es decir, que la bomba suministra Dicha bomba de nacionalidad alemana cuenta con 3 pistones el cual convierten la energa mecnica en energa de presin, as como tambin es una bomba de caudal fijo axial.
Seleccin de la bomba hidrulica
Para conocer qu tipo de bomba se requiere y que especificaciones considerar, se realizaron los siguientes clculos para conocer la presin mxima que se genera cuando todos los pistones estn a su mxima carrera en el mismo momento.
Descripcin Encoladora Cil. Corrugador Cil. Presin Cil. Basculante
Masa (kg) 300 650 900 900
Diam. Pistn (m) 0.022 0.03924 0.04 0.04
rea (m2) 0.000380133 0.001209338 0.001256637 0.001256637
Fuerzapeso (n) 2943 6376.5 8829 8829
Presin (kpa) 7742.033 5272.717 7025.895 7025.895
Presin (bar)
Presin (psi)
77.420 1122.887 52.727 764.743 70.259 1019.020 70.259 1019.020
TOTAL 27066.54 270.66 3925.670
Tabla 1: Clculo de la presin de cada pistn
ITM
EMPAQUES NOVA
Para conocer el caudal a la cual se requiere la bomba, se realizaron los siguientes clculos, de acuerdo a la medicin del vstago principal, en la recamara y en la tapa de cada pistn.
Descripcin Encoladora Cil. Corrugador Cil. Presin Cil. Basculante
Longitud de recamara (cm) 30.00 13.50 13.50 22.00
Diam. de recamara (cm) 4.00 6.80 6.80 5.80
Longitud de vastago (cm) 27.00 10.30 10.30 19.00
Diam. de vastago (cm) 2.20 4.00 4.00 3.92
Longitud en tapa (cm) 8.50 5.70 5.70 7.00
Diam. en tapa (cm) 3.00 5.70 5.70 4.80
Tabla 2: Medidas internas de cada pistn
Una vez conocidos las dimensiones de cada pistn, se realiz el clculo para obtener el volumen total en litros que requiere la bomba suministrar al sistema hidrulico en el momento que todos los pistones estn en su mxima carrera.
Descripcin Encoladora Cil. Corrugador Cil. Presin Cil. Basculante
V. pistn Volumen Volumen Volumen Volumen 2*(V. pistn) 2*(V. pistn) (cm3) = 1 (cm3) 2 (cm3) 3 (cm3) 1-2 (cm3) (cm3) (Lts) (1-2)+3 376.991 102.636 60.083 274.355 334.438 668.876 0.669 490.277 129.434 145.450 360.843 506.294 1012.587 1.013 490.277 129.434 145.450 360.843 506.294 1012.587 1.013 581.257 229.774 126.669 351.483 478.152 956.304 0.956 TOTAL 3650.36 3.650
Tabla 3: Clculo del volumen requerido para extender los pistones a su mxima carrera
El volumen total en litros requerido es de 3.650 lts, lo cual este resultado comprueba que para llenar los pistones en su totalidad y al mismo tiempo, la bomba requiere girar en un minuto a 1420 revoluciones, es decir, se requieren . Por tal motivo la
bomba Hawe tipo R3,6 instalada cumple con los requerimientos del sistema hidrulico, sin embargo por el desgaste generado en la bomba se ha decidido reemplazarla por una nueva.
ITM
EMPAQUES NOVA
Otra manera de conocer el caudal de la bomba es con la frmula siguiente: ( ) ( ) ( )
Tomando en cuenta la eficiencia del sistema que es el 80% aproximadamente. Uno de los puntos importantes a tratar fue el intercambiador de agua-aire, el cual la decisin de instalar uno nuevo consisti en la seleccin de la bomba hidrulica, conociendo las ventajas de una bomba de caudal fijo con respecto de una bomba de caudal variable.
Bomba de caudal variable Mayor costo de equipo Temperaturas de operacin bajas No requiere de intercambiador de calor No requiere vlvula de alivio Mayor tamao No requiere regulador de presin Operacin menos ruidosa
Bomba de caudal fijo Menor costo de equipo Temperaturas de operacin altas Requiere de intercambiador de calor Requiere vlvula de alivio Menor tamao Requiere reguladores de presin Operacin ruidosa
Tabla 4: Ventajas de bomba caudal variable con respecto de una bomba de caudal fijo
A continuacin se presenta el diagrama diseado para la maquina Corrugadora seccin flauta C.
Diagrama 1: Diagrama de diseo del circuito hidrulico propuesto
ITM
EMPAQUES NOVA
El diagrama mostrado consta de los siguientes elementos.
Elementos principales: 1. 1 bomba de caudal variable. 2. 1 motor trifsico de 3 HP. 3. 1 filtro de retorno de baja presin. 4. 1 tanque con capacidad para 30 lts. 5. 8 pistones hidrulicos. 6. 6 reductores de presin. 7. 4 vlvulas de alivio para el control hidrulico del operador. 8. 1 electrovlvula de 4 vas /3 posiciones biestable. 9. 5 electrovlvulas de 4 vas /2 posiciones monoestable y retorno por muelle.
Elementos secundarios: 1. 4 adaptadores expansores de 18 mm. a 3/8 de acero inoxidable NPTF. 2. 4 coples de 90 de 3/8 con salida a tubing de 3/8 de acero al carbono NPTF. 3. 2 coples rectos de 3/8 con salida a tubing de 3/8 de acero al carbono NPTF. 4. 6 conectores de 90 con rosca macho a 3/8 y con salida a tubing de 3/8 de acero al carbono NPTF. 5. 2 coples rectos para tubing de 3/8 de acero galvanizado NPTF (para unidad de potencia). 6. 6 conectores rectos con rosca macho a 3/8 y con salida a tubing de 3/8 de acero al carbono NPTF (para unidad de potencia). 7. 2 conectores de 90 con rosca macho a 1/4' y con salida a tubing de 8mm de acero al carbono NPTF (para unidad de potencia). 8. 2 reductores bushing de 3/8 hembra a 1/4' macho de acero al carbono (para unidad de potencia). 9. Tubing de acero al carbono de 3/8.
ITM
EMPAQUES NOVA
NOTA: Por peticin de la empresa el rodillo basculante no ser habilitado debido a una interferencia de mangueras de vapor en su accionamiento y la tina de adhesivo (encoladora) utilizara la misma tubera ya instalada.
Las 4 vlvulas de alivio de presin compensada sern utilizadas para regular la presin que controlar los pistones encargados de corrugar y de aplicar presin al papel Liner, y que estas a su vez podrn ser reguladas por el operador de acuerdo al tipo de papel solicitado para la elaboracin del cartn.
A continuacin se muestra la unidad de potencia completa.
Foto 2: Unidad de potencia hidrulica
Para el control de los pistones corrugador y de presin se muestra el diagrama de dicho circuito hidrulico.
ITM
EMPAQUES NOVA
Diagrama 2: Diagrama de diseo del control del circuito hidrulico propuesto
La imagen del diagrama 2 mostrado consta de los siguientes elementos:
1. 4 vlvulas de alivio de presin compensada para montaje en panel. 2. 4 manmetros con glicerina y conexin posterior de 5000 psi con rosca de 1/4' y dimetro 2 para montaje en panel. 3. 7 uniones TEE de 3/8 NPTF de acero al carbono. 4. 8 conectores rectos macho de 3/8 NPTF con salida a tubing de 3/8 de acero al carbono. 5. 4 reductores bushing de 3/8 hembra a 1/4' macho de acero al carbono. 6. 4 coples rectos rosca hembra de 3/8de acero al carbono. 7. 8 adaptadores expansores de 1/4' macho a 3/8 hembra de acero inoxidable. 8. 4 Coples de 90 de 3/8 con salida a tubing de 3/8. 9. Tubing de 3/8 de acero al carbono.
ITM
EMPAQUES NOVA
Pasos para la fabricacin del tablero de control hidrulico
1. Gabinete de 38 x 30 x 20 cm
Figura 3: Tablero de control hidrulico
Cortar la cara lateral E a 18 x 37 cm como se muestra en la figura dejando 4 pestaas de 1.5 x 1.5 (2 en el extremo superior y 2 de manera centrada superior e inferior), tal como se muestra en la figura 4.
Realizar 6 perforaciones en la cara base del gabinete con las dimensiones siguientes.
Plano 1: Plano tablero de control hidrulico
10
ITM
EMPAQUES NOVA
2. Pared base para la colocacin de las vlvulas de alivio y manmetros.
Figura 4: Placa base del tablero de control hidrulico
Cortar y perforar placa de acero inoxidable de 38 x 20 cm para el montaje de las vlvulas de alivio de presin compensada, as como tambin los manmetros.
Dimensiones de la placa y perforaciones.
Plano 2: Plano de placa base del tablero de control hidrulico
NOTA: El propsito de usar la placa base es para la facilitacin en el mantenimiento al tablero de control hidrulico. Para los orificios de fijacin de las vlvulas de alivio procurar
11
ITM
EMPAQUES NOVA
alinearlos a 45 tal como se muestra en el plano 2, las medidas de estos dependern de la disposicin de dichas vlvulas.
Para perforar los orificios de los manmetros seguir las siguientes instrucciones:
1. Localizar el centro de la perforacin para el manmetro.
2. Trazar un crculo de 2.250 in de dimetro.
3. Perforar 25 orificios con broca de 1/4in tomando como referencia el crculo trazado en el paso 2, tal como se muestra en la figura 5.
Figura 5: Perforacin con broca de 1/4in
4. Con un martillo y cincel golpear las orillas de las perforaciones para cortar el crculo formado en el centro.
Figura 6: Eliminacin sobrante central
5. Con la mquina rectificadora y con una punta para desbaste de titanio eliminar los sobrantes hechos por las perforaciones a 1/4, in dejando el circulo principal a 2.635 in de dimetro.
Figura 7: Perforacin para los manmetros del tablero de control hidrulico
12
ITM
EMPAQUES NOVA
3. Herramientas a utilizar Punto de golpe Martillo Cincel Rehilete de mano con disco de 4in de dimetro para corte delgado Rectificadora con punta de titanio para desbaste Broca de 1/4 in Broca de 5/8 in Broca de 3/8 in Limatn
Pasos para la fabricacin del brazo de apoyo del gabinete hidrulico
Figura 8 : Vista isomtrica de brazo de apoyo
1. Cortar 2 tramos de PTR 2 x 2 Calibre 14. El tramo A ser de 30 cm de longitud (cortar transversalmente un extremo a 45). El tramo B ser de 40 cm de longitud (cortar transversalmente un extremo a 45).
13
ITM
EMPAQUES NOVA
2. Cortar 2 tramos de angular (C y D) de 1 x 10 cm de longitud. Realizar 2 perforaciones con taladro de banco y broca de para ambas piezas a 2.5cm de longitud tomando de referencia el filete izquierdo o derecho de la pieza (5cm de longitud entre ambas perforaciones). 3. Cortar 2 tramos de angular (E y F) de 1 x 20 cm de longitud. Realizar 3 perforaciones con taladro de banco y broca de para cada pieza a 5cm de longitud tomando de referencia el filete izquierdo o derecho de la pieza (5cm de longitud entre ambas perforaciones).
4. Unir con soldadura E6013 los tramos A y B de PTR calibre 14 unindose cada uno en los cortes correspondientes a 45, formando una estructura en forma de L como se muestra en el plano 3.
5. Unir con soldadura E6013 las caras no perforadas de los tramos C y D de angular al tramo A de PTR, como se muestra en la figura 5.
6. Unir con soldadura E6013 las caras no perforadas de los tramos C y D de angular al tramo A de PTR, como se muestra en el plano 5.
7. Herramientas a utilizar Punto de golpe Martillo Cortador de disco de banco Rehilete de mano con disco de 4in de dimetro para desbaste Broca de 11/16 in Broca de 3/8 in Limatn Maquina soldadora de arco elctrico con careta de proteccin
14
ITM
EMPAQUES NOVA
Plano 3: Plano de brazo de apoyo para gabinete hidrulico
Pasos para la fabricacin del brazo de apoyo del gabinete elctrico
Figura 9: Vista isomtrica de brazo de apoyo de gabinete elctrico
1.- Cortar 3 tramos de PTR 2 x 2 Calibre 14. El tramo E ser de 30 cm de longitud (cortar transversalmente un extremo a 90). Se taladrar orificios de 5/8 en dos caras de la superficie del material.
15
ITM
EMPAQUES NOVA
El tramo I ser de 50 cm de longitud (cortar transversalmente un extremo a 45). Se taladrar orificios de 5/8 en dos caras de la superficie del material. El tramo H ser de 40 cm de longitud (cortar transversalmente un extremo a 45).
2.1/8.
Cortar 2 tramos de 25 cm. de longitud y otros dos de 15cm. de angular de 1/5 x Realizar 1 perforacin con taladro de banco y broca de 5/8 para ambas piezas a 5 cm de longitud tomando de referencia el filete derecho de la pieza.
3.- Cortar 1 tramo de solera de 1 x 30 cm de longitud realizando 3 perforaciones de 1.5 espaciadas entre s a 10 cm. y a 5cm. con respecto al filete. Se cortarn tambin 2 tramos de 2de longitud.
4.- Unir con soldadura E7018 los tramos de 25 cm. de angular a la solera de 30 cm. en ngulo de 90 con una separacin entre ellos de 6.35cm. , los tramos de solera de 2. se les realizar una perforacin con taladro de banco de para insertar graseras en cada uno de ellos.
5.- Unir con soldadura E7018 los tramos de PTR cortados a 45. Posteriormente se unir con soldadura de manera perpendicular una placa de 25 cm. de largo con 4 orificios de 1 y que servirn para sostener el gabinete de control.
6.- Utilizando dos tornillos de 5/8 con rondana y tuercas se juntarn los extremos de los angulares de 25 cm. con el PTR taladrado de 30 cm. y se adjuntar unas rondanas para generar movimiento entre las superficies, posteriormente se aadirn el tramo de PTR soldados a 45 por medio de los angulares de 15 cm. dejando una separacin de 1 entres los PTR
16
ITM
EMPAQUES NOVA
7.- Herramientas a utilizar Punto de golpe Martillo Cortador de disco de banco Rehilete de mano con disco de 4in de dimetro para desbaste Broca de Broca de Limatn Mquina soldadora de arco elctrico con careta de proteccin
Plano 4: Plano de brazo de apoyo para gabinete elctrico
17
ITM
EMPAQUES NOVA
Pasos para la fabricacin de la mesa base para la unidad de potencia hidrulica
Figura 10: Vista isomtrica de mesa base para unidad de potencia hidrulica
1.- Cortar 1 cuadro de 82 cm. x 79 cm. de placa de acero de de grosor con el sistema de oxiacetileno. 2.- Cortar 4 tramos de angular de 1 x 80 cm de longitud. 3.- Cortar 2 tramos de angular de 1 x 82 cm de longitud. 4.- Cortar 2 tramos de angular de 1 x 79 cm de longitud. 5.- Cortar 2 tramos de angular de 1 x 82 cm de longitud y 2 tramos de angular de 1 x 79 cm de longitud.
6.- Unir con soldadura E6013 en forma de cuadro los dos tramos de de angular de 1 x 82 cm de longitud con los 2 tramos de angular de 1 x 79 cm de longitud.
18
ITM
EMPAQUES NOVA
7.- Unir con soldadura E6013 en cada uno de los extremos del cuadro los 4 tramos de angular de 1 x 80 cm de longitud a un ngulo de 90 para que sean el soporte del marco principal.
8.- Unir con soldadura E6013 en forma de cuadro los dos tramos de de angular de 1 x 82 cm de longitud con los 2 tramos de angular de 1 x 79 cm de longitud a manera de refuerzo del soporte a unos 30 cm. sobre el suelo.
9.- Unir con soldadura E6013 la placa sobre el cuadro principal para que sirva de soporte a la unidad de potencia hidrulica.
10.- Herramientas a utilizar Cortador de disco de banco Rehilete de mano con disco de 4in de dimetro para desbaste Mquina soldadora de arco elctrico con careta de proteccin
Plano 5: Plano de mesa base para unidad de potencia hidrulica
19
ITM
EMPAQUES NOVA
Conexionado para el tablero de control
Foto 3: Conexionado del tablero de control elctrico
1.- Para el conexionado de botones, selectores de tres posiciones y luces, se requiere un control elctrico de 24VDC, para ello, se realiz una instalacin elctrica desde el cuarto de control CCM hasta la mquina Corrugadora; el cable utilizado es del tipo rudo calibre 16 con 30 hilos utilizados en dos tramos de cablera.
2.- Las botoneras y selectoras se consideran como entradas en el PLC, por ello su alimentacin viene directa de lnea de 24 VDC, por lo que para ello, cada uno de los elementos se encuentra puenteado uno tras otro para recibir la alimentacin elctrica. Es decir, la alimentacin directa del control del CCM pasa por una clema fusible y va directo al primer elemento de conexionado: la llave de arranque, posteriormente va al paro de emergencia y de ah se van interconectando los elementos que controlan las bobinas hidrulicas entre ellos se encuentran botones pulsadores, selectores de 3 posiciones. Algunos de ellos cuentan con luz integrada, pero para alimentar su luz se requiere de alimentacin 0 VDC o neutro, el cual proviene de la salida del PLC.
20
ITM
EMPAQUES NOVA
3.- Las dems luces de control estn puenteadas unas a otras por 0 VDC o neutro para as establecer el conexionado entre los diversos elementos que se controlan.
Diagrama 3: Conexionado de botones y luces en tablero de control elctrico
Conexionado para el control elctrico en CCM
1.- En el diagrama, se puede observar que la alimentacin del elctrica elemento al vara que
dependiendo
vayamos a controlar. Se tiene una lnea de 440VCA que se convierte a 110VCA y de esos 110V se transforma a 24VCD para el control del sistema. Es importante
mencionar que se tuvo que realizar el tirado de lneas desde un cuarto de control denominado CCM hacia la mquina Corrugadora, y se escogi para el control cable de uso rudo calibre 18 x 10 hilos y Foto 4: Conexionado elctrico en CCM calibre 18 x 12 hilos, y para la potencia se
utiliz cable de uso rudo calibre 18 x 4 hilos. Siguiendo un orden, primeramente se toma alimentacin elctrica de 440 V corriente alterna con sus respectivas tres fases.
2.- Dicha corriente pasa primeramente por unos interruptores termomagnticos bipolares que sirven de proteccin para el circuito elctrico.
21
ITM
EMPAQUES NOVA
3.- Posteriormente se realiza el conexionado de un transformador que baja el voltaje de 440 VCA a 110 VCA que nos servir para la alimentacin de la fuente de poder que alimentarn al PLC con 24 VCD, as como tambin alimentaran a un transformador de 110V primario que este a su vez alimentara a las electrovlvulas y a los relevadores.
4.- Se toma otra extensin elctrica de las fases de 440 VCA para la alimentacin del motor trifsico de 3 Hp. Para el conexionado del motor, se requiere de un contactor y un rel trmico que sirven de proteccin. Las tres fases entran por el contactor y salen otras lneas que sirven para el motor. Cabe mencionar que si el giro del motor no es el indicado por el proveedor para hacer funcionar la bomba solamente se intercambian los extremos de los cables. Para el control del motor por el PLC, la salida O1 forma un puente entre A1 (alimentacin + del contactor) y NC (contacto normalmente cerrado del rel). A2 (alimentacin del contactor) se alimenta de V- de una fuente de 24 VCD.
5.- Hablando del conexionado de las 3 fuentes que se utilizan en el sistema, se tiene que ellas tienen varias terminales, lo ms importante a mencionar es que para ponerlas a funcionar se toma conecta su terminal de Lnea y Neutro a alimentacin de 110VCA, y sus terminales V+ y V- se utilizan para los dems elementos, este conexionado puede resumirse con un transformador de 110V bobina primaria y 24V bobina secundaria en caso de que el voltaje o amperaje no suministre lo suficiente para hacer funcionar las electrovlvulas. 6.- Para el conexionado del PLC, se alimenta en sus terminales + y desde la fuente de 24 VCD, y en las terminales I1, I2, I3, etc., se conectan las entradas que se controlan desde un gabinete de control posicionado en la mquina Corrugadora, es decir, ah llega la seal que el operador controla desde dicho punto, ya sea encendido de la bomba y su apagado, rodillo corrugador, de presin, subir y bajar encoladora, etc.
Para las salidas del PLC O1, O2, O3, etc., primeramente se alimenta los contactos del lado izquierdo con alimentacin + y el lado derecho va a las luces del gabinete de control y tambin alimenta la bobina de los relevadores para las electrovlvulas.
22
ITM
EMPAQUES NOVA
Diagrama 4: Conexionado de PLC entradas/salidas
7.- Los relevadores de control para las electrovlvulas tienen 4 terminales de importancia, A1 es alimentacin positiva, A2 es neutro, terminal 11 sirve de comn y terminal 5 es contacto NO. Como se dijo anteriormente, A1 viene de las salidas del PLC, A2 viene de Vde la fuente de 24 VCD, terminal 11 se alimenta de V+ de la fuente igualmente y terminal 5 va a bobina de electrovlvulas. 8.- Las bobinas de las electrovlvulas por su parte solo tienen 3 terminales que son: lnea, neutro y tierra. La lnea viene de la terminal 5 de los rels, el neutro viene de V- de la fuente de 24 VCD y tierra va a tierra del gabinete.
23
ITM
EMPAQUES NOVA
Diagrama 5: Conexionado de los relevadores desde el PLC
Para el conexionada de las electrovlvulas, estas tienen 3 salidas nombradas por numero, de 1 a 3, donde 1 es entrada de alimentacin positiva, 2 es conexionado a tierra y 3 viene del neutro (-) del puente rectificador de diodos.
Diagrama 6: Conexionado de las electrovlvulas
Las descripciones elctricas anteriores se resumen en el diagrama 6 que se muestra a continuacin.
24
ITM
EMPAQUES NOVA
Controlador lgico programable (PLC)
Gama "Compacta" Smart con visualizador CD20 Smart referencia 88974054
Figura 10: Caractersticas del PLC
Figura 11: Dimensiones del PLC
25
ITM
EMPAQUES NOVA
Diagrama 7: Conexionado general en CCM
26
ITM
EMPAQUES NOVA
Programacin PLC Millenium Crouzet
A continuacin se presenta la programacin utilizada en el proyecto. Fue realizada en BFD (Block function diagram), un mtodo de programacin para el PLC Millenium Crouzet
Diagrama 8: Estructura BFD de programacin
Tambin se especificar en una lista los detalles de la programacin a continuacin.
27
ITM
EMPAQUES NOVA
Figura 12: Caractersticas de programacin
Figura 13: Listado de entradas fsicas del PLC
28
ITM
EMPAQUES NOVA
Figura 14: Listado de salidas fsicas del PLC
Figura 15: Funciones configurables y DISPLAY
29
ITM
EMPAQUES NOVA
Costos de materiales hidrulicos, elctricos y de control
El cuadro siguiente muestra los precios de los accesorios hidrulicos utilizados en el proyecto.
DESCRIPCIN 3/8 x 1/4'' PTR-S 6MP-4FPS reduccin bushing 3/8'' NPT a 1/4'' FPS coples rectos de 3/8'' NPTF para tubo tubing adaptador M7455-6-18 3/8'' FEM NPTF X MALE M18X1.5PLTD conexiones y adaptadores para sistema hidrulico 6EBU-S ferulok union elbow por adaptacin de montaje y acondicionamiento de la bomba hidrulica Dobladora de tubos para tuberia hasta 1/2'' Tubera tubing de 6m 3/8'' NPTF acero al carbn G08LCF union WE08L1/4NPTCF EO male stud elbow 3/8 x 1/4 FG-S thread expander/adapter 6ET6-316 conector union TEE 3/8 OD 6-6 FBU-S ferulok male conector a tubing 3/8'' NPTF Codo de 90 de 3/8 NPTF Reduccin bushing de 1/2 a 3/8'' NPTF Unin TEE para tubing 3/8'' NPTF Bomba de pistn radial Unidad de filtro de retorno de baja presin para unidad de potencia Vlvula de alivio presin compensada de 10GPM 1/4'' NPT 100-3000PSI Vlvula direccional CETOP 3, 4/3 doble solenoide NCC a 24VCD con led indicador Vlvula direccional CETOP 3 4/2 simple solenoide NCC a 24VCD con led indicador Campana y cople de montaje para bomba Vlvula reductora de presin CETOP 3 tipo sandwich de 100-3000PSI Manifold CETOP 3 de 6 estaciones Motor de 3KW 3000 RPM a 440V Depsito de aceite de 30 lts servicio de montaje
UNIDAD 14 15 14 9 10 1 1 72 11 5 10 5 25 20 4 10 1 1 4 1 5 1 6 1 1 1 1
PRECIO UNIT $29.47 $117.11 $99.44 $327.95 $184.25 $3,150.00 $3,311.19 $134.97 $53.20 $157.16 $56.09 $410.56 $79.48 $82.17 $34.09 $255.63 $14.38 $405.74 $3,999.94 $3,699.14 $3,144.79 $1,096.60 $2,521.13 $4,273.06 $5,800.00 $5,869.96 $1,950.00
IMPORTE S/IVA $412.58 $1,756.65 $1,392.16 $2,951.55 $1,842.50 $3,150.00 $3,311.19 $9,717.84 $585.20 $785.80 $560.90 $2,052.80 $1,987.00 $1,643.40 $136.36 $2,556.30 $14.38 $405.74 $15,999.76 $3,699.14 $15,723.95 $1,096.60 $15,126.78 $4,273.06 $5,800.00 $5,869.96 $1,950.00
IMPORTE C/IVA $478.59 $2,037.71 $1,614.91 $3,423.80 $2,137.30 $3,654.00 $3,840.98 $11,272.69 $678.83 $911.53 $650.64 $2,381.25 $2,304.92 $1,906.34 $158.18 $2,965.31 $16.68 $470.66 $18,559.72 $4,291.00 $18,239.78 $1,272.06 $17,547.06 $4,956.75 $6,728.00 $6,809.15 $2,262.00
30
ITM Manmetros de 2in de dimetro para panel con conexin posterior de 1/4'' Tornillos de 4 x 3/16'' Allen
EMPAQUES NOVA
4 50
$221.21
$884.84
$1,026.41 $230.84 $122,827.11
$3.98 $199.00 TOTAL $105,885.44 Tabla 5: Tabla de costos de material hidrulico
El cuadro siguiente muestra los precios de los accesorios elctricos utilizados en el proyecto.
DESCRIPCIN Puente rectificador de diodos Transformador b. primaria 440V/220V y b. secundaria 110V a 0.35KVA/0.50KVA Fusibles de 2A tipo americano Interruptor termomagntico de 1 polo 220V/440V a 10A Interruptor termomagntico de 2 polo 440V a 20A Contactor Mod. LC1D18_BD a 24VCD Transformador b. primaria 440V/220V y b. secundaria 117V/24V a 500VA Relevadores (incluir socket para cada relevador) voltaje 24VCD Fuente de voltaje 120-230 output 24VA a 2.5A ALTECH 20m de cable uso rudo calibre 18x3 PLC control lgico Milenium tipo CD 2O SMART 50m de cable AWG calibre 16 color rojo 60m de cable AWG calibre 16 color azul clemas No. AB1W435U Gabinete (300x325x150) MM acero al carbn P. de emergencia color rojo cod. XB4BS8445 Botn pulsador color naranja cod. XB4BW35B5 Botn pulsador color negro cod. ZB4BA2 Botn pulsador color verde cod. ZB4BA3 Botn pulsador color rojo cod. ZB4BA4 Cuerpo con contacto normalmente abierto cod. ZB4BZ101 Selector de 3 posiciones color negro cod. ZB4BD3 luz piloto Completo-incluir bloque de platinos (NO) color rojo cod. XB4BVB4
UNIDAD stock stock stock stock stock stock 1 8 1 20 1 50 60 30 1 1 1 4 3 2 10 1 1
PRECIO UNIT stock stock stock stock stock stock 350 $113.48 $936.00 $8.70 $2,694.00 $3.29 $3.29 $8.23 $553.87 $747.50 $427.30 $109.20 $109.20 $109.20 $153.70 $299.80 $486.10
IMPORTE S/IVA stock stock stock stock stock stock $350.00 $907.84 $936.00 $174.00 $2,694.00 $164.50 $197.40 $246.90 $553.87 $747.50 $427.30 $436.80 $327.60 $218.40 $1,537.00 $299.80 $486.10
IMPORTE C/IVA stock stock stock stock stock stock $406.00 $1,053.09 $1,085.76 $201.84 $3,125.04 $190.82 $228.98 $286.40 $642.49 $867.10 $495.67 $506.69 $380.02 $253.34 $1,782.92 $347.77 $563.88
31
ITM luz piloto Completo-incluir bloque de platinos (NO) color rojo cod. XB4BVB1 200m de cable de uso rudo 12 x 18 50m de cable de uso rudo 4 x 12 50m de cable de uso rudo 9 x 18 20m de cable de control de 3 x 18 Clemas normales Clemas a tierra Clemas portafusibles Extensin 88970321 para el PLC de marca Crouzet
EMPAQUES NOVA
1 200 50 50 20 40 7 10 1
$486.10
$486.10 $13,380.00 $1,220.00 $2,401.00 $150.00 $524.40 $170.38 $189.70 $1,690.00 $30,566.59
$563.88 $15,520.80 $1,415.20 $2,785.16 $174.00 $608.30 $197.64 $220.05 $1,960.40 $35,457.24
$66.90 $24.40 $48.02 $7.50 $13.11 $24.34 $18.97 $1,690.00 TOTAL Tabla 6: Tabla de costos de material elctrico
Costo total del proyecto hidraulico.
DESCRIPCIN Material hidrulico Material elctrico TOTAL
IMPORTE S/IVA $30,916.59 $105,885.44
IMPORTE C/IVA $35,863.24 $122,827.11
$136,802.03 $158,690.36 Tabla 7: Tabla de costos total del proyecto
32
ITM
EMPAQUES NOVA
Conclusiones y recomendaciones
Una de las cosas muy importantes fue que la hidraulica, como la electricidad y el control, son 3 temas muy importantes e interesantes, debido a que si se tratan en un mismo tiempo y para un mismo proyecto se pueden crear muchas cosas que tal vez uno no se imagina que puedan ser posibles, claro si se tiene el capital necesario para invertir en un proyecto que incluya los 3.
En cuanto a la programacin, se puede decir que es un derivado del control, ya que sin este no hubiese sido posible manipular a los actuadores de manera sencilla, y al mencionar la palabra sencilla, se hace referencia en el montaje y cableado del sistema de control, ya que el usar relevadores conlleva a una disponibilidad de espacio mayor para dicho montaje y cableado y una cantidad mayor de relevadores, sin dejar de mensionar los demas dispositivos de control utilizados para el funcionamiento, entonces este es uno de los primeros inconvenientes que se necesitan analizar, es decir, el espacio libre para el montaje. Por otra parte adentrandose ms a la programacion, este fue un punto muy importante ya que se presentaron ciertos cambios de ultimo momento, y gracias a la facilidad que nos presenta un PLC de reprogramar, se hizo de manera rapida sin alterar toda la programacin, por esta razn tambin se decidio utilizar un PLC en vez de relevadores como control.
En cuanto a la hidraulica se tomaron las opiniones de los operarios y de los supervisores de cmo querian ellos que la maquina funcionara, ya que ellos seria los indicados de manejarla, y para esto se reliz un diseo a peticin de estas personas el cual ya se ha presentado anteriormente.
33
ITM
EMPAQUES NOVA
Referencias bibliogrficas y virtuales
Hidrulica prctica/ Autor: Camilo H. Rueda Salcedo/ Ao: 1999/ Documento PDF.
The essential guide of Automation & Control/ Autor: Schneider Electric/ Ao: 2011/ catlogo PDF.
Neumtica e Hidrulicas - Vlvulas hidrulicas/ Documento compilacin PDF
Crouzet Automatismes SAS/ Autor: Actitudes, Crouzet Automatismes/ Edicin - Crouzet Automatismes/ Francia 2011/ Catlogo PDF
34
ITM
EMPAQUES NOVA
ndice de figuras, fotos, diagramas, planos y tablas
Figura 1: Recorrido del papel Liner Figura 2: Bosquejo vista lateral lado operador (Maquina Corrugadora flauta C) Foto 1: Bomba Hawe Tabla 1: Clculo de la presin de cada pistn Tabla 2: Medidas internas de cada pistn Tabla 3: Clculo del volumen requerido para extender los pistones a su mxima carrera Tabla 4: Ventajas de bomba caudal variable con respecto de una bomba de caudal fijo Diagrama 1: Diagrama de diseo del circuito hidrulico propuesto Foto 2: Unidad de potencia hidrulica Diagrama 2: Diagrama de diseo del control del circuito hidrulico propuesto Figura 3: Tablero de control hidrulico Plano 1: Plano tablero de control hidrulico Figura 4: Placa base del tablero de control hidrulico Plano 2: Plano de placa base del tablero de control hidrulico Figura 5: Perforacin con broca de 1/4in Figura 6: Eliminacin sobrante central Figura 7: Perforacin para los manmetros del tablero de control hidrulico Figura 8 : Vista isomtrica de brazo de apoyo Plano 3: Plano de brazo de apoyo para gabinete hidrulico Figura 9: Vista isomtrica de brazo de apoyo de gabinete elctrico Plano 4: Plano de brazo de apoyo para gabinete elctrico Figura 10: Vista isomtrica de mesa base para unidad de potencia hidrulica Plano 5: Plano de mesa base para unidad de potencia hidrulica Foto 3: Conexionado del tablero de control elctrico Diagrama 3: Conexionado de botones y luces en tablero de control elctrico Foto 4: Conexionado elctrico en CCM Diagrama 4: Conexionado de PLC entradas/salidas Diagrama 5: Conexionado de los relevadores desde el PLC Diagrama 6: Conexionado de las electrovlvulas Figura 10: Caractersticas del PLC 2 3 4 4 5 5 6 6 8 9 10 10 11 11 12 12 12 13 15 15 17 18 19 20 21 21 23 24 24 25
35
ITM Figura 11: Dimensiones del PLC Diagrama 7: Conexionado general en CCM Diagrama 8: Estructura BFD de programacin Figura 12: Caractersticas de programacin Figura 13: Listado de entradas fsicas del PLC Figura 14: Listado de salidas fsicas del PLC Figura 15: Funciones configurables y DISPLAY Tabla 5: Tabla de costos de material hidrulico Tabla 6: Tabla de costos de material elctrico Tabla 7: Tabla de costos total del proyecto
EMPAQUES NOVA 25 26 27 28 28 29 29 31 32 33
36
También podría gustarte
- Sensor de Detonación DefectuosoDocumento1 páginaSensor de Detonación DefectuosoLuis AntonioAún no hay calificaciones
- Sensor de Detonación DefectuosoDocumento1 páginaSensor de Detonación DefectuosoLuis AntonioAún no hay calificaciones
- Ingles para PrincipiantesDocumento17 páginasIngles para PrincipiantesLuis Antonio100% (2)
- Ingles para PrincipiantesDocumento17 páginasIngles para PrincipiantesLuis AntonioAún no hay calificaciones
- Motor de Combustión InternaDocumento3 páginasMotor de Combustión InternaLuis AntonioAún no hay calificaciones
- ScanDocumento5 páginasScanLuis AntonioAún no hay calificaciones
- Por Medio de La Presente El Alumno Josué Natanael Casanova Góngora Se Le Diagnostico Infección Intestinal AgudaDocumento3 páginasPor Medio de La Presente El Alumno Josué Natanael Casanova Góngora Se Le Diagnostico Infección Intestinal AgudaLuis AntonioAún no hay calificaciones
- Ingles para PrincipiantesDocumento16 páginasIngles para PrincipiantesLuis AntonioAún no hay calificaciones
- Com Pres orDocumento4 páginasCom Pres orLuis AntonioAún no hay calificaciones
- Tarea de Metodo 3Documento2 páginasTarea de Metodo 3Luis AntonioAún no hay calificaciones
- 1 Curso Abs Sistema de Frenado AntiblokeoDocumento13 páginas1 Curso Abs Sistema de Frenado AntiblokeoHector Flores de Jesus100% (1)
- CatálogoDocumento56 páginasCatálogoJuan Sánchez LópezAún no hay calificaciones
- Cuaderno de InformeDocumento12 páginasCuaderno de InformeLéõńęl Pâčômpíą B'vAún no hay calificaciones
- Rectificadores de FrenoDocumento32 páginasRectificadores de Frenothe-father100% (6)
- Domótica Inmótica ComponentesDocumento18 páginasDomótica Inmótica ComponentesDemTaz1971Aún no hay calificaciones
- 01 Manual SM-216Documento70 páginas01 Manual SM-216arturoAún no hay calificaciones
- IEDDocumento3 páginasIEDJose_Ch92Aún no hay calificaciones
- AOS - Q - Manual de Servicio - Hasta 3 - 20Documento25 páginasAOS - Q - Manual de Servicio - Hasta 3 - 20cotamaskAún no hay calificaciones
- Instrumentos Semana 16Documento12 páginasInstrumentos Semana 16Josue Eleazar Guerrero DuranAún no hay calificaciones
- Capitulo1 Capitulo1 Motor Chevrolet Dmax 3.0Documento0 páginasCapitulo1 Capitulo1 Motor Chevrolet Dmax 3.0Richard Salinas100% (1)
- Diseño y Control Con PLCDocumento80 páginasDiseño y Control Con PLCLeonardo González100% (1)
- Componentes Eléctricos Utilizados Como Salida en La Automatización Industrial Realizada Con Cableado RígidoDocumento6 páginasComponentes Eléctricos Utilizados Como Salida en La Automatización Industrial Realizada Con Cableado RígidoJosé ValenzuelaAún no hay calificaciones
- Buscar Datos en Todas Las Hojas Macros ExcelDocumento33 páginasBuscar Datos en Todas Las Hojas Macros ExcelJonathan VillaAún no hay calificaciones
- Manual Operador Company de Puertas AutomaticasDocumento12 páginasManual Operador Company de Puertas AutomaticasLeo Dos RamosAún no hay calificaciones
- Informe ECP BNV Rev1Documento69 páginasInforme ECP BNV Rev1Rolando Henry Flores CamavilcaAún no hay calificaciones
- Codigos de Materiales e Inventario Al CierreDocumento540 páginasCodigos de Materiales e Inventario Al CierreErick RodriguezAún no hay calificaciones
- CUESTIONARIO CONTROLES ELÉCTRICOS LABORATORIODocumento2 páginasCUESTIONARIO CONTROLES ELÉCTRICOS LABORATORIOjeremyAún no hay calificaciones
- 4 Ladder PDFDocumento23 páginas4 Ladder PDFAntonio ChoquevilcaAún no hay calificaciones
- Maniobra Sirius 2010 Monofasica Gmkdts303 EspDocumento19 páginasManiobra Sirius 2010 Monofasica Gmkdts303 EspFernando Morales Pachon100% (3)
- Omicrom Consejos y TrucosDocumento24 páginasOmicrom Consejos y TrucosAndres RaymondAún no hay calificaciones
- Diseño de Control Por Bluetooth para Una Hidraulica UltimoDocumento110 páginasDiseño de Control Por Bluetooth para Una Hidraulica UltimoKleider AnthonyAún no hay calificaciones
- Informe Previo 555Documento8 páginasInforme Previo 555SERGIOMERAAún no hay calificaciones
- Lineas 1Documento38 páginasLineas 1Fernando FernandezAún no hay calificaciones
- CP-02-61-02-02-Rev 006.E01 - Manual Del Usuario PDFDocumento32 páginasCP-02-61-02-02-Rev 006.E01 - Manual Del Usuario PDFAnibal López MijangosAún no hay calificaciones
- Proteccion de Lineas de TransmisiónDocumento4 páginasProteccion de Lineas de TransmisiónjulienszAún no hay calificaciones
- Sistema de Control de Emisiones PDFDocumento30 páginasSistema de Control de Emisiones PDFDamianAún no hay calificaciones
- FabelecDocumento48 páginasFabelecSebastian Andres Monsalves Riquelme100% (1)
- MEC 3333 Aplicación del método paso a paso en problemas de electroneumáticaDocumento4 páginasMEC 3333 Aplicación del método paso a paso en problemas de electroneumáticaMAURICIOAún no hay calificaciones
- PLC I - Micrologix - 2 PDFDocumento61 páginasPLC I - Micrologix - 2 PDFRoberto Carlos Urquiola AyalaAún no hay calificaciones
- Guia 02 - Electrohidraulica - 2021Documento4 páginasGuia 02 - Electrohidraulica - 2021Yon LopezAún no hay calificaciones