Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Separador3fases PDF
Cargado por
gil_7223967Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Separador3fases PDF
Cargado por
gil_7223967Copyright:
Formatos disponibles
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE
INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
PROYECTO MECNICO PARA OBTENER EL
TTULO DE INGENIERO MECNICO
DISEO MECNICO DE UN SEPARADOR
VERTICAL DE TRES FASES DE AGUA, ACEITE Y
GAS. CON UN DIMETRO EXTERIOR DE 60
PULGADAS (1,524mm) Y UNA LONGITUD DE 10
PIES (3,048mm) DE SOLDADURA A SOLDADURA
PRESENTAN:
ESTRADA VARGAS BARUC.
ROCHA CASTRO MARIO ENRIQUE VICENTE.
SALGADO PINEDA JUAN JOS.
ASESORES:
M. EN C. JOS LUIS MORA RODRGUEZ.
M. EN I. HILARIO BAUTISTA MORALES.
I. OBJETIVO.
Realizar el diseo de un separador vertical de tres fases, tomando en cuenta todas las
consideraciones mecnicas y normas que envuelven estos recipientes para su
aprovechamiento ptimo para el proceso de extraccin y refinado del petrleo.
II. JUSTIFICACIN.
Debido a la necesidad de mejorar el proceso de extraccin y refinado del petrleo, dentro de
su proceso bsico es indispensable el uso de separadores verticales, como primera fase es la
produccin de los diversos tipos de hidrocarburos que se obtienen de la refinacin del
petrleo.
El proyecto consiste en el diseo de un separador vertical de tres fases, debido a las
propiedades del fluido y el lugar donde se utilizara este equipo. Este separador tiene un papel
bsico en la industria petrolera ya que gracias a l, se obtiene aceite libre de partculas de gas
y agua, adems se su fcil transporte y mantenimiento.
Un separador de tres fases como su nombre lo indica sirve para separar, se le conoce como
tres fases debido a que separa fluidos en tres fases: aceitosa, liquida y gaseosa. En la
industria petrolera, principalmente en las plataformas martimas de extraccin, el crudo que se
extrae regularmente se obtiene con grandes cantidades de agua y gas, los cuales hacen que
la calidad del petrleo disminuya, para optimizar la calidad del crudo necesitamos quitar la
mayor cantidad de agua y gas sin embargo, esto se debe lograr con el menor costo posible y
en menor tiempo posible, por eso surge la necesidad de disear un separador eficiente que
logre dar la calidad deseada con un solo tanque sometido a presin.
La transformacin y aprovechamiento de los recursos naturales contribuye en gran medida al
progreso y desarrollo del pas. El procesamiento del petrleo crudo y del gas asociado se ha
incrementado en el mbito mundial en los ltimos aos como resultado del aumento en la
demanda de combustibles y lubricantes, as como del desarrollo de tecnologas que permitan
el procesamiento de los hidrocarburos para la generacin de productos de alto valor
econmico de origen petroqumico.
III. INTRODUCCIN.
ASPECTOS GENERALES SOBRE EQUIPOS SEPARADORES.
Los separadores son recipientes sujetos a presin, y tienen funciones de suma importancia
para las plantas de procesamiento de hidrocarburos en Mxico. Por ello la intencin de la
aplicacin de los elementos y las condiciones ms usuales para el diseo e instalacin de este
tipo de recipientes.
En Mxico, la separacin de slidos, lquidos y gases en la ingeniera petroqumica, tiene una
variedad de equipos que forman parte en el proceso de refinacin del producto obtenido en los
pozos petroleros.
Esta rama alberga, bsicamente, dos tipos de los llamados separadores, y son:
Separadores cilndricos verticales.
Separadores cilndricos horizontales.
En cada uno de estos tipos, hay ventajas y aplicaciones especficas, as como normatividades,
que se analizan, en el cuerpo de este trabajo.
EL PETRLEO.
En su estado natural se le atribuye un valor mineral, siendo susceptible de generar, a travs
de procesos de transformacin industrial, productos de alto valor, como son los combustibles,
lubricantes, ceras, solventes y derivados petroqumicos. Se ha encontrado petrleo en todos
los continentes excepto en la Antrtida.
IMPORTANCIA.
La vida sin el petrleo no podra ser como la conocemos. Del crudo obtenemos gasolina y
diesel para nuestros autos y autobuses, combustible para barcos y aviones. Lo usamos para
generar electricidad, obtener energa calorfica para fbricas, hospitales y oficinas y diversos
lubricantes para maquinaria y vehculos.
La industria petroqumica usa productos derivados de l para hacer plsticos, fibras sintticas,
detergentes, medicinas, conservadores de alimentos, hules y agroqumicos. El petrleo ha
transformado la vida de las personas y la economa de las naciones. Su descubrimiento cre
riqueza, modernidad, pueblos industriales prsperos y nuevos empleos, motivando el
crecimiento de las industrias mencionadas.
El proyecto muestra el clculo y desarrollo de un dispositivo de proceso identificado como
separador horizontal de tres fases: dos lquidos y el gas, y tiene como fin de mejorar el
funcionamiento de los ya existentes.
Inicialmente se aborda el tema de dnde y cmo surgieron los recipientes de proceso. Debido
a que un separador es, en principio, un recipiente sujeto a presin, se expone tambin un
panorama general acerca de la teora de los mismos. Como consecuencia, se abordan las
reas del conocimiento empleadas. Inicialmente, el Diseo mecnico como la herramienta
terica y prctica fundamental en el diseo y desarrollo del separador; tambin se trata la
resistencia de materiales, la cual se encarga de imponer los lmites, factores de seguridad y
criterios tericos tiles para lograr un diseo apropiado, por ltimo, se muestran los conceptos
esenciales de las Ciencias de los materiales que rigen el Diseo mecnico y a la Fsica
Clsica en general, estos son: linealidad, homogeneidad, continuidad e isotropa.
Posteriormente, se hace referencia al conocimiento relacionado con la separacin, desde el
concepto de mezcla, corriente combinada, tipos de mezclas; as como los mtodos y
dispositivos de separacin generalmente utilizados en la industria petrolera. Adems, es en
este donde se precisan las caractersticas de la mezcla a separar y el proceso de separacin a
seguir.
Tambin se describen los cdigos y normatividad empleados para el diseo mecnico del
separador, se aborda su historia y las secciones consultadas para cada uno de los aspectos
relevantes en el diseo.
Se presenta as el clculo en forma detallada, lo cual implica: las ecuaciones de diseo, los
grficos, las tablas, la seleccin de elementos ya existentes; y dems consideraciones y
criterios empleados.
Se describen los criterios involucrados en la seleccin de la instrumentacin del separador
remoto, este aspecto es muy importante, ya que de un correcto control de las Variables
involucradas depende la eficiencia del proceso interno del separador.
A su vez va a constar de un conjunto de planos realizados con estricto apego a las normas de
diseo y de dibujo industrial, as como las especificaciones pertinentes para una interpretacin
adecuada.
Por ltimo, se incluir en los anexos las hojas de datos necesarias para la correcta seleccin
de los instrumentos de medicin utilizados.
NDICE.
Pgina.
I. OBJETIVO.
II. JUSTIFICACIN.
III. INTRODUCCIN.
CAPTULO 1. GENERALIDADES. 1
1.1. CONCEPTOS FUNDAMENTALES. 2
1.1.1. Esfuerzos en recipientes a presin. 2
1.2. CLASIFICACIN DE LOS RECIPIENTES A PRESIN. 6
1.3. TIPOS DE SEPARADORES. 8
1.3.1. Separador de dos fases. 8
1.3.1.1. Separadores horizontales de dos fases. 8
1.3.1.2. Separadores verticales de dos fases. 9
1.3.1.3. Separador esfrico de dos fases. 11
1.3.2. Separador de tres fases. 13
1.3.2.1. Separadores horizontales de tres fases. 13
1.3.2.2. Separadores verticales de tres fases. 14
1.3.2.3. Separadores esfricos de tres fases. 15
1.4. COMPARACION ENTRE LOS SEPARADORES VERTICALES Y HORIZONTALES. 16
1.5. TIPOS DE TAPAS. 17
1.5.1. Tapas planas. 17
1.5.2. Tapas toriesfricas. 17
1.5.3. Tapas semielpticas. 18
1.5.4. Tapas semiesfricas. 19
1.5.5. Tapa 80:10. 20
1.5.6. Tapas cnicas. 20
1.5.7. Tapas toricnicas. 21
1.5.8. Tapas planas con ceja. 21
1.5.9. Tapas nicamente abombadas. 22
1.5.10. Materiales ms usados en la construccin de tapas. 22
1.6. OREJAS DE IZAJE. 22
1.7. MATERIALES PARA RECIPIENTES A PRESIN. 23
1.7.1. Materiales ms comunes. 23
1.8. BOQUILLAS EN RECIPIENTES A PRESIN. 25
1.8.1. Espesores de los cuellos de las boquillas. 25
1.8.2. Seleccin de bridas para boquillas. 26
1.8.3. Tipos de caras de bridas. 29
1.8.4. Calculo de refuerzos para boquillas. 31
1.9. REGISTROS DE HOMBRE. 35
1.10. SOLDADURA EN RECIPIENTES A PRESIN. 36
1.10.1. Calculo de soldadura. 36
1.11. DISEO POR PRESIN DEL VIENTO EN EQUIPOS VERTICALES. 40
1.12. DISEO POR VIBRACIONES Y CARGA SISMICA EN EQUIPOS VERTICALES. 43
1.13. CONFIGURACIN DEL FALDN. 45
1.13.1. Mtodo aproximado de diseo de pernos de anclaje. 45
1.13.2. Diseo para clculo del anillo de base para el faldn. 47
CAPTULO 2. NORMATIVIDAD. 49
2.1. NORMATIVIDAD. 50
2.1.1. Cdigos y normas aplicables. 50
2.1.2. Sociedades e institutos. 51
2.2. HISTORIA DEL CDIGO A.S.M.E. 51
2.2.1. Limitaciones. 57
2.3. CRITERIO PARA ENVOLVENTE Y TAPAS. 57
2.4. BOQUILLAS Y REGISTROS. 58
2.5. INTERNOS. 60
2.6. ESTRUCTURAS Y SOPORTES. 61
2.7. FABRICACIN. 63
2.7.1. Tolerancias. 63
2.7.2. Tratamiento trmico. 64
2.8. INSPECCIN. 64
2.9. PRUEBAS. 65
2.10. CERTIFICADO DE PRUEBAS. 66
2.11. MISCELNEOS. 66
2.12. PRUEBAS EN RECIPIENTES A PRESIN. 72
2.12.1. Prueba hidrosttica. 72
2.12.2. Pruebas neumticas. 73
2.12.3. Pruebas de elasticidad. 73
CAPTULO 3. SEPARACION DE HIDROCARBUROS. 74
3. SEPARACIN. 75
3.1. Sistemas continuos en fase gaseosa. 75
3.2. EQUIPOS DE RECOLECCIN. 76
3.2.1. Sedimentadores por gravedad. 76
3.2.2. Separacin por centrifugacin. 76
3.2.3. Separacin por choque. 77
3.3. SISTEMAS CONTINUOS EN FASE LQUIDA. 78
3.3.1. Tipos de dispersiones de gas en lquido. 78
3.3.2. Separacin de sistemas inestables. 79
3.3.3. Tcnicas fsicas antiespumantes. 79
3.3.4. Mtodos trmicos. 79
3.3.5. Mtodos mecnicos. 80
3.3.6. Vibraciones de presin y acsticas. 80
3.3.7. Tcnicas qumicas antiespumantes. 80
3.3.8. Antiespumantes qumicos. 81
3.4. PRINCIPALES FACTORES QUE AFECTAN LA SEPARACIN DE GAS Y LQUIDO. 81
3.4.1. Tamao de las partculas de lquido. 81
3.4.2. La distribucin del tamao de las partculas de lquido y el volumen de lquido
Que entra al separador. 82
3.4.3. Velocidad del gas. 82
3.4.4. Presin de separacin. 82
3.4.5. Temperatura de separacin. 83
3.4.6. Densidad del lquido y del gas. 83
3.4.7. Viscosidad del gas. 83
3.5. SEPARADORES. 84
3.5.1. Separador Vertical. 84
3.5.2. Separador horizontal. 87
3.6. PLACAS DE CHOQUE. 89
3.7. ROMPE VORTEX. 91
3.8. EXTRACTOR DE NEBLINA. 92
3.8.1. Tipos de extractores de neblina. 94
4. CAPTULO IV. MEMORIA DE CLCULO Y DISEO. 98
4.1. CLCULO DE RECIPIENTES A PRESIN. 99
4.1.1. Tamao ptimo de recipientes, Factor F (Sistema ABAKIANS). 100
4.2. CLCULO DEL PESO. 101
4.3. CLCULO DE OREJAS DE IZAJE. 102
4.4 CLCULO DE BOQUILLAS. 106
4.4.1. Calculo para boquilla de 6 (X2 boquillas). 106
4.4.2. Clculo del refuerzo del registro para hombres. 109
4.5. CLCULO POR VIENTO EN EQUIPOS VERTICALES. 112
4.6. CLCULO POR VIBRACIN Y SISMO EN EQUIPOS VERTICALES. 113
4.6.1. Calculo del coeficiente ssmico. 113
4.7. CLCULO DE PRESIN EXTERNA. 114
4.8. CLCULO POR DEFLEXION. 115
4.9. CLCULO DEL SOPORTE AL PISO. 115
4.10. CONFIGURACION DEL FALDON. 116
4.10.1. Diseo de pernos de anclaje. 116
4.10.2. Diseo del anillo de base del faldon. 117
4.11. CLCULO DE PLACA DE CHOQUE. 119
4.11.1. Clculo de los largueros de sujecin. 120
4.12. SELECCIN DE SOPORTE PARA RECIPIENTES VERICALES. 121
4.13. SELECCIN DE ROMPEVORTEX. 122
4.14. SELECCIN DEL EXTRACTOR DE NEBLINA. 122
4.15. SELECCIN DE LA MAMPARA DE CHOQUE. 123
4.16. SELECCIN DE PINTURA. 123
4.17. SELECCIN DE INSTRUMENTOS. 124
4.18. LISTA DE PARTES. 125
ANEXOS. 126
PLANOS. 130
CONCLUSIONES. 134
BIBLIOGRAFA. 135}
DEDICATORIAS.
Estrada Vargas Baruc.
Agradezco principalmente a Dios por darme la oportunidad de lograr un xito ms en mi vida, a mis
padres de quin estar agradecido y orgulloso por toda la vida, s que sin ellos no sera la persona
que ahora soy, por la confianza que depositaron en m, gracias a ellos que me brindaron su apoyo
en todo momento, por todo su sacrificio y esfuerzo que hicieron posible el sobresalir en esos
momentos difciles, gracias a ellos me pude levantar de aquellos tropiezos que son los que te hacen
darte cuenta la importancia de tener a unos padres tan maravillosos que gracias a su confianza y
orgullo te hacen afrontar todos aquellos retos por ms difciles que sean, gracias a ellos que me
sembraron todos esos valores y actitudes para superar todas las expectativas, estar sumamente
agradecido por todo lo que me han dado y por todo lo que me han enseado, este trabajo tambin se
lo dedico a mis hermanos de quin espero sea un ejemplo bueno o malo para que tambin puedan
ser personas llenas de xitos en toda su vida, tambin le doy gracias a mis maestros quienes fueron
pieza clave para lograr el xito deseado, gracias a sus conocimientos y experiencias no solo
laborales sino tambin personales y esos valores inculcados que son necesarios para que una
persona exitosa este completa, gracias a todos mis compaeros, amigos y todas aquellas personas
que hicieron posible este gran xito.
Rocha Castro Mario Enrique Vicente.
Esta es la culminacin de una etapa en mi vida y le agradezco principalmente a mis padres, porque
creyeron en m y porque me sacaron adelante, dndome ejemplos dignos de superacin y entrega,
porque en gran parte gracias a ustedes, hoy puedo ver alcanzada mi meta, ya que siempre
estuvieron impulsndome en los momentos ms difciles de mi carrera, y porque el orgullo que
sienten por m, fue lo que me hizo ir hasta el final. Va por ustedes, por lo que valen, porque admiro
su fortaleza y por lo que han hecho de m.
A mis hermanos, tos, primos, abuelos y a J azmn, Gracias por haber fomentado en m el deseo de
superacin y el anhelo de triunfo en la vida.
Mil palabras no bastaran para agradecerles su apoyo, su comprensin y sus consejos en los
momentos difciles.
1
CAPTULO I
GENERALIDADES
En este captulo, repasaremos los aspectos generales de los diferentes tipos de separadores,
as como sus elementos para su diseo y construccin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
2
1.1. CONCEPTOS FUNDAMENTALES.
Separadores.
Son equipos utilizados para separar corrientes de aceite y gas que provienen directamente de
los pozos. Las relaciones gas-aceite de estas corrientes disminuyen en ocasiones, debido a
las cabezadas de lquido que repentinamente se presentan, siendo estas ms frecuentes
cuando los pozos se producen artificialmente.
Recipiente a presin.
Se considera como un recipiente a presin, cualquier vasija cerrada que sea capaz de
almacenar un fluido a presin manomtrica, ya sea presin interna o vaca,
independientemente de su forma y dimensiones. Los recipientes cilndricos a que nos
referimos en este captulo, son calculados como cilindros de pared delgada.
1.1.1. Esfuerzos en recipientes a presin.
Los recipientes a presin estn sujetos a diversas cargas, que causan esfuerzos de diferentes
intensidades en los componentes del recipiente. El tipo e intensidad de los esfuerzos es una
funcin en la naturaleza de las cargas, de la geometra del recipiente y de su construccin.
Cargas.
Presin interna o externa.
Peso del recipiente y su contenido.
Reacciones estticas del equipo auxiliar, tubera, revestimiento, aislamiento, piezas
internas, apoyos.
Reacciones cclicas y dinmicas debidas a la presin o a las variaciones trmicas.
Presin del viento y fuerzas ssmicas.
Reacciones por impacto debido a choque hidrulico.
Gradientes de temperatura y expansin trmica diferencial.
Esfuerzos.
Esfuerzo a la Tensin.
Esfuerzo longitudinal a la compresin.
Esfuerzo primario general de membrana inducido por cualquier combinacin de cargas.
Esfuerzo primario de membrana ms esfuerzo primario de flexin inducido por
combinacin de cargas.
Esfuerzo primario general de membrana inducido por la combinacin de sismos o de la
presin del viento con otras cargas.
Instituto Politcnico Nacional ESIME Azcapotzalco.
3
Presin de operacin.
Es identificada como la presin de trabajo y es la presin manomtrica a la cual est sometido
un equipo en condiciones de operacin normal.
Presin de diseo.
Es el valor que debe utilizarse en las ecuaciones para el clculo de las partes constitutivas de
los recipientes sometidos a presin, para la obtencin de dicho valor tenemos dos
condiciones:
Condicin 1: si
< 300.
=
+ 30 . .
Condicin 2: si
> 300
= 1.1
. .
Presin hidrosttica de prueba.
Se entender por presin hidrosttica de prueba y se cuantificar por medio de la siguiente
ecuacin.
= (1.5)
. .
Dnde:
P=Presin de diseo.
S
ta
=Esfuerzo a la tensin del material a la temperatura ambiente.
S
td
=Esfuerzo a la tensin del material a la temperatura de diseo.
Presin de trabajo Mximo Permisible.
Es la presin mxima a la que se puede someter un recipiente, en condiciones de operacin,
suponiendo que ste est:
a) En condiciones despus de haber sido corrodo.
b) Bajo los efectos de la temperatura de diseo.
c) En la posicin normal de operacin.
d) Bajo los efectos de otras cargas, tales como fuerza debida al viento, presin
hidrosttica, entre otros cuyos efectos debern sumarse al de la presin interna.
Instituto Politcnico Nacional ESIME Azcapotzalco.
4
El trmino Mxima presin de trabajo permisible nuevo y fro, significa: La presin mxima
permisible, cuando se encuentra en las siguientes condiciones:
a) El recipiente no est corrodo (est nuevo).
b) La temperatura no afecta a la resistencia a la tensin del material (temperatura
ambiente) (fro).
c) Tampoco se consideran los efectos producidos por la accin del viento, presin
hidrosttica y otros aspectos de anlisis.
El valor de la presin de trabajo mxima permisible se obtiene despejando P de las
ecuaciones que determinan los espesores del cuerpo y las tapas, y usando como t el
espesor real del equipo y su valor ser el que resulte menor.
Espesor de cuerpo.
Es el espesor del material con el que ser construido el cuerpo del recipiente, y puede ser
calculado mediante la ecuacin:
Utilizando dimetro interior:
=
0.6
+ . .
Dnde:
P=Presin de diseo.
R=Radio interior.
S=Esfuerzo del material.
E=Eficiencia de la junta.
CA=Margen por corrosin.
Utilizando dimetro exterior:
=
0.4
+ .
Dnde:
P=Presin de diseo.
R=Radio exterior.
S=Esfuerzo del material.
E=Eficiencia de la junta.
CA=Margen por corrosin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
5
Tamao ptimo del recipiente (Sistema ABAKIANS).
Para construir un recipiente de cierta capacidad con el mnimo de material, debe determinarse
la relacin correcta de la longitud al dimetro. Para esto es primordial determinar el factor F
que puede ser calculado con la siguiente ecuacin:
=
. . .
Dnde:
P=Presin de diseo.
C=Margen de corrosin.
S=Valor de esfuerzo del material.
E=Eficiencia en la junta.
Una vez obtenido este factor y con la capacidad deseada del recipiente se puede entrar a la
Figura 1 y as obtener el Dimetro interior (D
int
) recomendado. La longitud del recipiente puede
ser calculada por medio de la ecuacin de volumen para una prima con base circular:
=
2
4
. . .
Figura No. 1. Grfica para determinar el tamao ptimo del recipiente (Sistema ABAKIANS).
Instituto Politcnico Nacional ESIME Azcapotzalco.
6
Esfuerzo de diseo a la tensin (S).
Es el valor mximo al que podemos someter un material, que forma parte de un recipiente a
presin, en condiciones normales de operacin. Su valor es aproximadamente el 25% del
esfuerzo ltimo a la tensin del material.
Eficiencia de las soldaduras (E).
Se puede definir la eficiencia de las soldaduras, como el grado de confiabilidad que se puede
tener en ellas.
Eficiencia de la soldadura cuando la junta es radiografiada.
Tabla. 1. Eficiencia en soldaduras.
TIPO DE RADIOGRAFIADO
EFICENCIA DE LA SOLDADURA (E)
100 % radiografiada 1.00
Radiografiado por puntos o
SPOT
0.85
Sin radiografa 0.70
1.2. CLASIFICACIN DE LOS RECIPIENTES A PRESIN.
Los diferentes tipos de recipientes a presin que existen, se clasifican, principalmente,
de la siguiente manera:
Figura No. 2. Clasificacin principal de recipientes.
Por su uso.
Por su uso los podemos dividir en recipientes de almacenamiento y en recipientes de proceso.
Los primeros nos sirven nicamente para almacenar fluidos a presin, y de acuerdo con su
servicio son conocidos como tanques de almacenamiento, tanques de da, tanques
acumuladores, etc.
Los recipientes a presin de proceso tienen mltiples y muy variados usos, entre ellos
podemos citar los cambiadores de calor, reactores, torres fraccionadoras, torres de destilacin
y otros equipos de proceso.
TIPOS DE
RECIPIENTES
POR SU USO
POR SU
FORMA
Instituto Politcnico Nacional ESIME Azcapotzalco.
7
Figura No. 3. Clasificacin de acuerdo a su uso.
Por su forma.
Por su forma, los recipientes a presin, pueden ser cilndricos o esfricos. Los primeros
pueden ser horizontales o verticales, y pueden tener, en algunos casos, chaquetas para
incrementar o decrecer la temperatura de los fluidos segn el caso.
Los recipientes esfricos se utilizan generalmente como tanques de almacenamiento, y se
recomiendan para almacenar grandes volmenes a altas presiones. Puesto que la forma
esfrica es la forma natural que toman los cuerpos al ser sometidos a presin interna, sta
sera la forma ms econmica para almacenar fluidos a presin, sin embargo, la fabricacin de
este tipo de recipientes e mucho ms cara en comparacin con los recipientes cilndricos.
Figura No. 4. Clasificacin de recipientes segn su forma.
CLASIFICACION DE
ACUERDO A SU USO
RECIPIENTES DE
ALMACENAMIENTO
RECIPIENTES DE
PROCESO
CLASIFICACIN
POR SU FORMA
ESFRICOS CILNDRICOS
HORIZONTALES VERTICALES
Instituto Politcnico Nacional ESIME Azcapotzalco.
8
1.3. TIPOS DE SEPARADORES.
Existen diferentes clases de separadores, entre las cuales podemos encontrar los
separadores de dos fases y tres fases tanto verticales y horizontales.
1.3.1. De dos Fases.
En esta clase de separadores, solo se hace separacin de gas y lquido.
1.3.1.1. Separadores horizontales de dos fases.
Se usan generalmente cuando la produccin de gas empieza a ser alta, la produccin de
lquido es ms o menos uniforme y no se presentan variaciones bruscas en el nivel de fluido
dentro del separador. Cuando hay produccin alta tanto de lquido como de gas se usan los
separadores horizontales de dos tubos en el cual en el tubo superior se maneja el gas y en el
inferior el lquido.
Figura. No. 5. El separador horizontal de dos fases.
Instituto Politcnico Nacional ESIME Azcapotzalco.
9
Funcionamiento de los Elementos del Separador de dos fases.
En la figura 5 se muestra un separador horizontal bifsico que funciona de la siguiente manera: la
mezcla de fluidos entra a este tipo de separadores por un extremo del cilindro y al hacerlo choca
contra un elemento giratorio el cual le imprime fuerza centrfuga a las fases lquida y gaseosa
ayudando a que se separen y al hacerlo, el lquido cae por gravedad hacia la parte inferior del
separador; la zona donde se presenta esta separacin inicial de fluidos se puede considerar como
la seccin de separacin primaria.
Luego el lquido sale del recipiente mediante una vlvula de descarga de lquidos, que es
regulada por un controlador de nivel. El controlador de nivel siente cambios en el nivel del lquido
y controla la vlvula de descarga. El gas fluye sobre el desviador de ingreso y luego
horizontalmente por medio de la seccin de asentamiento de gravedad sobre el lquido. Mientras
el gas fluye por esta seccin, gotas pequeas de lquido que no fueron separadas por el
desviador de ingreso son separadas por la gravedad y caen a la interfaz de gas - lquidos.
Algunas gotas son de un dimetro tan pequeo que no son fcilmente separadas en la seccin de
asentamiento de gravedad. Por lo tanto, antes que el gas salga del recipiente, pasa por una
seccin de fundicin, o un extractor de neblina. Esta seccin emplea aletas, malla de alambre, o
placas para fundir y remover las gotas muy pequeas. Un controlador abre y cierra la vlvula de
control de presin en la salida de gas para mantener la presin deseada en el recipiente.
Normalmente, los separadores horizontales se operan llenados solamente hasta la mitad con
lquidos para maximizar el rea de interfaz de gas - lquidos.
1.3.1.2. Separadores verticales de dos fases.
En esta configuracin el flujo de entrada entra al recipiente por un lado. A igual que con el
separador horizontal, el desviador de ingreso hace la separacin bruta inicial. El lquido fluye
hacia abajo a la seccin de recoleccin de lquidos en el recipiente, y luego baja a la salida de
lquidos. Cuando el lquido llega al equilibrio, las burbujas de gas fluyen en sentido contrario a la
direccin del flujo de lquidos y eventualmente migran al espacio de vapor. El controlador de nivel
y la vlvula de descarga de lquidos opera de la misma forma como en el separador horizontal.
El gas fluye sobre el desviador de ingreso y luego arriba hacia la salida de gas. En la seccin de
asentamiento de gravedad, las gotas de lquido caen hacia abajo, en sentido opuesto a la
direccin del flujo de gas. El gas pasa por la seccin de fundicin / extractor de neblina antes de
salir del recipiente. La presin y el nivel son mantenidos de la misma forma que en el separador
horizontal.
Instituto Politcnico Nacional ESIME Azcapotzalco.
10
Partes del separador vertical de dos fases.
Figura. No. 6. El separador vertical es frecuentemente es utilizado en plataformas costa fuera donde hay poco
espacio en el piso.
Funcionamiento de los Elementos del Separador vertical de dos fases.
La mezcla de fluidos entra por un punto intermedio del separador (seccin de separacin
primaria) y al hacerlo pasa por el elemento degasificador el cual se encarga de distribuir el chorro
de fluido que est entrando y facilitar as la separacin del gas y el lquido que vienen libres
adems de mejorar la posibilidad de escape del gas del lquido (gas que an no se ha
liberado). Algunas veces al entrar el fluido al separador no pasa por elemento degasificador,
especialmente cuando hay poco gas, sino que ms bien el chorro de lquido al entrar choca contra
una placa deflectora o contra un elemento giratorio buscando con esto distribuir la direccin de
flujo en el primer caso o generar fuerza centrfuga en el segundo caso; en ambos casos se mejora
la oportunidad de separar el gas y el lquido; al chocar la corriente de fluido contra la placa
deflectora sta se distribuye a travs de toda el rea del separador y ser mucho ms fcil la
separacin de gas y lquido; cuando la corriente choca contra un elemento giratorio ste al recibir
el impacto empieza a rotar y al hacerlo impulsa el fluido que choca contra l haca a las paredes
Instituto Politcnico Nacional ESIME Azcapotzalco.
11
del separador, pero como el lquido es ms pesado que el gas adquiere mayor fuerza centrfuga y
trata de escaparse ms rpido hacia las paredes, de esta manera la fuerza centrfuga ayuda a
separar gas y lquido. En consecuencia, en esta seccin primaria las fuerzas de separacin son
gravedad y fuerza centrfuga.
Despus de la seccin de separacin primaria, el gas sigue hacia arriba y pasa por la seccin de
separacin secundaria donde algunas gotas de lquido que han sido arrastradas por el gas que se
separ en la seccin primaria, se caen por gravedad. En esta seccin generalmente no hay
medios mecnicos que ayuden a la separacin, esta es por gravedad.
Luego de la seccin secundaria, el gas pasa por la seccin extractora de humedad en la cual
todas las gotas del lquido que no alcanzaron a separarse en la seccin secundaria son extradas
mediante algn mtodo mecnico; esta seccin hace las veces de un filtro por el cual pasa el gas
pero no alcanza a pasar el lquido. En el extractor de humedad el gas va a encontrar una serie de
obstculos con los cuales choca y al hacerlo queda adherida parte del lquido en forma de
pequeas gotas las cuales se van uniendo y luego caen. La configuracin del extractor de
humedad puede ser como aparece en la figura 4, y en la figura 5 aparecen otras configuraciones
comunes. Se debe aclarar que un extractor en forma de filtro a base de alambre enrollado no es
recomendable cuando se tiene produccin de crudos que presentan depositacin de
parafinas. En la seccin extractora de humedad el mecanismo de separacin es una combinacin
de impacto, adsorcin y gravedad. Despus de pasar el gas por la seccin extractora de
humedad sale a la parte superior del separador en donde se encuentra la salida para el
gas.
El lquido que se separa en la seccin de separacin primaria adems de las gotas que caen de
las secciones de separacin secundaria y extractora de humedad se cae hacia la seccin de
acumulacin de lquido que, como ya se dijo, cumple con dos funciones importantes, por una
parte permitir que el lquido permanezca un determinado tiempo en reposo y as el gas que haya
podido venirse atrapado en el lquido tenga oportunidad de escaparse, y por otra parte el colchn
de lquido impide que el gas se escape por la salida del lquido. Muchas veces la seccin de
acumulacin de lquido est separada del resto del separador por un bafle o placa cuya funcin es
tratar de mantener la superficie del lquido lo menos turbulenta posible, lo cual tambin facilita la
liberacin del gas; el lquido antes de pasar hacia la seccin de acumulacin de lquido cae sobre
el bafle o placa y pasa hacia abajo a travs de orificios o ranuras del bafle.
1.3.1.3. Separador Esfrico de dos fases.
Las mismas cuatro secciones previamente descritas tambin estn en este recipiente. Los
separadores esfricos pueden ser considerados como un caso especial de separadores verticales
sin un casco cilndrico entre los dos cabezales. Este diseo puede ser muy eficiente de punto de
vista de contencin de presin, pero debido a su capacidad limitada de oleada lquido y
dificultades con la fabricacin, los separadores esfricos ya no son especificados para
aplicaciones para campos petrolferos y no proveeremos ninguna discusin adicional sobre ellos.
Partes de un separador esfrico de dos fases.
Instituto Politcnico Nacional ESIME Azcapotzalco.
12
Figura No. 7. El separador esfrico de dos fases.
Funcionamiento de los Elementos del Separador esfrico de dos fases.
El chorro de fluido entra por un punto dado y es llevado hacia el extremo opuesto en donde se
divide en dos chorros que hacen ngulo de 180; con este mtodo se busca distribuir la corriente
a travs de toda la circunferencia del separador para mejorar la separacin de fases; as ocurre la
separacin inicial de lquido y de gasel lquido se va al fondo y el gas se va hacia arriba. En la
parte superior del separador hay una seccin extractora de humedad por la cual tiene que pasar
el gas antes de buscar la lnea de salida.
En este separador el volumen ocupado por la seccin de acumulacin de lquidos debe ser
pequeo comparada con el volumen del separador a fin de que pueda manejar una cantidad alta
de gas y ste pueda salir bien seco. El bafle horizontal con orificios se usa para separar las
zonas de gas y de lquido.
Instituto Politcnico Nacional ESIME Azcapotzalco.
13
1.3.2. De tres Fases.
En esta clase de separadores, el proceso de separacin se da en gas, aceite y agua.
1.3.2.1. Separadores horizontales de tres fases.
El fluido entra y choca con el deflector para llevar a cabo una separacin rpida y eficiente, en la
mayora de los diseos el deflector tiene un bajante que conecta el flujo del lquido debajo de la
interfase gas-aceite y la proximidad de la interfase aceite-agua. La seccin del colector del lquido
del tanque provee suficiente tiempo para que el aceite y el agua se separen por gravedad, como
el agua libre es ms pesada, sta queda en el fondo del recipiente.
Partes de un separador horizontal de tres fases.
Figura No. 8.Separador horizontal de tres fases.
Funcionamiento de un separador horizontal de tres fases.
Como se observa en la figura, el vertedero mantiene el nivel de aceite, la vlvula de control de
nivel se acciona cuando ste est en un nivel apropiado y manda la seal neumtica a la vlvula
para que se abra y cuando baja el nivel, la vlvula controladora de nivel se cierra, de igual manera
que se opera la de nivel de agua. El gas, sin embargo, fluye en direccin a un extractor de niebla,
que su funcin es no dejar pasar partculas de agua, el cual al llegar a la presin mayor que la del
tanque, esta se abre y manda el flujo hacia la siguiente etapa.
Instituto Politcnico Nacional ESIME Azcapotzalco.
14
1.3.2.2. Separadores Verticales de tres fases.
Estos separadores, adems de separar las fases lquidas y gaseosas, separan el lquido en aceite
y agua no emulsionada, tienen lugar por diferencia de densidades. Para esto se proporciona al
lquido suficiente tiempo de residencia y se deposita un espacio donde no hay turbulencia.
Este tipo de separadores pueden manejar mayor cantidad de lquidos por unidad de gas, lo que
hace que su aplicacin sea la ms adecuada cuando se presentan cabezadas subidas de lquido.
Debido a su forma, cuando se presentan cantidades considerables de lodo o arena, es fcil
limpiarlo ya que presenta una boquilla para drene de slidos.
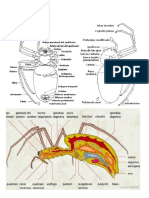
Partes de un separador vertical de tres fases.
Figura No. 9. Esquema de los componentes principales de un Separador Vertical de tres fases.
Instituto Politcnico Nacional ESIME Azcapotzalco.
15
Funcionamiento del separador vertical de tres fases.
El lquido fluye hacia abajo a la seccin de recoleccin de lquidos en el recipiente, y luego baja a
la salida de lquidos. Cuando el lquido llega al equilibrio, las burbujas de gas fluyen en sentido
contrario a la direccin del flujo de lquidos y eventualmente migran al espacio de vapor. El
controlador de nivel y la vlvula de descarga de lquidos opera de la misma forma como en el
separador horizontal.
El gas fluye sobre el desviador de ingreso y luego arriba hacia la salida de gas. En la seccin de
asentamiento de gravedad, las gotas de lquido caen hacia abajo, en sentido opuesto a la
direccin del flujo de gas. El gas pasa por la seccin de fundicin/extractor de neblina antes de
salir del recipiente. La presin y el nivel son mantenidos de la misma forma que en el separador
horizontal
1.3.2.3. Separadores Esfricos de tres fases.
Estos separadores trabajan bajo los mismos principios de los separadores vertical y horizontal de
tres fases. Son ms econmicos que los horizontales o verticales, mas compactos por lo que son
utilizados en plataformas costa afuera. Tambin son ms fciles de limpiar en comparacin con los
verticales. Sin embargo tienen un espacio de separacin sumamente limitado.
Partes de un separador esfrico de tres fases.
Figura No. 10. Esquema de los componentes principales de un Separador esfrico de tres fases.
Instituto Politcnico Nacional ESIME Azcapotzalco.
16
1.4. COMPARACIN ENTRE LOS SEPARADORES VERTICALES Y HORIZONTALES.
En Mxico la separacin de slidos, lquidos y gases en la ingenierita petroqumica, se lleva
bsicamente en dos tipos de separadores los cuales son:
Separadores verticales.
Separadores horizontales.
Comparando estos dos tipos de separadores, los separadores horizontales normalmente son ms
eficientes en el manejo de grandes volmenes de gas que los tipos verticales porque las gotas
lquidas caen de manera perpendicular al flujo de gas en la seccin de asentamiento de gravedad,
y se asientan ms fcilmente de la fase de gas continua. Adems, debido a que el rea de interfaz
es ms grande en un separador horizontal, es ms fcil que las burbujas de gas, que salen de la
solucin cuando el lquido se aproxima al equilibrio, alcancen el espacio de vapor. En trminos de
un proceso de separacin de gas lquidos, los separadores horizontales seran preferidos. Sin
embargo, tienen desventajas que podran llevar a la preferencia de un separador vertical en ciertas
situaciones:
Los separadores horizontales no manejan los slidos tambin como los separadores
verticales. La seccin de disposicin de lquidos en un separador vertical puede ser
colocada en el centro del cabezal en el fondo para que los slidos, que de otras formas se
acumularan en el separador, puedan pasar al prximo recipiente en el proceso. Como un
alternativo, se puede colocar un desage en esta locacin para la disposicin peridica de
los slidos, mientras el lquido sale del recipiente en una elevacin un poco ms alta. Es
necesario colocar varios desages por el largo de un recipiente horizontal y debido a que
los slidos tienen un ngulo de repose de 45 a 60, se debe dejar poco espacio entre los
intervalos de los desages. Es caro tratar de alargar la distancia entre los desages,
proveyendo chorros de arena para convertir los slidos en lquidos mientras los desages
estn en operacin, esta tctica no ha tenido mucho xito en el campo.
Los recipientes horizontales requieren de ms rea plana que los recipientes verticales
equivalentes. Aunque esto no sea muy importante en las locaciones terrestres, puede ser
muy importante costa afuera.
Los recipientes horizontales tienen menos capacidad de oleada lquida. Para un cambio
dado en la elevacin de la superficie del lquido, tpicamente hay un incremento mayor en el
volumen del lquido para un separador horizontal que para un separador vertical cuando
ambos tienen el tamao adecuado a la misma tasa de flujo. Sin embargo, la geometra del
recipiente horizontal requiere que el dispositivo de cierre de alto nivel est localizado cerca
del nivel normal de operacin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
17
1.5. TIPOS DE TAPAS.
Los recipientes sometidos a presin pueden estar construidos por diferentes tipos de tapas o
cabezas. Cada una de estas es ms recomendable a ciertas condiciones de operacin y costo
monetario.
1.5.1. Tapas planas.
Se utilizan para recipientes sujetos a presin atmosfrica, generalmente, aunque en algunos casos
se usan tambin en recipientes a presin. Su costo entre las tapas es el ms bajo y tienen un
lmite dimensional de 6 metros de dimetro mximo. Se utilizan tambin como fondos de tanques
de almacenamiento de grandes dimensiones.
Figura No. 11. Tapa plana.
1.5.2. Tapas toriesfricas.
Son las de mayor aceptacin en la industria, debido a su bajo costo y a que soportan grandes
presiones manomtricas, su caracterstica principal es que el radio del abombado es
aproximadamente igual al dimetro. Se pueden fabricar en dimetros desde 0.3 hasta 6 metros.
(11.8 a 236.22 pulgs.).
Usando dimetro interno:
Si
= 16
2
3
Se calcula el espesor de la tapa con la siguiente frmula:
=
0.0885
1
0.1
+. .
Cuando
< 16
2
3
Se calcula el espesor de la tapa con la siguiente frmula:
=
2 +0.2
+. . .
Instituto Politcnico Nacional ESIME Azcapotzalco.
18
Usando dimetro externo:
Si
= 16
2
3
Se calcula el espesor de la tapa con la siguiente frmula:
=
0.0885
+0.8
+. . .
Cuando
< 16
2
3
Se calcula el espesor de la tapa con la siguiente frmula:
=
2 +( 0.2)
+. . .
Dnde:
E=Eficiencia de las soldaduras.
P=Presin de diseo, en lb/in
2
.
R
int
=Radio interno.
R
ext
=Radio externo.
S=Esfuerzo mximo permisible del material de la tapa.
C.A=Factor de corrosin (1/16 para 12 aos).
M=Valor que depende de la relacin L/r.
Figura No. 12. Tapa toriesfrica.
1.5.3. Tapas semielpticas.
Son empleadas cuando el espesor calculado de una tapa toriesfrica es relativamente alto, ya que
las tapas semielpticas soportan mayores presiones que las toriesfricas. El proceso de fabricacin
de estas tapas es troquelado, su silueta describe una elipse relacin 2:1, su costo es alto y en
Mxico se fabrican hasta un dimetro mximo de 3 m.
Instituto Politcnico Nacional ESIME Azcapotzalco.
19
Figura No. 13. Tapa Semieliptica.
Se calcula el espesor mnimo de la tapa semiesfrica usando el dimetro interior.
=
2 0.2
+. . . .
Se calcula es espesor mnimo requerido de la tapa semiesfrica usando el dimetro exterior.
=
2 +1.8
+. . . .
1.5.4. Tapas semiesfricas.
Utilizadas exclusivamente para soportar presiones crticas, como su nombre lo indica, su silueta
describe una media circunferencia perfecta, su costo es alto y no hay lmite dimensional para su
fabricacin. ste tipo de tapas, son las menos empleadas. Presentan una curvatura ms profunda
que las siguientes, su fabricacin es tambin ms compleja.
Clculo del espesor mnimo de la tapa semiesfrica usando R
int.
=
2 0.2
+. . . .
Clculo del espesor mnimo de la tapa semiesfrica usando R
ext.
=
2 +0.8
+. . . .
Figura No. 14. Tapa semiesfrico.
Instituto Politcnico Nacional ESIME Azcapotzalco.
20
1.5.5. Tapa 80:10.
Ya que en Mxico no se cuentan con prensas lo suficientemente grandes, para troquelar tapas
semielpticas 2:1 de dimensiones relativamente grandes, hemos optado por fabricar este tipo de
tapas, cuyas caractersticas principales son: El radio de abombado es el 80% de dimetro y el
radio de esquina o de nudillos es igual a el 10% del dimetro. Estas tapas las utilizamos como
equivalentes a la semielpticas 2:1.
Figura No. 15. Tapa 80:10.
1.5.6. Tapas cnicas.
Se utilizan generalmente en fondos donde pudiese haber acumulacin de slidos y como
transiciones en cambios de dimetro de recipientes cilndricos. Su uso es muy comn en torres
fraccionadoras o de destilacin, no hay lmites en cuanto a dimensiones para su fabricacin y su
nica limitacin consiste en que el ngulo del vrtice no deber ser mayor de 60. Las tapas
cnicas con ngulo mayor de 60 en el vrtice, debern ser calculadas como tapas planas.
Figura No. 16. Tapa cnica.
Instituto Politcnico Nacional ESIME Azcapotzalco.
21
1.5.7. Tapas toricnicas.
A diferencia de las tapas cnicas, este tipo de tapas tienen en su dimetro mayor un radio de
transicin que no deber ser menor al 6% del dimetro mayor 3 veces el espesor. Tienen las
mismas restricciones que la tapa cnica a excepcin de que en Mxico no se pueden fabricar con
un dimetro mayor de 6 metros.
Figura No. 17. Tapa toricnicas.
1.5.8. Tapas planas con ceja.
Estas tapas se utilizan generalmente para presin atmosfrica, su costo es relativamente bajo, y
tienen un lmite dimensional de 6 m. de dimetro mximo.
Figura No. 18. Tapa plana con ceja.
Instituto Politcnico Nacional ESIME Azcapotzalco.
22
1.5.9. Tapas nicamente abombadas.
Son empleadas en recipientes a presin manomtrica relativamente baja, su costo puede
considerarse bajo, sin embargo, si se usan para soportar presiones relativamente altas, ser
necesario analizar la concentracin de esfuerzos generada, al efectuar un cambio brusco de
direccin.
Figura No. 19. Tapa abombada.
1.5.10. Materiales ms usados en la construccin de tapas.
Algunos de los materiales ms usados en la construccin de tapas para recipientes a presin se
muestran en la siguiente tabla.
Tabla 2. Materiales ms usados para construccin de tapas.
SA-293-C SA-285-C SA-515-55
SA-515-70 SA-516-55 SA-516-7
1.6. OREJAS DE IZAJE.
Las orejas de izaje son elementos de sujecin que permiten transportar y maniobrar el recipiente
para su instalacin. En caso de un recipiente vertical, estas se utilizan para elevarlo.
Para el clculo de las orejas de izaje, se debe de hacer un anlisis esttico de las fuerzas que
actan en estas, donde los ngulos de inclinacin ms comunes para el izaje del recipiente por
medio de cables son:
90
60
45
30
10
Figura No. 20. Diagrama del anlisis
esttico para orejas de izaje en recipientes
a presin.
Donde E es la distancia a la oreja de izaje
que tiene un valor de 0.207H.
Instituto Politcnico Nacional ESIME Azcapotzalco.
23
Una vez calculadas las tensiones en el cable de izaje y conociendo la resistencia a la tensin del
material, se puede calcular el dimetro requerido del cable mediante la ecuacin:
=
4
. . .
Dnde:
D=Dimetro del cable.
P=Tensin en el cable por el peso del recipiente.
= Esfuerzo a la tensin del material del cable.
Conociendo el dimetro del cable, se puede calcular el dimetro que debe llevar el barreno en la
oreja de izaje, incrementando 1/16 al dimetro del cable. El espesor de la oreja de izaje se puede
calcular con la ecuacin:
=
2
.
1.7. MATERIALES PARA RECIPIENTES A PRESIN.
En el diseo de recipientes a presin seleccionar los materiales adecuados para su construccin
es de vital importancia, por tal razn se define una secuencia lgica en la seleccin de stos.
1.7.1. Materiales ms comunes.
El Cdigo A.S.M.E. indica la forma de suministro de los materiales ms utilizados, la cual va
implcita en su especificacin. A continuacin se muestran algunas tablas con ejemplos de
materiales, especificaciones y forma de suministro.
Tabla 3. Placas ms utilizadas en la elaboracin de recipientes a presin.
Placa (de - 20 a 650 F).
Especificacin SA-515-70 SA-285-C SA-36
Composicin
Nominal
C-Si
C-Si
C-Si
Esfuerzo de
cedencia KPSI
38
30
36
Esfuerzo ltimo
en KPSI
70 55 58
Esfuerzo de
diseo en KPSI
17.5
13.8
12.7
Instituto Politcnico Nacional ESIME Azcapotzalco.
24
Tabla 4. Materiales comnmente utilizados para bridas.
Forja (Bridas) (de - 20 a 650F).
Especificacin SA-105 SA-181 SA-266-II
Composicin
nominal
C-Si
C-Si
C-Si
Esfuerzo de
cedencia en KPSI
36
36
35
Esfuerzo ltimo en
KPSI
70
70
70
Esfuerzo de
diseo en KPSI
17.5
17.5
17.5
Tabla 5. Materiales para tubos de cdula.
Tubos de cdula (de - 20 a 650F).
Especificacin SA-106-B SA-53 SA-333-1
Composicin
nominal
C-Si
C-Si
C-Si
Esfuerzo de
cedencia en KPSI
30
30 30
Esfuerzo ltimo
en KPSI
48 48 55
Esfuerzo de
diseo en KPSI
5 15 13.7
Tabla 6. Materiales para Tubos de calibre.
Tubos de calibre.
Especificacin
SA-17 SA-334-1 SA-556-C29
Composicin
nominal
C-Si C-Si C-Mn
Esfuerzo de
cedencia en KPSI
30 40
Esfuerzo ltimo
en KPSI
46 55 70
Esfuerzo de
diseo en KPSI
11.7 13.7 17.5
Instituto Politcnico Nacional ESIME Azcapotzalco.
25
Entre los materiales de ms comnmente usados en la fabricacin de recipientes a presin, est
principalmente el acero al carbn y algunas aleaciones especiales como:
Aceros Especiales austenticos y ferrticos.
Titanio.
Zirconio.
Hafnio.
Tntalo.
Molibdeno.
Incoloy.
Hastelloy.
1.8. BOQUILLAS EN RECIPIENTES A PRESIN.
Todos los recipientes a presin debern estar provistos de boquillas y conexiones de entrada y
salida del producto, vlvula de seguridad, entrada de hombre, venteo, etc. A continuacin se
enlistan algunas de las boquillas que se deben instalar en los recipientes a presin:
1) Entrada (s) de producto.
2) Salida (s) de producto.
3) Drene.
4) Venteo.
5) Entrada (s) de hombre.
6) Conexin para vlvula de seguridad.
7) Conexin para manmetro.
8) Conexin para termmetro (termopozo).
9) Conexiones para indicadores de nivel.
10) Conexiones para control de nivel, entre otros accesorios.
De acuerdo con el tipo de recipiente a presin que vayamos a disear, ste puede tener una o
varias boquillas de las antes mencionadas.
1.8.1. Espesores de los cuellos de las boquillas.
Los espesores de los cuellos de las boquillas (cdulas) debern ser determinados en base a:
a) Presin interna.
b) Tolerancia por corrosin.
c)Fuerzas y momentos debidos a dilataciones trmicas en tuberas, fuerzas
transmitidas por otros equipos y acciones debidas al peso propio de las tuberas.
Instituto Politcnico Nacional ESIME Azcapotzalco.
26
a) Presin interna:
Generalmente el espesor del cuello de una boquilla calculado para soportar presin interna,
resulta muy pequeo debido al dimetro tan reducido que ellas tienen en comparacin con el
dimetro del recipiente.
b) Tolerancia por corrosin:
La corrosin es uno de los factores decisivos para seleccionar las cdulas de los cuellos de las
boquillas, ya que los espesores de los cuellos de tubos de dimetro pequeo son muy reducidos y
nicamente la corrosin puede acabar con ellos.
c) Fuerzas y momentos:
Es muy importante, al disear recipientes a presin, analizar los arreglos de tuberas para
hacer recomendaciones a los responsables de este departamento respecto a que las
tuberas no debern transmitir grandes fuerzas y momentos a nuestros recipientes.
Cuando se trabaja con lneas de tuberas relativamente grandes en dimetro y que stas manejan
fluidos a altas temperaturas, debemos recomendar al departamento de tuberas hacer un estudio
de anlisis de esfuerzos en las lneas crticas a fin de minimizar las cargas y los momentos en las
boquillas de los recipientes. Este anlisis de esfuerzos incluye la seleccin y localizacin
adecuada de soportes para las tuberas.
1.8.2. Seleccin de bridas para boquillas.
Se recomienda que las boquillas de 1-1/4 de dimetro y menores sean instaladas por medio de
coples roscados de 3,000 y 6,000 libras/pulgada
2
. Las boquillas de 1 - 1/2 y mayores debern ser
bridadas.
De acuerdo a la forma de unir las bridas a los cuellos de las boquillas, existen los siguientes tipos
de bridas:
1) BRIDAS DE CUELLO SOLDABLE (WELDING NECK).
Se distinguen de las dems por su cono largo y por su cambio gradual de espesor en la regin de
la soldadura que las une al tubo. El cono largo suministra un refuerzo importante a la brida desde
el punto de vista de resistencia. La ligera transicin desde el espesor de la brida hasta el espesor
de la pared del tubo, efectuada por el cono de la brida, es extremadamente benfico bajo los
efectos de flexin repetida, causada por la expansin de la lnea u otras fuerzas variables y
produce una resistencia de duracin equivalente a la de una unin soldada entre tubos.
Instituto Politcnico Nacional ESIME Azcapotzalco.
27
Por lo anterior, este tipo de brida se prefiere para todas las condiciones severas de trabajo, ya sea
que esto resulte de altas presiones o de temperaturas elevadas o menores de cero, ya sea
tambin para condiciones de carga que sean sustancialmente constantes o que flucten entre
lmites amplios. Las bridas de cuello soldable se recomiendan para el manejo de fluidos
explosivos, inflamables o costosos, donde una falla puede ser acompaada de desastrosas
consecuencias.
Figura No. 21. Brida de cuello soldable.
2) Bridas deslizables (slip-on).
Estas bridas se prefieren sobre las de cuello soldable, debido a su costo ms bajo, a la menor
precisin requerida al cortar los tubos a la medida, a la mayor facilidad de alineamiento en el
ensamble ya que su costo de instalacin final es menor que las bridas de cuello soldable. Su
resistencia calculada bajo presin interna, es del orden de 2/3 de las anteriores y su vida bajo
condiciones de fatiga es aproximadamente 1/3 de las ltimas.
Por estas razones, las bridas deslizables en presiones de 1,5000 libras/pulgada
2
existen
solamente en dimetros de 1/2 a 2-1/2, y no existen en presiones de 2,500 libras / pulgada
2
. El
manual de construccin de calderas A.S.M.E, limita su uso a 4 de dimetro.
Figura No. 22. Brida Cuello deslizable.
3) Bridas de traslape (lap-joint).
Instituto Politcnico Nacional ESIME Azcapotzalco.
28
Generalmente se instalan en tuberas de acero inoxidable o aleaciones especiales. Siempre que
utilicemos este tipo de brida, debemos acompaarla de un extremo adaptador (stub-end).
Tambin usamos este tipo de bridas traslapadas cuando las tuberas no son paralelas a los ejes
de los recipientes.
Figura No.23. Brida de traslape.
4) Bridas roscadas (threaded).
Se usan para unir tuberas difciles de soldar, como aluminio, PVC, y algunos ms. Se recomienda
usarlas en dimetros menores de 6. Las bridas roscadas son inconvenientes para condiciones
que involucren temperaturas o esfuerzos de flexin de cualquier magnitud, particularmente bajo
condiciones cclicas donde puede haber fugas a travs de las cuerdas en pocos ciclos de
esfuerzos o calentamiento.
Figura No.24. Brida roscada.
5) Bridas de enchufe soldable (socket welding).
Cuando se manejan fluidos txicos, altamente explosivos, muy corrosivos o aquellos que al existir
fugas provocaran gran riesgo, debemos usar bridas de este tipo. Tambin es recomendable
usarlas en tuberas que trabajan a muy altas presiones.
Figura No. 25. Brida de enchufe soldable.
Instituto Politcnico Nacional ESIME Azcapotzalco.
29
6) Bridas ciegas (blind).
Se usan para cerrar los extremos de boquillas, tuberas y vlvulas. Desde el punto de vista de
presin interna y fuerzas ejercidas sobre los pernos, estas bridas, principalmente en tamaos
grandes, son las que estn sujetas a esfuerzos mayores. Al instalar las bridas ciegas debe
tomarse en consideracin la temperatura y el golpe de ariete, si existiera.
Figura No. 26. Brida ciega.
7) Bridas especiales.
Cuando una brida no corresponde a los tipos antes mencionados, le llamamos brida especial. Su
uso es muy comn en cambiadores de calor, cuyos dimetros no corresponden generalmente a
los estandarizados de bridas.
Figura No. 27. Brida especial.
1.8.3. Tipos de caras de bridas.
De acuerdo con la presin y fluido que se maneje, debemos seleccionar el tipo de cara que
tendrn las bridas que instalaremos en recipientes a presin. Los tipos de cara de bridas ms
comunes son:
1) Bridas de cara plana.
Se usan generalmente para bajas presiones y cuando la brida ser recubierta con algn material
como huele, vidrio, etc.
2) Bridas de cara realzada.
Instituto Politcnico Nacional ESIME Azcapotzalco.
30
Son las de uso ms comn, en recipientes a presin, ya que el realce nos ayuda a tener un buen
sello entre caras. Las bridas de cara macho y hembra, ranura y lengeta y junta de anillo, las
usamos en recipientes y tuberas que manejan fluidos txicos, explosivos y peligrosos en general,
donde las fugas del fluido manejado representan grandes riesgos. Al instalar estos tipos de bridas
en recipientes a presin, se recomienda unir la brida hembra al recipiente y la macho a la
tubera.
Los diferentes tipos de bridas son:
Cara realzada.
Ranura y Lengeta Pequea.
Macho-Hembra Grande.
Macho-Hembra Pequeo.
Instituto Politcnico Nacional ESIME Azcapotzalco.
31
Ranura y Lengeta Grande.
Junta Anillo.
Cara Plana.
Brida Traslape.
Figura No. 28. Tipos de caras de bridas. En esta figura se muestran los tipos ms comunes de caras de bridas as
como otros menos utilizados.
1.8.4. Clculo de refuerzos para boquillas.
Para configurar las boquillas, se pueden usar dos mtodos de clculo, el mtodo corto, y el
mtodo largo. La eleccin depender de los esfuerzos de los materiales tanto del recipiente, como
del material con el que estn fabricadas las boquillas. Las Boquillas mayores a 3, necesitan
refuerzo.
MTODO CORTO. (S
R
<S
T
) MTODO LARGO.
Figura No. 29 Diagrama de configuracin de refuerzos para mtodo largo y corto. p. 109, Manual de recipientes a
presin (Megyesy).
Mtodo cort:
Instituto Politcnico Nacional ESIME Azcapotzalco.
32
Se usa ste mtodo cuando:
<
Dnde:
S
R
=Esfuerzo del material del recipiente.
S
T
=Esfuerzo del material del tubo.
Espesores requeridos:
=
0.6
. . .
=
0.6
.
Dnde:
t
rn
=Espesor requerido de la pared de la boquilla
tr=Espesor requerido del recipiente
P=Presin de diseo.
R=Radio interior del tubo.
S=Esfuerzo del material del tubo.
E=Eficiencia de la junta.
rea del refuerzo requerida:
.
Dnde:
d =Dimetro interior del tubo.
Tr =Espesor requerido.
Instituto Politcnico Nacional ESIME Azcapotzalco.
33
reas de refuerzo evaluadas:
rea de exceso en el recipiente (se trabajar con el que resulte mayor):
1
= (
) . .
1
= (
)(
+)2. . .
rea de exceso en el cuello de la boquilla (se trabajar con el que resulte menor):
2
= (
)5 . . .
2
= (
)5
. .
rea de proyeccin al interior:
3
= 2
. . .
Para h (se usar h menor):
= 2.5 . .
= 2.5
. . .
rea de soldadura exterior:
4
=
1
16
2
. .
rea de soldadura al interior del equipo.
5
=
1
16
2
=
4
. . .
Sumando las reas evaluadas:
=
1
+
2
+
3
+
4
+
5
.
rea real de refuerzo:
. . .
Cuando l sta diferencia resulta negativa, NO se requiere un refuerzo; pero cuando resulta
positiva SI lo necesitaremos.
Configuracin del refuerzo:
= =
. .
Instituto Politcnico Nacional ESIME Azcapotzalco.
34
Dnde:
A=rea real de refuerzo.
t=Espesor del refuerzo.
b=Ancho del refuerzo.
Dimetro interior del refuerzo:
+
1
16
. .
Dimetro exterior del refuerzo:
+ . .
Mtodo largo.
ste mtodo se usa cuando:
>
Espesores requeridos y el rea de refuerzo requerida son calculadas de igual manera que en el
mtodo corto mediante las ecuaciones 1.18, 1.19 y 1.20.
Incremento de rea:
2(
)(
) 1
. . . .
rea total del refuerzo requerida:
+ . . .
reas de refuerzo evaluadas:
rea de exceso en el recipiente, calculada de igual manera que en el mtodo cort con las
ecuaciones 1.21 y 1.22.
Decremento de rea 1:
2
) 1
. . . .
A
1
real:
1
=
1
1 . . . . .
rea de exceso en el cuello de la boquilla, calculada de igual manera que en el mtodo cort con
las ecuaciones 1.23 y 1.24.
Instituto Politcnico Nacional ESIME Azcapotzalco.
35
Decremento de rea:
. . . . . .
A
2
real:
2
=
2
( ) . .
rea de proyeccin al interior, y los valores de h, se calculara de igual manera que en el mtodo
corto, mediante las ecuaciones 1.25, 1.26 y 1.27.
A
3
real:
3
=
3
( ) . . .
rea de soldadura exterior:
4
= 2
1
16
.
rea de soldadura al interior del equipo:
5
= 2
1
16
=
4
. . .
Sumando las reas evaluadas mediante la ecuacin 1.30, se obtiene el rea real de refuerzo
mediante la ecuacin 1.31 establecidas en el mtodo corto:
Cuando sta diferencia resulta negativa, NO se requiere un refuerzo; pero cuando resulta positiva
SI lo necesitaremos.
En caso de requerir refuerzo, Configuracin de este se hace de la misma manera que en el
mtodo corto, utilizando las ecuaciones 1.32, 1.33 y 1.34.
1.9. REGISTROS DE HOMBRE.
Cuando se requiere tener acceso al interior de un recipiente a presin, ya sea para mantenimiento,
carga o descarga de slidos, etc., es necesario instalar en l un registro de hombre. El dimetro
mnimo para este tipo de registros es de 16, aunque ste no es muy recomendable por que
dificulta el rpido acceso al interior del equipo, lo usual es instalar registros de 18 20 pulgadas de
dimetro. Ya que al abrir un registro de este tipo los operadores tendran que cargar la tapa y
stas son muy pesadas, se recomienda instalar un pescante en la tapa de cada registro.
Instituto Politcnico Nacional ESIME Azcapotzalco.
36
Los cuellos para los registros de hombre, deben ser calculados como los cilindros de pared
delgada. La tapa ser una brida ciega comercial, del mismo material y rango que las usadas en
las dems boquillas del recipiente en cuestin.
Las placas de refuerzo, en los registros de hombre, sern calculadas con el mismo criterio como si
se tratase de una boquilla cualquiera.
Figura No. 30. Registros de hombre Prefabricado hasta de 37.
1.10. SOLDADURA EN RECIPIENTES A PRESIN.
El procedimiento ms utilizado actualmente en la fabricacin de recipientes a presin es el de
soldadura, el cual elimin el sistema de remachado que se us hasta hace algunos aos. La
soldadura es un proceso de unin entre metales por la accin del calor, con o sin aportacin de
material metlico nuevo, dando continuidad a los elementos unidos.
Los efectos de la soldadura resultan determinantes para la utilidad del material soldado. El metal
de aportacin y las consecuencias derivadas del suministro de calor pueden afectar a las
propiedades de la pieza soldada. Deben evitarse porosidades y grietas aadiendo elementos de
aleacin al metal de aportacin, y sujetando firmemente las piezas que se quieren soldar para
evitar deformaciones. Tambin puede suceder que la zona afectada por el calor quede dura y
quebradiza. Para evitar estos efectos indeseables, a veces se realizan precalentamientos o
tratamientos trmicos posteriores. Por otra parte, el calor de la soldadura causa distorsiones que
pueden reducirse al mnimo eligiendo de modo adecuado los elementos de sujecin y estudiando
previamente la secuencia de la soldadura.
1.10.1. Clculo de soldadura.
En soldadura podemos encontrar tres efectos provocados por carga los cuales se indican en la
siguiente figura:
Tabla No. 7. Ecuaciones para fuerzas que actan en soldadura, p. 440, Manual de recipientes a presin (Megyesy).
Instituto Politcnico Nacional ESIME Azcapotzalco.
37
EFECTO POR CARGA.
ECUACIN PARA CLCULO.
TENSIN O COMPRESIN.
=
ESFUERZO CORTANTE VERTICAL.
PAR FLEXIONANTE.
FUERZA RESULTANTE.
=
2
+
2
+
2
Instituto Politcnico Nacional ESIME Azcapotzalco.
38
Dnde:
P=Carga axial.
V=Fuerza cortante vertical.
M=Momento flexionante.
W=Carga sobre la soldadura.
Ws=Esfuerzo cortante vertical promedio que acta sobre la soldadura.
Wb=Fuerza flexionante que acta sobre la soldadura.
Aw=rea de soldadura (Longitud de soldadura).
Sw=Mdulo de seccin de los cordones de soldadura.
Los mdulos de seccin para el clculo de la fuerza flexionante que acta sobre la soldadura se
pueden observar en la siguiente figura:
Tabla. No. 8. Distintos mdulos de seccin de soldadura, p. 441, Manual de recipientes a presin (Megyesy).
CONTORNO DE SOLDADURA.
MDULO DE SECCIN.
=
2
6
=
2
3
=
Instituto Politcnico Nacional ESIME Azcapotzalco.
39
()
=
(4 +)
6
()
=
2
(4 +)
6(2 +)
(Esfuerzo mximo en la parte inferior)
= +
2
6
()
=
(2 +)
3
()
=
2
(2 +)
3( +)
(Esfuerzo mximo en la parte inferior)
= +
2
3
El espesor de soldadura requerido se puede obtener mediante la ecuacin:
=
96000
.
Instituto Politcnico Nacional ESIME Azcapotzalco.
40
Dnde:
w=espesor de soldadura requerido.
WT=Fuerza resultante de los efectos en la soldadura.
Otra forma de determinar el espesor de soldadura, es calculando el Mximo espesor de soldadura
requerido mediante la ecuacin:
1
16
.
Algunos de los espesores mnimos de acuerdo a la placa a soldar se presentan en la siguiente
tabla:
Tabla. 9. Espesor mnimo de soldadura, p. 439, Manual de recipientes a presin (Megyesy).
Espesor de placa Tamao mnimo de soldadura
1/2 3/16
3/4 1/4
1 5/16
2 3/8
6 1/2
Mayor a 6 5/8
1.11. DISEO POR PRESIN DEL VIENTO EN EQUIPOS VERTICALES.
Es importante considerar el efecto que la presin del viento ejerce sobre el recipiente, el cual
puede ser calculado por la ecuacin:
=
.
Dnde:
M=Momento por efecto del viento.
P
w
=Presin del viento (P
w
=0.0025V
w
).
V
w
=Velocidad del viento.
D=Dimetro (pies).
H=Longitud entre lneas de soldadura ms la altura del faldn.
h=Altura media (del piso a la mitad del recipiente).
Para calcular el espesor requerido para soportar la carga por viento se utiliza la ecuacin:
=
12
.
Dnde:
M=Momento por efecto del viento.
R=Radio del recipiente.
S=esfuerzo del material.
E=Eficiencia de junta.
Instituto Politcnico Nacional ESIME Azcapotzalco.
41
No. De
Orden
Observatorio
Coordenadas
En grados y minutos Rumbo
Latitud Longitud Altitud (m) Direccin Vel. En (m/s)
1 Ensenada 31-51 116-38 13 W 14.4
2 La Paz BC 24-10 110-25 10 NE 37.0
3 Puerto Cortes 24-26 111-52 5 N 21.8
4 Campeche 19-51 90-33 5 E 36.0
5 Torren 25-32 103-27 1013 SE 38.0
6 Saltillo 25-25 102-00 1609 SSE 29.0
7 Piedras Negras 28-42 100-31 220 NE 41.0
8 Monclova 26-53 101-25 591 NNE 16.5
9 Colima 19-14 103-43 494 SE 38.4
10 Manzanillo 19-03 104-17 8 WSW 65.0
11 Comitn 16-15 92-08 1530 E 29.0
12 Tapachula 14-55 92-16 182 NE 25.0
13 Tuxtla Gutirrez 16-45 93-07 518 W/NNE 19.0
14 Chihuahua 28-38 106-05 1423 SSW 38.5
15 Mxico DF 19-24 99-12 2308 SSE 28.4
16 CD Lerdo 25-32 103-31 1135 SW 38.0
17 Durango 24-02 104-40 1889 NE 23.8
18 Acapulco 16-50 99-56 28 ENE 49.9
19 Chilpancingo 17-33 99-30 360 E-ESE 23.0
20 Guanajuato 21-01 101-15 2050 W-NE 21.0
21 Pachuca 20-08 98-44 2050 NE 33.3
22 Guadalajara 20-43 103-23 1589 NE 27.6
23 Toluca 19-18 99-40 2680 N 20.0
24 Morelia 19-42 101-11 1941 S 22.1
25 Tepic 21-31 104-54 915 NW 12.5
26 Monterrey 25-40 100-18 538 ESE 30.5
27 Oaxaca 17-04 96-43 1550 W 27.0
28 Salina Cruz 16-10 95-12 6 NW 54.0
29 Puebla 19-02 98-12 2162 SE 23.8
30 Quertaro 26-36 100-23 1842 W/SE 25.0
31 Cozumel 20-31 86-57 3 N 53.5
32 Chetumal 18-30 88-18 3 SE 14.0
33 SLP 22-09 100-59 1877 W 25.2
34 Culiacn 24-49 107-24 84 SE 27.7
35 Mazatln 23-12 106-25 3 NW 60.0
36 Hermosillo 29-04 110-54 237 ESE 12.5
37 Tampico 22-13 97-51 12 N 36.7
38 Tlaxcala 19-19 98-14 2252 S 29.3
39 Veracruz 19-12 96-08 16 NNW 67.5
40 Mrida 20-59 89-39 9 NNE 24.7
41 Orizaba 18-51 96-56 1284 S 19.6
42 J alapa 19-32 96-66 1427 N 32.0
43 Progreso 21-18 89-39 8 SSE 28.9
Tabla. 10. Velocidades Mximas de vientos en Mxico.
Instituto Politcnico Nacional ESIME Azcapotzalco.
42
F
i
g
u
r
a
N
o
.
3
1
.
Z
o
n
a
s
E
l
i
c
a
s
.
V
e
l
o
c
i
d
a
d
e
s
R
e
g
i
o
n
a
l
e
s
d
e
l
a
R
e
p
b
l
i
c
a
M
e
x
i
c
a
n
a
.
Instituto Politcnico Nacional ESIME Azcapotzalco.
43
1.12. DISEO POR VIBRACIONES Y CARGA SISMICA EN EQUIPOS VERTICALES.
Tambin es de importancia analizar el efecto que las vibraciones y cargas ssmicas pueden causar, y
esto se logra mediante las ecuaciones:
= 2.65 10
5
.
= 0.8
. . . .
= .
=
2
3
.
=
12
.
Dnde:
T=Periodo de vibracin (s).
Ta=Periodo mximo de vibracin (s).
V=Cortante por sismo.
g=Constante de gravedad (32.2 ft/s
2
).
C=Constante que depende de zona ssmica (por lo general es igual a 0.2).
M=Momento por sismo (lb/plg).
H=Longitud entre lneas de soldadura ms la altura del faldn (ft).
D=Dimetro exterior (ft)
w=Peso por unidad de longitud del recipiente (lb/ft) (w=W/H).
W=Peso total del recipiente.
S=esfuerzo del material.
E=eficiencia de junta.
t=espesor del recipiente (plg).
t
req
=espesor requerido (plg).
Una forma de calcular la constante C para sismo es mediante la ecuacin:
=
0.067
. .
Pero para fines prcticos utilizaremos un valor de 0.2
Instituto Politcnico Nacional ESIME Azcapotzalco.
44
F
i
g
u
r
a
N
o
.
3
2
.
Z
o
n
a
s
S
s
m
i
c
a
s
d
e
l
a
R
e
p
b
l
i
c
a
M
e
x
i
c
a
n
a
.
Instituto Politcnico Nacional ESIME Azcapotzalco.
45
Tapa
1.13. CONFIGURACIN DEL FALDN.
Un faldn es el soporte de uso ms frecuente y el ms satisfactorio para los recipientes verticales.
Se une por soldadura continua a la cabeza y por lo general el tamao requerido de esta soldadura
determina el espesor del faldn.
Figura No. 32. Tipo ms comn de sujecin de faldn a cabeza, p. 74, Manual de recipientes a presin (Megyesy).
Para el clculo de su espesor se puede utilizar la ecuacin:
=
12
. . .
Dnde:
D=Dimetro exterior del faldn (plg).
E=Eficiencia de la junta del faldn a la cabeza.
M
T
=Momento total (sismo y viento) (lb/plg).
R=Radio exterior del faldn (plg).
S=Esfuerzo del material de la cabeza o del faldn, el que sea menor.
W=Peso total del recipiente (lb).
t=espesor requerido del faldn (plg).
1.13.1. Mtodo aproximado de diseo de pernos de anclaje.
Los recipientes verticales deben anclarse a la cimentacin de concreto, a patines o a otro armazn
estructural por medio de pernos de anclaje y anillo de base.
Para el clculo de estos elementos mecnicos es muy comn utilizar el Mtodo aproximado, el cual
consiste en suponer un anillo continuo de dimetro igual al del crculo de los pernos.
Faldn Faldn
Faldn
Tapa - Cuerpo
Instituto Politcnico Nacional ESIME Azcapotzalco.
46
Para el clculo mediante el mtodo aproximado se calculan los siguientes parmetros por medio de
las siguientes ecuaciones:
Tensin mxima (T):
=
12
.
rea requerida de un perno (B
A
):
. . . .
Esfuerzo en el perno de anclaje (S
B
):
. . . .
Dnde:
A
B
=rea dentro del circulo de pernos.
C
B
=Circunferencia del circulo de pernos.
M=Momento en la base debido a viento o sismo.
N=Nmero de pernos de anclaje.
S
B
=Mximo esfuerzo permitido por el material de los pernos.
W=Peso del recipiente.
Algunas de las consideraciones para la seleccin del nmero y material de pernos de anclaje se
encuentran en las siguientes tablas:
Tabla. 11. Nmero recomendado de pernos de anclaje, p. 75, Manual de recipientes a presin (Megyesy).
Dimetro del circulo base de los
pernos (plg)
Mnimo Mximo
24-36 4 4
42-54 8 8
60-78 12 12
87-102 12 16
108-126 16 20
132-144 20 24
Instituto Politcnico Nacional ESIME Azcapotzalco.
47
Tabla. 12. Esfuerzos mximos permitidos para pernos de anclaje, p. 75, Manual de recipientes a presin (Megyesy).
Especificacin Dimetro (plg) Esfuerzo (PSI)
SA-325 Todos los dimetros 15000
SA-193-B7 2 y menores 18000
SA-193-B16 2 y menores 18000
SA-193-B7 Mayores a 2 hasta 4 16000
SA-193-B16 Mayores a 2 hasta 4 15700
1.13.2. Diseo para clculo del anillo de base para el faldn.
El clculo de este anillo, se calculan los siguientes parmetros mediante las ecuaciones:
Compresin Mxima:
=
12
.
Ancho aproximado del anillo de base:
=
. . .
Espesor aproximado del anillo de base:
= 0.32
1
. .
Esfuerzo de apoyo o resistencia:
1
=
. . .
Esfuerzo flexionante:
2
=
3
1
1
2
2
. .
Instituto Politcnico Nacional ESIME Azcapotzalco.
48
Dnde:
A
R
=rea del anillo base (0.7854 (Do
2
-Di
2
)).
A
s
=rea comprendida dentro del faldn.
C
s
=Circunferencia sobre el Dimetro exterior del faldn.
f
b
=Carga segura de apoyo sobre concreto (tabla 11).
l
1
=Voladizo interior o exterior (tomando el mayor).
l
2
, l
3
=Dimensiones segn se ilustra en la figura 37.
M=Momento en la base debido a viento o sismo.
W=Peso del recipiente en operacin.
Algunas propiedades del concreto se presentan en la siguiente tabla:
Tabla. 13. Propiedades de cuatro mezclas de concreto, p. 78, Manual de recipientes a presin (Megyesy).
Resistencia Mxima a los 28 das
2000
2500
3000
3750
Resistencia permitida a
compresin
800
1000
1200
1500
Carga de apoyo segura, f
b
(lb/plg
2
)
500
625
750
938
Factor n
15
12
10
8
Instituto Politcnico Nacional ESIME Azcapotzalco.
49
CAPTULO II
NORMATIVIDAD
Este captulo abarca la normatividad usada en recipientes a presin adems de las normas para
disear separadores.
Instituto Politcnico Nacional ESIME Azcapotzalco.
50
2.1. NORMATIVIDAD.
El principal Cdigo utilizado en Mxico, Estados Unidos y en muchos otros pases del mundo, es el
CDIGO A.S.M.E. SECCIN VIII, DIVISIN 1.
Este Cdigo es publicado por la Asociacin Americana de Ingenieros Mecnicos, su edicin es
trianual; 1965, 1968, 1971, 1974, 1977, 1980, 1983, 1986, 1989, 1992, 1995, etc., sin embargo, la
asociacin antes mencionada emite adendas trimestrales, las cuales modifican constantemente el
Cdigo, mantenindolo siempre actualizado.
Como una alternativa del Cdigo A.S.M.E, Seccin VIII, Divisin 1, existe la Divisin 2. La diferencia
fundamental entre las dos divisiones radica en los factores de seguridad, los cuales son mayores en
la Divisin 1.
A continuacin se enlistan los principales Cdigos existentes en el mundo para diseo y fabricacin
de recipientes a presin.
Tabla. 14. Principales Cdigos existentes en el mundo.
PASES. CDIGOS.
Alemania Occidental A. D. Merkblatt Code.
Estados Unidos de Norteamrica. A.S.M.E. Code. Seccin VIII Divisin 1 y
2.
Inglaterra. British Code BS 5500.
Italia.
Italian Pressure Vessel Code.
J apn.
J apanesse Pressure Vessel Code.
J apn. J apanesse Std. Pressure Vessel
Construction.
Como un complemento, el Cdigo A.S.M.E., Seccin VIII, Divisin 1, para el procedimiento de
soldadura se utiliza la Seccin IX del Cdigo A.S.M.E. y el AWS (American Welding Society), para la
seleccin de materiales usamos la Seccin II y el A.S.T.M. (American Society of Testing Materials).
2.1.1. Cdigos y normas aplicables.
Todos los recipientes sujetos a presin debern ajustarse a lo siguiente:
Seccin VII Divisin I del Cdigo ASME, para recipientes a presin no sujetos a fuego directo.
Seccin II del Cdigo ASME, especificacin de materiales.
Seccin IX del Cdigo ASME, soldadura.
Instituto Politcnico Nacional ESIME Azcapotzalco.
51
Normas ANSI, para especificaciones de dimensiones y rangos de temperatura y presin para
bridas.
Reglamento para la inspeccin de recipientes a presin de la Secretara del Trabajo y
Previsin Social, Cdigos y Leyes Estatales o similares.
2.1.2. Sociedades e institutos.
A continuacin se enlistan algunas de las instituciones que rigen la normatividad para determinar los
parmetros a seguir de los procesos para el diseo y la construccin de los recipientes sujetos a
presin.
A.W.S. (American Welding Society).
Proporciona la informacin fundamental de soldadura, diseo de soldadura, calificacin, pruebas e
inspeccin de soldaduras, as como una gua de la aplicacin y uso de la soldadura.
A.I.S.C. (American Institute of Steel Construction).
Fundado en 1921, su primer manual surgi en 1926, proporciona una gua y cdigo para maximizar
la eficiencia del diseo de acero estructural y seguridad.
El cdigo A.I.S.C. contiene ecuaciones de diseo, criterios de diseo y diseos prcticos para acero
estructural. Su uso es recomendado para el diseo de edificios, puentes o cualquier estructura de
acero, incluyendo aquellas que sirvan como soportes rgidos de tubera.
A.N.S.I. (American National Standards Institute).
Inicialmente establecida en 1918 como A.S.A. (American Standars Association) cambi su nombre
en 1976 a U.S.A.S.I. (U.S.A. Standars Institute) y en 1969 cambi a A.N.S.I. no todos los estndares
de U.S. son directamente resueltos por A.N.S.I. el A.S.M.E., A.W.S., y numerosas organizaciones
definen los estndares y cdigos aplicables a la tubera. A.N.S.I. clasifica la aplicacin del sistema de
tuberas, bridas, pernos, roscas, vlvulas.
2.2. HISTORIA DEL CDIGO A.S.M.E.
A continuacin, y a manera de ilustracin, se describir brevemente el origen del Cdigo A.S.M.E.El
Cdigo para calderas y recipientes a presin de la Sociedad Americana de Ingenieros Mecnicos
(A.S.M.E.), se origin por la necesidad de proteger a la sociedad de las continuas explosiones de
calderas que se sucedan antes de reglamentar su diseo y construccin. Inglaterra fue uno de los
primeros pases que sinti esta necesidad, y fue despus de uno de los ms grandes desastres que
sufri la ciudad de Londres al explotar una caldera en el ao de 1815.
Construccin inapropiada, material inadecuado y aumento gradual y excesivo de la presin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
52
Al final de su informe, dicho Comit recomendaba el empleo de cabezas semiesfricas, el hierro
forjado como material de construccin y el empleo de dos vlvulas de seguridad.
En los Estados Unidos de Norteamrica, las personas dedicadas a la fabricacin de caldera, se
agruparon en una asociacin en el ao de 1889.
Esta Asociacin nombr un Comit encargado de preparar reglas y especificaciones, en las que se
basar la fabricacin en taller de las calderas.
Como resultado de los estudios hechos por este Comit, se present ante la Asociacin un informe
en el que se cubran temas como:
Especificaciones de materiales, armado por medio de remaches, factores de seguridad, tipos de
cabezas y de bridas, as como reglas para la prueba hidrosttica.
No obstante, los dos intentos anteriores por evitar las explosiones de calderas, stas seguan
sucediendo; A principios de este siglo, tan slo en los Estados Unidos de Norteamrica, ocurrieron
entre 350 y 400, con tremendas prdidas de vidas y propiedades, lleg a ser costumbre que la
autorizacin para usar una caldera la diera el cuerpo de bomberos.
Hasta la primera dcada de este siglo, las explosiones de calderas haban sido catalogadas como
Actos de Dios. Era necesario, la existencia de un Cdigo legal sobre calderas.
El 10 de marzo de 1905, ocurri la explosin de una caldera en una fbrica de zapatos en
Crocktown, Massachusetts, matando a 58 personas, hiriendo a otras 117 y con prdidas materiales
de ms de un cuarto de milln de dlares. Este accidente catastrfico hizo ver a las gentes de
Massachusetts la imperiosa necesidad de legislar sobre la construccin de calderas para garantizar
su seguridad.
Despus de muchos debates y discusiones pblicas, el Estado promulg, en 1907, el primer Cdigo
legal de reglas para la construccin de calderas de vapor, al ao siguiente, el Estado de Ohio aprob
un reglamento similar.
Otros Estados y Ciudades de la Unin Americana que haban padecido explosiones similares, se
dieron cuenta que stas podan evitarse mediante un buen diseo y una fabricacin adecuada y
tambin se dieron a la tarea de formular reglamentes para este propsito.
De esta manera, se lleg a una situacin tal, que cada Estado y an cada ciudad interesada en este
asunto, tena su propio reglamento.
Como los reglamentos diferan de un estado a otro, y a menudo estaban en desacuerdo, los
fabricantes empezaron a encontrar difcil el fabricar un equipo con el reglamento de un Estado que
pudiera ser aceptado por otro. Debido a esta falta de uniformidad, en 1911, los fabricantes y
Instituto Politcnico Nacional ESIME Azcapotzalco.
53
usuarios de caldera y recipiente s presin, apelaron ente el concilio de la A.SM.E. Para corregir esta
situacin. El concilio respondi a esto nombrando un comit para que formule especificaciones
uniformes para la construccin de calderas de vapor y otros recipientes a presin especificados para
su cuidado en servicio. El comit estaba formado por siete miembros, todos ellos de reconocido
prestigio dentro de sus respectivos campos, un ingeniero de seguros para calderas, un fabricante de
materiales, dos fabricantes de calderas, dos profesores de ingeniera y un ingeniero consultor.
El comit fue asesorado por otro Comit en calidad de consejero, formado de 18 miembros que
representaban varias fases del diseo, construccin, instalacin y operacin de calderas.
Basndose en los reglamentos de Massachussetts y de Ohio y en otros datos de utilidad, el Comit
present un informe preliminar en 1913 y envi 2,000 copias de l a los profesores de Ingeniera
Mecnica a departamentos de Ingeniera de compaas de seguros de calderas, a jefes de
inspectores de los departamentos de inspeccin de calderas de Estados y Ciudades, a fabricantes
de calderas, a editores de revistas de Ingeniera y a todos los interesados en la construccin y
operacin de calderas, pidiendo sus comentarios.
Despus de tres aos de innumerables reuniones y audiencias pblicas, fue adoptado en la
primavera de 1925, el primer Cdigo A.S.M.E., Reglas para la Construccin de Calderas
Estacionarias y para las Presiones Permisibles de Trabajo, conocido como la edicin 1914.
Desde entonces, el Cdigo ha sufrido muchos cambios y se han agregado muchas secciones de
acuerdo a las necesidades.
Las secciones han aparecido en el siguiente orden.
Tabla. 15. Secciones del cdigo ASME.
Seccin I Calderas de potencia
(Power Boilers)
1914
Seccin II Especificaciones de
Materiales (Material
Specifications)
1924
Seccin III Calderas de Locomotoras
(Boilers of Locomotives)
1921
Seccin IV Calderas para Calefaccin
de baja presin (Low-
Pressure Heating Boilers)
1923
Seccin V Calderas en
Miniatura(Miniature Boilers)
1922
Instituto Politcnico Nacional ESIME Azcapotzalco.
54
Seccin VI * Inspeccin (Inspection)
1924
Seccin VII Reglas para el cuidado de
las calderas de potencia
1926
Seccin VIII Recipientes a presin no
sometidos a fuego directo
(Unfired Pressure Vessels)
1925
Seccin IX * Requisitos de Soldadura
(Welding Qualifications)
1940
Seccin X Recipientes a Presin de
Plstico Reforzado y fibra
de vidrio. (Fiber glass
reinforced plastic pressure
vessel)
Seccin XI Reglas para Inspeccin en
Servicio de Plantas de
Potencia Nuclear. (Rules
for Inservice Inspection of
Nuclear Power Plants)
* Esta seccin estuvo incorporada a la seccin I desde su aparicin hasta 1949, finalmente fue
cancelada en 1952.
** La primera vez que apareci esta seccin, fue en 1937 como suplemento al Cdigo.
El aumento de secciones en el Cdigo, refleja el progreso de la industria en este campo. Se ha
conservado un crecimiento espontneo y se han requerido revisiones constantes.
Como ilustracin diremos que en 1914, las calderas se operaban a una presin mxima de 20
Kg/cm
2
(285 psi) y a temperaturas de 300C (572F), actualmente stas se disean para presiones
tan altas como son 305 Kg/cm
2
(4,331 psi), y a temperaturas de 600C (1,112F).
Los recipientes se disean para presiones de 200 Kg/cm
2
(2,845 psi) y a un rango de temperatura
entre 210C a 550C (de 346F a 1,022F).
Cada nuevo material, cada nuevo diseo, cada nuevo mtodo de fabricacin, cada nuevo sistema de
proteccin, trae consigo nuevos problemas de estudio para el Comit del Cdigo, exigiendo la
experiencia tcnica de muchos sub-Comits, para expedir nuevos suplementos y nuevas revisiones
del Cdigo.
Instituto Politcnico Nacional ESIME Azcapotzalco.
55
Como resultado del esplndido trabajo de esos sub-Comits, el Cdigo A.S.M.E., ha desarrollado un
conjunto de Normas que garantizan cualquier diseo y cualquier construccin de calderas y
recipientes a presin dentro de los lmites del propio Cdigo.
El Cdigo A.S.M.E., ha tenido que mantenerse al da, dentro del cambiante mundo de la tecnologa.
Este grupo celebra seis reuniones anuales para adaptar el Cdigo. Las ediciones del Cdigo se
hacen cada tres aos, la ms reciente fue en 1998, consta de once secciones en catorce tomos y
Son:
Tabla. 16. Ediciones del cdigo ASME.
Seccin I Calderas de Potencia (Power Boilers)
Seccin II Especificaciones de Materiales
(Material Specifications)
Parte A: Especificaciones de Materiales ferrosos
(Ferrous Materials)
Parte B: Especificaciones de Materiales no ferrosos.
(Non Ferrous Material)
Parte C: Especificaciones de materiales de soldadura. (
Welding Materials)
Seccin III Plantas de Potencia Nuclear
Divisin 1 y Divisin 2
Componentes: Requerimientos Generales}
(Nuclear Power Plants) Division 1 & Division 2)
Components: General Requeriments
Seccin IV Calderas para Calefaccin (Heatig Boilers)
Seccin V Pruebas no Destructivas (Non Destructive Examinations)
Seccin VI Reglas Recomendadas para el Cuidado y Operacin de
Calderas para Calefaccin
(Recommended Rules for Care and Operation of Heating
Boilers)
Seccin VII Reglas Sugeridas para el Cuidado de Calderas de Potencia
(Recommended Rules for Care of power Boilers)
Seccin VIII Divisin 1: Recipientes a Presin (Pressure Vessels)
Divisin 2: Reglas para Diferentes Alternativas para
Recipientes a Presin.(Alternative Rules for Pressure Vessels)
Instituto Politcnico Nacional ESIME Azcapotzalco.
56
Una vez teniendo una idea de lo que es y cmo est formado el Cdigo A.S.M.E., nos enfocaremos
a la Seccin VIII, ya que es la relacionada con Recipientes a Presin.
La Seccin VIII del Cdigo A.S.M.E., contiene dos Divisiones, la Divisin 1, que cubre el diseo de
los recipientes a presin no sujetos a fuego directo y la Divisin 2, que contiene otras alternativas
para el clculo de recipientes a presin.
Las reglas de la Divisin 1, de esta Seccin del Cdigo, cubre los requisitos mnimos para el diseo,
fabricacin, inspeccin y certificacin de recipientes a presin, adems de aquellas que estn
cubiertas por la Seccin I. (Calderas de Potencia), Seccin III (Componentes de Plantas Nucleares) y
Seccin IV (Calderas para Calefaccin).
Como se dijo anteriormente, el considerable avance tecnolgico que se ha tenido en los ltimos
aos, ha trado como consecuencia el incremento de nuevos Cdigos y Normas, el Cdigo A.S.M.E.,
consciente de ello, crea dentro de la Seccin VIII de su Cdigo, un nuevo tomo denominado,
Divisin 2. REGLAS ALTERNATIVAS PARA CONSTRUCCIN DE RECIPIENTES A PRESIN.
En 1995, reconociendo el gran volumen de la nueva informacin desarrollada por el Comit de
Investigacin de Recipientes a Presin (P.V.C.R) y otras organizaciones, el Comit del A.S.M.E.,
para Calderas y Recipientes a Presin, organiz su Comit especial para revisar las bases de los
esfuerzos del Cdigo.
El Comit fue consultado para desarrollar las bases lgicas para establecer los valores de esfuerzos
permisibles de 1958 a 1962, el Comit especial interrumpi sus trabajos para preparar la Seccin III,
el Cdigo para Recipientes Nucleares. Su labor original fue terminada en 1968 con la publicacin de
la Seccin VIII Divisin 2.
En esta Divisin, los esfuerzos permisibles estn basados en un coeficiente de seguridad
aproximadamente igual a tres.
2.2.1. Limitaciones.
El Cdigo A.S.M.E., Seccin VIII Divisin 1, especifica claramente algunas limitaciones, entre las
principales tenemos:
Seccin IX
Requisitos de Soldadura (Welding Qualifications)
Seccin X Recipientes a Presin de Plstico Reforzado y fibra de vidrio.
(Fiber Glass Reinforced Plastic Pressure Vessel)
Seccin XI Reglas para Inspeccin en Servicio de Plantas de Potencia
Nuclear.
(Rules for Inservice Inspection of Nuclear Power Plants)
Instituto Politcnico Nacional ESIME Azcapotzalco.
57
Espesor mnimo.- Se establece que para recipientes construidos en acero al carbn, el
espesor mnimo ser de 3/32 (2.38 mm.) independientemente de su uso, ya que para algunos
usos particulares, se especifican espesores mnimos diferentes.
Los recipientes diseados y construidos bajo este Cdigo, no debern tener elementos
principales mviles, ya sean rotatorios o reciprocantes, razn por la cual se excluyen del
alcance del mismo las bombas, compresores, turbinas y cualquier equipo que tenga
elementos principales mviles.
El volumen mnimo que debern tener los recipientes a presin diseados y construidos bajo
este Cdigo, deber ser de 120 galones.
La presin mnima a que debern disearse los recipientes ser de 15 PSIG (1 atmsfera).
El dimetro interior mnimo ser de 6.
La presin mxima de diseo ser de 3,000 PSIG.
Debern ser estacionarios.
Calentadores tubulares sujetos a fuego.
Suministro de calor no mayor de 58,000 W (200,000 Btu/h).
Temperatura del agua de 99C (210 F).
2.3. CRITERIO PARA ENVOLVENTE Y TAPAS.
Los espesores mnimo para la fabricacin de envolventes a presin, tapas y faldn no debern ser
menores de 4.7 mm (3/16) ms tolerancia por corrosin.
Todas las uniones de las placas de la envolvente y tapas debern ser juntas a tope de penetracin
completa. (Del cdigo ASME).
El detalle de la unin entre envolvente y tapas de espesores diferente deber ser conforme al Cdigo
ASME, al igual que el detalle de unin de placas de espesor diferente.
Todas las secciones de transicin cnica debern tener articulacin con radios no menores del 6%
de dimetro exterior de la seccin cilndrica adyacente a cada articulacin o tres veces el espesor de
esa articulacin, cualquiera que sea mayor.
Instituto Politcnico Nacional ESIME Azcapotzalco.
58
Las juntas soldadas debern ser localizadas para evitar conexiones y accesorios interiores o
exteriores. La distribucin de las juntas soldadas del recipiente deber permitir la inspeccin de
ambas superficies interior y exterior de todas las soldaduras.
Las boquillas, registros de hombre, refuerzos Pad, y otros accesorios soldados (excepto faldones
soportes unidos a tapas) debern ser localizados de tal forma que sus soldaduras no estn a menos
de 50.8 mm (2) o dos veces el espesor de la envolvente, cualquiera que sea mayor, desde las
juntas longitudinal y circunferencial del recipiente.
2.4. BOQUILLAS Y REGISTROS.
1. Las bridas de 610 mm (24) y menores debern estar de acuerdo a las normas ANSI. Las
bridas mayores de 610 mm (24) tamao nominal, debern alcanzar los requisitos mnimos del
Cdigo ASME.
2. Los dibujos de recipientes debern incluir el tamao y rango de las bridas, as como el
dimetro interior del cuello de cada boquilla especificada. Para bridas mayores de 610 mm
(24), los dibujos debern listar fabricante, nmero de parte, nmero de catlogo, dimetro
interior del cuello, dimetro del crculo de tornillos y nmero de los mismos.
3. Los acabados de las bridas y materiales de empaques debern ser de acuerdo a
especificaciones apropiadas para conexin de tuberas.
4. Todas las boquillas, ya sea internas o externas debern ser bridadas, y no debern ser
menores de 25.4 mm (1) de tamao nominal.
5. Las bridas de cuello soldable (welding Neck) debern tener el mismo dimetro interior como el
del tubo soldado a sta. Las boquillas para indicadores de temperatura debern tener un
dimetro interior mnimo de 25.4 mm (1).
6. El espesor de la pared de un cuello de boquillas u otra conexin (incluyendo solamente
aberturas para acceso o inspeccin) no deber ser menor de aquel requerido por el prrafo
UG-45 del Cdigo ASME. El espesor mnimo mencionado en el subprrafo (1) UG-45 deber
ser aquel mencionado en el punto 2.3.1.
7. Los registros para inspeccin debern ser localizados para evitar riesgos personales desde
sumideros internos y otros accesorios requeridos.
8. Para recipientes a presin de acero al carbono, todas las boquillas y registros debern ser
cuellos largos soldados o fabricados de bridas de cuello soldable y tubo sin costura o placa
rolada usando soldadura de penetracin completa. Las boquillas tipo Pad (forjadas o de placa)
debern ser usadas solamente donde sean especificadas en la hoja de datos del recipiente.
Instituto Politcnico Nacional ESIME Azcapotzalco.
59
9. Para recipientes a presin de acero inoxidable, las boquillas debern ser cuellos largos
soldados o fabricados de bridas de cuello soldable y tubo sin costura o placa rolada usando
soldadura de penetracin completa excepto como est modificado en los siguientes puntos.
10. Para recipientes con presin de diseo de 517 kPa/man. (75 psig) o menos, pueden ser
usadas bridas locas o postizas de acero inoxidable, excepto en aquellos recipientes diseados
para servicios de vaco o donde son montados agitadores o bombas sobre la brida.
11. Para registros y otras boquillas, son aceptables aquellas con extremos de acero inoxidable y
una brida de acero al carbono excepto para recipientes diseados para servicios de vaco, o
donde son montados agitadores o bombas sobre la brida.
12. Las bridas Pad (forjadas de placa) pueden ser usadas solamente donde sean especificadas
en la hoja de datos del recipiente.
13. Las boquillas debern ser localizadas de tal manera que el eje exterior del cuello de las
mismas o los refuerzos Pad no se extiendan dentro de la porcin de articulacin de la tapa.
14. Adems, este eje no deber estar tan cercano a la lnea de tangencia del recipiente que es 8
veces el espesor de la tapa.
15. Soldaduras de penetracin completa debern ser usadas para todas las boquillas y registros.
16. Los detalles de la figura Uw-16.1 del Cdigo ASME son los requeridos para la adhesin de
boquillas.
17. La proyeccin de las boquillas deber ser suficiente para permitir la extraccin de birlos entre
la brida y el aislamiento del recipiente, chaqueta, envolvente o tapas.
18. Las boquillas y registros, excepto conexiones para tubera interna debern ser instaladas a
ras con el interior del recipiente. La superficie interior deber ser una base lisa y el cuello de la
boquilla provisto con un radio mnimo de 3.18mm (1/8).
19. Las boquillas atornillables tipo Pad (studding Pad) tambin debern ser instaladas a ras con el
interior del recipiente.
20. Los refuerzos Pad debern ser provistos con dos barrenos roscados para indicador con
cuerda de 6.35 mm (1/4) NPT.
21. Si son usados refuerzos divididos, debern proveerse dos barrenos en cada seccin de los
mismos. Por lo menos un barreno como el indicado arriba deber estar en el rea ms baja
del refuerzo cuando el recipiente est en su posicin normal de operacin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
60
22. Las bridas ciegas (blindflanges) para recipientes de acero para recipientes de acero
inoxidables debern ser forjadas o de placa del mismo material del recipiente en tubos de 76.2
mm (3) tamao nominal y menores. En algunos casos, estas bridas (forjadas o de placa)
pueden ser de acero al carbono recubiertas de acero inoxidable en tubos de 101.6 mm (4)
tamao nominal o mayores. El espesor mnimo del recubrimiento deber ser de 3.18 mm
(1/8) ms tolerancia por corrosin del recipiente despus de maquinar. El recubrimiento de la
palca para las bridas ciegas deber tener tapn intermedio soldado adems de un filete de
soldadura completamente alrededor de la periferia del recubrimiento. Los recubrimientos
debern estar ventilados a la atmsfera con barrenos roscados de 6.35 mm (1/4) NPT.
23. El diseo de bridas y boquillas de acero inoxidable deber estar basado en el esfuerzo
permisible ms bajo como est recomendado por la tabla UHA-23 del Cdigo ASME.
24. Cada registro de hombre o boquilla cerrada deber ser provistas con una brida ciega,
tornillera para presin y un empaque para nuevo servicio del tipo y material especificados en
la hoja de datos del recipiente.
25. Las boquillas que soporten agitadores, bombas u otros equipos mecnicos debern ser
adecuadamente reforzadas.
26. Los pescantes para toda tapa de registro de inspeccin debern ser proporcionados
conforme a las especificaciones de la hoja de datos del recipiente.
2.5. INTERNOS.
1. En estas especificaciones se entender por interno todo objeto, pieza, accesorio o dispositivo
que ocupe un lugar en el interior de un recipiente.
2. Los internos removibles debern ser diseados para permitir el paso a travs de registros de
inspeccin para recipientes.
3. Las soldaduras de internos de recipientes debern ser continuas sobre todas las superficies
para eliminar bolsas de corrosin.
4. Las tuberas internas y placas deflectoras debern ser montadas y soportadas de tal manera
que no limiten expansiones trmicas. Consideraciones especiales debern ser dadas a la
vibracin y a las posibilidades de falla por fatiga.
5. La tornillera interna en recipientes con agitadores deber estar sujeta con soldadura (ambas
cabeza del tornillo y tuerca) el broche u otro soporte.
6. Para tornillera interior de recipientes sin agitador deber proveerse con doble tuerca, o tuerca
y chaveta de seguridad.
Instituto Politcnico Nacional ESIME Azcapotzalco.
61
7. La tubera interna no expuesta a presin tal como distribuidores, puede ser del mismo material
como el del lado interior del recipiente, o bien, tubo soldado. Las bridas para internos, tubera
sin presin etctera pueden ser fabricadas de placa.
8. Todos los internos de recipientes y todas las secciones de estos ltimos, debern ser auto-
drenables para asegurar la eliminacin completa de lquidos dentro del recipiente cuando ste
es drenado.
9. La instalacin de placas deflectores deber ser efectuada de acuerdo a la especificacin
indicada en la hoja de datos del recipiente.
10. La presencia de soportes fijos para agitadores deber ser provista como est anotado en la
hoja de datos del recipiente.
11. En recipientes con platos, donde un registro para inspeccin no est localizado en la tapa
superior directamente encima del registro de platos, debern ser provistas unas orejas sobre
el lado interior de sta tapa directamente sobre el registro de platos para facilitar el manejo de
las partes que constituyen los platos.
2.6. ESTRUCTURAS Y SOPORTES.
Todos los recipientes debern ser diseados como unidades auto-soportadas capaces de resistir
todas las cargas anticipadas internas o externas.
Los recipientes debern ser soportados como sea especificado en la hoja de datos de los mismos.
Los recipientes horizontales debern ser diseados con dos silletas soportes. Estas silletas debern
ser de acero al carbono y debern proveer soporte por lo menos a 120 de la circunferencia de la
envolvente. El mismo material como el de la envolvente deber ser provisto para refuerzos soportes
tipo Pad. Estos refuerzos Pad debern estar soldados continuamente a la envolvente deber ser
provistos de dos barrenos de 6.35 (1/4) NPT cual ventilas a la atmsfera. Los barrenos ventilas
debern estar localizados en la parte baja del refuerzo y no debern ser tapados durante la prueba
hidrosttica o en servicio.
Todos los recipientes y torres, as como estructuras auto-soportadas debern ser capaces de resistir
una carga dinmica de viento basada en:
a) Ninguna corrosin del recipiente tiene que tomar lugar.
b) Despus que el metal agregado para corrosin ha sido removido.
Adems, la deflexin horizontal mxima para todo los recipientes y torres bajo diseo de cargas de
viento no deber ser ms de 4.7 mm x 1.0 mts (6 x 100) de longitud.
Instituto Politcnico Nacional ESIME Azcapotzalco.
62
Los faldones debern estar soldados en la tapa inferior de tal manera que los dimetros medios de la
placa del faldn y la de la envolvente coincidan.
La unin entre tapa inferior y faldn deber ser por medio de un filete completo de soldadura
continua. Los faldones debern ser adheridos al anillo de la base mediante dos filetes de soldadura
continua (uno interior y otro exterior). Todas las dems juntas soldadas en faldones debern ser de
penetracin completa, tipo unin de tope.
Los recipientes de acero inoxidables soportados sobre faldones debern ser provistos con un anillo
intermedio de acero inoxidable soldado a la tapa inferior, el cual deber ser del mismo espesor como
el del faldn de acero al carbono y no menor de 101.6mm (4) de ancho; a este anillo intermedio
deber unirse al faldn de acero al carbono mediante soldadura a tope.
Los faldones debern tener por lo menos una abertura de acceso propiamente reforzada de dimetro
adecuado, 457.2 mm (18) D.I. mnimo, donde el acceso desde abajo no es provisto. Los recipientes
de 1220 mm (48) de dimetro y mayores con longitudes de faldones de 2134 mm (84) o ms,
debern tener un entablonado de contencin (bulkhead) de 610 mm x 1524 mm (24 x 60) tipo
abertura de acceso.
Un mnimo de dos ventanillas construidas de tubo de tubo de 101.6 mm (4) tamao nominal,
debern ser provistas en la parte ms alta de de todos los faldones.
Las placas de refuerzos de la silleta de la base, o silletas de los pernos de anclaje del faldn,
debern ser soldados mediante filete continuo en ambos lados de la placa adherida al faldn,
refuerzo Pad, base o anillo de los pernos de anclaje.
A todo tubo que entre en el faldn se le deber instalar una manga. Estas mangas debern ser de
tamao suficiente, de tal manera que exista un claro para aislamiento y expansin, adems, donde
sea necesario que permitan la remocin de tubera bridada.
Las mangas debern ser adheridas por el lado interior y exterior del faldn mediante un filete
continuo de soldadura.
La proyeccin interior y exterior de las aberturas de acceso al faldn, ventilas y mangas no deber
ser menor de 50.8 mm (2).
Donde el faldn sea a prueba de fuego o aislado, la proyeccin mnima ser de 12.7 mm (1/2) ms
all de la chaqueta a prueba de fuego o aislamiento.
Los accesorios externos de acero al carbono no debern ser soldados directamente a recipientes de
acero inoxidable.
Instituto Politcnico Nacional ESIME Azcapotzalco.
63
Estos accesorios debern ser de acero inoxidable o de acero al carbono soldados a un refuerzo
intermedio de acero inoxidable. Este refuerzo de acero inoxidable deber ser 101.6 mm (4) ms
ancho y ms largo que el accesorio y soldado continuamente en todos sus ejes. El espesor del
mencionado refuerzo no deber ser menor de 6.3 mm (1/4). Cada refuerzo deber tener dos
agujeros para ventilacin de 3.18 mm (1/8) NPT, los cuales no debern estar tapados durante
prueba o servicio.
Donde sea requerido refuerzo para boquilla en un recipiente de acero inoxidable, el material del
refuerzo en cuestin deber ser de acero inoxidable.
Los recipientes equipados con platos o empaques debern ser provistos con un pescante adherido a
la tapa superior.
Este pescante deber ser diseado para proveer acceso libre al registro de hombre del recipiente
usado para servicio, adems, de tener acceso a un nivel de rea de trabajo de ese recipiente.
Los anillos de aislamiento debern ser provistos como sea indicado en la hoja de datos del
recipiente.
2.7. FABRICACIN.
La fabricacin de los recipientes depende de los siguientes conceptos:
2.7.1. Tolerancias.
Las tolerancias de fabricacin ms comnmente permitidas en la construccin de recipientes
sometidos a presin, tales como separadores verticales, son indicadas en el Cdigo ASME de
recipientes a presin Seccin VIII.
Soldadura.
A menos que de otra manera sea especificada, la soldadura 100% automtica es preferida en
uniones de recipientes.
2.7.2. Tratamiento trmico.
Los recipientes debern ser tratados trmicamente posterior a la soldadura de acuerdo con el Cdigo
ASME y como sea especificado en la hoja de datos del recipiente.
Ninguna soldadura deber ser permitida en el recipiente despus del tratamiento trmico.
Instituto Politcnico Nacional ESIME Azcapotzalco.
64
2.8. INSPECCIN.
La inspeccin que deber ser requerida para recipientes a presin a fuego directo es especificada en
los siguientes puntos:
Donde sea especificada la radiografa, los recipientes debern ser examinados mediante radiografa
por puntos, de conformidad con el prrafo UW-52 del Cdigo ASME.
Donde sea especificada la radiografa, los recipientes debern ser examinados mediante radiografa
por puntos, de conformidad con el prrafo UW-51 del Cdigo ASME excepto el grado de
radiografiado deber ser como sigue:
Las uniones realizadas mediante soldadura automtica, pero manual de raz permitido, debern ser
radiografiadas en partidas, paradas, intersecciones de soldaduras longitudinales y circunferenciales,
quemaduras y otros disturbios de soldadura.
El examen radiogrfico deber ser efectuado en la parte articulada, y a 50.8 mm (2) de cada lado de
esa parte, en todas las juntas soldadas de articulaciones de conos, tapas o secciones de transicin
formadas despus de la soldadura.
La inspeccin 100% radiogrfica deber ser efectuada en soldadura a tope realizadas manualmente,
o si la soldadura manual es ms extensa que el paso de raz de uniones soldadas automticamente.
Donde sea especificada la radiografa, los recipientes debern ser examinados mediante inspeccin
100% radiogrfica, de conformidad con el prrafo UW-51 del Cdigo ASME.
Donde el examen es especificado mediante partculas magnticas o lquido penetrante, la inspeccin
deber ser de conformidad con lo siguiente:
Los recipientes de acero al carbono debern ser inspeccionados mediante partculas magnticas de
acuerdo con la especificacin ASTM-E.109.
Los filetes de soldadura alrededor de la periferia de todas las boquillas, registros para hombre, y
refuerzos Pad debern ser inspeccionados mediante partculas magnticas usando corriente directa
o rectificada.
Toda boquilla doblemente soldada o con soldadura de penetracin completa deber ser
inspeccionada mediante partculas magnticas en la superficie posterior cortada y la soldadura
completa usando corriente directa o rectificada.
Para recipientes de acero inoxidable, la inspeccin por lquido penetrante deber ser sustituida por
aquella mediante partculas magnticas.
Instituto Politcnico Nacional ESIME Azcapotzalco.
65
La inspeccin mediante lquido penetrante deber ser efectuada de acuerdo con la especificacin
ASTM E-165.
Los criterios de aceptacin de inspeccin mediante partculas magnticas o lquido penetrante
debern ser de acuerdo con el Cdigo ASME.
Para recipientes que requieren tratamiento trmico posterior a la soldadura, la inspeccin de
soldaduras completas mediante partculas magnticas o lquido penetrante deber ser efectuada
despus de dicho tratamiento. Donde son encontradas reparaciones necesarias.
El siguiente tratamiento trmico de completamiento puede ser requerido a la discrecin del inspector
del comprador del recipiente.
2.9. PRUEBAS.
Todas las soldaduras debern estar libres de escoria, aceite, grasa, pintura y otras substancias
extraas que impidan la interpretacin de las pruebas requeridas, las cuales son como sigue:
La prueba por presin hidrosttica para recipientes a presin no expuestos directo deber ser de
acuerdo con el prrafo UG-99 (c) del Cdigo ASME.
Cuando son requeridas o propuestas pruebas neumticas en lugar de pruebas hidrostticas, deber
ser obtenida una aprobacin escrita de parte del comprador del recipiente. Los requisitos para tal
aprobacin debern delinear medio de prueba, procedimiento y precauciones.
Una prueba neumtica consistente de 137-172 KPa (G) (20-25 PSIg) de aire y jabonadura deber
ser efectuada en todos los refuerzos Pad y orejas de izaje. Un mnimo de dos manmetros debern
ser provistos para prueba hidrosttica o neumtica de recipientes. Por lo menos uno de estos
manmetros deber estar localizado en el elemento que controla la prueba o cercano a ste. El
rango de los manmetros deber ser tal que la presin de prueba est dentro del 40 a 60% del rea
de aquellos manmetros normales.
Instituto Politcnico Nacional ESIME Azcapotzalco.
66
2.10. CERTIFICADO DE PRUEBAS.
Certificados escritos de inspeccin y pruebas requeridas de acuerdo a la especificacin apropiada,
debern ser provistos por el fabricante o vendedor. Estos certificados debern ser firmados por la
persona que atestigua o conduce la prueba hidrosttica, interpretacin radiogrfica, inspeccin
mediante partculas magnticas o lquidos penetrantes y/o pruebas de refuerzos.
2.11. MISCELNEOS.
Las placas de datos de los recipientes debern ser localizadas para proveer acceso libre a
conexiones bridadas o atornilladas.
En recipientes aislados deber ser provista una mnsula para las mencionadas placas de datos. La
mnsula deber estar soldada al recipiente y tener una proyeccin de 76.2 mm (3).
El interior de todos los recipientes deber estar libre de aceite, grasa, escoria de soldadura, estopa,
madera y otras materias extraas.
En todas las partes exteriores de recipientes de acero al carbono y sus componentes deber
aplicarse una capa de pintura primaria inmediatamente despus de la hidro-prueba e inspeccin final
del cliente. La pintura deber estar de acuerdo con las especificaciones del comprador del equipo.
Cada unidad deber tener nmero de partida y nmero de orden de compra pintados en el lado
exterior del recipiente usando letras de 101.6 mm (4) de altura mnima.
Los barrenos de las bridas quedarn simtricamente distribuidos con respecto a los ejes normales
del equipo sin coincidir con ellos.
El peso vaco y/o lleno de agua de un recipiente deber ser proporcionado por el vendedor o
fabricante del mismo con el propsito de facilitar las operaciones de embarque, traslado y montaje.
Soporte tipo estructural para recipientes verticales.
Una alternativa para evitar la fabricacin del faldn cuando los recipientes no son de gran tamao, es
darle un soporte de tipo estructural. Existen diferentes arreglos para el soporte tipo estructural, entre
los ms comunes podemos encontrar:
Instituto Politcnico Nacional ESIME Azcapotzalco.
67
Tipo angular (menor a 2-6 Dimetro)
Figura No. 33. Soporte para recipientes verticales tipo angular, p. 174, Diseo y Clculo de Recipientes sujetos a
presin, Ing. J uan Manuel Len Estrada.
Instituto Politcnico Nacional ESIME Azcapotzalco.
68
Tipo angular (2-6 a 6-0 Dimetro).
Figura No. 34. Soporte para recipientes verticales tipo angular, p. 175, Diseo y Clculo de Recipientes sujetos a
presin, Ing. J uan Manuel Len Estrada.
NOTA: Cuando se selecciona este tipo de soportes, mediante este mtodo, se debe de ir al manual
Diseo y Clculo de Recipientes sujetos a presin, del Ing. J uan Manuel Len Estrada, donde en
sus pginas 176 a la 179, se encuentran las tablas para la seleccin del tamao del ngulo.
Instituto Politcnico Nacional ESIME Azcapotzalco.
69
Tipo tubular.
Figura No. 35. Soporte para recipientes verticales tipo tubular, p. 180, Diseo y Clculo de Recipientes sujetos a
presin, Ing. J uan Manuel Len Estrada.
Instituto Politcnico Nacional ESIME Azcapotzalco.
70
Tipo mnsula.
Figura No. 36. Soporte para recipientes verticales tipo mnsula, p. 181, Diseo y Clculo de Recipientes sujetos a
presin, Ing. J uan Manuel Len Estrada.
Instituto Politcnico Nacional ESIME Azcapotzalco.
71
Pernos de anclaje.
Nmero de pernos de anclaje: Los pernos de anclaje deben instalarse en mltiplos de
cuatro y para torres altas es preferible instalar un mnimo de ochos pernos.
Espaciamiento de los tornillos de anclaje: En una cimentacin de concreto, la capacidad
de anclaje de pernos demasiado prximos es reducida. Es aconsejable situar los pernos a
distancias no menores de 18, para mantener esta separacin.
Dimetro de los pernos de anclaje: Al calcular el tamao de los pernos que se requieren
slo deben tomarse en consideracin el rea comprendida dentro del fondo o raz de los hilos
(Las reas de los pernos en la raz se indican en la tabla 12). Como margen por corrosin
debe aumentarse 1/8 al dimetro calculado de los pernos.
Tabla. 17. reas de los pernos en la raz, p. 75, Manual de recipientes a presin (Megyesy).
Tamao del perno rea en la raz del perno Dimensin
L
2
L
3
0.126 7/8 5/8
5/8 0.202 1
0.302 1 1/8 13/16
7/8 0.419 1 1/4 15/16
1 0.551 1 3/8 1 1/16
1 1/8 0.693 1 1/2 1 1/8
1 0.890 1 3/4 1
1 3/8 1.054 1 7/8 1 3/8
1 1.294 2 1
1 5/8 0.515 2 1/8 1 5/8
1 1.744 2 1/4 1
1 7/8 2.049 2 3/8 1 7/8
2 2.300 2 1/2 2
2 3.020 2 3/4 2
2 3.715 3 1/16 2 3/8
2 4.618 3 3/8 2 5/8
3 5.621 3 5/8 2 7/8
Instituto Politcnico Nacional ESIME Azcapotzalco.
72
Anillo de base para el faldn.
Las ecuaciones para el clculo de este estn basadas en las siguientes consideraciones:
La superficie de asiento del anillo de la base debe ser suficientemente grande para que la
carga se distribuya uniformemente en la cimentacin de concreto y no se rebase as la
capacidad de carga de sta.
El espesor del anillo de la base debe resistir el esfuerzo flexionante inducido por el viento o
por sismo.
2.12. PRUEBAS EN RECIPIENTES A PRESIN.
Durante la fabricacin de cualquier recipiente a presin, se efectan diferentes pruebas para llevar a
cabo un control de calidad aceptable, estas pruebas son, entre otras, Radiografiado, Pruebas de
partculas magnticas, Ultrasonido, Pruebas con lquidos penetrantes, etc.
Este tipo de pruebas, como se mencion anteriormente, son efectuadas durante la fabricacin y el
departamento de Control de Calidad de cada compaa es responsable de que estas pruebas se
lleven a cabo.
En este captulo describiremos de una manera muy breve, las pruebas que se les deber aplicar a
los recipientes sometidos a presin una vez que se han terminado de fabricar, esta prueba se
denomina prueba hidrosttica, ya que generalmente es el tipo de prueba que se aplica, aunque
tambin existe la prueba neumtica.
2.12.1. Prueba hidrosttica.
Consiste en someter el recipiente a presin una vez terminado a una presin 1.5 veces la presin de
diseo y conservar esta presin durante un tiempo suficiente para verificar que no haya fugas en
ningn cordn de soldadura, como su nombre lo indica, esta prueba se lleva a cabo con lquido, el
cual generalmente es agua.
Cuando se lleva a cabo una prueba hidrosttica en un recipiente a presin, es recomendable tomar
las siguientes precauciones:
1) Por ningn motivo debe excederse la presin de prueba sealada en la placa de nombre.
2) En recipientes a presin usados, con corrosin en cualquiera de sus componentes,
deber reducirse la presin de prueba proporcionalmente.
3) Siempre que sea posible, evtese hacer pruebas neumticas, ya que adems de ser
peligrosas, tienden a daar los equipos.
Instituto Politcnico Nacional ESIME Azcapotzalco.
73
2.12.2. Pruebas neumticas.
Las diferencias bsicas entre este tipo de pruebas y la prueba hidrosttica, consisten en el valor de
la presin de prueba y el fluido a usar en la misma, la presin neumtica de prueba es alcanzada
mediante la inyeccin de gases.
Como ya dijimos anteriormente, no es recomendable efectuar pruebas neumticas, sin embargo,
cuando se haga indispensable la prctica de este tipo de prueba, se debern tomar las siguientes
precauciones:
1) Las pruebas neumticas deben sobrepasar con muy poco la presin de operacin, el Cdigo
A.S.M.E., recomienda que la presin de prueba neumtica sea como mximo 1.25 veces la
mxima presin de trabajo permisible y definitivamente deben evitarse en recipientes a
presin usados.
2) En las pruebas neumticas con gases diferentes al aire, deben usarse gases no corrosivos,
no txicos, incombustibles y fciles de identificar cuando escapan. El Fren es un gas
recomendable para efectuar las pruebas neumticas.
3) La mayora de los gases para pruebas neumticas, se encuentran en recipientes a muy alta
presin, por lo tanto, es indispensable que se extremen las precauciones al transvasarlos al
recipiente a probar, pues puede ocurrir un incremento excesivo en la presin de prueba,
sumamente peligroso.
2.12.3. Pruebas de elasticidad.
Esta prueba cuando se efecta, se lleva a cabo de manera simultnea con la prueba hidrosttica,
su objetivo se verificar al comportamiento elstico del material de fabricacin del recipiente y el
procedimiento para llevarla a cabo se describe a continuacin.
1) Primeramente, se llena el recipiente a probar con agua hasta que por el punto ms alto del
recipiente escape el agua una vez que se haya abierto el venteo.
2) Cerramos la vlvula de venteo y comenzamos a inyectar agua a fin de elevar la presin, el
agua que introduzcamos para este fin, la tomaremos de una bureta graduada para cuantificar
de manera exacta el agua que inyectamos para levantar la presin hasta alcanzar el valor de
la presin de prueba.
3) Se mantendr la presin de prueba durante el tiempo suficiente para verificar que no
haya fugas y posteriormente, se baja la presin hasta tener nuevamente la presin
atmosfrica en el recipiente. Es sumamente importante recoger el agua sacada para
bajar la presin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
74
CAPTULO III
SEPARACIN DE
HIDROCARBUROS
Este captulo explica el proceso de separacin en los separadores, adems de los equipos que
existen para lograr la separacin, los tipos de dispersores de gas en lquido y los principales factores
que afectan la separacin de gas y lquido.
Instituto Politcnico Nacional ESIME Azcapotzalco.
75
3. SEPARACIN.
La separacin es un proceso mediante el cual se busca retirar o aislar ciertos elementos que por
alguna razn natural o no, se encuentran mezclados, como en el caso de los gases y los lquidos
pueden estar en contacto y lo que se busca es separarlos. Esto sucede normalmente de forma
natural pero en un tiempo largo lo cual implica prdidas econmicas por lo que hay mtodos para
acelerar el proceso.
3.1. Sistemas continuos en fase gaseosa.
Se har el anlisis de las tcnicas prcticas de separacin para las partculas lquidas en los gases.
Ya que las partculas transportadas por el gas incluyen partculas lquidas y slidas, algunos
dispositivos que se pueden adaptar para separar las partculas lquidas son los utilizados en la
recoleccin de polvo en seco. La separacin antes de entrar a otra etapa del proceso puede ser
necesaria para evitar la corrosin, funcionamiento inadecuado del equipo, as como evitar la prdida
de rendimiento. Adems de liberar los gases a la atmosfera la separacin puede ser til para
prevenir problemas de contaminacin.
Algunas definiciones necesarias para entender el proceso de separacin son las siguientes: Aerosol.
El trmino aerosol se aplica a las partculas en suspensin, tanto lquidas como slidas que se
asientan lentamente por gravedad, y a las partculas del intervalo submicrnico de 10 a 20 m.
Neblina. Las neblinas son dispersiones de lquido finamente suspendido, que por lo general resultan
de la condensacin y el dimetro de partculas de aproximadamente 0.1m.
Roco. El roco se refiere a las gotas de lquido arrastrado. A menudo, los procesos de roco, se
crean sin intencin como ejemplo, la condensacin de vapores en paredes de ductos fros y su
subsecuente rearraste, o el flujo en dos fases dentro de tuberas.
Mtodos de separacin de lquidos y gases.
Muestreo de Gases.
Anlisis del tamao de partcula.
Mecanismos de recoleccin.
El diseo y seleccin de dispositivos de recoleccin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
76
3.2. EQUIPOS DE RECOLECCIN.
Son los equipos con los cuales recolectan las partculas a separar y hay varios tipos siendo los ms
importantes:
Sedimentacin por Gravedad.
Separacin por centrifugacin.
Separacin por choque.
Existiendo otros mtodos como lo son:
Separador de Karbate en la lnea.
Recolectores de neblina de malla de alambre.
Depuradores en hmedo.
Depuradores Venturi.
Precipitadores electroestticos.
Eliminadores de neblina a base de fibras.
Recoleccin de neblinas finas.
3.2.1. Sedimentadores por gravedad.
La gravedad puede actuar para la eliminacin de las gotas ms grandes. Es til un espacio, para la
sedimentacin de desunin, encima de los lquidos aireados, o en ebullicin en el tanque, o zona de
roco de la torre. Si se mantiene baja la velocidad del gas, todas las partculas con velocidades de
asentamiento terminal mayores a la velocidad del gas, se asentarn con el tiempo. Es tambin til el
incremento de la seccin transversal del recipiente en la zona de asentamiento. Las velocidades
terminales para las partculas ms pequeas a 50 m son muy bajas, y en general, no son
suficientes para la eliminacin de las partculas.
Otro medio eficaz de utilizar la gravedad es el flujo laminar de gas en trayectorias largas horizontales
entre las bandejas o repisas en las que se asientan las gotas. La cada de presin del sedimentador
es muy baja, lo cual normalmente la limita por las prdidas a la entrada y a la salida.
3.2.2. Separacin por centrifugacin.
La recoleccin de partculas, se puede mejorar cientos de veces gracias a la fuerza centrfuga, como
ejemplo los ciclones, al ser diseados con cuidado pueden ser ms eficientes para recolectar
lquidos que slidos, ya que al capturarlos son fciles de drenar de la unidad. Por otra parte, requiere
algunas precauciones extras los ciclones lquidos para evitar el rearrastre.
Instituto Politcnico Nacional ESIME Azcapotzalco.
77
El arrastre tiene algunos puntos caractersticos como lo son:
Arrastre por deslizamiento, que se realiza a lo largo de la tubera de la salida de gas.
Arrastre por corte de la pelcula de lquido, que se forma en las paredes.
Arrastre por vrtice del lquido acumulado en el fondo.
Por lo general, el rearrastre se reduce por medio de velocidades menores de entrada de gas. El
rearrastre desde el fondo del cicln se puede prevenir de varios modos. Si se utiliza un ciclpon
caracterstico que funciona en seco y tiene un cono largo, el lquido se mantiene continuamente
drenado y el rearrastre por vrtice es poco probable. Sin embargo, es deseable la colocacin de una
placa desviadora para romper el vrtice a la salida, adems sera benfico un disco plano en la parte
superior, que se extienda de 2 a 5cm de las paredes. Frecuentemente, los ciclones para lquidos se
construyen sin conos y tienen los fondos en forma de disco.
La eficiencia de los ciclones lquidos mejora la introducir un roco grueso de lquido a la entrada. Las
gotas grandes, las cuales pueden ser recolectadas fcilmente, chocan con las partculas finas a
medida que barren la corriente de gas en su desplazamiento hacia la pared. Los ciclones asimismo
se pueden operar en hmedo para mejorar su funcionamiento sobre el polvo seco.
3.2.3. Separacin por choque.
Separacin por choque utiliza el impacto directo y las fuerzas de inercia entre partculas, las
corrientes de gas y los cuerpos de blanco para proporcionar la captura. En los lquidos, la
coalescencia de la gota ocurre sobre la superficie del blanco y se deben tomar las medidas
adecuadas para drenar sin arrastre.
En su forma ms sencilla, un separador por choque no es otra cosa que un blanco colocado frente a
un canal de flujo, por ejemplo, un disco al final de un tubo. Para mejorar la eficiencia de recoleccin
se incrementa la velocidad del gas, de manera que al final forme una tobera.
Para estimar la recoleccin de partculas como una funcin del dimetro puede utilizarse la
correlacin de eficiencia del blanco. Ya que dicha eficiencia ser ms baja para los sistemas con
nmeros de separacin inferiores a 5 o 10 partculas (pequeas, bajas velocidades de gas), con
frecuencia la neblina se hace chocar con varios blancos en serie.
Una estimacin basada en sus resultados indica que el promedio de las partculas de lquido se
aceleraron solo hasta 60% de la velocidad del gas. Las gotas grandes, que son las ms fciles de
recolectar, se aceleran menos que las partculas ms pequeas. Katz utiliz la expresin de Souders
Brown, con objeto de definir la velocidad de diseo para el gas entre las ondas:
l g
g
U K
=
Instituto Politcnico Nacional ESIME Azcapotzalco.
78
K tiene un valor de 0.12, U se expresa en ms
-1
y
l
g
representan las densidades del lquido y gas,
expresadas en cualquier conjunto congruente de unidades. Calvert investig las placas desviadoras
en zigzag. Las placas desviadoras pueden tener espacios entre los cambios de direccin o estar
conectadas.
Las placas desviadoras verticales por las que pasa un flujo horizontal de gas proporcionan el mejor
drenado y rearrastre mnimo.
Las placas horizontales proporcionaron el drenado ms deficiente y el mximo rearrastre, y las
placas inclinadas tuvieron un comportamiento intermedio.
3.3. SISTEMAS CONTNUOS EN FASE LQUIDA.
Las dispersiones de gas en lquido tambin se generan en las reacciones qumicas y las celdas
electroqumicas en las que se libera gas. Estas dispersiones son probablemente mucho ms finas
que las producidas por la dispersin de un gas. Las dispersiones pueden crearse asimismo sin
intencin en la evaporacin de un lquido.
3.3.1. Tipos de dispersiones de gas en lquido.
Existen dos tipos de dispersiones:
En una, las burbujas de gas producen una dispersin inestable que se separa fcilmente por efecto
de la gravedad una vez que la mezcla se ha eliminado la influencia de la fuerza de dispersin. Los
medios de contacto gas-lquido, por ejemplo, las torres de burbujas y los agitadores para la
dispersin de gas son ejemplos caractersticos del equipo que las produce. Por otra parte, es ms
difcil la separacin cuando el gas se dispersa en forma de burbujas de slo unas micras de
dimetro.
El otro tipo, es una dispersin estable o espuma. En algunos casos, la separacin puede ser
extremadamente difcil. Un sistema de dos componentes puros de gas y lquido no puede producir
dispersiones del segundo tipo. Las espumas estables slo se producen cuando una sustancia
adicional se absorbe en la entre cara de la superficie del lquido. La sustancia absorbida puede estar
en solucin verdadera, puede ser un agente tensoactivo, o puede ser un slido finamente dividido
que se concentra en la entre cara porque est muy poco humedecido por el lquido. Los agentes
tensoactivo y las protenas son ejemplos de materiales solubles, mientras que las partculas de polvo
y la suciedad, son materiales poco humedecidos.
Instituto Politcnico Nacional ESIME Azcapotzalco.
79
3.3.2. Separacin de sistemas inestables.
En el diseo de las cmaras de separacin se pueden utilizar recipientes estticos o tanques de flujo
continuo, pero debe tenerse cuidado de proteger el flujo contra la turbulencia, que puede causar un
retro mezclado de los fluidos parcialmente separados o puede acarrear rpidamente los lquidos no
separados a la salida de lquido separado. En ocasiones se utilizan placas desviadoras verticales
para evitar la elevacin de las burbujas de las corrientes de flujo. Los fluidos no separados se deben
distribuir en la regin de separacin en forma uniforme y con la menor velocidad posible. Cuando la
velocidad de elevacin de la burbuja es bastante baja, se deben utilizar tanques o canales de flujo
poco profundo para minimizar el tiempo de residencia requerido.
Las velocidades bastantes bajas de elevacin de burbujas, debidas a un dimetro pequeo, a una
elevada viscosidad del lquido, pueden causar situaciones difciles. Sin embargo con lquidos de baja
viscosidad, la separacin mejora, al igual que con el roco del lquido con burbujas de gas de mayor
dimetro dentro de la torre.
Otro beneficio, son las superficies en la zona de asentamiento para la coalescencia de las burbujas,
por ejemplo, los platos o tubos inclinados o verticales ntimamente espaciados. Cuando se incluyen
fluidos limpios de baja viscosidad, el paso del lquido subgasificado a travs de almohadillas de
malla, o fibras empacadas en forma compacta, da como resultado una coalescencia eficiente de las
burbujas.
3.3.3. Tcnicas fsicas antiespumantes.
Las tcnicas fsicas caractersticas para evitar la espuma incluyen los mtodos mecnicos para
producir esfuerzos en la espuma, los mtodos trmicos con calentamiento o enfriamiento y los
mtodos elctricos. Tambin se puede utilizar una combinacin de estos mtodos, o bien, se pueden
emplear junto con antiespumantes qumicos. Algunos mtodos slo tienen una eficacia moderada
por ejemplo, el rompimiento de la espuma en la superficie de un lquido en ebullicin. En algunas
ocasiones conviene extraer la espuma y tratarla por separado.
3.3.4. Mtodos trmicos.
Con frecuencia el calentamiento, es un medio adecuado para destruir para destruir la espuma. El
empleo conjunto de este calentamiento y una fuerza mecnica, como lo es la producida por una
paleta giratoria que causa la deformacin de la espuma, da como resultado una operacin
satisfactoria. Otros efectos del calentamiento son la expansin del gas en las burbujas de espuma,
que incrementa los esfuerzos sobre las paredes de la pelcula, segn requiere su movimiento y
flexin. Es posible que la evaporacin del disolvente cause el adelgazamiento de la pelcula. A
temperaturas suficientemente altas puede ocurrir la descomposicin de las sustancias
estabilizadoras. Un mtodo de control consiste en colocar un banco de serpentines de vapor a
elevadas temperaturas, al mximo nivel de la espuma. A medida que la espuma se acerca o toca el
Instituto Politcnico Nacional ESIME Azcapotzalco.
80
Serpentn, las burbujas revientan. En el diseo se considera que en algunas ocasiones el serpentn
se recubre de soluto. Asimismo se utiliza la aplicacin de calor radiante a una superficie de espuma.
Dependiendo de la situacin, la fuente radiante puede ser por ejemplo: una lmpara elctrica,
unidades Glowbar o quemadores de calor radiantes operados con gas. Los gases calientes de los
quemadores, mejoran el secado de la pelcula de espuma. Este procedimiento es en realidad una
combinacin de mtodos, debido a que el chorro produce un esfuerzo de corte mecnico y el agua
proporciona la dilucin y el cambio en la composicin de la pelcula de espuma.
Tambin el enfriamiento puede destruir la espuma si se lleva hasta el punto de congelacin porque la
formacin de los cristales de disolvente destruye la estructura de la espuma.
3.3.5. Mtodos mecnicos.
El empleo de un rompedor esttico o giratorio de paletas, da resultados satisfactorios en algunas
ocasiones, produciendo la dispersin necesaria. Con frecuencia esto equipos trabajan mejor si se
instalan a un nivel en el que la espuma ha tenido tiempo suficiente para envejecer y drenarse. El
rompedor giratorio funciona al producir una deformacin de la espuma, que causa la ruptura de las
paredes de la pelcula. Las ondas de movimiento rpido arrojan la espuma contra las paredes del
tanque y pueden causar impacto en otra espuma, fuera del alcance de la onda. En algunos casos,
las barras estacionarias o las placas muy cercanas limitan la elevacin de espuma. El mecanismo
consiste aqu en suministrar superficie para la coalescencia de la espuma. Con frecuencia es
importante el humedecimiento de la superficie en movimiento o estacionaria. Por lo general, es mejor
una superficie no humedecida por el lquido, como es el caso de los medios porosos para la
coalescencia de la espuma. Sin embargo, en ambos casos existen excepciones, en las cuales se
prefiere una superficie humedecida.
3.3.6. Vibraciones de presin y acsticas.
Los cambios de presin, en el recipiente que contiene la espuma, producen esfuerzos en las paredes
de la pelcula por medio de la expansin y contraccin del gas dentro de las burbujas de espuma. La
variacin de la presin del recipiente hace que la espuma est sujeta a una flexin repetida de la
pelcula.
La vibracin acstica asimismo, es un fenmeno que causa una variacin localizada de presin
mediante las ondas sonoras. Se ha descubierto que los impulsos a 6 kHz pueden romper la espuma
en la flotacin del carbn.
3.3.7. Tcnicas qumicas antiespumantes.
Existen dos mtodos qumicos para romper la espuma. Uno de los mtodos consiste en hacer que
las sustancias estabilizadoras se disocien de la entre cara. El otro mtodo consiste en realizar
cambios qumicos en la capa de aglutinacin que den como resultado una nueva estructura.
Instituto Politcnico Nacional ESIME Azcapotzalco.
81
3.3.8. Antiespumantes qumicos.
La adicin de antiespumantes qumicos es uno de los mejores mtodos para romper la espuma. Los
antiespumantes eficaces causan una desintegracin rpida de la espuma y con frecuencia slo
necesitan estar presentes en partes por milln. Los compuestos necesarios para romper la espuma
de soluciones acuosas pueden ser diferentes a los que se necesitan para los sistemas libres de
agua. La mayor parte de los antiespumantes son insolubles o no miscibles en la fase continua de
espuma, pero algunos funcionan mejor debido a su facilidad de entran en solucin.
Un mtodo til para eliminar las espumas acuosas consiste en agregar un agente tensoactivo
estabilizador, no productor de espuma que sea ms tensoactivo que la sustancia estabilizadora de la
espuma. Por consiguiente, una espuma estabilizada por un agente tensoactivo inico se puede
romper con la adicin de un aceite de silicn muy tensoactivo, pero no estabilizante.
Por otra parte, un aceite de silicn tensoactivo no estabiliza la espuma, porque sus pelculas de
espuma tienen una elasticidad escasa y se rompen con facilidad. Un requerimiento importante de los
antiespumantes es que sean eficaces desde el punto de vista econmico. Los antiespumantes
qumicos deben seleccionarse tambin por su posible efecto sobre la calidad del producto y sobre el
medio ambiente y la salud.
3.4. PRINCIPALES FACTORES QUE AFECTAN LA SEPARACIN DE GAS Y LQUIDO.
A continuacin se describen, en orden de importancia, los principales factores que afectan la
eficiencia de la separacin de gas y lquido.
3.4.1. Tamao de las partculas de lquido.
El tamao de las partculas suspendidas en el flujo de gas, es un factor importante en la
determinacin de la velocidad de asentamiento en la separacin por gravedad y en la separacin por
fuerza centrfuga. Tambin es importante en la determinacin de la distancia de paro, cuando la
separacin es por choque.
La velocidad promedio del gas en la seccin de separacin secundaria, corresponde a la velocidad
de asentamiento de una gota de lquido de cierto dimetro, que se puede considerar como el
dimetro base. Tericamente todas las gotas con dimetro mayor que la base deben ser eliminadas.
En realidad lo que sucede es que se separan partculas ms pequeas que el dimetro base,
mientras que algunas ms grandes en dimetro no se separan. Lo anterior es debido a la turbulencia
del flujo, y a que algunas de las partculas de lquido tienen una velocidad inicial mayor que la
velocidad promedio del flujo de gas. La separacin en flujo horizontal tambin est sujeta a los
mismos efectos.
Instituto Politcnico Nacional ESIME Azcapotzalco.
82
3.4.2. La distribucin del tamao de las partculas de lquido y el volumen de lquido que entra
al separador.
Estos aspectos estn ntimamente ligados en la eficiencia de la separacin. Para ilustrarlo, se
pueden analizar las siguientes situaciones: Considrese que un separador se instala, para separar
un volumen de lquido de 2000 galones por cada milln de pie cbico de gas.
De ste volumen de lquido, 0.5 galones estn formados por partculas menores de 10 micras. Si el
separador tiene una eficiencia del 80% para separar partculas menores de 10 micras, entonces su
eficiencia total ser de casi 100%. Sin embargo, si ste mismo separador se utiliza en una corriente
de gas, donde el contenido de lquido es de 20 galones por milln de pie cbico, todo formado por
partculas menores de 10 micras, la eficiencia total de separacin ser del 80% y habr un arrastre
de lquido en el flujo de gas de cuatro galones por milln de pie cbico de gas. As, aunque el
separador funcionara bien, no sera el adecuado.
De lo anterior se concluye que, en la seleccin del equipo de separacin para un determinado
problema se deben considerar como aspectos importantes, la distribucin del tamao de las
partculas y el volumen de lquido que se va a separar.
3.4.3. Velocidad del gas.
Generalmente los separadores se disean de tal forma que las partculas de lquidos mayores de
100 micras, se deben separar del flujo de gas en la seccin de separacin secundaria, mientras que
las partculas ms pequeas en la seccin de extraccin de niebla.
Cuando se aumenta la velocidad del gas a travs del separador, sobre un cierto valor establecido en
su diseo, aunque se incremente el volumen de gas manejado no se separan totalmente las
partculas de lquido mayores de 100 micras en la seccin de separacin secundaria. Con esto se
ocasiona que se inunde el extractor de niebla y, como consecuencia que haya arrastres repentinos
de baches de lquido en el flujo de gas que sale del separador.
3.4.4. Presin de separacin.
Es uno de los factores ms importantes en la separacin, desde el punto de vista de la recuperacin
de lquidos. Siempre existe una presin ptima de separacin para cada situacin en particular.
En ocasiones al disminuir la presin de separacin, principalmente en la separacin de gas y
condensado, la recuperacin de lquidos aumenta. Sin embargo, es necesario considerar el valor
econmico del incremento de volumen de lquidos, contra la compresin extra que puede necesitarse
para transportar el gas. La capacidad de los separadores tambin es afectada por la presin de
separacin. Al aumentar la presin, aumenta la capacidad de separacin de gas y viceversa.
Instituto Politcnico Nacional ESIME Azcapotzalco.
83
3.4.5. Temperatura de separacin.
En cuanto a la recuperacin de lquidos, la temperatura de separacin interviene de la siguiente
forma: a medida que disminuye la temperatura de separacin, se incrementa la recuperacin de
lquidos en el separador.
As pues, es necesario considerar que aunque se tiene mxima recuperacin de lquidos en el
separador a 0F, de los 5000 galones por milln de pie cbico se evaporan en el tanque de
almacenamiento 3000. Este vapor generalmente se libera a la atmsfera, por lo que ocasiona
grandes prdidas.
Otros aspectos que hay que considerar para utilizar baja temperatura de separacin, son los
siguientes:
a) La separacin a baja temperatura necesita equipo adicional de enfriamiento.
b) Se presentan otros problemas de operacin, tal como la formacin de hidratos. En
consecuencia, para obtener la temperatura ptima de separacin, desde el punto de vista de
recuperacin de lquidos es necesario considerar todos los aspectos mencionados.
La temperatura afecta la capacidad del separador al variar los volmenes de flujo y sus densidades.
El efecto neto de un aumento en la temperatura de separacin es la disminucin de capacidad en la
separacin de gas.
3.4.6. Densidad del lquido y del gas.
Las densidades del lquido y del gas, afectan la capacidad de manejo de gas de los separadores. La
capacidad de manejo de gas de un separador, es directamente proporcional a la diferencia de
densidades del lquido y del gas e inversamente proporcional a la densidad del gas.
3.4.7. Viscosidad del gas.
El efecto de la viscosidad del gas en la separacin, se puede observar de las frmulas para
determinar la velocidad del asentamiento de las partculas de lquido, la viscosidad del gas se utiliza
en el parmetro NRE, con el cual se determina el valor del coeficiente de arrastre.
Instituto Politcnico Nacional ESIME Azcapotzalco.
84
3.5. SEPARADORES.
Un separador es un equipo sujeto a presin que ayuda a separar algunos elementos como los son
el agua, el aceite y el gas de una mezcla hbrida de un hidrocarburo. Los tipos de separadores ms
comnmente usados son:
Separador vertical.
Separador horizontal.
3.5.1. Separador Vertical.
El separador vertical, est diseado y construido para hacer uso de todos los factores que
proporcionan y facilitan una separacin mecnica de la fase gaseosa y la fase lquida, y consta de
una serie de pasos y elementos que se explican a continuacin:
Separacin primaria. Al entrar la corriente al separador, encuentra una mampara que divide la
corriente en dos y la lanza por la circunferencia del cuerpo del separador. El cambio brusco de
direccin y la fuerza centrfuga resultante del flujo circular, separan eficientemente el lquido
que ahora fluye hacia abajo por las paredes del cuerpo.
Separacin secundaria. El gas fluye verticalmente hacia arriba a baja velocidad y poca
turbulencia, dndole oportunidad al lquido, que no se haba separado inicialmente, a caer
contracorriente.
Extractor de neblina. Est colocado en la parte superior del separador y tiene por objeto poner
en contacto las gotas ms pequeas del lquido que an arrastra el gas con una superficie
metlica, en donde por medio de cambios constantes de la direccin de la corriente, estas
gotas se unen unas a otras hasta que adquieren suficiente peso para caer hasta la zona de
almacenamiento del lquido.
Cuando se ha acumulado suficiente lquido en la parte inferior del separador, su nivel llega al
flotador del control de nivel, el cual opera la vlvula de salida del aceite del separador.
El gas seco fluye por la boquilla superior. El diseo simplificado, el equipo de control, est
diseado para la ruda tarea petrolera.
Capacidad de gas de separadores verticales. Est dado por la gravedad especfica del gas y
la del lquido respectivamente las cuales nos proporcionan un factor de correccin, el cual
ser necesario cuando la gravedad especfica sea distinta a 35 API.
Instituto Politcnico Nacional ESIME Azcapotzalco.
85
Separadores verticales de tres fases. Es conveniente en algunas ocasiones separar el agua
del aceite en un separador de este tipo, el cual no necesita la ayuda del calor. Con este objeto
en mente se desarroll este tipo de separador, empleando un instrumento de nivel para
localizar y mantener la interfase agua-aceite.
Funcionamiento. Una vez que el agua ha sido separada en la seccin de separacin de gas,
por los mismos mtodos que en caso de los separadores de dos fases, el lquido combinado
fluye por un ducto de bajada en donde se inicia la separacin de los lquidos, completndose
el proceso en la zona de reposo. El aceite flota sobre el colchn de agua y sta permanece
en la parte inferior del recipiente. Cuando el nivel de agua llega al nivel del control de
interfase, actala vlvula motora de descarga, vaciando el agua necesaria para volver a su
posicin de reposo.
Asimismo, cuando el nivel de aceite llega al flotador del control de nivel de aceite, ste opera
la vlvula motora que descarga el aceite. Su construccin libre de obstrucciones al flujo
permite su fcil limpieza.
Capacidad de gas. Esta capacidad de gas ser debida a la altura del separador de tres fases
o dicho de otra forma a la altura entre costuras.
Capacidad de lquidos. La capacidad de lquidos en un separador de tres fases depende del
tiempo de retencin necesario para lograr la separacin deseada. Es muy conveniente hacer
pruebas de separacin en laboratorio, para que incluya esta informacin como dato de
fabricante.
Separadores medidores verticales. Cuando se desea medir el lquido que produce un pozo o
conjunto de pozos, se puede emplear un separador que en su parte inferior tenga un
compartimiento de medicin, el cual se llena y vaca sucesivamente y por medio de un
conductor se puede saber cuntas veces se ha vaciado en un periodo de tiempo dado. Como
el volumen de este compartimiento es conocido, se puede saber entonces la produccin total
de lquidos por da o por semanas multiplicando el volumen del compartimiento por las veces
que el contador ha actuado.
En este ltimo, tambin se puede saber la cantidad de agua que el pozo ha producido y a
travs de esta informacin conocer con detalle el desarrollo de la produccin de dicho pozo.
Instituto Politcnico Nacional ESIME Azcapotzalco.
86
Esquema de las partes del separador vertical de tres fases.
Figura. No. 37. Separador Vertical.
Instituto Politcnico Nacional ESIME Azcapotzalco.
87
3.5.2. Separador horizontal.
Seccin primaria. La corriente de gas-lquido al entrar al separador se encuentra un reflector
que la obliga a cambiar bruscamente de direccin. Aprovechando la alta velocidad en la
boquilla de admisin, este brusco cambio de direccin provoca una efectiva separacin inicial.
Seccin secundaria. El gas fluye a baja velocidad y con poca turbulencia a lo largo del
separador, por lo que las gotas del lquido arrastradas por el gas pueden caer hasta tocar la
superficie del lquido acumulado, al cual se incorporan.
Extractor de Neblina. El gas tiene que pasar por un extractor de neblina en donde las gotas
ms pequeas de lquido quedan atrapadas, incorporndose al volumen del lquido principal.
El gas sale seco del separador.
Zona de acumulacin de lquidos. En los separadores, la mitad inferior del cuerpo se destina a
los lquidos, con lo cual se obtiene un gran volumen del lquido retenido y la superficie mxima
de interfase gas-lquido para facilitar el desprendimiento del gas y el establecimiento del
equilibrio fsico.
Los controles de nivel y las vlvulas motoras son diseados especialmente para trabajar sin
interrupciones durante los largos periodos en el campo petrolero.
Los recipientes estn diseados de acuerdo con el cdigo ASME y llevan como equipo
estndar una vlvula de alivio.
Capacidad de gas de los separadores horizontales. Al igual que en los separadores verticales,
est dado por la gravedad especfica del gas y la del lquido respectivamente las cuales nos
proporcionan un factor de correccin, el cual ser necesario cuando la gravedad especfica
sea distinta a 35 API.
Instituto Politcnico Nacional ESIME Azcapotzalco.
88
Esquema de las partes del separador horizontal de tres fases.
Figura. No. 38. Esquema de un Separador Horizontal.
Instituto Politcnico Nacional ESIME Azcapotzalco.
89
3.6. PLACAS DE CHOQUE.
Las placas de choque son elementos que permiten al flujo ingresar de una forma no turbulenta, para
facilitar as la separacin de los lquidos.
Para el diseo de las placas de choque debe considerarse la relacin densidad-velocidad, as como
el tipo del fluido que se impactara en esta.
Fluidos no corrosivos, no abrasivos y de una sola fase.
2
> 1500 /
2
Fluidos en dos fases, en punto de ebullicin.
2
> 500 /
2
Para gases y vapores saturados y mezclas.
2
> 4000 /
2
Dnde:
=Densidad del fluido. (Lbm/pie3).
v=Velocidad del fluido. (Pie/s).
Los valores de la relacin
2
, estn dados en libra fuerza por pie cuadrado. Recordando que:
2
=
2
=
3
=
2
Para las velocidades de entrada del fluido, es comn manejar rangos de entre 3 a 8 ft/s.
Las dimensiones de la placa de choque pueden ser obtenidas mediante las siguientes ecuaciones:
Instituto Politcnico Nacional ESIME Azcapotzalco.
90
= 1.25
. .
=
4
. . .
=
. . .
Dnde:
L=Altura de la placa (el ancho debe tener como mnimo el valor de L).
D
i Boquilla
=Dimetro interior de la boquilla.
HPP=Distancia de la boquilla a la placa de choque.
t=Espesor de placa de choque.
c
=Esfuerzo a compresin del material de la placa.
Figura No. 39. Arreglo para placa de choque.
Para el sostn de las placas de choque, se utilizan elementos mecnicos de sujecin llamados
largueros, que pueden ser fabricados por distintos tipos de perfiles, por lo general se utilizan varillas.
Instituto Politcnico Nacional ESIME Azcapotzalco.
91
Para el clculo de los largueros de sujecin se utilizan las siguientes ecuaciones:
/
=
. .
=
4
/
. . .
Dnde:
F
p/larguero
=Fuerza por larguero.
F
T
=Fuerza total ejercida en la placa de choque.
N
largueros
=Nmero de largueros (por lo general son 3 a 120).
D=Dimetro del larguero.
T
=Esfuerzo a la tensin del material del larguero.
Para la soldadura de los largueros se considera el espesor ms delgado, ya sea de la brida o de la
placa segn sea el caso.
3.7. ROMPE VORTEX.
El Rompe Vortex es un elemento utilizado para eliminar los efectos indeseables de los remolinos en
lquidos.
Figura No. 40. Formacin de Remolinos en los lquidos.
Con frecuencia se utilizan mamparas transversales y de placa plana con anchura de dos veces el
dimetro de boquilla.
Para lograr un alto grado de eficiencia bajo condiciones severas de remolino, la anchura de la
mampara debe ser igual a cuatro veces el dimetro de la boquilla. La altura arriba de la descarga
debe ser casi la mitad del dimetro de la boquilla, pero puede ser de varias pulgadas si se requiere
mayor holgura por otras razones.
Para los rompe vortex, es comn utilizar materiales de acero al carbono de 1/4 o rejilla con barras
de 1 x 1 1/8. En las figuras siguientes se presentan los diferentes tipos de rompe vortex.
Instituto Politcnico Nacional ESIME Azcapotzalco.
92
PLACA PLANA
PLACA CRUZADA
REJ ILLA
Figura. No. 41. Tipos de Rompe Vortex.
3.8. EXTRACTOR DE NEBLINA.
Los extractores de niebla al separar la neblina o los lquidos indeseables del vapor, vapor de agua, o
de ciertos lquidos, etc., mejoran el funcionamiento de diversos equipos de proceso. Se fabrican de
malla metlica o de plstico y estn disponibles en cualquier tamao o forma deseados. Algunas
configuraciones de extractores de niebla, se presentan en la figura siguiente:
Figura. No. 42. Tipos de extractores de neblina, p. 308, Manual de recipientes a presin (Megyesy).
Para el soporte de estos, se recomiendan las configuraciones mostradas en la siguiente figura:
Instituto Politcnico Nacional ESIME Azcapotzalco.
93
Figura. No. 43. Soporte de los extractores de neblina, p. 308, Manual de recipientes a presin (Megyesy).
Cuando el dimetro sea mayor de 6 pies, se debe utilizar una vigueta I de 6, 12.5 lb/yd, como
soporte en el centro del extractor de neblina.
Las especificaciones para la malla y la rejilla recomendadas para el extractor de neblina se
presentan en la siguiente tabla:
Tabla 18. Especificaciones para extractor de neblina, p. 308, Manual de recipientes a presin (Megyesy).
ESPECIFICACION
MALLA
DE
ALAMBRE
Espesor de parche 4 6
Espesor de alambre 0.011 0.011
Material del alambre Ac. Inox. TIPO 304
Densidad (lb/plg
2
) 9.0 5.0
Cada de presin 0.5 a 1 tubo indicador de nivel de agua
REJILLA
Material acero al carbono
Barra de apoyo 1x3/16
Barra Transversal 1/4 Dimetro
Espaciamiento barras
de apoyo
3 9/16
Espaciamiento barras
trasnversal
4
Peso(lb/pie
2
) 5.7 7.4
Anchura de una seccin 12 12
Instituto Politcnico Nacional ESIME Azcapotzalco.
94
3.8.1. Tipos de extractores de neblina.
Los principios mecnicos bajo los cuales operan los extractores de niebla son asentamiento por
gravedad, la fuerza centrfuga, el choque y la filtracin.
Los extractores de niebla ms empleados son los del tipo de impacto, que a su vez pueden ser de
veletas o de alambre entretejido.
Extractores de niebla tipo veleta. Consisten de placas metlicas paralelas formando un laberinto.
Cada una de estas placas, cuenta con varias bolsas para retener el lquido.
Cuando el gas pasa a travs del extractor cambia de direccin varias veces y es centrifugado,
provocando que las gotas de lquido se muevan hacia el exterior, donde son retenidas por bolsas
colectoras.
Aunque el diseo de estos extractores es emprico, los fabricantes generalmente garantizan que el
lquido arrastrado en el flujo de gas no sobrepasa 0.1gal/MM pie
3
de gas.
La eficiencia de un extractor de niebla de este tipo, aumenta al colocar las placas de metal ms juntas
o al instalar ms bolsas para retener el lquido; pero obviamente tambin se incrementa la cada de
presin a travs del extractor.
Entre los factores que afectan la eficiencia de estos extractores estn el tamao de las gotas, la
densidad y la tensin superficial del lquido. Los extractores de este tipo son eficientes para separar
partculas de lquido mayores de 10 micras.
En los separadores que manejan glicol ha sido necesario utilizar dos extractores en serie, ya que
siendo el glicol un lquido alto tensor propicia la formacin de pelculas en el primer extractor, las cuales
son arrastradas por el flujo de gas hasta el segundo extractor, donde se retienen y separan. El glicol
tambin tiene la tendencia a disminuir la densidad del aceite o condensados arrastrados en el flujo de
gas. Este problema se ha reducido aadiendo un agente antiespumante de alta densidad al glicol.
Cuando el separador cuenta con un tubo de drene de lquido, que va desde el extractor a la seccin de
almacenamiento, se debe vigilar que la cada de presin a travs del extractor no sea mayor que la
correspondiente a la columna hidrosttica que se forma en el tubo. Cuando esto sucede, el lquido es
extrado por succin hacia la parte superior del separador; o bien, el tubo queda parcialmente tapado.
Comnmente la cada de presin a travs de este tipo de extractores, vara de 1 a 10 plg. De agua.
Extractores de niebla de malla de alambre entretejido. Este tipo de extractores aunque se emplea
poco, ha dado resultados favorables y es de bajo costo. Consisten bsicamente de un cojinete de malla
de alambre, que tiene aberturas asimtricas y desalineadas. El mecanismo de separacin de lquido es
el choque, aunque tambin hay accin centrfuga.
Instituto Politcnico Nacional ESIME Azcapotzalco.
95
Las caractersticas de la malla de alambre usada en estos extractores, estn dentro de los siguientes
rangos:
Tabla. 19. Caractersticas de la malla de alambre usada en estos extractores.
Dimetro de alambre 0.003 a 0.011 pg.
Volumen de espacios libres 92 a 99.4%
Densidad 3 a 33 lb/pie
3
Superficie especifica 50 a 600 pie
2
/pie
3
En la mayora de los casos, el espesor del cojinete necesario para que el volumen de lquido arrastrado
en el flujo de gas fuera del separador no exceda de 0.1 gal/MM pie
3
debe ser de 4 a 6 plg.
La eficiencia de estos extractores, depende de la velocidad del flujo de gas. Cuando la velocidad es
baja, las gotas de lquido tienden a aglomerarse entre los alambres.
A velocidades altas el extractor tiende a inundarse, debido a que el lquido no puede fluir hacia abajo,
contra el flujo del gas. En ambos casos los espacios libres del extractor se pueden llenar de lquido,
entonces, una porcin del lquido es arrastrada por la corriente de gas.
En la figura 50 se muestra una grfica de eficiencias contra velocidades de flujo de gas, para un
extractor del tipo de malla de alambre entretejido.
Figura. No. 44. Grfica de eficiencia de un extractor de niebla de malla de alambre.
Instituto Politcnico Nacional ESIME Azcapotzalco.
96
La velocidad con la que se obtiene la mxima eficiencia puede obtenerse con la siguiente ecuacin:
p g
g
V k
=
El valor aproximado de k, cuando se utiliza el extractor en separadores de gas y lquido, es 0.35. La
ecuacin anterior es similar a la que se emplea para determinar la velocidad permisible en los
separadores; pero en este caso el valor de k vara entre 0 .12 y 0.17.
En consecuencia el rea de flujo del extractor debe ser menor que la del separador; esto se logra
cubriendo una parte de la rejilla que sostiene el cojinete de malla de alambre.
La cada de presin en estos extractores depende de la carga de lquido en el flujo de gas, del diseo
del cojinete y de la velocidad del gas, pero generalmente no es mayor que 1 pg. de agua.
Extractores de niebla tipo ciclnico. Este tipo de extractores, consiste de un conjunto de pares de
tubos concntricos, como los mostrados en la Fig. 51 montados en un recipiente como se indica en la
Fig. 52. El nmero de tubos concntricos depende del gasto de gas que se va a manejar.
Los tubos concntricos estn provistos de entradas tangenciales para el gas. La parte inferior de estos
tubos es cnica y tienen descargas para las partculas de lquido separadas.
Figura. No. 45. Esquema de un tubo centrifugo de un extractor de tipo ciclnico.
Instituto Politcnico Nacional ESIME Azcapotzalco.
97
Figura. No. 46. Esquema de un extractor de niebla tipo ciclnico.
El gas entra tangencialmente al espacio anular entre los dos tubos, movindose en espiral hacia abajo.
Las partculas de lquido en la corriente de gas son conducidas, por la fuerza centrfuga, hacia las
paredes del tubo en donde se recolectan y arrastran hacia el fondo por el gas. Estas partculas se
descargan a travs de la salida localizada en el fondo de los tubos. El gas, libre de impurezas, sale a
travs del tubo interior.
La velocidad del flujo de gas en este tipo de extractores es crtica. Cuando la velocidad disminuye
abajo de un cierto valor, la eficiencia se abate rpidamente y si la velocidad aumenta, la cada de
presin a travs del extractor tambin se incrementa En algunos equipos de separacin se han
empleado extractores de niebla tipo choque, como el de alambre entretejido, delante de un extractor
tipo ciclnico, con resultados satisfactorios. El extractor de alambre entretejido acta como
aglomerador de gotas pequeas de lquido, las cuales son posteriormente eliminadas en el extractor
tipo ciclnico.
Instituto Politcnico Nacional ESIME Azcapotzalco.
98
CAPTULO IV
MEMORIA DE
CLCULO Y DISEO
En este captulo desarrollaremos los clculos correspondientes al diseo de un separador de tres
fases con dimetro exterior de 60 pulgadas y una longitud de 10 pies, soldadura a soldadura.
Instituto Politcnico Nacional ESIME Azcapotzalco.
99
4. MEMORIA DE CLCULO Y DISEO.
Se diseara mecnicamente el recipiente de proceso sujeto a presin interna, con los siguientes
datos:
Tabla. No. 20. Datos de diseo del separador.
Dimetro Exterior.
D
ext
=60 in =5ft; R
int
=30 in.
Longitud del recipiente.
L =10 ft. =120 in.
Presin de operacin.
Po =650 PSI. =4.48MPa.
Temperatura de operacin.
To =212 F.
Presin de diseo.
P
D
=715 PSI. =4.92 MPa.
Radiografiado cuerpo/tapa.
100% =1.0
4.1. CLCULO DE RECIPIENTES A PRESIN.
Presin de diseo.
Sabiendo que la Presin de operacin es mayor a los 600Psi, se utiliza la ecu. 1.2.
= (1.1)(650) = 715 = [. ]
Clculo de espesores de cuerpo y tapas.
Utilizando un acero SA-516-70 para el cuerpo del recipiente donde:
S=20000 PSI (-20F @ 500F) y Determinando una eficiencia de soldadura E=1.
De la ecu.1.5. Se determina el espesor de cuerpo por medio de su dimetro interno:
=
(715)(30)
20000 (1) + 0.4 (715)
= 1.0573" +
1
16
= 1.1198 = 1
1
8
= [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
100
De la ecu. 1.12. Para tapas semielpticas se determina el espesor de tapas.
=
(715)(60)
(2)20000 (1) + 1.8 (715)
= 1.039" +
1
16
= 1.1015 = 1
1
8
= [. ]
Homogeneizando los espesores de cuerpo y tapas, utilizaremos un espesor de 1
1
/
8
in para estos.
Determinamos el Dimetro Interior.
2 = 60 2(1.1198) = 57.7604 = [. ]
4.1.1. Tamao ptimo de recipientes, Factor F (Sistema ABAKIANS).
De la ecu. 1.6. Calculamos el factor F.
=
=
715
1
16
(20000)(1)
= 0.572
De la Figura No. 1. Del captulo de generalidades. Grfica para determinar el tamao ptimo del
Recipiente, presentado en el Captulo de Generalidades, se obtiene el Volumen Mximo dentro de
la Normatividad.
Figura No. 47. Grfica para determinar F
del Sistema ABKAKIANS.
Instituto Politcnico Nacional ESIME Azcapotzalco.
101
Se verifica si el recipiente est dentro del rango de volumen mximo que puede soportar, se calcula
el volumen que tendr el recipiente.
De la ecu 1.7. Despejamos el volumen para as obtener su capacidad del recipiente.
=
(57.7604)
2
4
(120) = 314 435.45
3
= 181.96
3
= [.
]
Determinamos que el Volumen se encuentra dentro del rango.
4.2. CLCULO DEL PESO.
De la tabla. Pesos de cascos y cabezas (p.368, Manual de recipientes a presin, MEGYESY), ver
anexo 1. Para un espesor de 1
1
/
8
se obtiene:
= 60" = 707 /
= 60" 1543 /
Por lo tanto el peso para 10 ft. De longitud ser:
= 707(10 ) = 7070 = [. ]
Para las tapas, como son 2 tapas de obtiene:
= 1543(2) = 3086 = [. ]
Calculamos el peso total vaco.
= 7070 +3086 = 10156 = [. ]
= 10156 +6% = 10156 (1.06) = 10765.36 = [. ]
Calculamos el peso lleno de agua de la tabla de Volumen de cascos y cabezas (p. 402. Manual de
recipientes a presin MEGYESY, ver anexo No. 2. Para 60 se obtiene que:
2
= 1226
2
= 1021
Para 10 ft. De longitud, el peso real del cilindro ser:
2
= 1226 (10) = 12260 = [. ]
2
= 1021 (2) = 2042 = [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
102
Por lo tanto el peso total del recipiente lleno ser:
= 10765.36 +14302 = 25067.36 = [. ]
4.3. CLCULO DE OREJAS DE IZAJE.
Para el levantamiento de este recipiente, hemos decidi utilizar una sola oreja de izaje, por lo que el
caso que consideraremos ms crtico y que se presentara a cualquier ngulo, ser cuando toda la
carga del recipiente se coloque sobre esta nica oreja.
Utilizando un cable de Acero SA-516-70 que resiste un esfuerzo de 20000 PSI, y considerando que
toda la carga del recipiente se localiza en esta oreja de izaje se tiene que:
= = 25067.36 = [. ]
= 45
+ =
= 0
Calcularemos Fy.
=
25067.36
2
= 12 533.68 = [. ]
Obtenemos R.
=
12533.68
45
= 17725.1871 lb = [. ]
De la Ecu. 1.16. Calculamos el dimetro del cable.
=
4(17725.1871)
(20000 )
= 1.0622 = 1
1
16
"
= [. ]
Figura No. 48. Diagrama de una oreja
de izaje.
Instituto Politcnico Nacional ESIME Azcapotzalco.
103
Calculamos el dimetro del Barreno de la Oreja.
= 1
1
16
"
+
1
16
= 1
1
8
= [. ]
Para evitar concentracin de esfuerzos, el radio al punto exterior de la oreja ser:
= 2
= 1.125(2) = 2.25 = [. ]
Calculamos el rea de la Oreja.
=
12533.68
20000
= 0.6267in
2
= [.
]
Calculamos el espesor de la placa de la Oreja.
= .
De la ecu. 1.17. Calculamos el espesor requerido de la oreja.
=
12 533.68
(2) 20000
2
(2.25
2
1.125
2
)
= 0.1857
3
16
= [. ]
Para aprovechar material que necesitamos para el cuerpo y las tapas, utilizaremos un espesor de
oreja de izaje de in, el cual cubre con el espesor mnimo de 3/16 in.
= 2
1
2
+2(2(1.25)) = 6.5 = [. ]
Para una seccin rectangular, el mdulo de seccin de soldadura segn la tabla No. 8 del captulo de
generalidades pg. 38. Distintos mdulos de seccin de soldadura (p. 441, Manual de recipientes a
presin, Megyesy) ser:
= 1/2
= 2.5 = +
2
3
=
1
2
(2.5) +
(2.5)
2
3
= 2.6041
2
= [.
]
Instituto Politcnico Nacional ESIME Azcapotzalco.
104
Segn el diagrama que se presenta a continuacin, la carga V y P as como el momento M sern en
los casos ms crticos:
= = 25067.36 = [. ]
= = 25067.36 = [. ]
= (2.25 +0.5) = 25067.36(2.75) = 68935.13 / = [. /]
Donde (2.25+0.5) es la distancia a la soldadura, se aumenta 0.5 a R para evitar concentracin de
esfuerzos.
Segn la tabla No.7 Ecuaciones para fuerzas que actan en soldadura (p. 440, Manual de
recipientes a presin, Megyesy) en la pg. 37 del captulo de generalidades, las cargas por unidad
de longitud para los tres efectos son:
Por carga axial:
=
=
25067.32
6
= 4177.88/ = [. /]
Por cortante:
=
=
25067.32
6
= 4177.88/ = [. /]
Por momento Flexionante:
=
=
68935.13/
2.6041
2
= 26471.76/ = [. /]
Carga por unidad de longitud total:
=
2
+
2
+
2
= (4177.88)
2
+(4177.88)
2
+(26471.76)
2
= 5909.41/ = [. /]
Instituto Politcnico Nacional ESIME Azcapotzalco.
105
Por lo tanto el espesor de soldadura requerido segn la ecuacin 1.44 ser de:
= =
96000
=
5909.41
96000
= 0.061 3/16
De la Tabla 9 en la pgina 40 del captulo de generalidades. Para 1/2 de espesor de placa, el
espesor mnimo de soldadura es de 3/16, por lo tanto, estamos dentro del rango mnimo de
soldadura.
De otra forma para el espesor de soldadura, obteniendo el mximo espesor requerido segn la
ecuacin 1.45:
1
16
=
1
2
1
16
= 0.4375 = 7/16
Por lo tanto se puede manejar un espesor de soldadura de 3/16, ya que est dentro del rango de
3/16 a 7/16.
Para las dimensiones de la base de asentamiento:
Para evitar concentracin de esfuerzos, la distancia a los lados se puede considerar:
5
= 5
3
16
= 0.93
() =
1
2
+2
3
16
+2(2.25) = 5.37
= 2 +2
+2(5)
= 2(2.25) +2
3
16
+2(0.93) = 6.73
Para seleccin de bisagra, ver anexo No. 4 en la pg. 129 de este captulo.
Instituto Politcnico Nacional ESIME Azcapotzalco.
106
4.4 CLCULO DE BOQUILLAS.
Calcularemos el refuerzo de apertura, tomando en cuenta los datos de las bridas.
Tabla No. 21. Distribucin de bridas y boquillas.
Dimetro Nom. No. De Boquillas. Exterior. Interior. Tn.
6 CED 40 STD 2 6.625 6.065 0.280
2 CED 40 STD 4 2.375 2.041 0.167
20 CED 40 STD 1 20 18.75 0.625
1 CED 40 STD 5 1.315 1.049 0.133
= 715.
: 53 .
= 20000.
= 16100.
Ya que el esfuerzo del recipiente es mayor al de todas las boquillas, se utilizara el mtodo largo para
el clculo de todas las boquillas que sern N-1 N-2 y N-12, presentndose a continuacin el clculo
de una sola de ellas ya no consideramos necesario integrar todos los clculos de todas las boquillas.
4.4.1. Clculo para boquilla de 6 (X2 boquillas).
Caso SR>ST. Utilizando el mtodo largo.
Datos del tubo seleccionado:
= 6 .
= 6.625 .
= 6.025 .
= 0.280 .
De la ecu. 1.18. Calcularemos el Espesor del Recipiente Base.
t
r
=
715 (30)
20000(1) + 0.4 (715)
= 1.0573 = [. ]
De la ecu. 1.19. Calculamos el espesor del Tubo Base.
t
rn
=
715 (
6.025
2
)
16100 (1) 0.6 (715)
= 0.1374 in = [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
107
De la ecu. 1.20. Calculamos el rea de refuerzo requerida.
= 6.025(1.0573) = 6.3702
2
= [. ]
De la ecu. 1.35. Calculamos el incremento del rea.
= 2(1.0573)(0.28) 1
16100
20000
= 0.1154 in
2
= [.
]
De la ecu. 1.36. Calculamos el rea requerida:
= 6.3702 +0.1154 = 6.4856
2
= [.
]
De la Ecu. 1.23. y 1.24. Calculamos el rea de exceso de la boquilla. Se trabajara con la que resulte
menor.
2
= 5(1.125 )(0.28 0.1374) = 0.8021
2
= [
2
= 5(0.28)(0.28 0.1374 ) = 0.1996
2
= [.
]
De la ecu. 1.40. Calculamos el rea de exceso real de la Boquilla.
2
= 0.1996
2
16100
20000
= 0.1606
2
= [.
]
De la ecu. 1.27. Calculamos la proyeccin al interior.
= 2.5(1.125 ) = 2.28125 = [. ]
De la ecu. 1.25. Calculamos el rea de proyeccin al interior.
3
= 2(0.7)(0.28 ) = 0.392
2
= [.
]
De la ecu. 1.41. Calculamos el rea real de proyeccin al interior.
A
3real
= 0.392 in
2
16100
20000
= 0.3155
2
= [.
]
Calculamos la soldadura al exterior.
1
= 1.125
1
16
= 1.0625 = [. ]
2
= 0.28
1
16
= 0.2175 = [ . ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
108
De la ecu. 1.42. Calculamos el rea real de la soldadura al exterior.
A
4
= 2(1.125") (0.2175")
2
16100
20000
= 0.0856
2
= [.
]
Calculamos la soldadura al interior.
3
= 1.125
1
16
= 1.0625 = [. ]
4
= 0.28
1
16
= 0.2175 = [. ]
5
= 0.7
1
16
= 0.6375 = [. ]
De la ecuacin 1.43. Calculamos el rea real evaluada.
A
5
= 2(1.125 in) (0.2175 in)
2
16100
20000
= 0.0856in
2
= [.
]
De la ecuacin 1.30. Calculamos el rea real evaluada.
= 0.4004
2
+0.1606
2
+0.3155
2
+0.0856
2
+ 0.0856
2
= 1.0977
2
= [ .
]
De la ecuacin 1.31. Calculamos el rea real de esfuerzo.
A
real refuerzo
= 6.3702
2
- 1.30477
2
= 5.3225
2
= [.
]
Una vez obtenida el rea, podemos obtener la base del refuerzo. De la ecu. 1.43 Calculamos la base
del refuerzo.
=
5.3225
2
1.125
= 4.7311 = [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
109
Quedando la configuracin del anillo mediante las ecuaciones 1.33 y 1.34 de la siguiente manera:
= 6.625 +
1
16
= 6.6875 = [. ]
= 6.6875 +4.7311 = 11.41 = [. ]
4.4.1. Clculo del refuerzo del registro para hombres.
Para el caso de mantenimiento del recipiente, se colocara un registro de hombre. Calculando el
refuerzo que se muestra a continuacin:
Datos del tubo seleccionado: Material: SA-53-B cedula 40.
= 20 .
= 20.
= 18.75.
= 0.625.
= 16100 .
Calculamos el espesor del recipiente base.
=
715 (30)
20000 (1) + 0.4 (715)
= . " = [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
110
Espesor real del recipiente.
=
[. ]
De la ecu. 1.18. Calculamos el espesor del tubo base.
=
(715)(
18.75
2
)
16100 (1) 0.6 (715)
= . [. ]
De la ecu. 1.20. Calculamos el rea de referencia requerida.
A
ref
= 18.75 in (1.0573 in ) = .
[.
]
De la ecu. 1.35. Calculamos el incremento del rea:
= 2 (1.0573 )(0.625 ) 1
16100
20000
= 0.2577
2
[.
]
De la ecu. 1.36. Calculamos el area total del refuerzo requerido.
= 19.8243
2
+0.2577
2
= 20.082
2
= [.
]
Calculamos el area de exceso de la ecu. 1.21. y 1.22. Se trabajara con la que resulte mayor.
1
= (1.125 1.0573)18.75 = 1.2693
2
= [.
1
= 2(1.125 1.0573)(0.625 +1.125) = 0.2369
2
= [.
]
Calculamos el decremento de area 1, por medio de la ecu. 1.37. y el area 1 real con la ecu. 1.38.
= 2(0.625)(1.0573) 1
16100
20000
= 0.2577
2
= [.
1
= 1.2693
2
0.2577
2
= 1.0116
2
= [.
]
Ahora para A
2
calculamos el area de exceso en el cuello de la boquilla, usando el menor por medio
las ecu. 1.23 y 1.24.
2
= 5(1.125)(0.625 0.4277) = 1.1098
2
= [
2
= 5(0.625)(0.625 0.4277 ) = 0.1996
2
= [.
]
Instituto Politcnico Nacional ESIME Azcapotzalco.
111
Calculamos la reduccin de rea con la ecu. 1.39.
=
16100
20000
= 0.805
Se calcula el A
2
real con la ecu. 1.40.
2
= 0.6165
2
(0.805) = 0.4962
2
= [.
]
Calculamos el rea de proyeccin al interior se utiliza el h menor y A
3
por la ecu. 1.41.
= 2.5 = 2.5 (1.125 ) = 2.8125 = [. ]
= 2.5
= 2.5(0.625) = 1.5625 = [. ]
3
= 2(1.5625)(0.625) = 1.9531
2
= [.
3
= 1.9531
2
(0.805) = 1.5722
2
= [.
]
De la ecu. 1.42. Calculamos el rea real de la soldadura al exterior.
A
4
= 2(1.125") (0.5625")
2
16100
20000
= 0.5730 in
2
= [.
]
Sabemos que A
4
=A
5
por medio de la ecu. 1.45.
4
=
5
= 0.5730
De la ecu. 1.30. Calculamos el rea real evaluada.
= 1.0116
2
+0.4962
2
+1.5722
2
+0.5730
2
+ 0.5730
2
= 4.226
2
= [.
]
De la ecuacin 1.31. Calculamos el rea real de esfuerzo.
= 20.082
2
- 4.226
2
= 15.856
2
= [.
]
Una vez obtenida el rea, podemos obtener la base del refuerzo. De la ecu. 1.32. Calculamos la
base del refuerzo.
=
15.856
2
1.125
= 14.094 = [.
]
Instituto Politcnico Nacional ESIME Azcapotzalco.
112
Quedando la configuracin del anillo mediante las ecuaciones 1.33 y 1.34 de la siguiente manera:
= 18.75 +
1
16
= 18.81 = [. ]
= 18.81 +14.094 = 32.9065 = [. ]
Por lo tanto, la configuracin de los distintos refuerzos para las boquillas, quedar de la siguiente
manera:
Tabla No. 22. Especificacin de boquillas a utilizar.
BOQUILLAS
ANILLO PARA BOQUILLA
6
D
int
=6.625+1/16=6.6875
D
ext
=6.6875+4.7311=11.41
ANILLO PARA BOQUILLA
2
D
int
=2.375+1/16=2.437
D
ext
=2.437+0.53=2.96
ANILLO PARA BOQUILLA
1
(COPLES ROSCADOS)
D
int
=1.315+1/16=1.37
D
ext
=1.37+0.01=1.38
ANILLO PARA BOQUILLA
20
REGISTRO DE HOMBRE
D
int
=18.75+1/16=18.81
D
ext
=18.81+14.094=32.9065
4.5. CLCULO POR VIENTO EN EQUIPOS VERTICALES.
Datos para clculo por viento.
= 27
= 60.39 .
= 9.11/
2
.
= 14.75.
De la tabla 10, pgina 41 del captulo I, de la tabla de vientos en Mxico decidimos instalarlo en la
Ciudad de Guadalajara con viento de 27.0 m/s.
Se calcula la presin de velocidad ejercida en el recipiente debido al viento:
= (60.39)
2
(0.0025) = 9.11/
2
= [. /
]
Instituto Politcnico Nacional ESIME Azcapotzalco.
113
De la ecu. 1.46. Calculamos el Momento debido al viento.
= (9.1173)(5)(14.75)(9.83) = 6609.70/ = [. . ]
De la Ecu. 1.47. Calculamos el espesor requerido.
=
12(66097 )
(16600)(0.7)()(30
2
)
= 2.4141 10
3
= [. ]
4.6. CLCULO POR VIBRACIN Y SISMO EN EQUIPOS VERTICALES.
Calculamos el peso de la torre por pie de longitud.
=
=
25067.36
14.75
= 1699.48
= .
De la ecu. 1.48. Calculamos el periodo de vibracin.
= 2.65 10
5
(
14.75
5
)
2
1699.48
(5)
. 25
= 0.0425
4.6.1. Clculo del coeficiente ssmico.
Para el valor de C, mediante la ecu. 1.53.
=
0.067
0.0425
= 0.3249
De la ecu. 1.50. Calculamos la constante total.
= 0.3249(25067.36) = 8144.38 = [. ]
De la ecu. 1.49. Calculamos el periodo permisible.
= 0.8
(25067.36)(14.75)
(8144.38)(32.2)
= .
De la ecu. 1.51. Calculamos el momento mximo.
=
2(0.3249)(25067.36)(14.75)
3
= 80086.45
= [.
]
Instituto Politcnico Nacional ESIME Azcapotzalco.
114
De la ecu. 1.52. Calculamos el espesor requerido.
=
12(80086.45
)
(16600)(0.7)(30
2
)
= 0.029 = [. ]
Calculamos el espesor real del faldn.
= 0.01144 +2.4141 10
3
+0.0290 = 0.04228 =
= [. ]
4.7. CLCULO DE PRESIN EXTERNA.
Datos:
= 15.
= 60.
= 1.125.
Condicin; Pa <Patm Requiere Refuerzo.
Calculamos la Presin admisible Pa.
=
4
3(
)
=
4(9000)
3(53.33)
= 225 ( )[. ]
=
120
60
= 2
=
60
1.125
= 53.33
Factor A =0.0014.
Factor B =9.00.
Clculo de Tapas por Presin Externa.
=
=
10500
54
1.125
= 218.75 ( ) [. ]
= 2.604210
3
= 10500
Instituto Politcnico Nacional ESIME Azcapotzalco.
115
4.8. CLCULO POR DEFLEXIN.
Calculamos el momento de inercia.
= (30)
3
(0.25) = 21205.75 = [. ]
Calculamos la deflexin mxima.
=
(9.1173)(5)(14.75)[12(14.75)]
3
8(3010
6
)(21205.75 )
= 7.3262 10
4
= [. ]
La deflexin mxima
permitida es de 6 por cada 100ft de altura, por lo tanto para 14.75ft es:
(14.75)(6)
(100)
= 0.885 = [. ]
Como la deflexin calculada no sobrepasa este lmite, el espesor de diseo del faldn es
satisfactorio.
4.9. CLCULO DEL SOPORTE AL PISO.
Carga Total.
Obtenemos el valor de Pt.
= 1.1(11.3942 ) = 12.5336 = 27573 96 = [. ]
Calculamos el rea de cimentacin.
= 12 533.6
Instituto Politcnico Nacional ESIME Azcapotzalco.
116
4.10. CONFIGURACIN DEL FALDN.
A continuacion se muestra el diseo de los pernos de anclajey el diseo de base del faldn.
4.10.1. Diseo de pernos de anclaje.
Dimetro de pernos de anclaje.
= 60 = [].
De la tabla No. 11 de la pgina 44, del captulo de generalidades, tomado del manual de recipientes
a presin de MEGEYSY, determinamos el nmero de pernos de anclaje que tiene que llevar. Se
determin que tienen que ser 12 pernos porque el dimetro del circulo base de pernos es de 60 a 78.
2
=
7
8
= [. ] ,
3
=
5
8
= [. ] =
1
2
= [. ]
Se determina la circunferencia de crculos de pernos.
= 60 +2
7
8
= 61.75 = [. ]
Se obtiene el rea dentro del crculo de pernos.
=
(61.75)
2
4
= 2994.77
2
= [, ]
De la ecu. 1.49. Calculamos la tensin mxima.
=
12(211986.3)
2994.77
25067.36
61.75
= 443.47. = [. /
]
De la ecu. 1.50. Se Determina el rea requerida del perno.
=
(443 )(61.75)
(18000
2
)(12)
= 0.126 = [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
117
De la tabla A pag.75 del manual de recipientes a presin de MEGEYSY, el rea de la raz de un
perno de es 0.126in
2
, agregando 0.125 in por corrosin el nmero de pernos es 12 de .
Tabla No. 23. Tamaos de pernos.
TABLA. A
Tamao del perno. rea en la raz del
perno (pulg
2
).
Dimensin, Pulg.
L
2
L
3
0.126 7/8 5/8
5/8 0.202 1
0.302 1-1/8 13/16
7/8 0.419 1-1/4 15/16
1 0.551 1-3/8 1-1/16
1
1
/
8
0.693 1-1/2 1-1/8
1
1
/
4
0.890 1-3/4 1-1/4
1
3
/
8
1.054 1-7/8 1-3/8
1
1
/
2
1.294 2 1-1/2
1
5
/
8
1.515 2-1/8 1-5/8
1
3
/
4
1.744 2-1/4 1-3/4
1
7
/
8
2.049 2-3/8 1-7/8
2 2.300 2-1/2 2
2
1
/
4
3.020 2-3/4 2-1/4
2
1
/
2
3.715 3-1/16 2-3/8
2
3
/
4
4.618 3-3/8 2-5/8
3 5.621 3-5/8 2-7/8
De la ecu. 1.51. Con el valor de BA corregido se obtiene el esfuerzo mximo permitido por el material
de los tornillos. Verificando el esfuerzo en los pernos de anclaje.
=
(443 )(61.75)
(0.126
2
)(12)
= 18111.29
2
= [. /
]
Como el esfuerzo mximo permitido es de 16600 lb/in
2
el nmero y tamao de pernos seleccionados
es completamente satisfactorio.
4.10.2. Diseo del anillo de base del faldn.
Se determina la circunferencia sobre el dimetro exterior del faldn.
= 60 +2
7
8
+2
5
8
= 63 = [. ]
Se determina el rea comprendida dentro del faldn.
=
(63)
2
4
= 3117.24
2
= [. ]
Instituto Politcnico Nacional ESIME Azcapotzalco.
118
Se obtiene la circunferencia sobre el dimetro exterior del faldn.
= ( ) = (63 ) = 197.92 = [.
]
De la ecu.1.52. Se determina la carga mxima a compresin.
=
12(211986.3)
3117.24
2
+
25067.36
197.92
= 942.70/ = [. /]
De la ecu. 1.53. Ancho aproximado del anillo de base y Fb es obtenido de la tabla No. 13 Pg. 46 del
captulo de generalidades y tomado del manual de recipientes a presin de MEGYESY y es de 500
Lb/plg
2
.
=
942.70
500
= 1.88 = [. ]
Al haber determinado el DR de 1/2 la longitud que se haba manejado para l
2
se corrige y se
disminuye por lo tanto l
1
se maneja de 1.5.
De la ecu.1.54. Espesor aproximado del anillo de base L
1
=L
2
+L
3
es de 1.5.
= 0.32(
1
) = 0.32(1.5) = 0.48 = [. ]
Calculamos el rea del anillo de base.
= 63 = [. ]
= +2
7
8
+
5
8
= 60 +2
7
8
+
5
8
= 63 = [. ]
= 2 = 57.75 2 = 55.75 = [. ]
= 0.7854(
0
2
2
) = 0.7854(63
2
) (55.75
2
) = 676.18
2
= [.
]
Instituto Politcnico Nacional ESIME Azcapotzalco.
119
De la ecu. 1.55. Calculamos el esfuerzo en los apoyos.
1
=
=
942.70. (197.92)
676.18
2
= 275.931.
2
= [. /
]
De la ecu. 1.56. Calculamos el esfuerzo Flexionante.
2
=
3(
1
)(
1
)
2
2
=
3(275.
2
)(1.5)
2
0.48
2
= 8083.886.
2
= [. /
]
4.11. CLCULO DE PLACA DE CHOQUE.
Para el clculo de la placa de choque para la boquilla de entrada la cual es de 6 CED 40 (D
ext
=
6.025, D
int
=6.065, t =0.280), y considerando que la mezcla ser en dos fases, se toma el
siguiente criterio:
2
> 500 /
2
Donde para llevar al caso ms crtico consideraremos la densidad menor de los fluidos de la mezcla,
as como la velocidad mnima del fluido para estar dentro del rango del criterio antes mencionado.
Para el petrleo crudo, se considera densidad relativa de 0.82 (Manual de recipientes a presin,
Megyesy, p. 401, Densidades Relativas), por lo que considerando la densidad del agua de 1000
kg/m
3
, se va a tener un valor de densidad del crudo de:
= (0.82)1000 = 820
2.205
1
1
3
35.31
3
= 51.20
3
Por lo tanto la velocidad de entrada del fluido que manejaremos para estar dentro del criterio ser de
3.125 pies/s.
Aplicando estos valores a la relacin:
(51.20)(3.2)
2
= 524.28 > 500 /
2
Calculando las dimensiones de la placa mediante las ecu. 3.1, 3.2 y 3.3, se tiene que:
= 1.25 (6.065) = 7.58 7
3
4
= [. ]
=
6.065
4
= 1"
Instituto Politcnico Nacional ESIME Azcapotzalco.
120
Por lo tanto el ancho de la placa se puede considerar de un valor igual a L.
Calculando el rea de la placa se tiene que:
=
2
= (7.750)
2
= 60.06
2
= [.
]
Calculando la fuerza ejercida sobre la placa, considerando que la presin del fluido como la presin
de diseo, se tiene que:
= = 715(60.06) = 42942.90 = [. ]
Utilizando un material SA-516-70, S=20000 PSI (-20F @ 500F), para la placa de choque, se
Obtiene el espesor requerido por la placa, para soportar la fuerza del fluido mediante la ecu. 1.3:
=
42942.90
(6.065)(20000)
= 0.110 1/8 = [. ]
Aprovechando el material utilizado para la elaboracin de este recipiente hemos decidido utilizar un
espesor para la placa de choque de 3/4".
4.11.1. Clculo de los largueros de sujecin.
Calculando la fuerza por larguero mediante la ecu. 3.4.
/
=
42942.90
3
= 14314.30 = [. ]
Para los largueros, podemos utilizar un material SA-36 con un
= 18000 . Determinado el
dimetro del larguero mediante la ecuacin 3.5 se tiene que:
=
4(14314.30)
(18000)
= 1" 1in=[. ]
Para llevar los largueros a una medida ms comercial, decidimos utilizar varilla de 1, puede
utilizarse una soldadura de 1/4, sin embargo, como la boquilla de entrada tiene un espesor
aproximado de 1/4, se debe reducir el espesor de soldadura en esta parte 3/16.
Instituto Politcnico Nacional ESIME Azcapotzalco.
121
4.12. SELECCIN DE SOPORTE PARA RECIPIENTES VERICALES.
Se ha decidido utilizar soportes tipo angular de cuatro patas, para reducir costos y utilizar material
sobrante en la sujecin de elementos internos.
De la tabla que a continuacin se presenta, del manual Diseo y Calculo de Recipientes sujetos a
presin, del Ing. J uan Manuel Len Estrada, para dimetros de recipientes de 2- 6, con una
longitud de cuerpo de 10, se recomienda utilizar un ngulo para la elaboracin de este soporte de 2
1/2 x 2 1/2 x 3/8, teniendo las patas una altura hasta de 4-10, necesitando nosotros solamente
cerca de 3.5. A continuacin se muestra la tabla para seleccin de patas dependiendo la longitud
del cuerpo del recipiente:
Tabla No. 24. Dimensiones de Angulo para soporte de recipientes verticales, Figura No 82, Diseo y Calculo de
Recipientes sujetos a presin, Ing. J uan Manuel Len Estrada.
DIAMETRO DEL RECIPIENTE 2- 6
LONGITUD DEL
CUERPO EL
RECIPIENTE L
DIMENSIONES DEL ANGULO
3 X 3 X 3/8 3 X 3 X 3/8 2 X 2 X 3/8
H H H
PIES PULG. PIES PULG PIES PULG PIES PULG
21 6 2 6 ------------------ ------------------
21 0 2 7 ------------------ ------------------
20 0 2 9- 1/2 ------------------ ------------------
19 0 3 0 ------------------ ------------------
18 0 3 2- 3/4 ------------------ ------------------
17 3 ------------------ 2 6 ------------------
17 0 3 5- 3/4 2 6- 3/4 ------------------
16 0 3 8- 3/4 2 9 ------------------
15 0 4 0 3 3/4 ------------------
14 0 4 3-1/2 3 4 ------------------
13 0 4 7 3 7- 1/2 2 6
12 6 ------------------ ------------------ ------------------
12 0 4 11 4 0 2 9-
11 8 5 0 4 5 3 2
11 0 ------------------ 4 10 3 6-
10 0 ------------------ 4 4-1/4 3 1
9 0 ------------------ ------------------ 4 0
5 0 ------------------ ------------------ 4 6
4 3 ------------------ ------------------ 5 0
Para el anillo de base, puede ser fabricado segn las especificaciones ya establecidas, llevando el
espesor de este a 3/4, o 1/2 segn lo ms conveniente para la fabricacin, debindose seguir las
especificaciones establecidas para el diseo del soporte tipo tubular en la Figura No. 35. Soporte
para recipientes verticales tipo tubular, ubicada en la pagina 69 del capitulo de normatividad.
Instituto Politcnico Nacional ESIME Azcapotzalco.
122
4.13. SELECCIN DE ROMPEVORTEX.
Las bridas que llevarn Rompevortex sern:
Salida de condensados de amargos, 2 (N-3)
Salida de agua, 1 (N-7)
Se utilizaran Rompevortex de placa plana como los especificados en la Figura No. 46. Tipos de
Rompe Vortex, ya que no son bridas demasiado grandes, y por la simplicidad de este tipo de
Rompevortex. Siguiendo lo especificado para este tipo de rompevortex en la Fig. No. 46, se tiene
que:
SALIDA DE CONDENSADOS DE AMARGOS (2)
LARGO =2D =4
ALTO=D =2
PROFUNIDAD DENTRO DE LA BOQUILLA =D/2=1
SALIDA DE AGUA (1)
LARGO =2D =2
ALTO=D =1
PROFUNIDAD DENTRO DE LA BOQUILLA =D/2=1/2
Dichos rompevortex, sern fabricados de lmina de acero al carbono de 1/4 de espesor como se
recomienda en la figura 46.
4.14. SELECCIN DEL EXTRACTOR DE NEBLINA.
El extractor de neblina, cubrir todo el dimetro interno del recipiente, (57.76) Como se muestra en
la figura No. 47.
Las Especificaciones del extractor de neblina seleccionadas para este caso, segn la Tabla 18
Especificaciones para extractor de neblina sern:
MALLA:
Espesor de parche: 6
Espesor de alambre: 0.011
Material del alambre: Acero inoxidable Tipo 304
Densidad: 5.0 lb/plg
2
Para el soporte del extractor de niebla se utilizar un arreglo como el mostrado en la Figura No. 48
Soporte de los extractores de neblina, en el Detalle C, donde el ngulo de 1 x 1 x 1/8, ser
sustituido por un ngulo de 2-1/2 x 2-1/2 x 3/8, para aprovechar el material sobrante de los
soportes angulares del recipiente.
Instituto Politcnico Nacional ESIME Azcapotzalco.
123
4.15. SELECCIN DE LA MAMPARA DE CHOQUE.
Este elemento de separacin del aceite y agua, ubicado en la parte interna del recipiente, por lo
general siempre es elaborado del mismo material que la placa de choque, sin embargo, al ser de un
tamao considerable, y la placa de choque seleccionada de 3/4", este incrementara el peso del
recipiente significativamente, as como se dificultara la elaboracin de esta, por lo que se ha
decidido utilizar placa de 1/4" para la elaboracin de la mampara de choque, siendo este material
tambin utilizado para la elaboracin de los rompedores. Para la soldadura utilizada para unir la
mampara a la pared del recipiente se utiliz la siguiente consideracin establecida en la ecuacin
1.45:
=
1
4
1
16
= 3/16 = [. ]
4.16. SELECCIN DE PINTURA.
Para la seleccin de la pintura para el recipiente nos basamos en las tablas proporcionadas por el
Manual de recipientes a presin (Megyesy), en sus pginas 219 en adelante. Ver anexo 3. Se han
considerado las siguientes caractersticas:
TABLA I.
Numero de sistema: SSPC-PS-4.01.
Condicin: Inmersin en agua salada o varias soluciones qumicas, condensacin o exposicin muy
severa a la intemperie o a atmsferas qumicas.
TABLA II.
Precipitacin de la superficie: 10.
TABLA III.
Pretratamiento: 3**, SSPC-SP-3-63, Lavado con Cromato de Zinc. Pretratamiento que reacciona con
el metal y, al mismo tiempo, forma una pelcula protectora de vinilo que contiene un pigmento
inhibidor para ayudar a evitar la oxidacin.
ESPESOR DE LA PINTURA.
2 manos de Primer (G 1.5).
2 manos de pintura de acabado.
Espesor total=1.5 micras.
Instituto Politcnico Nacional ESIME Azcapotzalco.
124
4.17. SELECCIN DE INSTRUMENTOS.
MANMETROS.
Se seleccionaron manmetros Econmicos pero de alta resistencia de la marca WINTERS, Los
cuales cuentan con las siguientes especificaciones:
MARCA: WINTERS.
MODELO: PEU Series.
Presin Mxima de operacin: 75% Presin Mxima indicada (1050 PSI).
TEMPERATURA DE OPERACIN: -40 A 65 C (150 F).
CONEXIN: 1/4" MACHO (Para el ensamble se utilizarn un Niple reductor a de 1 a 1/4", as como
el cople necesario.).
Pgina de especificacin:
http://www.winters.com/index.php?option=com_content&task=view&id=222&Itemid=233.
MEDIDORES DE NIVEL.
Se seleccionaron los indicadores de nivel de la marca KOBOLD, Los cuales cuentan con las
siguientes especificaciones:
MARCA: KOBOLD.
MODELO: Indicador de Nivel tipo Bypass MBSK.
Longitud Mxima: hasta 6 metros (en 2 tramos).
Conexin: desde 1/2" hasta 1-1/4.
Presin Mxima: 100 bar (1450 PSI).
Temperatura Mxima: 400 C.
Pgina de especificacin:
http://www.kobold.com/index2.php?i=pt#
Instituto Politcnico Nacional ESIME Azcapotzalco.
125
4.18. LISTA DE PARTES.
A continuacin se muestra la lista de partes que se utilizaran en el diseo del separador.
Cantidad. Descripcin. Parte. Material.
1 1 Tubo 1
1
/
8
esp. 60 x 10 longitud. Cuerpo. SA-516-70.
2 1 Tapa Semieliptica 1
1
/
8
esp.60 ext. Tapa inferior. SA-516-70.
3 2 Brida 6 NOM CED 40. N-1, N-2. SA-53-B.
4 4 Brida 2 NOM CED 40. N-3, 4, 6, 7, 10. SA-53-B.
5 5 Cople Roscado NOM CED 40. N-5, 8, 9, 11. SA-53-B.
6 1 Registro de hombre 20 NOM CED 40. N-12. SA-53-B.
7 1 Brida Ciega 60 NOM. Tapa superior. SA-53-B
8 1 Brida deslizable 60 NOM. Tapa superior. SA-53-B
9 1 Empaque 3/8" esp. 31.5". Empaque. Garlock-70-21
10 20 Esparrago 1 1/8" x 6 largo cuerda std. Brida Ciega. SA-193-B7
11 40 Tuerca hexagonal 1 1/8" cuerda std. Tuercas R.H. SA-194-2H
12 1 Placa 1/4 esp. x 36" ancho x 48" largo. Caja separadora. SA-516-70
13 2 Tramo ngulo 2.5x2.5x3/8. Patas, soportes. A-36
14 1 Alambre 1/8". 6"x30". Malla demister. AI-316
15 2 Tornillo 1/4". Tornillo. SAE-1018
16 2 Vortex de brida 2"NOM. Rompevortex. AC
Instituto Politcnico Nacional ESIME Azcapotzalco.
126
ANEXOS.
Anexo No. 1. Pesos de cascos y cabezas (p.368, Manual de recipientes a presin, MEGYESY).
Instituto Politcnico Nacional ESIME Azcapotzalco.
127
Anexo No. 2. Volumen de cascos y cabezas (p. 402. Manual de recipientes a presin MEGYESY).
Instituto Politcnico Nacional ESIME Azcapotzalco.
128
Anexo No. 3. Tabla I Sistema de pintura del Manual de recipientes a presin (Megyesy).
Instituto Politcnico Nacional ESIME Azcapotzalco.
129
Anexo No. 4. Seleccin de Bisagra, p.306, Manual de recipientes a presin (Megyesy).
Instituto Politcnico Nacional ESIME Azcapotzalco.
130
PLANOS.
Instituto Politcnico Nacional ESIME Azcapotzalco.
131
Instituto Politcnico Nacional ESIME Azcapotzalco.
132
Instituto Politcnico Nacional ESIME Azcapotzalco.
133
Instituto Politcnico Nacional ESIME Azcapotzalco.
134
CONCLUSIONES.
Estrada Vargas Baruc.
Al trmino de este proyecto y de acuerdo a los resultados obtenidos podemos asegurar que el
objetivo se cumpli satisfactoriamente ya que logramos el eficiente diseo de nuestro dispositivo
mecnico habiendo tenido como consideracin la normatividad correspondiente que rigen a este tipo
de recipientes a presin asegurando de esta manera la confiabilidad de nuestro sistema y del
proceso de extraccin del crudo.
Adems de la adecuada seleccin de los diferentes dispositivos que integran nuestro separador,
cabe tambin mencionar que durante el clculo para seleccionar el espesor del recipiente, se
tuvieron que tomar en cuenta todos los parmetros correspondientes reiterando as la confiabilidad
de nuestro proyecto.
Rocha Castro Mario Enrique Vicente.
En el presente proyecto se definen los diversos conceptos, formulas y secuencias de clculos que no
solo son especficos del proyecto, sino que son base de clculo y principios que pueden utilizarse
como herramientas en el diseo de equipos de caractersticas similares al citado.
Asimismo, la exposicin de planos, esquemas y consideraciones de fabricacin en el terreno de la
ingeniera de diseo, permiten tener una idea ms concreta de los elementos principales que
conforman un separador vertical de tres fases, sujeto a presin interna.
Por nuestra parte este proyecto pudiera servir como gua cuando se dese incursionar en el diseo
mecnico y de proceso, as como la fabricacin e inspeccin y prueba del equipo.
Finalmente este proyecto fue de gran enseanza para nosotros, porque nos permiti reforzar el
conocimiento en el rea del diseo, y as nos permiti conocer bajo qu condiciones y estndares se
disea un separador de 3 fases.
Salgado Pineda Juan Jos.
Con este proyecto logramos el diseo de un separador vertical de tres fases, tomando en cuenta
todos los cdigos y normas internacionales de seguridad; nuestro diseo se enfoca en un sistema
que va planeado y ubicado en una media tanto en lo econmico, comercial, beneficio y
aprovechamiento.
Nuestro dispositivo mecnico aprovecha con mayor eficiencia las fases de separacin en extraccin
de grandes cantidades de fluido dentro de los pozos petroleros, los instrumentos son diseados y
seleccionados buscando que en conjunto sean 100% efectivos y confiables en su desempeo.
Es por eso que podemos concluir que el trabajo fue satisfactorio ya que se garantiza su
funcionabilidad en el mbito laboral.
Instituto Politcnico Nacional ESIME Azcapotzalco.
135
BIBLIOGRAFA.
MEGYESY, Eugene F. Manual de Recipientes a Presin: Diseo y Calculo. Limusa. 1999.
Len Estrada, J uan Manuel, Diseo y Calculo de Recipientes sujetos a presin,
en http://www.inglesa.com.mx/html/publi.htm.
Cdigo ASME, Seccin VII, Divisin 1: Recipientes a Presin, Divisin 2: Reglas para diferentes
alternativas para recipientes a presin.
Instituto Politcnico Nacional ESIME Azcapotzalco.
También podría gustarte
- Simbologia ProcesoDocumento34 páginasSimbologia ProcesoJAAPEREZ100% (14)
- MDP 02 K 02Documento59 páginasMDP 02 K 02Jose PucheAún no hay calificaciones
- Calculo para Chimeneas IndustrialesDocumento9 páginasCalculo para Chimeneas IndustrialesReivaj Javier0% (1)
- Calculo para Chimeneas IndustrialesDocumento9 páginasCalculo para Chimeneas IndustrialesReivaj Javier0% (1)
- p.1.0000.06 Estructuracion de Planos y Documentos Tecnicos de Ingenieria Segunda-EdicionDocumento37 páginasp.1.0000.06 Estructuracion de Planos y Documentos Tecnicos de Ingenieria Segunda-EdicionÁngel Dguez83% (6)
- p.1.0000.06 Estructuracion de Planos y Documentos Tecnicos de Ingenieria Segunda-EdicionDocumento37 páginasp.1.0000.06 Estructuracion de Planos y Documentos Tecnicos de Ingenieria Segunda-EdicionÁngel Dguez83% (6)
- Determinar k mediante métodos de cabeza constante y variableDocumento7 páginasDeterminar k mediante métodos de cabeza constante y variableClaudia FuentesAún no hay calificaciones
- Elementos Que Constituyen Um DTI (REV 01 Dic-09)Documento11 páginasElementos Que Constituyen Um DTI (REV 01 Dic-09)gil_7223967Aún no hay calificaciones
- Tuberias Formulas PDFDocumento121 páginasTuberias Formulas PDFGary PlacenciaAún no hay calificaciones
- Fundamentos de Ingenieria de Yacimientos-Fredy EscobarDocumento331 páginasFundamentos de Ingenieria de Yacimientos-Fredy Escobarwilsonandreszabala100% (14)
- Selección compresorDocumento33 páginasSelección compresorCarlos Alberto Rodriguez Montenegro100% (4)
- Guia Calculo Dimensionado Cañeria Gas 2021Documento8 páginasGuia Calculo Dimensionado Cañeria Gas 2021javier lokatiAún no hay calificaciones
- Esquemas InvertebradosDocumento14 páginasEsquemas Invertebradosgil_7223967Aún no hay calificaciones
- Propiedades de Tubos 2Documento6 páginasPropiedades de Tubos 2gil_7223967Aún no hay calificaciones
- Propiedades de Tubos 2Documento6 páginasPropiedades de Tubos 2gil_7223967Aún no hay calificaciones
- Calculos de compresoresDocumento50 páginasCalculos de compresoresgil_7223967Aún no hay calificaciones
- MDP 02 K 01 PDFDocumento3 páginasMDP 02 K 01 PDFgil_7223967Aún no hay calificaciones
- Compresores VentiladoresDocumento20 páginasCompresores VentiladoresMaria Alexandra Lange LenzAún no hay calificaciones
- PRO-II Basico Ejercicio 1 V2Documento20 páginasPRO-II Basico Ejercicio 1 V2gil_7223967Aún no hay calificaciones
- Lodos de Perforación Base AguaDocumento18 páginasLodos de Perforación Base AguaLaurys JimenezAún no hay calificaciones
- Detectores de FuegoDocumento23 páginasDetectores de Fuegogil_7223967Aún no hay calificaciones
- Guia Rapida de Citas ApaDocumento5 páginasGuia Rapida de Citas ApaAgustina MaAún no hay calificaciones
- Tecnología de La InformaciónDocumento8 páginasTecnología de La Informacióngil_7223967Aún no hay calificaciones
- Diccionario Tecnico Industrial. Ing-EspDocumento43 páginasDiccionario Tecnico Industrial. Ing-EspDiego Martinez TrivesAún no hay calificaciones
- Medidores de NivelDocumento10 páginasMedidores de Nivelgil_7223967Aún no hay calificaciones
- Diccionario Esp Ing IndustrialDocumento49 páginasDiccionario Esp Ing Industrialgil_7223967100% (1)
- Presentación TOM 2Documento31 páginasPresentación TOM 2liliana martinezAún no hay calificaciones
- Flujo Compresible-Villegas Olano PDFDocumento30 páginasFlujo Compresible-Villegas Olano PDFKevin VillegasAún no hay calificaciones
- Aminoacidos y ProteinasDocumento8 páginasAminoacidos y ProteinasamandaAún no hay calificaciones
- Quimica Aplicada L1Documento6 páginasQuimica Aplicada L1Angel AristeoAún no hay calificaciones
- Syllabus-Abet-Daig - Mecanica de Suelos IiDocumento2 páginasSyllabus-Abet-Daig - Mecanica de Suelos IiJean Pierre Guanilo RiveraAún no hay calificaciones
- Mcu IiDocumento8 páginasMcu Iilucas bae100% (1)
- Mel Condensacion Por Agua y Caldera PDFDocumento1 páginaMel Condensacion Por Agua y Caldera PDFcigar100% (1)
- Bomba de ArieteDocumento5 páginasBomba de ArieteAshley CriolloAún no hay calificaciones
- Cuestionario Quimica IIDocumento4 páginasCuestionario Quimica IIVladi Quispe CardenasAún no hay calificaciones
- Practica Flujo InternoDocumento8 páginasPractica Flujo Internojussie 11Aún no hay calificaciones
- Momento RotacionalDocumento5 páginasMomento RotacionalOscar Adrian Astorga AguilarAún no hay calificaciones
- Actividad Entregable TR2Documento10 páginasActividad Entregable TR2Jesus Ivan Quispe PaucarAún no hay calificaciones
- Calentadores de Agua de AlimentaciónDocumento2 páginasCalentadores de Agua de AlimentaciónJoséAún no hay calificaciones
- Mezcla en la industria alimentariaDocumento10 páginasMezcla en la industria alimentariaalexa pereaAún no hay calificaciones
- Soluciones SobresaturadasDocumento8 páginasSoluciones SobresaturadasJuan Diego TorresAún no hay calificaciones
- La Viga de Galileo GalileiDocumento10 páginasLa Viga de Galileo GalileiManuel Mosqueda100% (1)
- Abaroa Tapia Yesenia Mapa ConceptualDocumento1 páginaAbaroa Tapia Yesenia Mapa ConceptualYese AbaAún no hay calificaciones
- Libro PlasticidadDocumento76 páginasLibro PlasticidadcquintanillaAún no hay calificaciones
- Diseño Plastico o de Resistencia UltimaDocumento3 páginasDiseño Plastico o de Resistencia Ultimajosnoel gomezAún no hay calificaciones
- Trampa termodinámica de vapor FMTD25Documento2 páginasTrampa termodinámica de vapor FMTD25Ramu NaikAún no hay calificaciones
- Química Analítica IIIDocumento7 páginasQuímica Analítica IIIFanny Venado HernandezAún no hay calificaciones
- Memoria de Calculo EstructuralDocumento31 páginasMemoria de Calculo EstructuralHugo Gonzales PilcoAún no hay calificaciones
- Lab-05-06 Los KinesDocumento47 páginasLab-05-06 Los KinesRodrigo Fernando Chavez ChavezAún no hay calificaciones
- 2 Resalto Hidraulico Tirantes ConjugadosDocumento5 páginas2 Resalto Hidraulico Tirantes ConjugadosLuis AlbertoAún no hay calificaciones
- PDF Cedula Cultivo Granadilla - CompressDocumento32 páginasPDF Cedula Cultivo Granadilla - CompressDiomedes SalvatierraAún no hay calificaciones
- Informe de Analisis MetalograficoDocumento6 páginasInforme de Analisis MetalograficoLuis DiazAún no hay calificaciones
- Actividad en Clase BIOFISICADocumento5 páginasActividad en Clase BIOFISICAdianaAún no hay calificaciones