Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Mantenimiento Preventivo Proaces
Cargado por
'Orlando RiveraTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Mantenimiento Preventivo Proaces
Cargado por
'Orlando RiveraCopyright:
Formatos disponibles
UNIVERSIDAD CENTROAMERICANA
J OS SIMEN CAAS
PLAN DE MANTENIMIENTO PREVENTIVO PARA
PROACES
TRABAJ O DE GRADUACIN PREPARADO PARA LA
FACULTAD DE INGENIERA Y ARQUITECTURA
PARA OPTAR POR EL GRADO DE
INGENIERO MECNICO
POR
J UAN J OS GARCA MNDEZ
J OS MARA VELSQUEZ
OCTUBRE 2007
SAN SALVADOR, EL SALVADOR, C.A
RECTOR
J OS MARA TOJ EIRA, S.J
SECRETARIO GENERAL
REN ALBERTO ZELAYA
DECANO DE LA FACULTAD DE INGENIERA Y ARQUITECTURA
EMILIO J AVIER MORALES QUINTANILLA
COORDINADOR DE LA CARRERA DE INGENIERA MECNICA
MARIO WILFREDO CHVEZ
DIRECTOR DEL TRABAJ O
CARLOS QUIJ ADA
LECTOR
MARIO WILFREDO CHVEZ
AGRADECIMIENTOS
Queremos agradecer en primer lugar a Dios, por brindarnos la fortaleza y la perseverancia para
alcanzar la culminacin de nuestros estudios universitarios. Adems queremos agradecer a
nuestras familias, por el apoyo que nos dieron a lo largo de estos cinco aos de estudios. A
nuestros Catedrticos y Maestros, que nos han enseado una nueva forma de ver las cosas a
travs de la exigencia diaria y continua pero sobre todo a no decir No se puede. A nuestros
compaeros y amigos, sin los cuales no hubiramos logrado alcanzar esta meta. A nuestro asesor
de tesis, Carlos Quijada, quien nos gui de la mejor manera para lograr formar el presente
documento de la mejor manera posible. Por ltimo a la empresa la cual nos abri las puertas para
que llevramos acabo nuestro trabajo de graduacin: PROACES, en especial al Ing. Vitelio
Bautista, quien nos brind todo el apoyo que necesitamos.
J uan J os Garca
J os Mara Velsquez
DEDICATORIA
A mis padres, por haberme permitido salir de un buen colegio, el cual me dio los cimientos
necesarios para terminar esta etapa de mi vida.
Al Programa de Becas FANTEL, el cual me permiti realizar mis estudios de grado en la
universidad a la cual yo deseaba asistir.
A mis amigos y compaeros de carrera: J uan J os Garca (J oan), Carlos Sol (el Negro), Carlos
Barrientos (el Alemn), Fernando Flamenco (el Panza) y Christian Medrano (el Gordo); los cuales
no slo fueron compaeros y cheros de la Universidad, sino que llegaron a convertirse en mis
amigos y en personas sin las cuales no hubiera logrado finalizar esta meta. Les agradezco y dedico
de corazn este logro a ustedes y a sus familias, por brindarnos el apoyo incondicional en aquellas
noches de desvelo, con aquel buen cafecito y comida (ms en algunas casas que en otras), por
aguantarnos en aquellos campamentos de estudios de ms de tres das; por aquellas noches en
las que dejbamos de estudiar o de hacer lo que tenamos que hacer, para ornos el uno al otro y
darnos apoyo y consejos, o simplemente porque estbamos hartos de hacer lo que estbamos
haciendo y salamos en busca de un par de heladas
A mis amigos de la universidad que no eran compaeros de mi carrera: Edgardo Mira, Claudia
Mira, Bernardo Sequeira, Lita Santos, con los que compart los primeros aos de mi carrera y los
primeros desvelos, apuros, abatimientos, engases y todo lo dems que demanda la carrera de
Ingeniera en la UCA. Con el tiempo pasaron de ser mis compaeros a ser mis amigos.
A mis amigos los elctricos: J avier Portillo, Rodrigo Torres, Ren Gonzlez, Lus Guerra, Walter
Leiva, con los que batallamos y nos apoyamos para salir adelante en las materias talludas
(Fluidos I, ms que todo)
A mis amigos y personas importantes en mi vida: Adriana Garca, Karen Fernndez, Norma
Ramrez, Iliana Prez, Claudia Lemus, Fernando Rascn, Francisco Huezo, Alexander Rosa,
Benjamn Aldana, Diego Rodrguez, Mauricio Garca, Diego Garca, Antonio Huezo y Pedro Girn,
por haber estado ah en cada momento de mi vida en sta etapa, apoyndome en las buenas y en
las malas, ayudndome a salir adelante, aconsejndome, regandome y todo lo que necesit en
cada momento.
Al Ing. Daniel Sosa, que ms que un gran maestro, es un gran amigo, el cual me apoyo desde que
fui su alumno hasta cuando pase a ser su instructor por tres aos y medio. Me ense no slo a
derivar, integrar y toda la dems paja de 3 mates y 1 lgebra, sino que me mostr los valores de la
enseanza y como desarrollarlos al mximo.
Por ltimo, pero no menos importante, a mi compaero de tesis y amigo J uan J os Garca, sin el
cual el presente logro no hubiera sido posible. Con esas levantadas temprano y viajes tristes todos
los das a Acajutla para completar este trabajo lo ms rpido posible. A su familia, por todo el
apoyo incondicional que nos dieron y brindaron, por tratarme como a otro hijoGracias.
J os Mara Velsquez
DEDICATORIA
Quiero dedicar este trabajo de graduacin a todas aquellas personas que me han apoyado durante
estos cinco aos de estudios y durante toda mi vida. A mis amigos de desvelos y estudios.
Especialmente, deseo dedicar este esfuerzo a mi familia: mis hermanas, quienes siempre me han
apoyado durante toda mi vida y me han dado palabras de aliento cuando ms las he necesitado; a
mi mam, quien siempre me ha dado su amor, confianza, apoyo incondicional y sabios consejos.
J uan J os Garca Mndez
i
RESUMEN EJECUTIVO
En la actualidad, el sector industrial de El Salvador se enfrenta a los grandes retos que conlleva la
Globalizacin, tratados de comercio internacional, acuerdos de importaciones, etc. Dentro de este
contexto, toda empresa que se desempee dentro de cualquier rubro relacionado a la industria,
poseera la obligacin de garantizar un crecimiento operacional que satisfaga las crecientes
demandas del sector y as convertirse en una empresa altamente competitiva dentro de los
mercados internacionales.
Bajo este enfoque, el sector industrial debe garantizar una optimizacin en la calidad de
produccin. Esto se logra mediante una Gestin eficiente de los recursos humanos y fsicos
disponibles, empleando materia prima de calidad y garantizando el buen funcionamiento y
disponibilidad de la maquinaria de produccin. Es entonces que surge el Mantenimiento Industrial
como herramienta catalizadora y facilitadora del proceso de manutencin de los activos fsicos de
una empresa. El Mantenimiento Industrial es un medio que ayuda a una empresa a generar
herramientas para garantizar las buenas condiciones operacionales de los equipos de produccin
con la finalidad de obtener una calidad total en los productos finales.
A medida que una empresa crece y se desarrolla, lo hace su capacidad de produccin. Como
consecuencia de lo anterior, el equipo o maquinaria aumenta en volumen y en costo de
adquisicin; por lo tanto su adecuado mantenimiento es particularmente indispensable si se desea
alcanzar una calidad total tanto en produccin como en mantenimiento. Aparece entonces la
Gestin de Mantenimiento como mtodo administrativo para implementar metodologas nuevas y
reformas en las tareas de mantenimiento y de esta forma garantizar que la maquinaria de
produccin funcionar adecuadamente durante los procesos productivos y estar disponible para
producir durante perodos de tiempo ms prolongados.
La finalidad del presente documento es proporcionar elementos, propuestas y herramientas que
permitan implementar una adecuada Gestin del Mantenimiento en una empresa del sector
manufacturero de nuestro pas. Las propuestas planteadas estn acorde a las necesidades y
recursos disponibles con los que se cuenta en la empresa, y tienen la finalidad de incrementar la
disponibilidad de sus activos y por ende mejorar la produccin y la calidad de la misma. Dicha
empresa es Procesadora de Aceros de El Salvador (PROACES), la cual se enmarca dentro del
ramo siderrgico de productos planos de acero en Centroamrica.
ii
PROACES, cuenta con diversas lneas de produccin, las cuales son:
Decapado
Laminado
Recocido
Temperado
Servicio en Caliente
Servicio en Fro
Dichos procesos se llevan a cabo de manera secuencial, por lo que un paro no programado en una
lnea de produccin de las mismas, puede tener repercusiones severas en la planta.
El universo de estudio en el cual est enmarcado el desarrollo del presente proyecto, es la lnea de
Decapado y sus respectivas plantas auxiliares.
A fin de conocer el estado actual de la lnea de estudio, surge la necesidad de realizar un
diagnstico de mantenimiento y as obtener informacin fidedigna que induzca la identificacin de
las oportunidades de mejora, as como recomendaciones generales para lograr una mejora
continua. Para realizar dicho diagnstico, se plantea el uso de Listas de Control, las cuales
permitirn conocer con un mayor detalle los diversos aspectos que estn orientados a conocer la
realidad de la empresa.
Una vez que se cuenta con las listas de control satisfactoriamente completas, se plantea el
siguiente paso: la cuantificacin de los resultados. sta se basa en un modelo matemtico que
permite conocer de forma concisa la situacin actual de PROACES y llegar a los resultados del
diagnstico mediante una escala numrica; dicho modelo es el Proceso J errquico Analtico.
Con los resultados del diagnstico, se contina con el proceso mediante la proposicin de
Oportunidades de Mejora y su respectivo desarrollo e implementacin. A medida se avanza en el
presente documento, se presenta cada una de las oportunidades de mejora detectadas, as como
sus modelos de implementacin e integracin en la correcta Gestin del Mantenimiento.
A continuacin se expone brevemente las oportunidades de mejora detectadas en PROACES:
Diseo y Elaboracin de un Catastro del Equipo de la lnea de Decapado: En la actualidad,
la lnea de Decapado no cuenta con un Catastro del equipo. Desde sus orgenes no se
contempl la necesidad de mantener este tipo de informacin actualizada y almacenada en
una base de datos. El desarrollo de este apartado se ve con mayor detalle en el Captulo 1,
apartado 1.5.1; y Captulo 5, apartado 5.1
iii
Diseo e Implementacin de rdenes de Trabajo para actividades de mantenimiento:
Debido a que la orden de trabajo es la herramienta bsica para poder realizar una buena
gestin del mantenimiento, es de suma importancia que PROACES de El Salvador
implemente su uso y as aprovechar los beneficios que ella conlleva. Dichos beneficios se
tratan en mayor profundidad en el Captulo 5, apartado 5.2
Diseo e Implementacin de un Histrico de Fallas: No se puede mejorar en el futuro sino
se tiene memoria del pasado, motivo por el cual es relevante implementar este tipo de
registros si se desea alcanzar una optimizacin en las actividades de mantenimiento. El
diseo y la implementacin se desarrollan en el Captulo 5, apartado 5.3
Diseo e Implementacin de un Histrico de Costos: Un registro de costos de
mantenimiento permite contrastar el comportamiento de gastos realizados en ese
departamento durante determinados perodos de tiempo. Con esto es posible realizar
estimaciones de presupuestarias e identificar aspectos que permitan mejorar la
dosificacin de los recursos monetarios que se destinan para actividades de
mantenimiento. El desarrollo de sta oportunidad de mejora se desarrolla en el Captulo 5,
apartado 5.4
Uso de ndices de Desempeo: No se puede mejorar sino se puede medir. En PROACES
de El Salvador nunca se han utilizado ndices de medicin de desempeo, solo se limitan a
medir la eficiencia en base a la produccin realizada a tiempo, por lo que no se puede
cuantificar si se hace un mantenimiento y gestin eficiente. En el Captulo 5, apartado 5.5,
se tocan a fondo los ndices planteados como propuesta de mejora.
Seguridad Industrial. Los elementos de seguridad industrial necesitan un especial cuidado;
es decir, es necesario darles mantenimiento cada cierto tiempo y garantizar una proteccin
adecuada. Los retos de seguridad en el trabajo toman como eje central la globalizacin
econmica que obliga a las empresas a utilizar tecnologa de punta para lograr alta
competitividad y calidad. En el Captulo 5, apartado 5.8 se desarrolla de manera amplia el
aspecto de Seguridad Industrial.
Elaboracin de una herramienta informtica para administrar el mantenimiento: La gestin
del mantenimiento es ms eficiente si se cuenta con la ayuda de un programa de
computadora. Esta herramienta integrar todos los aspectos relacionados al control del
mantenimiento. El Captulo 6 aborda de manera amplia el desarrollo de sta oportunidad
de mejora.
iv
NDICE
RESUMEN EJ ECUTIVO. i
NDICE GENERAL... v
NDICE DE FIGURAS.. ix
NDICE DE TABLAS xiii
SIGLAS.. xv
PROLOGO xvii
CAPITULO 1: INTRODUCCIN.... 1
1.1 PLANTEAMIENTO DEL PROBLEMA 2
1.2 OBJ ETIVOS DE INVESTIGACIN. 4
1.2.1 OBJ ETIVOS GENERALES.. 4
1.2.2 OBJ ETIVOS ESPECFICOS 4
1.3 GENERALIDADES DE MANTENIMIENTO... 5
1.3.1 DEFINICIN DE MANTENIMIENTO.. 5
1.3.2 EVOLUCIN HISTRICA DEL MANTENIMIENTO. 6
1.3.3 TIPOS DE MANTENIMIENTO. 8
1.4 GESTIN DEL MANTENIMIENTO. 10
1.5 CONTROL DEL MANTENIMIENTO 11
1.5.1 INVENTARIO Y CATASTRO 11
1.5.2 LISTAS DE INSTRUCCIONES 13
1.5.3 ORDEN DE TRABAJ O.. 14
1.5.4 HISTORIAL DE EQUIPO... 15
1.6 NDICES DE DESEMPEO.. 15
1.6.1 NDICES DE CLASE MUNDIAL 16
CAPITULO 2: PROACES DE EL SALVADOR
2.1 HISTORIA 19
2.2 ESTRUCTURA ORGANIZATIVA. 20
2.3 PROCESOS DE PRODUCCIN.. 21
2.3.1 LNEA DE ESTUDIO: DECAPADO.. 21
2.3.2 ETAPAS DEL PROCESO.. 21
2.3.3 BAO DE CIDO. 21
2.3.4 ENJ UAGUE.. 22
2.3.5 SECADO... 23
2.3.6 REFILADO. 23
2.3.7 ACEITADO. 24
vi
2.3.8 REBOBINADO.. 24
2.3.9 REGENERACIN DE CIDO 25
2.4 OTROS PROCESOS DE LA EMPRESA. 25
2.4.1 PROCESO DE LAMINADO 25
2.4.2 PROCESO DE RECOCIDO 26
2.4.3 PROCESO DE TEMPERADO 27
2.4.4 CENTRO DE SERVICIO EN CALIENTE.. 27
2.4.5 CENTRO DE SERVICIO EN FRO. 27
2.5 ANTECEDENTES DE MANTENIMIENTO.... 28
CAPITULO 3: AUDITORIA DE MANTENIMIENTO
3. AUDITORA DE MANTENIMIENTO.. 31
3.1 METODOLOGA 31
3.2 EJ ECUCIN DE METODOLOGA..... 32
3.2.1 DEFINICIN DE ASPECTOS EVALUADOS 32
3.2.2 LISTA DE CONTROL (CHECKLIST)..... 40
3.2.3 RESULTADOS DE LA LISTA DE CONTROL... 48
3.2.4 CUANTIFICACIN Y ANLISIS DE RESULTADOS. PROCESO DE ANLISIS
J ERRQUICO.... 56
3.2.5 DEFINICIN DE PARTICIPANTES 57
3.2.6 APLICACIN DEL PROCESO DE ANLISIS J ERRQUICO... 58
3.3 RESULTADOS DEL DIAGNSTICO 71
CAPITULO 4: OPORTUNIDADES DE MEJ ORA.... 77
CAPITULO 5: DESARROLLO DE OPORTUNIDADES DE MEJ ORA. 83
5.1 CATASTRO DE EQUIPO. 83
5.2 RDENES DE TRABAJ O.... 87
5.3 HISTRICO DE FALLAS. 91
5.4 HISTRICO DE COSTOS.. 92
5.5 NDICES DE DESEMPEO.... 95
5.6 HERRAMIENTA INFORMTICA 99
5.7 ESTRUCTURA PROPUESTA PARA GESTIN DE MANTENIMIENTO. 99
5.7.1 DESCRIPCIN DEL PROCESO PROPUESTO.. 99
5.8 SEGURIDAD INDUSTRIAL 104
5.8.1 ESCENARIOS Y AGENTES DE LOS RIESGOS Y LA SEGURIDAD. 105
5.8.2 APLICACIN EN PROACES.. 106
5.8.3 IMPLEMENTACIN DE SEGURIDAD INDUSTRIAL EN PROACES. 122
vii
CAPITULO 6: HERRAMIENTA INFORMTICA
6.1 GENERALIDADES............ 127
6.2 DESCRIPCIN DE LA HERRAMIENTA INFORMTICA 128
6.3 BASES DE DATOS 130
6.3.1 BASE DE DATOS DE INVENTARIO.. 130
6.3.2 BASE DE DATOS DE CATASTRO DE EQUIPO.. 133
6.3.3 BASE DE DATOS DE HISTRICO DE FALLAS.. 134
6.3.4 BASE DE DATOS DE HISTRICO DE COSTOS. 137
6.3.5 BASE DE DATOS DE PLANIFICACIN ANUAL DE MANTENIMIENTO. 143
6.3.6 BASE DE DATOS DE LISTAS DE INSTRUCCIONES. 152
6.3.7 BASE DE DATOS DE NDICES DE DESEMPEO.. 153
6.4 INVENTARIO 156
6.5 CATASTRO... 158
6.5.1 BSQUEDA DE EQUIPOS POR ZONA.. 158
6.5.2 BSQUEDA GENERAL DE EQUIPO... 160
6.5.3 AGREGAR NUEVO EQUIPO. 163
6.5.4 ELIMINACIN DE EQUIPO 165
6.6 RDENES DE TRABAJ O... 166
6.6.1 ORDEN DE TRABAJ O CORRECTIVO. 166
6.6.2 ORDEN DE TRABAJ O PREVENTIVO.. 167
6.6.3 BUSCAR ORDEN DE TRABAJ O... 167
6.7 CALENDARIO 168
6.8 PLANEACIN 169
6.9 HISTORIAL DE FALLAS. 169
6.10 HISTORIAL DE COSTOS. 169
6.11 NDICES DE DESEMPEO. 169
CAPITULO 7: CONCLUSIONES171
CAPITULO 8: RECOMENDACIONES 173
GLOSARIO 170
BIBLIOGRAFA. 176
viii
ANEXO A. BASE MATEMTICA DEL A.H.P.. A-1
ANEXO B. DESARROLLO DE PROCESO J ERRQUICO ANALTICO B-1
ANEXO C. MANUAL DE USUARIO PARA HERRAMIENTA INFORMTICA.. C-1
ANEXO D. LISTADO DE CODIFICACIN DE EQUIPO DE CATASTRO. D-1
ix
NDICE DE FIGURAS
CAPTULO 1
Figura 1.1 Evolucin histrica del mantenimiento............. 7
Figura 1.2 Funcionamiento bsico del catastro de equipo 12
Figura 1.3 Ejemplo de ficha de catastro.. 13
Figura 1.4 Rol de las listas de instrucciones dentro de las reas de
Mantenimiento.. 14
Figura 1.5 Propsito de una orden de trabajo 15
CAPTULO 2
Figura 2.1 Organigrama PROACES 20
Figura 2.2 Bao de cido.. 21
Figura 2.3 Enjuague... 22
Figura 2.4 Secado.. 23
Figura 2.5 Refilado. 23
Figura 2.6 Aceitado 24
Figura 2.7a Rebobinado. 24
Figura 2.7b Rebobinado.. 24
Figura 2.8 Planta Regeneradora de cido. 25
Figura 2.9 Esquema actual del proceso de mantenimiento en la Lnea
De Decapado 29
CAPTULO 3
Figura 3.1 Grfico de resultados del A.H.P de las 12 zonas evaluadas. 67
CAPTULO 4
Figura 4.1 Sinergia de las oportunidades de mejora.. 82
CAPTULO 5
Figura 5.1 Esquema del Cdigo de Catastro 83
Figura 5.2 Distribucin Geogrfica de las Zonas de la Lnea de Decapado
y su Planta Regeneradora 84
Figura 5.3 Catastro Equipo: Motores.. 86
Figura 5.4 Catastro Equipo: Caldera.. 86
Figura 5.5 Diseo de Orden de Trabajo Listado de Materiales. 90
Figura 5.6 Diseo de Orden de Trabajo Listado de Materiales.. 90
Figura 5.7 Modelo de Flujo de las rdenes de Trabajo 91
Figura 5.8 Esquema General de Diagrama de Ishikawa.. 92
Figura 5.9 Esquema de Aplicacin del Diagrama de Ishikawa 92
Figura 5.10 Comparacin Mensual Grfica de los gastos realizados en
Repuestos para mantenimiento correctivo y preventivo. 94
x
Figura 5.11 Comparacin Mensual Grfica de los gastos realizados
En Insumos para mantenimiento correctivo y preventivo.. 94
Figura 5.12 Modelo de tabla de disponibilidad de equipos. 97
Figura 5.13 Tendencia mensual para el ndice Disponibilidad de
Equipo en Motores elctricos. 98
Figura 5.14 Tendencia mensual para el ndice Disponibilidad de
Equipo en Bombas.. 98
Figura 5.15 Estructura mnima propuesta para la administracin
del mantenimiento.. 99
Figura 5.16 Diagrama de Gantt implementacin de estructura
de mantenimiento. 103
Figura 5.17 Diversos guantes de proteccin 107
Figura 5.18 Riesgos que deben minimizar el uso adecuado de
guantes de proteccin. 108
Figura 5.19 Gafas de Proteccin y Pantallas de Proteccin. 108
Figura 5.20a Tipos de Gafas Protectoras... 110
Figura 5.20b Tipos de Pantallas de Proteccin. 110
Figura 5.21 Riesgos que deben minimizar el uso adecuado de
gafas y pantallas de proteccin 111
Figura 5.22 Diversos Equipos de Proteccin Auditiva 113
Figura 5.23 Riesgos que deben minimizar el uso adecuado de
protecciones auditivas. 113
Figura 5.24 Proteccin Craneal 114
Figura 5.25 Proteccin Respiratoria 117
Figura 5.26 Calzado de Seguridad. 118
Figura 5.27 Etapas de Implementacin de la Gestin de
Seguridad Industrial. 124
CAPTULO 6
Figura 6.1 Pantalla de inicio de la herramienta informtica para
la Gestin de Mantenimiento. 128
Figura 6.2 Men principal para la Gestin del Mantenimiento 129
Figura 6.3 Base de datos de inventario del equipo.. 131
Figura 6.4 Base de datos para vlvulas y tanques de la lnea de Decapado.. 132
Figura 6.5 Base de datos del catastro general. Catastro de bombas 133
Figura 6.6 Base de Datos de Registro Histrico de Fallas. 134
Figura 6.7 Histrico de fallas de los equipos. Registro principal 135
Figura 6.8 Historial de fallas. Filtrado por fechas. 136
Figura 6.9 Historial de fallas. Filtrado por tipo de equipo y equipo nico. 136
xi
Figura 6.10 Historial de fallas. Filtrado por rango de rdenes de trabajo 136
Figura 6.11 Base de Datos Histrico de Gastos. 137
Figura 6.12 Historial de costos. Consulta de gastos mensuales
para cualquier ao. 139
Figura 6.13 Historial de costos. Tabla de resultados de
mantenimientos correctivos mensuales.. 139
Figura 6.14 Grficos de costos mensuales para gastos de repuestos 140
Figura 6.15 Historial de costos. Consulta para comparacin
de gastos anuales. Seleccin de ao lmite de comparacin.. 141
Figura 6.16 Historial de costos. Consulta para comparacin
de gastos anuales. Generacin de matriz de consulta.. 141
Figura 6.17 Historial de costos. Consulta para comparacin de
gastos anuales. Clculo de gastos y llenado automtico
de matriz de consulta.. 141
Figura 6.18 Historial de costos. Consulta anual.. 142
Figura 6.19 Historial de costos. Grficos de comparacin de costos anuales 142
Figura 6.20 Mdulo para ingresar a planeacin de mantenimiento por equipos 143
Figura 6.21 Matriz de planificacin de mantenimiento 144
Figura 6.22 Matriz de planificacin de mantenimiento.
Rangos de fechas y equipos.. 145
Figura 6.23 Matriz de planificacin de mantenimiento. Campos de ingreso
de tipo de actividades.. 146
Figura 6.24 Matriz de planificacin de mantenimiento. Asistente para
consultar tipo de actividades de equipo 147
Figura 6.25 Asistente de consulta de tipo de actividades.. 147
Figura 6.26 Matriz de planificacin de mantenimiento. Formula de
programacin de celdas. 148
Figura 6.27 Matriz de planificacin de mantenimiento. Formula de
programacin de celdas. 149
Figura 6.28 Matriz de planificacin de mantenimiento 150
Figura 6.29 Matriz de planificacin de mantenimiento 150
Figura 6.30 Matriz de planificacin de mantenimiento.. 150
Figura 6.31 Matriz de planificacin de mantenimiento.. 150
Figura 6.32 Matriz de planificacin de mantenimiento 151
Figura 6.33 Matriz de planificacin de mantenimiento 151
Figura 6.34 Matriz de planificacin de mantenimiento. Frmula a corregir. 151
Figura 6.35 Matriz de planificacin de mantenimiento. 152
xii
Figura 6.36 Ejemplo de base de datos de instrucciones de mantenimiento.
Caldera Cleaver Brooks.. 153
Figura 6.37 Base de datos ndice de Desempeo. Men principal.. 154
Figura 6.38 Base de datos KPI Disponibilidad de equipo.
Hoja de registro de informacin.. 154
Figura 6.39 Base de datos KPI Disponibilidad de equipo
Comportamiento mensual 155
Figura 6.40 Comportamiento mensual KPI Disponibilidad de equipo 155
Figura 6.41 Formulario para administrar bases de datos de inventario 156
Figura 6.42 Seleccin para consultar base de datos de vlvulas. 156
Figura 6.43 Base de datos de Inventario de vlvulas y tanques.
Men de navegacin.. 157
Figura 6.44 Formulario de inventario. Consulta de base de datos de equipo 158
Figura 6.45 Formulario de catastro de equipo 159
Figura 6.46 Formulario de catastro. Bsqueda por rea de Decapado. 159
Figura 6.47 Catastro de equipo. Bsqueda por rea de Decapado 160
Figura 6.48 Catastro de equipo. Bsqueda general.. 161
Figura 6.49 Formulario de catastro. Resultados de bsqueda. 161
Figura 6.50 Formulario de catastro. Seleccin de equipo para consulta 162
Figura 6.51 Catastro del equipo 163
Figura 6.52 Asistente para agregar equipo nuevo a la base de datos de catastro 164
Figura 6.53 Asistente para agregar equipo nuevo. Formulario de recoleccin
de datos.. 165
Figura 6.54 Administracin de rdenes de trabajo.. 166
Figura 6.55 Nmero correlativo asignado automticamente a cada
Orden de trabajo creada.. 166
Figura 6.56 Bsqueda de rdenes de trabajo. Listado de resultados.. 167
Figura 6.57 Calendario de actividades preventivas. 168
Figura 6.58 Formulario para acceder a las base de datos de planeacin
de actividades 169
xiii
NDICE DE TABLAS
CAPTULO 3
Tabla 3.1 Checklist Organizacin y Personal.... 42
Tabla 3.2 Checklist Productividad de la Mano de Obra.. 42
Tabla 3.3 Checklist Capacitacin Gerencial y del Planificador. 43
Tabla 3.4 Checklist Capacitacin de los Tcnicos.. 43
Tabla 3.5 Checklist Motivacin 44
Tabla 3.6 Checklist Administracin y Control del Presupuesto. 45
Tabla 3.7 Checklist Planeacin y Programacin de las rdenes de Trabajo. 45
Tabla 3.8 Checklist Instalaciones.. 46
Tabla 3.9 Checklist Control de Almacenes y Herramientas.. 46
Tabla 3.10 Checklist Mantenimiento Preventivo e Historia del Equipo. 47
Tabla 3.11 Checklist Medicin de Trabajos e Incentivos. 47
Tabla 3.12 Checklist Sistema de Informacin 47
Tabla 3.13 Checklist Lleno Organizacin y Personal.. 48
Tabla 3.14 Checklist Lleno Productividad de la Mano de Obra. 49
Tabla 3.15 Checklist Lleno Capacitacin Gerencial y del Planificador. 50
Tabla 3.16 Checklist Lleno Capacitacin de los Tcnicos.. 50
Tabla 3.17 Checklist Lleno Motivacin.. 51
Tabla 3.18 Checklist Lleno Administracin y Control del Presupuesto. 52
Tabla 3.19 Checklist lleno Programacin de las rdenes de Trabajo.. 53
Tabla 3.20 Checklist Lleno Instalaciones.. 54
Tabla 3.21 Checklist Lleno Control de Almacenes y Herramientas.. 54
Tabla 3.22 Checklist Lleno Mantenimiento Preventivo e Historia del Equipo 55
Tabla 3.23 Checklist Lleno Medicin de Trabajos e Incentivos.. 56
Tabla 3.24 Checklist Lleno Sistema de Informacin. 56
Tabla 3.25 Matriz de Comparacin por Pares 59
Tabla 3.26 Matriz de Porcentajes y Promedios. 59
Tabla 3.27 Porcentaje de cada tem 60
Tabla 3.28 Matriz de Consistencia.. 60
Tabla 3.29 Matriz de Comparacin por Pares.. 61
Tabla 3.30 Matriz de Porcentajes y Promedios. 62
Tabla 3.31 Porcentaje de cada tem.. 62
Tabla 3.32 Matriz de Consistencia. 63
Tabla 3.33 Matriz de Comparacin por Pares. 64
Tabla 3.34 Matriz de Porcentajes y Promedios 64
Tabla 3.35 Porcentaje de cada tem.. 65
xiv
Tabla 3.36 Matriz de Consistencia 65
Tabla 3.37 Promedio Final de Aspectos Evaluados. 66
Tabla 3.38 Calificacin de Organizacin y Personal. 67
Tabla 3.39 Calificacin de Productividad de la Mano de Obra 68
Tabla 3.40 Calificacin de Capacitacin Gerencial 68
Tabla 3.41 Calificacin de Capacitacin de los Tcnicos. 68
Tabla 3.42 Calificacin de Motivacin. 68
Tabla 3.43 Calificacin de Administracin y Control del Presupuesto 69
Tabla 3.44 Calificacin de Planeacin y Programacin de las rdenes de Trabajo. 69
Tabla 3.45 Calificacin de Instalaciones 69
Tabla 3.46 Calificacin de Control de Almacenes y Herramientas.. 70
Tabla 3.47 Calificacin de Mantenimiento Preventivo e Historia del Equipo.. 70
Tabla 3.48 Calificacin de Medicin de Trabajos e Incentivos.. 70
Tabla 3.49 Calificacin de Sistemas de Informacin.. 70
Tabla 3.50 Calificacin Global PROACES 71
xv
SIGLAS
MSI: Modelo de Sustitucin de Importaciones
PROACES: Procesadora de Aceros de El Salvador
PYMES: Pequeas y Medianas Empresas Salvadoreas
USA: Estados Unidos de Norteamrica
AHP: Analytic Hierarchy Process (Proceso de Anlisis J errquico)
xvi
xvii
PRLOGO
El presente documento est enmarcado en el contexto de la Gestin del Mantenimiento Industrial,
aplicado a una empresa salvadorea, especficamente Procesadora de Aceros de El Salvador
(PROACES). Se establece a lo largo de los siguientes captulos los conceptos fundamentales de
mantenimiento, el estado actual del mantenimiento de la empresa, oportunidades de mejora
detectadas a travs de un diagnstico de mantenimiento y sus propuestas de solucin.
El Captulo 1 contiene la introduccin y el planteamiento del problema, as como el marco terico
en el cual se desarrollan los conceptos bsicos y generales relacionados a la visin actual del
mantenimiento. Se desarrollan los conceptos ms importantes dentro del mbito de la Gestin de
mantenimiento, su evolucin histrica y las herramientas utilizadas para administrar el mismo.
El Captulo 2 explica brevemente la historia de la empresa, su estructura organizativa, los procesos
de produccin que en ella se desarrollan, profundizando en la lnea de estudio (Decapado y Planta
Regeneradora de cido) y los antecedentes de mantenimiento con los que se cuentan en la lnea
de estudio.
El Captulo 3 muestra la metodologa empleada para la realizacin del diagnstico de
mantenimiento. Esta incluye el diseo conceptual y grfico de los Listados de Control, los aspectos
tomados en cuenta para la evaluacin, los resultados obtenidos y la cuantificacin de los mismos a
travs de modelos matemticos explicando su procedimiento y aplicndolo a la empresa en
estudio.
El Captulo 4 presenta las oportunidades de mejora detectadas durante el diagnstico realizado,
as como la justificacin de cada una de ellas. Tambin se incluyen los beneficios que se esperan
obtener con la implementacin de las mismas y la factibilidad de ellas.
El Captulo 5 desarrolla cada una de las oportunidades de mejora planteadas en el Captulo 4.
Cada una de estas es presentada con una mayor profundidad analtica, as como la aplicacin
especficamente diseada para PROACES.
El Captulo 6 muestra la dinmica lgica que sigue la herramienta informtica desarrollada para la
Gestin del Mantenimiento. Se detalla cada uno de los mdulos constituyentes de esta y la forma
bsica de utilizacin de la misma.
El Captulo 7 y 8 presentan las conclusiones finales y recomendaciones generales del presente
documento, respectivamente.
xviii
1
CAPITULO 1: INTRODUCCIN
En 1992, Procesadora de Aceros de El Salvador S.A. de C.V. PROACES, inici sus operaciones
como Centro de Servicio del Acero. En el mismo ao de su fundacin, el contexto socio-
econmico de El Salvador es beneficiado con la firma de los Acuerdos de Paz y con la
incorporacin de nuevos mecanismos de desarrollo a travs del establecimiento de reformas
sociales y econmicas. Como un ejemplo de estas reformas, cabe mencionar el modelo de
Sustitucin de Importaciones (MSI). Dicho modelo, gener las condiciones necesarias para
disminuir las importaciones del pas y sustituirlas con produccin nacional, creando as las bases
de la reactivacin industrial y permitiendo un mayor desarrollo en este sector.
Es as como PROACES de El Salvador es fundado con la finalidad de contribuir con la
industrializacin del pas y con el desarrollo de la zona centroamericana. Surge como una empresa
dedicada al procesamiento y comercializacin de lminas de acero con una capacidad productiva
inicial de diez mil toneladas mensuales. Durante los primeros aos desde su fundacin se
beneficia, muy particularmente, de las condiciones macro favorables del Modelo de Sustitucin de
Importaciones.
En la actualidad, la capacidad de produccin de PROACES se ha incrementado gracias a la
adquisicin de un laminador en fro para productos planos. De esta manera, se consolida su
posicin como empresa importante en el ramo siderrgico en Centroamrica, con una capacidad
mensual de once mil toneladas de acero procesado.
La transicin a nuevas condiciones competitivas favorecidas por el Modelo Neoliberal, exigen
inversiones tecnolgicas que hagan frente a la dinmica de la globalizacin y a los mercados
internacionales; volviendo imperante la disponibilidad y funcionabilidad operativa de los activos
fsicos de la empresa.
Es entonces que el mantenimiento adquiere un rol de gran importancia; dado que con su adecuada
Gestin es posible obtener mejoras en la eficiencia de las mquinas, un funcionamiento confiable
de las mismas, mejores resultados en las lneas de produccin y consecuentemente, mayor
prestigio nacional e internacional para la empresa debido a los productos de calidad que oferta;
todo esto contribuye a la disminucin de los inconvenientes que genera el mantenimiento correctivo
y al mismo tiempo, se crea un ambiente laboral organizado en esta rea.
2
La Gestin del Mantenimiento consiste en administrar de forma integral el recurso humano y
material destinado a las faenas de mantenimiento. Un aspecto importante a tomar en cuenta, en el
proceso de gestin, es el hecho de que sta toma como base toda la informacin histrica de la
maquinaria, facilitando as la obtencin de ndices de desempeo que permitan mejorar la
disponibilidad de los activos fsicos de la empresa. Con ello, la eficacia de las tareas de
mantenimiento aumenta y se optimizan los costos relacionados al mismo.
En sntesis, la apertura y globalizacin, conllevarn una fuerte dinmica de cambios y
adaptaciones que podra exponer las asimetras de competitividad, mostrando las diferencias en la
productividad del recurso humano y las brechas tecnolgicas. Dentro de este contexto, una
adecuada Gestin del Mantenimiento permite a la empresa ser un competidor digno dentro de esta
dinmica comercial debido a que se administra adecuadamente el recurso humano y material,
destinado a la manutencin de la maquinaria de produccin, con el propsito de que los productos
finales estn dentro de los estndares de calidad internacionales y puedan competir en los
mercados extranjeros.
La propuesta para La Gestin de Mantenimiento Preventivo que se plantea en el presente
documento, est diseada para incrementar la rentabilidad y competitividad de la lnea de
Decapado, en la cual se esperar un escenario ideal de 50% a 80% de los esfuerzos concentrados
en mantenimiento preventivo y de 5 a 25% en correctivo.
1.1 PLANTEAMIENTO DEL PROBLEMA
Con la ratificacin del tratado de libre comercio entre Centroamrica, Mxico y USA; la eliminacin
de las barreras arancelarias para el libre paso de productos y servicios es inminente. En tal sentido,
si las empresas salvadoreas desean ser partcipes importantes y sobrevivir dentro de los
mercados internacionales, los productos ofertados debern cumplir con normas de calidad
internacionalmente establecidas.
Una produccin de calidad se obtiene a travs de:
A. El uso de materia prima de calidad.
B. Implementacin de procesos de produccin adecuados.
C. Estrictos controles de calidad.
D. ptimo funcionamiento de la maquinaria de produccin.
E. Poseer recurso humano capacitado.
3
Tomando como referencia lo anterior y haciendo un mayor nfasis en el especto relacionado a la
maquinaria de produccin, es importante resaltar que para mantener la maquinaria en buenas
condiciones operacionales y garantizar productos de calidad, es necesario contar con un plan
debidamente diseado para la administracin del mantenimiento. En este sentido, La Gestin del
Mantenimiento permite administrar y canalizar los recursos disponibles dentro de las empresas
para asegurar que los activos fsicos cumplan sus funciones intrnsecas de diseo y su operacin
sea confiable dentro del proceso de produccin.
A lo largo del tiempo, el rea de mantenimiento de la empresa, se ha enfocado en realizar
Mantenimiento Correctivo a sus equipos; en la actualidad, PROACES ha demostrado un creciente
inters en la aplicacin de un Plan de Mantenimiento Preventivo para sus activos, consciente de
los beneficios que para la empresa este tipo de mantenimiento conlleva.
Dadas las caractersticas operacionales de la lnea de produccin que se observaron en la
empresa, es sumamente importante tomar en cuenta medidas de mantenimiento preventivo para
evitar la falla de los equipos y de esta forma no estancar la produccin. Debido a que la planeacin
de la produccin en la empresa es semanal, muchas veces no se cuenta con producto de respaldo;
lo cual significa que es muy difcil afrontar un paro de carcter prolongado.
En vista de lo anterior, se considera como problema la falta de un plan adecuado para La Gestin
de Mantenimiento que permita la optimizacin de recursos y garantice la disponibilidad de los
equipos.
Es as que el propsito del equipo investigador es la creacin de una propuesta para la Gestin del
Mantenimiento Preventivo en una lnea de produccin de importancia para PROACES (Lnea de
Decapado y su planta Regeneradora de cido). La lnea de estudio fue escogida por la gerencia de
PROACES dado su inters en el desarrollo de una propuesta de Gestin de Mantenimiento para
aplicarla como plan piloto en dicha lnea.
Con la elaboracin de esta propuesta, se pretende proporcionar recomendaciones que ayuden a
PROACES a mejorar la disponibilidad del equipo utilizado en el proceso de Decapado y propuestas
que ayuden a optimizar la administracin de recursos dentro de esta lnea de produccin.
4
1.2 OBJETIVOS DE INVESTIGACIN
1.2.1 OBJETIVOS GENERALES
1. Realizar un diagnstico del estado actual de la Gestin del Mantenimiento de la empresa
PROACES.
2. Elaborar una propuesta de mejora para la gestin del mantenimiento preventivo para la Lnea de
Decapado y planta regeneradora de cidos de PROACES.
1.2.2 OBJETIVOS ESPECFICOS
1. Realizar un diagnstico de la Gestin de mantenimiento presente dentro de la empresa
1.1 Conocer el estado actual de la administracin de las tareas de Mantenimiento.
1.2 Establecer los recursos disponibles para realizar el mantenimiento.
1.3 Identificar las Oportunidades de Mejora.
1.4 Analizar la factibilidad e impacto dentro de la empresa de cada una de las
Oportunidades detectadas.
1.5 Determinar el poder de toma de decisiones con el que cuenta el rea de
Mantenimiento.
2. Desarrollar las oportunidades de mejora ms importantes para la Gestin del mantenimiento.
2.1 Elaborar un catastro de las mquinas que componen la lnea en estudio.
2.2 Compilar la informacin concerniente a mantenimiento preventivo contenida en los
manuales de fabricante de los equipos en la lnea de estudio.
2.3 Elaborar un formato a seguir para generar rdenes de trabajo.
2.4 Crear una base de datos que recopile la informacin histrica de fallas en los equipos
que componen la lnea en estudio.
2.5 Establecer los ndices de desempeo que ayuden a cuantificar la eficiencia de los
Procesos y mtodos de mantenimiento, con el fin de mejorar su gestin a travs del
tiempo.
2.6 Elaborar una herramienta informtica que ayude a administrar y optimizar el plan
maestro de mantenimiento preventivo.
5
1.3 GENERALIDADES DEL MANTENIMIENTO
El mantenimiento constituye un sistema dentro de toda organizacin industrial; y desde una
perspectiva bsica, su funcin consiste en realizar las reparaciones, ajustes, modificaciones y
reemplazos de componentes en los equipos para que puedan operar satisfactoriamente durante
un perodo de tiempo especfico.
Dada la incidencia significativa que el mantenimiento tiene sobre la produccin y productividad de
una empresa, ste representa un sistema idneo para mantener mejoras en la eficiencia y calidad,
optimizando as la competitividad de la empresa dentro de un contexto de excelencia gerencial y
empresarial. [Prando Ral, 1996. Manual de Gestin de Mantenimiento a la Medida p.23]
En vista a una optimizacin en la competitividad de la empresa, el mantenimiento est conformado
por grupos de gestin y por grupos de accin. Todos ellos mantienen un equilibrio operacional
constante para cumplir con los objetivos y responsabilidades que estn ligadas al departamento de
mantenimiento como tal.
El mantenimiento abarca actividades administrativas y operativas. Dentro de las actividades
administrativas o de gestin se destacan: el manejo del recurso humano, administracin de
ordenes de trabajo, control de inventario y herramientas, registros de fallas, registros de costo de
mantenimiento. Las tareas operativas o tcnicas incluyen las denominadas actividades primarias y
actividades secundarias.
Las actividades primarias estn constituidas por: el mantenimiento del equipo de produccin de la
planta, mantenimiento de los edificios, inspecciones de equipo y lubricacin, alteraciones de diseo
al equipo de produccin y edificios. Las actividades secundarias son: manejo de desperdicios,
servicios bsicos como la limpieza diaria de la planta, proteccin en la plata y medidas para
disminuir la polucin y el ruido. [Morrow, L. 1977.Maintenance Engineering Handbook p. 1 1.]
1.3.1 DEFINICIN DE MANTENIMIENTO
El mantenimiento a travs de los aos ha tenido diferentes concepciones e interpretaciones. En la
actualidad, una de las concepciones ms destacadas que se tiene del mantenimiento expresa lo
siguiente: Mantenimiento es el conjunto de acciones emprendidas en una organizacin con la
finalidad de preservar adecuadamente sus equipos e instalaciones, sosteniendo su desempeo en
condiciones de fiabilidad y respetando la seguridad, salud y cuidado del medio ambiente; dichas
acciones son asumidas desde su propio compromiso de negocios y con la optimizacin de costos
6
como objetivo asociado. [http://www.frbb.utn.edu.ar/carreras/materias/mantenimientoindustrial1/,
Temas del 1 4 p. 4]
Acorde a lo anterior, es posible definir al mantenimiento como el conjunto de actividades
administrativas de gestin y actividades tcnicas que estn dirigidas a mejorar la operatividad de
los equipos y a garantizar un funcionamiento confiable de los mismos con un coste mnimo.
1.3.2 EVOLUCIN HISTRICA DEL MANTENIMIENTO
Es aceptable pensar que la edificacin de las grandes civilizaciones antiguas no pudo realizarse sin
la ayuda de herramientas mecnicas. Sin embargo, la complejidad de las mismas era poca y por lo
tanto posean un carcter desechable. Con la evolucin social que hubo en la antigedad, tambin
evolucion la tcnica y las mquinas. Es por eso que la historia del mantenimiento acompaa el
desarrollo Tcnico-Industrial de la humanidad.
Para el fin del siglo XVII, las actividades de mantenimiento y preservacin de las mquinas no se
desarrollaron de manera importante. Para esta poca, casi la totalidad del trabajo era realizado por
las personas; las mquinas eran relegadas a un segundo plano y no representaban una
herramienta significativa. A partir de la mecanizacin de la industria que se comenz a vivir a
finales del siglo XIX en Europa, las mquinas (como instrumento de produccin y optimizadores del
trabajo) comenzaron a necesitar reparaciones de frecuencia espordica dado que las condiciones
de operacin no eran pesadas.
Con el paso del tiempo las tareas de mantenimiento eran ms frecuentes, pero siempre realizadas
cuando la mquina fallaba. Hasta el ao de 1914 el mantenimiento posea an una importancia
secundaria y era ejecutado por el mismo personal de operacin o produccin.
Con la llegada de la primera guerra mundial y la implantacin de la produccin en serie,
establecida por la compaa fabricante de vehculos Ford-Motor Company, las fbricas pasaron a
establecer programas mnimos de produccin y en consecuencia se vieron en la necesidad de
crear grupos de trabajo para ejecutar el mantenimiento de las mquinas de la lnea de produccin
en el menor tiempo posible.
Fue as que se creo un rgano subordinado al departamento de produccin, cuyo objetivo bsico
era la ejecucin del mantenimiento, hoy conocida como mantenimiento correctivo. Este modelo se
mantuvo sin cambio alguno hasta la dcada de los aos 30.
7
Cuando surgi la segunda guerra mundial se vio la necesidad de aumentar la rapidez de la
produccin. La alta administracin industrial se interes no solo en corregir fallas, sino en evitar
que estas ocurriesen. Y el personal tcnico de mantenimiento pas a desarrollar el proceso del
mantenimiento preventivo de las mquinas.
En el perodo de post guerra (1950) se dio un desarrollo en la industria para sobreponer los
estragos causados por la guerra. Hubo una evolucin en la aviacin comercial y la industria
electrnica. Era comn que el tiempo para diagnosticar una falla fuera mayor que el tiempo para
ejecutar el mantenimiento. A partir de 1966 la ingeniera de mantenimiento, pasa a desarrollar
criterios de prediccin o previsin de fallas. [http://www.mailxmail.com]
A partir del ao 1970 hasta la actualidad, el mantenimiento ha tenido cambios importantes debidos
en gran medida a los avances tecnolgicos como la computadora personal y avances en el campo
de tcnico.
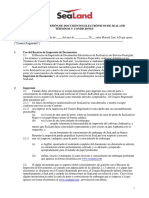
La evolucin histrica del mantenimiento puede agruparse en tres generaciones. Cada una de ellas
engloba los acontecimientos ms importantes antes mencionados y que definieron el
mantenimiento como se conoce en la actualidad, se distinguen tres perodos:
Primera Generacin
Segunda Generacin
Tercera Generacin
2000 1940 1950 1960 1970 1980 1990
Primera Generacin
Reparar Cuando Se
rompa o dae
Segunda Generacin
Mayor disponibilidad de la planta.
Mayor tiempo de vida del equipo
Costos ms bajos
Tercera Generacin
Mayor disponibilidad y fiabilidad de la planta
Mayor seguridad
Mejor calidad del producto
Sin dao al ambiente
Mayor tiempo de vida del equipo
Elevado costo de eficiencia
Figura 1.1 Evolucin histrica del mantenimiento. Diferentes generaciones del mantenimiento
A lo largo del tiempo [Moubray, J . 2000 Reliability Centered Maintenance. USA]
La historia demuestra que la idea de mantenimiento ha cambiado y madurado a travs del tiempo.
Este desarrollo se debe a la tecnificacin de los procesos de produccin y al surgimiento de
mentalidades filosficas orientadas a conseguir la excelencia en la calidad de los productos y
eficiencia de los procesos.
8
1.3.3 TIPOS DE MANTENIMIENTO
Existen tres tipos fundamentales de mantenimiento a saber:
1. Mantenimiento Correctivo
2. Mantenimiento Preventivo
3. Mantenimiento Predictivo
El mantenimiento Correctivo, en ocasiones llamado mantenimiento reactivo. Son las
intervenciones de mantenimiento que se aplican a los equipos cuando una falla o avera se
presenta de manera repentina y sbita ocasionando paradas imprevistas no deseadas.
La aplicacin de este tipo de mantenimiento en una empresa debe evaluarse acorde a las
necesidades de la misma y atendiendo a las siguientes caractersticas intrnsecas del
mantenimiento correctivo:
1. La vida til de los elementos es aprovechada en su totalidad.
2. El costo de administracin es mnimo.
3. El personal requerido para realizar las actividades de mantenimiento es reducido.
4. Los paros en la produccin tienen una frecuencia alta.
5. La calidad obtenida en los trabajos de mantenimiento no es la ptima.
6. No se posee un control adecuado de los repuestos utilizados.
7. Existe una mala distribucin y coordinacin del personal de mantenimiento.
8. Las actividades de reparacin se realizan de manera apresurada y en contra del tiempo.
9. La disponibilidad y seguridad de los equipos tcnicos no est garantizada.
El mantenimiento Preventivo. Es el conjunto de tareas de mantenimiento programadas que siguen
un orden sistemtico en un perodo de tiempo establecido y que tienen la finalidad de evitar fallos
repentinos, paradas de produccin inesperadas y mejorar la confiabilidad del equipo. Este tipo de
mantenimiento incluye actividades como:
1. Inspecciones rutinarias. Se realizan inspecciones al equipo importante de la planta para
determinar si esta funcionando correctamente y determinar si es necesaria o no la
intervencin.
2. Reemplazo de piezas y Reparaciones programadas. Despus de cierto perodo de tiempo
de operacin, es necesario cambiar componentes de la maquinaria y hacer reparaciones
para garantizar un buen desempeo de la misma.
3. Overhaul. Es una reparacin mayor que se realiza con la finalidad de regresar al equipo, lo
ms cerca posible, a las condiciones originales de operacin.
9
El mantenimiento preventivo posee marcadas diferencias con respecto al mantenimiento correctivo.
Por lo que es necesario tenerlas en mente cuando se evale la implementacin de este tipo de
mantenimiento en una empresa. Las caractersticas del mantenimiento preventivo se presentan a
continuacin:
1. Administracin organizada y adecuada
2. Existe una buena comunicacin entre el rea de produccin y mantenimiento.
3. Se tiene un control adecuado de los repuestos utilizados en las actividades de
mantenimiento.
4. Buena disponibilidad y seguridad de los equipos tcnicos
5. Los paros de produccin imprevistos se reducen.
6. Los costos asociados a la administracin de la informacin actualizada de cada maquina
son altos.
7. La vida til de los elementos no es aprovechada en su totalidad.
8. La creacin de cuadros de fallas para cada una de las mquinas es un proceso complejo.
Mantenimiento Predictivo. Este tipo de mantenimiento se basa en el monitoreo peridico de
parmetros medibles en la maquinaria en funcionamiento a travs de instrumentacin
especializada. Adems, contrasta los valores de dichos parmetros con estndares permisibles;
de esta manera diagnosticar o pronosticar cundo es necesario realizar una intervencin de
mantenimiento.
Caractersticas del mantenimiento predictivo:
1. La vida til de los componentes es aprovechada casi en su totalidad.
2. La administracin del mantenimiento es excelente.
3. Existe una disminucin muy significativa de los paros de produccin imprevistos.
4. Se garantiza una excelente disponibilidad y seguridad de los equipos tcnicos.
5. El control de las partes de repuestos es bastante amplio.
6. La logstica necesaria para la aplicacin de este modelo de mantenimiento genera costos
elevados.
7. La instrumentacin necesaria tiene un costo elevado.
8. El personal necesario necesita ser capacitado.
9. No es posible planificar las intervenciones inmediatas
10. Da la impresin de ser demasiado burocrtico
10
1.4 GESTIN DEL MANTENIMIENTO
Como se ha mencionado con anterioridad, el mantenimiento es un sistema que agrupa una serie
de actividades, que al ser ejecutadas, permiten alcanzar un mayor grado de confiabilidad en los
equipos de una instalacin industrial. Por lo tanto, los recursos humanos, econmicos y fsicos que
son destinados para la realizacin de dichas actividades, deben ser administrados de la forma ms
eficiente posible. [http://www.gestiopolis.com]
La gestin del mantenimiento comprende todo un sistema organizativo orientado a la
administracin y canalizacin adecuada de los recursos asignados al departamento de
mantenimiento en una empresa.
ste sistema organizativo del mantenimiento busca alcanzar los siguientes objetivos:
1. Optimizacin de la disponibilidad del equipo productivo
2. Disminucin de los costos de mantenimiento.
3. Optimizacin de los recursos humanos
4. Maximizacin de la vida de la mquina
1.5 CONTROL DEL MANTENIMIENTO
Las faenas destinadas a ejercer un control directo sobre las tareas de mantenimiento, ya sea este
correctivo o preventivo, se catalogan como mecanismos para el control del mantenimiento. Con
estas tareas se genera una supervisin al equipo fsico de la planta, los repuestos, herramientas,
mano de obra y el control de los costos de mantenimiento, para garantizar la adecuada ejecucin
del plan de mantenimiento.
Los mecanismos comnmente utilizados para este propsito son:
A. El inventario.
B. Catastro de equipo.
C. La planeacin y programacin del mantenimiento.
D. Listas de instrucciones.
E. Bases de datos para registros histricos.
F. rdenes de trabajo.
11
1.5.1 INVENTARIO Y CATASTRO
La implementacin de un sistema de control de mantenimiento se inicia con la recopilacin de
informacin que indique la ubicacin y funcin del equipo de la planta. El inventario es la coleccin
de datos que correlaciona a cada equipo con su posicin fsica dentro de la planta, funcin y rea
de aplicacin.
El inventario se utiliza como herramienta de apoyo al personal de gerencia, para determinar la
dimensin de los equipos de trabajo de produccin y mantenimiento, la cualificacin requerida por
los integrantes de los mismos y la determinacin de las herramientas y repuestos necesarios.
De manera similar, el catastro es una coleccin de informacin del equipo de la planta. Sin
embargo, ste es un registro a mayor escala debido a que incluye la informacin necesaria para
comparar, mantener y analizar las condiciones operativas de las mquinas desde una misma
fuente de almacenamiento de datos.
La importancia de un catastro radica en el hecho de que se posee una gran cantidad de
informacin de las mquinas en una sola base de datos, lo cual hace ms fcil la identificacin de
repuestos, fabricantes, distribuidores y caractersticas de operacin de las mquinas; haciendo
ms eficiente la gestin de las actividades de mantenimiento.
Idealmente, un catastro debe incluir la siguiente informacin:
1. Datos de construccin: manuales, catlogos y diseos.
2. Datos de compra de la maquinaria: Adquisicin, solicitudes y costos.
3. Datos de origen: Fabricante, proveedor, tipo y modelo.
4. Datos de transporte y almacenamiento.
5. Datos de operacin: Caractersticas normales y lmites operativos.
6. Datos de mantenimiento: Lubricantes, repuestos generales, curvas caractersticas y
recomendaciones de los fabricantes.
Un aspecto importante dentro de un catastro es la existencia de tres tipos de cdigos de
identificacin que separan los datos comunes de los especficos para cada uno de los equipos de
la planta.
Cdigo de Catastro. Tambin llamado Cdigo de Familia. A este cdigo se le asocian las
caractersticas tcnicas y administrativas de la familia de equipos; es decir, se obtiene la
informacin nicamente para dicha familia. Entendiendo como Familia de Equipos el
grupo de maquinas dentro de la empresa con el mismo fabricante, modelo y tipo.
12
Nmero de Identificacin. Es el cdigo dado para individualizar a cada equipo dentro de la
planta. ste cdigo puede ser el nmero de serie dado por el fabricante o un nmero
secuencial dado por el sistema. Con este cdigo, se obtiene la informacin para un solo
equipo.
Cdigo de posicin operativa. O Cdigo de Equipo, es un cdigo asignado a la posicin
especfica que ocupa un equipo dentro de las instalaciones. Gracias a ste, se obtiene la
informacin de todos los equipos que operan o han operado en una determinada ubicacin
dentro de las instalaciones de la empresa.
Un catastro debe ser de simple operacin tanto en su compilacin como en su administracin. El
usuario no debe tener problemas al actualizar la informacin dentro del catastro o al aadir o
eliminar un equipo.
La agrupacin de informacin puede realizarse atendiendo a cualquiera de los siguientes criterios:
Agrupacin por lnea de produccin.
Agrupacin por tipo de equipo.
Agrupacin por rea geogrfica.
Agrupacin por unidad de produccin
Agrupacin por importancia operacional
Los beneficios que trae consigo la implementacin de un catastro de equipos son:
Se presenta la informacin del equipo bajo diferentes formas de agrupacin, en funcin de
la necesidad del usuario.
Se percibe una mayor organizacin y conocimiento de los activos fsicos que posee la
empresa.
La identificacin de cada mquina y la obtencin de datos importantes para su
mantenimiento es sencilla.
Figura 1.2. Funcionamiento bsico del Catastro de Equipo
13
Figura 1.3. Ejemplo de ficha de Catastro con informacin tcnica de un equipo
En la figura se muestra un ejemplo de una ficha de catastro de equipo. A travs de un catastro de
equipo es posible consultar la informacin especfica de un solo equipo de una forma organizada y
sencilla.
1.5.2 LISTA DE INSTRUCCIONES
Otro mecanismo para el control del mantenimiento son las listas de instrucciones. Una lista de
instrucciones es una serie de actividades sistemticas, en las cuales se describe, en trminos
sencillos y claros, los procedimientos a seguir para realizar inspecciones de mantenimiento
preventivo o actividades de reparacin programadas en mquinas.
Estas instrucciones pueden estar estructuradas dentro de una lista de chequeo, para registrar el
adecuado cumplimiento de cada tarea de mantenimiento.
Las instrucciones que incluyen estas listas pueden ser especficas, es decir, las recomendadas por
los fabricantes de los equipos. Son las tareas a ejecutarse y que solamente son tiles en los
equipos para los cuales fueron creadas; o bien, pueden ser de carcter genrico, tareas que
pueden ser ejecutadas en cualquier equipo con caractersticas operativas similares.
14
El listado de instrucciones debe incluir el tiempo estndar o patrn de realizacin de la actividad
general, la identificacin del equipo en cuestin y las tareas a realizar para completar la actividad
de mantenimiento.
Los beneficios que conlleva la implementacin de este mecanismo de control son:
Se garantiza que el equipo est recibiendo el mantenimiento adecuado, segn sus
caractersticas particulares de operacin.
El mantenimiento se realiza sistemticamente y no de forma errtica. Esto asegura buenos
resultados econmicos a largo plazo y mayor vida til de los equipos.
Figura 1.4. Rol de las listas de instrucciones dentro de las tareas de mantenimiento.
1.5.3 RDENES DE TRABAJO
Cuando se realiza una tarea de mantenimiento, es necesario introducir en una base de datos la
informacin relacionada al tipo de actividad realizada, la falla ocurrida, los recursos humanos y
materiales utilizados y dems datos que ayuden a evaluar la eficiencia en las labores de
mantenimiento y a determinar los costos asociados a dichas actividades de mantenimiento.
Existe un documento que es capaz de recabar toda esa informacin. La orden de trabajo es el
corazn de toda la estructura organizativa de mantenimiento, ella permite agrupar los datos
requeridos para posteriores anlisis de fallas, anlisis econmicos y clculos de ndices de
desempeo.
La Gestin del Mantenimiento se beneficia de las rdenes de trabajo debido a que stas son el
punto de partida de todos los anlisis de ingeniera del mantenimiento. (Anlisis de fallas, anlisis
econmicos, rendimientos, etc.)
15
El formato de una orden de trabajo est condicionado por las necesidades y magnitud de la
empresa. Para cada caso particular, la complejidad de una orden de trabajo est en funcin de la
cantidad y tipo de informacin requerida.
Figura 1.5. Propsitos de una Orden de Trabajo
1.5.4 HISTORIAL DEL EQUIPO
El historial de un equipo abarca al registro de los materiales utilizados, registro de fallas ocurridas y
registro de los costos asociados a las actividades de mantenimiento a travs del tiempo. Con el
avance tecnolgico que se tiene hoy en da, la administracin y almacenamiento de este tipo de
informacin resulta sencilla por el uso de programas especializados para la gestin del
mantenimiento.
La bsqueda de informacin en estas bases de datos no debe ser complicada. Los filtros de
informacin deben disearse para buscar datos por equipo individual, familia de equipos o perodos
de tiempo.
La importancia de un Historial de Fallas radica en la posibilidad que se tiene de consultar
informacin especfica para la realizacin de posteriores estudios y anlisis de fallas, econmicos,
de causa raz, tiempos, rendimientos, etc.
1.6 NDICES DE DESEMPEO
Son parmetros numricos que permiten evaluar el rendimiento de un plan de Gestin del
Mantenimiento y de los equipos de una planta a travs de perodos de tiempo establecidos. Estas
evaluaciones son posibles debido a las relaciones matemticas que guardan ciertos indicadores
operacionales con respecto a otros.
Este tipo de ndices facilita la identificacin de los puntos crticos en un sistema de gestin de
mantenimiento. Se ponen de manifiesto los aspectos cuyo rendimiento no es el deseado, por lo
16
que acciones de mejora continua dentro de la empresa pueden ser adoptadas para mantener estos
ndices sobre niveles aceptables.
1.6.1 NDICES DE CLASE MUNDIAL
Son llamados ndices de Clase Mundial, aquellos que son utilizados en todos los pases. Dentro de
ellos tenemos cuatro que se refieren a la Gestin de Equipos y dos a la Gestin de Costos y se
describen a continuacin:
1. Tiempo medio entre fallas: Relacin entre el producto del nmero de tems por sus tiempos
de operacin y el nmero de fallas detectadas en esos tems, en el perodo observado.
=
NTMC
HROP NOIT
TMEF (Ec. 1.1)
En donde:
NOIT: Nmero de tems
HROP: Tiempo de operacin
NTMC: Nmero de fallas detectadas
2. Tiempo medio para reparacin: Relacin entre el tiempo total de intervenciones correctivas
en un conjunto de tems con falla y el nmero total de fallas detectadas en esos tems, en
el periodo observado
NTMC
HTMC
TMPR
= (Ec. 1.2)
En donde:
HTMC: Tiempo total de intervenciones correctivas en un conjunto de tems
NTMC: Nmero total de fallas detectadas
3. Tiempo Medio Para la Falla: Relacin entre el tiempo total de operacin de un conjunto de
tems no reparables y el nmero total de fallas detectadas en esos tems, en el periodo
observado
NTMC
HROP
TMPF
= (Ec. 1.3)
En donde:
HROP: Tiempo total de operacin de un conjunto de tems
NTMC: Nmero total de fallas detectadas
17
4. Disponibilidad de Equipos: Relacin entre la diferencia de nmero de horas del perodo
considerado (horas calendario) con el nmero de horas de intervencin por el personal de
mantenimiento (preventivo, correctivo y otros servicios) para cada tem observado y el
nmero total de horas del periodo considerado.
( )
100
HCAL
HTMN HCAL
DISP (Ec. 1.4)
En donde:
HCAL: Horas calendario del perodo considerado
HTMN: Horas de intervencin por el personal de mantenimiento preventivo
5. Costo de Mantenimiento por Facturacin: Relacin entre el costo total de mantenimiento y
la facturacin de la empresa en el perodo considerado.
100 =
FTEP
CTMN
CMFT (Ec. 1.5)
En donde:
CTMN: Costo total del mantenimiento.
FTEP: Facturacin de la empresa en el perodo considerado
6. Costo de Mantenimiento por Valor de reposicin: Relacin entre el costo total acumulado
en el mantenimiento de un determinado equipo y el valor de compra de un equipo nuevo.
100 =
VLRP
CTMN
CMRP (Ec. 1.6)
En donde:
CTMN: Costo total acumulado en el mantenimiento de un determinado equipo
VLRP: Valor de compra de un equipo nuevo
Los beneficios de la implementacin de estos indicadores dentro del sistema de gestin son:
En base al equipo monitoreado, se podran identificar aquellos con bajo rendimiento y con
mayor necesidad de atencin.
El control de ndices puede realizarse mensualmente. Su clculo puede generarse para
perodos de un mes, as es posible tomar acciones correctivas rpidamente.
18
19
CAPTULO 2: PROACES DE EL SALVADOR
2.1 HISTORIA
Procesadora de Aceros de El Salvador S. A. de C. V (PROACES) nace en el ao de 1992 como
Centro de Servicio del Acero, como parte del Divisin del Consorcio Internacional, procesando y
comercializando lminas cortadas, flejes en caliente, fro y galvanizado.
Con la finalidad de participar en el mercado Centroamericano y aprovechando el modelo de
sustitucin de importaciones, se inicia la inversin adicional de un laminador en fro para
productos planos, con capacidad de procesar 11 mil toneladas al mes.
Hoy en da PROACES es una empresa con ms de 16 mil metros cuadrados de rea techada y
seis mil metros cuadrados de superficie pavimentada. PROACES est localizada en el Km. 71
carretera a Acajutla, en el departamento de Sonsonate.
Gracias a su inversin en la capacidad profesional, tecnologa, procesos y en la administracin en
general, PROACES adquiere un buen prestigio a nivel Centroamericano como empresa
procesadora de productos planos de acero. [Fuente: www.proaces.com.sv]
20
2.2 ESTRUCTURA ORGANIZATIVA
F
i
g
u
r
a
2
.
1
O
r
g
a
n
i
g
r
a
m
a
P
R
O
A
C
E
S
[
F
u
e
n
t
e
:
A
l
a
s
,
N
.
G
e
r
e
n
t
e
d
e
p
l
a
n
t
a
d
e
P
R
O
A
C
E
S
]
21
2.3 PROCESOS DE PRODUCCIN
2.3.1 LNEA DE ESTUDIO: DECAPADO
El proceso del decapado tiene por objetivo la remocin de las incrustaciones, formadas en los
procesos de fundicin y de laminacin en caliente del acero, para dejar su superficie
completamente limpia y lista para la reduccin de su espesor por medio de la laminacin en fro.
Las incrustaciones en el acero, estn compuestas por tres clases de xidos de hierro: Hematita, la
cual se encuentra en la primera capa superficial; la Magnetita, se encuentra como una capa
intermedia entre la Hematita y la lmina de acero, y la Wustita, que se encuentra en la capa ms
cercana al acero.
2.3.2 ETAPAS DEL PROCESO
2.3.3 BAO DE ACIDO
Durante el proceso del decapado, las bobinas de acero son extendidas y sometidas a un bao de
cido clorhdrico, cuyas concentraciones, oscilan entre un 8.0 % y 18.0 % estando a una
temperatura de 80 C ; el tiempo de residencia dentro del bao cido, est en funcin de los
espesores de los materiales procesados y de la calidad superficial de los mismos; un material con
mayor contenido de xidos, necesitara mayores tiempos de residencia en piletas de cido, esto
implica, menores velocidades de proceso.
Despus de la eliminacin de los xidos en el acero, procede una etapa de lavado o enjuague.
Figura 2.2 Bao de cido
22
2.3.4 ENJUAGUE
El objetivo de este proceso, es la eliminacin de todo residuo o depsito cido, retenido en la
superficie de la lmina proveniente de los tanques de cido, incluyendo todo tipo de sales que
puedan crear corrosin galvnica en el material, en etapas posteriores.
La etapa de enjuague consiste en hacer pasar la lmina, a travs de un sistema de atomizado a
presin, y con flujos constantes de agua desmineralizada a 60 C la cual, tiene una direccin
inversa al movimiento de la lmina, esto se conoce como contracorriente, y la disposicin de las
etapas de lavado est en forma de cascada.
Se realiza un monitoreo de las concentraciones de cido en tanques, para garantizar el
mantenimiento de la concentracin del cido clorhdrico, garantizando un remocin eficiente de los
xidos, as como un control en la ltima etapa de enjuague, que garantiza la remocin de cido y
sales de la lmina. Esto se realiza a travs de un programa de anlisis de laboratorio.
Una vez, la superficie de la lmina est libre de cido y sales, procede la etapa de secado.
Figura 2.3 Enjuague
23
2.3.5 SECADO
Este proceso, se realiza a travs de inyeccin de aire precalentado a 140 C. La lmina sin
humedad, pasa por rodillos centradores y simultneamente, a la cortadora de bordes para
estandarizado de ancho.
Figura 2.4 Secado
2.3.6 REFILADO
Cuando la lmina est seca, se corta el exceso de los bordes de la lmina para estandarizar su
ancho.
Figura 2.5 Refilado
24
2.3.7 ACEITADO
Como etapa siguiente, se realiza una dosificacin controlada de aceite especial para laminacin, el
cual tendr como objetivos, proteger a corto plazo del proceso oxidativo y permitir una mejor
lubricacin en el proceso posterior que es la laminacin.
Figura 2.6 Aceitado
2.3.8 REBOBINADO
La lmina luego de ser rebobinada en el mandril de salida se encuentra lista para ser traslada al
proceso de laminacin en fro.
Figura 2.7a Rebobinado
Figura 2.7b Rebobinado
25
2.3.9 REGENERACIN DE CIDO
La planta regeneradora de acido clorhdrico es un apoyo al proceso de Decapado, dicho proceso
de regeneracin de cido, se realiza con la finalidad de transformar el cloruro ferroso, producto del
decapado, en cido clorhdrico libre. De esta forma, se evita la neutralizacin de altos volmenes
de agua residual con acidez mineral y transformndolo en un insumo para su reutilizacin.
Qumicamente, la generacin de cido clorhdrico es propiciada por la oxidacin del cloruro ferroso,
componente principal del cido clorhdrico usado, obtenindose como sub producto, xido frrico
el cual es utilizado en las industrias como colorante.
El proceso en trminos generales, consiste en introducir el cido clorhdrico usado y con alto
contenido de cloruro ferroso hacia un reactor, el cual posee temperaturas que oscilan entre 400 C
y 600 C; a esta temperatura, se da la transformacin del cloruro ferroso a cloruro de hidrgeno y
xido frrico. El cloruro de hidrgeno, se hace recircular hacia de un sistema de torres de lavado
mediante un ventilador y el xido frrico es recolectado y empaquetado para su posterior
comercializacin. De esta forma, se obtiene soluciones cidas reutilizables de hasta 18 %
partiendo de soluciones con contenidos de un 4 % de cido libre.
Figura 2.8 Planta Regeneradora de cido
2.4 OTROS PORCESOS DE LA EMPRESA
2.4.1 PROCESO DE LAMINADO
El objetivo del proceso de laminacin, es la reduccin de espesor de la lmina; para esto, se utiliza
un laminador tipo Sendzimir reversible. La reduccin de espesor se da a partir de la aplicacin de
tensin y compresin en la lmina a travs de un juego de rodillos ordenados piramidalmente
26
Los espesores generados en el proceso de laminacin son variables, en general, oscilan entre 0.28
mm hasta 1.50 mm y dependen de los requerimientos de espesor solicitados por el cliente.
Este proceso utiliza una emulsin que est formada por una combinacin de aceite y agua. Las
funciones de sta emulsin en el proceso de laminacin en fro, son:
Lubricacin: Reduce la friccin durante el contacto de los rodillos de trabajo con la
superficie del material impidiendo as daos superficiales.
Refrigerante: Disipa el calor generado en el proceso de reduccin de espesor de la lmina,
evacua las partculas metlicas surgidas del proceso de laminacin y proporciona una
superficie limpia.
La emulsin cuenta con un programa de anlisis de contenido de aceite y hierro, para mantener
una buena lubricacin de los rodillos de trabajo y prevenir la contaminacin del material.
2.4.2 PROCESO DE RECOCIDO
El objetivo del proceso de recocido es modificar las propiedades mecnicas del material, tales
como dureza, fluencia y resistencia a la tensin. En esta etapa, se genera una re-cristalizacin en
la estructura del acero.
Este proceso, consta de una serie de hornos y campanas, en las cuales las bobinas de acero son
sometidas a un proceso de calentamiento controlado. Las campanas mantienen una atmsfera de
hidrgeno en la etapa de calentamiento, para crear una eficiente transferencia de calor dentro del
sistema. Se utiliza adems nitrgeno como componente inerte, para evacuar todo residuo de aire
que pueda estar retenido dentro del sistema de campanas, ya que ste pudiese causar oxidacin
del acero.
El tiempo de mantenimiento del calentamiento, depender de las propiedades de dureza del
material requeridas, del tipo de acero procesado y de las dimensiones del material a recocer; con
este propsito, se cuenta con programas de calentamiento normado para cada requerimiento de
dureza. Las temperaturas de mantenimiento del material, varan entre 690 C a 700 C
Despus de que termina el proceso trmico, las bobinas son colocadas para su enfriamiento, el
tiempo est en funcin de las dimensiones de la bobina, clima, etc. Una vez la lmina baja a una
temperatura de 40 C, estas pasan al proceso de temperado.
27
2.4.3 PROCESO DE TEMPERADO
El proceso de temper, consiste en la aplicacin de presiones especficas sobre la superficie de la
lmina, ejercidas a travs de rodillos de trabajo, los cuales, poseen caractersticas fsicas idneas
para estos propsitos. Cumple las siguientes funciones:
Complementar las propiedades mecnicas que el recocido le otorga al material laminado
en fro.
Mejorar la planitud del producto, corrigiendo o atenuando los eventuales defectos de forma
provenientes del proceso de laminacin.
Imprimirle al material una rugosidad acorde a las necesidades del cliente.
Esta lnea esta dotada con los elementos necesarios para proveer el material en peso y con la
proteccin superficial necesaria por medio de un recubrimiento de aceite.
2.4.4 CENTRO DE SERVICIO EN CALIENTE
Se divide en:
Lnea de corte transversal
Lnea de corte longitudinal
El material acero en caliente se comercializa en presentaciones diferentes tales como: hojas y
flejes, el Centro de Servicio Caliente tiene como objetivo cortar todo material desde espesores de
2.38 mm hasta 12.7 mm y anchos desde 914 mm hasta 1828 mm y para ello cuenta con los
equipos requeridos para transformar el material en bobina en las presentaciones mencionadas,
esto se realiza por medio de un proceso de corte longitudinal o transversal dependiendo de la
presentacin requerida.
2.4.5 CENTRO DE SERVICIO EN FRO
Est conformado por:
Dos lneas de Corte Transversal
Lnea de Corte Longitudinal
El Centro de Servicio Fro es el responsable del corte en las presentaciones de hojas y flejes de
todo el material fro procesado en planta a partir de los espesores 0.45 mm hasta 2.0 mm en los
anchos 650mm hasta 1219 mm. [www.proaces.com.sv]
28
2.5 ANTECEDENTES DEL MANTENIMIENTO EN PROACES DE EL SALVADOR
Como en toda empresa, el mantenimiento siempre ha existido a lo largo de los aos en PROACES.
Este hecho queda demostrado al observar la estructura organizativa de la empresa (Apartado 2.2
del presente captulo).
Si bien es cierto que existe el cargo de J efe de Mantenimiento y en l recae la responsabilidad de
la planificacin de los diversos mantenimientos: Correctivo, Preventivo y Predictivo; la realidad
actual de la empresa muestra que de estos tres tipos de mantenimiento, se practica, casi en su
totalidad, el Mantenimiento Correctivo. Esto debido a que no se cuenta con una verdadera
planificacin ni con mtodos que permitan realizar una adecuada Gestin del Mantenimiento;
adems, se realizan ciertas tareas programadas, que se podran enmarcar en la definicin de
Mantenimiento Preventivo, con la excepcin de que dichas tareas no se encuentran basadas en
manuales tcnicos, catlogos de equipo, soporte especializado, etc. por lo que stas puede que no
se realicen de la manera adecuada. Sumado a ello se encuentra la presin de cumplir las metas de
produccin, motivo por el cual no se deja un margen de tiempo para realizar Mantenimientos
Preventivos ni paros programados. Tampoco se cuenta con las herramientas administrativas
apropiadas para poder llevar un mantenimiento predictivo.
El diagrama 2.9, muestra el flujo de acciones que son realizadas en el rea de mantenimiento de la
empresa. Se puede observar que en la actualidad se practica en mantenimiento correctivo y ciertos
indicios de mantenimiento preventivo. La realizacin de las labores de mantenimiento es llevada a
cabo por el mismo personal de operadores.
Si una falla se presenta en la lnea de Decapado, es necesario detener el proceso para hacer las
reparaciones correspondientes. El J efe de Lnea es el encargado de distribuir a los operarios para
hacer las labores de reparacin. Al mismo tiempo recibe el apoyo del J efe de Mantenimiento para
la gestin de repuestos, cotizaciones y labores burocrticas internas de la empresa.
29
Figura 2.9 Esquema Actual del Proceso de Mantenimiento en la Lnea de Decapado
Por su propia naturaleza, sta lnea es la ms rpida de toda la planta por lo cuenta con produccin
de respaldo en el caso de presentarse una falla. Sin embargo, no es posible sobreponer un paro de
produccin mayor de dos das.
Los lineamientos del progreso empujan a las empresas a crecer y ser ms confiables y con
productos de cada vez ms alta calidad, lo que implica que la disponibilidad y estado de sus
equipos vayan mejorando continuamente, para que puedan ser competitivos desde ahora y en un
futuro. Debido a ello, PROACES desea implementar una Gestin del Mantenimiento que los
encamine a ser una empresa fuerte y competitiva en el mercado siderrgico a nivel mundial.
30
31
CAPTULO 3: AUDITORA DE MANTENIMIENTO
3. AUDITORA DE MANTENIMIENTO
Definiremos auditora de la siguiente manera: es un examen o estudio que evala e informa sobre
la medida en que una condicin, proceso o desempeo se ajusta a estndares o criterios
predeterminados.
El xito del mantenimiento en las empresas depende del cumplimiento satisfactorio de las tareas
asignadas a cada rea. La existencia de fallas en algunas tareas debilita la eficiencia y eficacia del
mantenimiento, y se refleja negativamente en las dems reas de la empresa afectando
cuantitativamente la produccin, ya sea por paros de maquinaria o por defectos de produccin. Por
lo que es recomendable auditar entre otros factores:
Grado de cumplimiento de las metas de disponibilidad las cuales han sido fijadas en su
oportunidad.
Efectividad en el funcionamiento del organigrama de la Empresa y del sistema de
mantenimiento.
Lo adecuado, efectivo y eficiente de los procedimientos de mantenimiento establecidos, de
los documentos a utilizar, de su flujo y su anlisis tcnico-econmico.
La calidad de la gerencia de rea, de las relaciones del personal de mantenimiento entre s
y de la relacin con las dems reas de la empresa.
Lo completo, adecuado y actualizado del Manual de Gestin de Mantenimiento y de los
procedimientos en uso.
[Prando Ral, 1996. Manual de Gestin de Mantenimiento a la Medida p.65]
Tras la auditora de mantenimiento se persigue, por medio del anlisis de resultados, determinar
los puntos crticos y que requieren mayor atencin y accin en la Empresa. As mismo permitir
establecer las bases y antecedentes de las oportunidades de mejora encontradas.
3.1 METODOLOGA
La metodologa utilizada para llevar a cabo la auditoria de mantenimiento comprende:
Listas de Control
+Definicin de Aspectos a Evaluar
+Modelado de preguntas en base a los aspectos a evaluar
+Diseo de las Listas de Control
+Llenado de Listas de Control mediante inspecciones, visitas de campo.
+Presentacin de Resultados de las Listas de Control.
32
Entrevistas
+Entrevistas con el personal de la empresa, para completar ciertos aspectos del listado de
control.
Proceso J errquico Analtico
+ Cuantificacin de Resultados
+Entrevistas con Expertos en el rea de mantenimiento, para realizar la ponderacin de
resultados
Anlisis de Resultados
Conclusiones
3.2 EJECUCIN DE METODOLOGA
3.2.1 DEFINICIN DE ASPECTOS EVALUADOS
La base para la elaboracin de los Listados de Control es fundamentalmente la delimitacin de las
reas dentro de la empresa que estn directamente ligadas con la Gestin del Mantenimiento.
A continuacin se presenta el diseo de los aspectos a evaluar en el Checklist, as como una
breve explicacin de lo que se pretende lograr con cada pregunta:
1. ORGANIZACIN Y PERSONAL
1.1 La empresa cuenta con un organigrama?
Se pretende establecer por medio de esta pregunta el grado de organizacin que posee la
empresa, ya que el primer medio de organizacin a grandes rasgos es el organigrama; adems
si ste est presente, permitir conocer como esta distribuido el poder de toma de decisiones,
as como la jerarqua de los mandos.
1.2 Existe el cargo de Gerente (o encargado) de Mantenimiento?
Con esta pregunta se pretende conocer si existe alguna persona dentro de la empresa que sea
la responsable de llevar a cabo el mantenimiento en todas sus etapas.
1.3 Qu nivel jerrquico o de toma de decisiones tiene el Gerente de Mantenimiento (o
encargado) dentro del organigrama (si es que existe el cargo u organigrama)?
Se pretende establecer por medio de esta pregunta, el grado de importancia que brinda la
empresa a su departamento de mantenimiento a travs del nivel de mandos al que este
asignado.
33
1.4 Posee una diferenciacin de operarios (Ya sea por su conocimiento, preparacin,
experiencia, etc.)?
Se pretende establecer por medio de esta pregunta si la empresa distingue y reconoce la
calidad del personal con que cuenta para poder establecer planificar de mejor forma sus
tareas.
1.5 Cada trabajador posee una descripcin clara y por escrito en el que se presenten las
limitantes y responsabilidades de su cargo?
Con esta pregunta se establece si cada trabajador sabe cuales son sus obligaciones y sus
limitaciones en el rea en la que desempea su trabajo.
1.6 Se revisa la calidad del trabajo de mantenimiento?
Esta pregunta establece si hay alguien responsable de revisar el trabajo realizado de
mantenimiento, para que verifique que se ha hecho adecuadamente y de la mejor manera
posible.
2. PRODUCTIVIDAD DE LA MANO DE OBRA
2.1 Existe algn mtodo de evaluacin del rendimiento de los operarios?
Esta pregunta nos ayuda a establecer si la empresa hace algn tipo de evaluacin en la que se
vea reflejado el rendimiento de los operarios.
2.2 Posee tiempos estndar de la realizacin de trabajos?
Esta pregunta nos ayuda a vislumbrar como esta de organizado el tiempo para llevar a cabo
las tareas de mantenimiento preventivo, comparndolo con el tiempo brindado por el fabricante
o el proveedor del equipo.
2.3 Existe control sobre el tiempo real que es utilizado en los trabajos?
Se pretende conocer si la empresa lleva un historial de tiempos reales utilizados por los
operarios, a fin de poder compararlos con los tiempos estndar.
2.4 Realiza revisiones de los trabajos pendientes de los trabajadores?
Se pretende establecer la efectividad con que se est realizando el trabajo de mantenimiento y
adems saber si se cuenta con la cantidad adecuada de personal.
2.5 La empresa hace investigaciones acerca de las posibles causas del bajo rendimiento?
Con esta pregunta se establece si la empresa hace uso de ndices de desempeo, para
evaluar el rendimiento, y as poder establecer mejoras o replantearlo de manera ms eficiente.
34
3. CAPACITACIN GERENCIAL Y DEL PLANIFICADOR
3.1 Existe capacitacin en el nivel gerencial de la empresa?
Se pretende tener una idea de si las gerencias tienen las herramientas adecuadas para
desempearse de la mejor manera, o por el contrario y si es necesario brindar dichas
capacitaciones
3.2 Se realizan consideraciones tcnicas para mejorar la productividad?
Se busca evaluar si es necesario hacer modificaciones tcnicas que mejoren la produccin o
no.
4. CAPACITACIN DE LOS TCNICOS
4.1 Existe la metodologa de brindar capacitaciones peridicamente a los tcnicos?
Se pretende establecer una medicin del nivel y actualizacin tecnolgica que poseen los
tcnicos.
4.2 Se evalan las deficiencias y los progresos en los diversos niveles de capacitacin?
La pregunta busca conocer si se estn aprovechando las capacitaciones proporcionadas al
personal.
4.3 Posee la empresa un perfil predeterminado para contratar de un tcnico?
Se pretende conocer si se busca un perfil idneo para cada puesto requerido
5. MOTIVACIN
5.1 Se sienten identificados los empleados con la empresa?
La pregunta busca establecer si los empelados se sienten parte del grupo de trabajo y se
encuentran motivados a desarrollar sus labores.
5.2 Siente que posee estabilidad laboral dentro de la empresa?
Se pretende buscar indicios de que tan satisfechos se sienten los empleados con la empresa y
de cmo ven ellos la seguridad de empleo que poseen.
5.3 Siente que posee oportunidades de ascender dentro de la empresa?
Evala el crecimiento profesional de los empleados.
5.4 Existen incentivos a los empleados por un buen desempeo y rendimiento de la empresa?
Busca evaluar el nivel de incentivos laborales que se dan a los empleados para fomentar su
competitividad y promover una actitud de auto superacin en el trabajo.
35
5.5 Seguridad industrial
La seguridad industrial es indispensable en el rea de trabajo. Si los empleados se sienten
seguros entonces trabajarn mucho mejor. Los siguientes aspectos sern evaluados por medio
de la observacin minuciosa.
5.5.1 Proteccin para manos
5.5.2 Proteccin visual y facial
5.5.3 Proteccin auditiva
5.5.4 Proteccin craneal
5.5.5 Prendas protectoras
5.5.6 Proteccin respiratoria
5.5.7 Calzado industrial
5.5.8 Proteccin anti cada
5.5.9 Sealizacin
5.5.10 Equipos extintores
5.6 Se siente conforme con los recursos y metodologas de seguridad industrial que posee la
empresa?
Pretende establecer si los empleados se sienten seguros dentro de la empresa.
6. ADMINISTRACIN Y CONTROL DEL PRESUPUESTO
6.1 Cundo se realizar un mantenimiento, existe un registro de los materiales utilizados?
Se pretende saber si se tiene un control de los materiales utilizados en los trabajos de
mantenimiento y poder realizar estimaciones de los gastos realizados.
6.2 Existe un registro de los repuestos o piezas de recambio utilizadas durante la realizacin de
un trabajo de mantenimiento?
Se desea conocer si existe un registro de los repuestos utilizados y poder hacer una
estimacin de gastos.
6.3 Existe alguna metodologa o software de computadora para el control de la cantidad de
repuestos existentes en el almacn?
Se desea conocer si se posee una administracin de inventarios adecuada para realizar los
pedidos de repuestos.
6.4 Existe un control de tiempos de ejecucin para las actividades de mantenimiento?
Se desean conocer los costos asociados a la mano de obra y al mismo tiempo esta
informacin es til para el clculo de ciertos ndices de desempeo.
36
6.5 Existe divisin por reas de mantenimiento (Elctrico o Mecnico)?
Deben de existir diversas reas de mantenimiento, ya que no todos los tcnicos son
especialistas en todas las reas. La pregunta busca establecer si existe esta divisin o no.
6.6 Existe algn historial del tiempo muerto del equipo?
La pregunta evala la existencia de controles de tiempos
6.7 Posee algn mtodo para la estimacin de costos de mantenimiento?
La pregunta hace referencia a la necesidad de implementar programas o mtodos de
estimacin de costos.
7. PLANEACIN Y PROGRAMACIN DE LAS RDENES DE TRABAJO
7.1 Posee la empresa rdenes de trabajo para realizar tareas de mantenimiento?
Se pretende conocer si la empresa presenta la metodologa de rdenes de trabajo para realizar
las tareas y actividades de mantenimiento.
7.2 Siente usted que las ordenes de trabajo son sencillas de completar?
La pregunta evala la simplicidad con que se debe de llenar la orden de trabajo.
7.3 Posee toda la informacin necesaria la orden de trabajo?
Esta pregunta va en relacin con la pregunta anterior, ya que la simplicidad no implica falta de
informacin en la orden de trabajo.
7.4 Estn computarizadas las rdenes de trabajo?
Las rdenes de trabajo deben documentarse; y la forma ms econmica de llevarlo a cabo es
de forma digital, por lo que es importante manejar un sistema computarizado.
7.5 Coordinacin entre produccin y mantenimiento
Se pretende establecer la comunicacin que existe entre los diferentes departamentos. Si no
existe comunicacin, debern de hacerse las gestiones para establecer una buena relacin.
7.5.1 Existen paros de maquinaria programados para realizar mantenimiento?
7.5.2 El personal de produccin est enterado de estos paros programados?
7.5.3 Existe una produccin de respaldo antes de realizar un paro programado?
7.5.4 En caso de un paro imprevisto o repentino, existe produccin de respaldo?
7.6 Realizan actualizaciones peridicas de los tiempos estndares utilizados?
Se busca determinar si los tiempos estndar estn actualizados en relacin con los
avances de mantenimiento.
37
8. INSTALACIONES
8.1 Existen planos o algn tipo de documento en donde aparezca la distribucin y localizacin
actual de la maquinaria dentro de la planta?
La distribucin de planta, tiene como objetivo primordial determinar la distribucin fsica de las
elementos dentro de un rea de trabajo de tal manera que esta sea las ms econmica, segura
y satisfactoria para realizar el trabajo. Esta pregunta pretende determinar si actualmente se
Tiene conocimiento de la ubicacin espacial de cada uno de los equipos y saber si se cuenta
con una distribucin en planta previa; as conocer su grado de organizacin geogrfica
8.2 Poseen un espacio fsico dentro de la empresa para el almacenamiento o distribucin de
herramientas?
Contar con una bodega o almacn de herramientas es fundamental para la implementacin de
un plan de mantenimiento, de esta manera la accesibilidad a las herramientas adecuadas est
garantizada para las revisiones de rutina.
8.3 Poseen un espacio dentro de la empresa para el almacenamiento y distribucin de piezas de
repuesto del equipo?
Poseer un almacn para los repuestos de mayor demanda es importante. Esto facilita las
actividades de mantenimiento preventivo. Adems se tiene un mejor control econmico en lo
relacionado al mantenimiento. Se pretende conocer si dentro de PROACES cuentan con un
control y bodega de repuestos.
9. CONTROL DE ALMACENES, MATERIALES Y HERRAMIENTAS
9.1 Poseen catlogos de los equipos?
Para generar las listas de instrucciones de mantenimiento preventivo se necesitan los
manuales y catlogos de los equipos.
9.2 Cuentan con informacin detallada de los proveedores del equipo (nmero de contacto,
direccin, etc.)?
Una buena comunicacin con la entidad distribuidora de la maquinaria es fundamental para
hacer cumplir garantas o para conseguir repuestos de urgencia. Se evaluar el nivel de
prevencin organizativa que tienen en PROACES en lo concerniente a mantenimiento.
9.3 Cundo se presenta un fallo en la maquinaria, Se dispone de los repuestos necesarios para
realizar la reparacin?
Contar con las partes de recambio de mayor demanda facilita los trabajos de mantenimiento.
Se evaluar la organizacin que se tiene para la obtencin de repuestos.
38
9.4 Cuenta con un inventario detallado y actualizado de los repuestos o piezas de recambio
existentes?
Se desea saber si se tiene un control del stock disponible de repuestos.
9.5 Cuentan con las herramientas adecuadas para realizar todas las reparaciones pertinentes?
Si no se poseen recursos adecuados, el trabajo de mantenimiento no se puede realizar a
conformidad. La disponibilidad de los equipos se ve disminuida si los trabajos de
mantenimiento se demoran mucho tiempo. Se desea conocer si en PROACES proporciona a
los empleados las herramientas adecuadas para realizar el trabajo de mantenimiento.
9.6 Se encuentran las herramientas al alcance del personal de mantenimiento en caso de una
avera?
Esta pregunta est relacionada con el punto de la bodega de herramientas, en caso de que
exista un lugar con este propsito se pretende evaluar si la administracin del mismo es el
adecuado o se debera replantear su estructura de funcionamiento.
9.7 Resulta fcil la ubicacin de los diferentes productos almacenados?
Si se cuenta con una bodega para las partes de recambio se desea conocer si es eficiente la
ubicacin de las mismas y evaluar la eficiencia de esa rea.
9.8 Estn debidamente rotulados los lugares en donde se almacenan las herramientas y piezas
de recambio?
Poseer una clasificacin adecuada de los repuestos, as como una ayuda para su pronta
identificacin en caso de un pedido.
10. MANTENIMIENTO PREVENTIVO E HISTORIA DEL EQUIPO
10.1 Actualmente, se da un mantenimiento peridico a los equipos de uso ms frecuente dentro
del proceso?
Como un requerimiento mnimo, debera existir mantenimiento preventivo para la maquinaria
ms importante dentro de los procesos de la empresa. Se desea conocer si dentro de
PROACES existe dicho mnimo aceptable.
10.2 Existe un plan general de mantenimiento preventivo dentro de la empresa?
Las revisiones peridicas son tiles ya que aumentan la confianza de los equipos.
Disminuyen las fallas repentinas y se tiene un mejor control de los costos relacionados al
mantenimiento.
39
10.3 Se lleva un registro histrico de las fallas que ha tenido el equipo?
Para realizar un anlisis de ingeniera de fallas es preciso tener una memoria de los
desperfectos que ha tenido un equipo a lo largo del tiempo. De esta manera los recursos
estarn destinados a solucionar el problema ltimo y no simplemente los efectos del
problema.
10.4 Existe un registro de la disponibilidad de uso con la que cuenta cada equipo?
La produccin esta limitada por el tiempo disponible de cada equipo. Mientras menor sea el
porcentaje de disponibilidad la produccin se ver disminuida. Una alta tasa de disponibilidad
depende del rea de mantenimiento. Controlar toda esta informacin ayuda a identificar el
equipo ms problemtico y determinar el objetivo de reparacin.
10.5 Se lleva un registro histrico de todas las piezas que han sido cambiadas en la maquinaria
cuando una falla se presenta?
Esta actividad permite realizar un control de las piezas con mayor demanda y poder
mantenerlas en almacn para su posterior uso. Adems contribuye a un mejor control
econmico y realizacin de reportes de gastos en el departamento de mantenimiento.
10.6 Existe una persona encargada de administrar el plan mantenimiento preventivo?
Es comn asignar a una persona para administrar el rea de mantenimiento; as se
garantiza un pleno cumplimiento de todos los estndares planteados en el contexto de
mantenimiento preventivo.
10.7 Se realizan informes de mantenimiento preventivo en los cuales quede constancia del
trabajo realizado, tiempo utilizado y materiales utilizados?
Los informes permiten realizar estudios econmicos, de eficiencia y de administracin de
recursos histricos. Es posible obtener ndices de rendimiento general que reflejen el
trabajo realizado en el departamento de mantenimiento en un perodo de tiempo dado e
identificar las posibles mejoras del rea.
11. MEDICIN DE TRABAJOS E INCENTIVOS
11.1 Existe algn mtodo para controlar el tiempo de trabajo del personal de la planta?
Se desea identificar si en la empresa cuentan con medicin de tiempos de trabajo y
comparacin con tiempos estndares. Esto con la finalidad de mejorar la eficiencia del
personal.
40
11.2 Entregan bonificaciones o reconocimientos al personal mas sobresaliente?
Con esta pregunta interesa conocer si dentro de la empresa PROACES motivan a los
trabajadores a realizar un buen trabajo por medio de metodologas psico-sociales de
recompensas.
12. SISTEMA DE INFORMACIN
12.1 Disponen de algn tipo de herramienta informtica (software de computadora) que
permita administrar el mantenimiento preventivo que se realiza a los equipos?
Tener el apoyo de un software para la administracin de mantenimiento mejora la gestin
del mismo. Se pretende conocer el nivel de actualizacin informtica en PROACES para
realizar tareas de este tipo.
12.2 Existe una herramienta informtica que facilite el control de los gastos realizados en
concepto de mantenimiento de equipos?
Las computadoras facilitan el control de los gastos. Se pueden realizar reportes econmicos
y proyecciones para reducir costos en mantenimiento si se cuenta con la herramienta
informtica adecuada.
12.3 Cuentan con un software adecuado para generar listas de instrucciones con
especificaciones y recomendaciones especficas de mantenimiento?
La administracin de las instrucciones para rutinas de mantenimiento es ms eficiente si se
utiliza un programa de computadoras.
3.2.2 LISTA DE CONTROL (CHECKLIST)
Definicin
Definiremos Checklist como una serie de preguntas que abarcan diversos aspectos o zonas de la
empresa. Dichas preguntas sern respondidas a travs de una entrevista y/o por medio de la
simple observacin del ambiente de trabajo dentro de la empresa.
El profesionalismo y validez del checklist pasa por un procesamiento interno de informacin a fin de
obtener respuestas coherentes que permitan una correcta descripcin de puntos dbiles y fuertes
del rea evaluada.
Metodologa
Una vez diseadas las preguntas modelo, se procede a la elaboracin de los listados mediante la
representacin grfica de stas. Generando de esta manera formularios que facilitarn la
recoleccin de datos.
41
El auditor deber completar dichos formularios con la informacin que se obtenga a travs de las
visitas de campo, inspecciones y entrevistas.
Durante el proceso de recoleccin de informacin mediante entrevistas, el auditor deber aplicar el
Checklist de modo que el auditado responda clara y escuetamente. Se deber interrumpir lo menos
posible a ste y solamente en los casos en que las respuestas se aparten sustancialmente de la
pregunta. En algunas ocasiones, se har necesario invitar a aqul a que exponga con mayor
amplitud un tema concreto, y en cualquier caso, se deber evitar absolutamente la presin sobre el
mismo.
Para poder conocer el estado actual en que se encuentra la empresa en estudio, se procedi a
realizar un Checklist, el cual nos permite comprobar el cumplimiento de cada uno de los aspectos
evaluados en l.
Ejecucin
Con la culminacin de las etapas de diseo de los listados de control y la recoleccin de
informacin, se procede a establecer los criterios de ponderacin preliminar, se dise un formato
de evaluacin que permitiera corroborar el nivel de cumplimiento de cada uno de los aspectos
evaluados en el Checklist o listados de control.
Las clasificaciones posibles dentro del checklist para cada aspecto evaluado son:
S: Si el aspecto evaluado cumple en su totalidad o muy cerca de la misma lo que se
espera. La nota que se le asignar a esta catalogacin ser 10
Intermedio: Si el aspecto evaluado no cumple a cabalidad o a totalidad lo esperado, pero
sin embargo presenta alguna parte del mismo o algn smil. La nota que se le asignar a
esta catalogacin ser 5
No: Si el aspecto evaluado no cumple o ni siquiera existe dentro de los parmetros de la
empresa. La nota que se le asignar a esta catalogacin ser 0
42
A continuacin se presenta el formato del Checklist propuesto para llevar a cabo el diagnstico en
PROACES:
1 ORGANIZACIN Y PERSONAL SI INTERMEDIO NO OBSERVACIONES
1,1 La empresa cuenta con un organigrama?
1,2
Existe el cargo de Gerente (o encargado) de
Mantenimiento?
1,3
Qu nivel jerrquico o de toma de decisiones
tiene el Gerente de Mantenimiento (o
encargado) dentro del organigrama (si es que
existe el cargo u organigrama)?
1,4
Posee una diferenciacin de operarios (Ya
sea por su conocimiento, preparacin,
experiencia, etc.)?
1,5
Cada trabajador posee una descripcin
clara y por escrito en la cual se presenten las
limitantes y responsabilidades de su cargo?
Tabla 3.1 Checklist Organizacin y Personal
2 PRODUCTIVIDAD DE LA MANO DE OBRA SI INTERMEDIO NO OBSERVACIONES
2,1
Existe algn mtodo de evaluacin del
rendimiento de los operarios?
2,2
Posee tiempos estndar de la realizacin de
trabajos?
2,3
Existe control sobre el tiempo real que es
utilizado en los trabajos?
2,4
Realiza revisiones de los trabajos
pendientes de los trabajadores?
2,5
La empresa hace investigaciones acerca de
las posibles causas del bajo rendimiento?
Tabla 3.2 Checklist Productividad de la Mano de Obra
43
3
CAPACITACIN GERENCIAL Y DEL
PLANIFICADOR
SI INTERMEDIO NO OBSERVACIONES
3,1
Existe capacitacin en el nivel gerencial de la
empresa?
3,2
Se realizan consideraciones tcnicas para
mejorar la productividad?
Tabla 3.3 Checklist Capacitacin Gerencial y del Planificador
4 CAPACITACIN DE LOS TCNICOS SI INTERMEDIO NO OBSERVACIONES
4,1
Existe la metodologa de brindar
capacitaciones peridicamente a los tcnicos?
4,2
Se evalan las deficiencias y los progresos
en los diversos niveles de capacitacin?
4,3
Posee la empresa un perfil predeterminado
para contratar un tcnico?
Tabla 3.4 Checklist Capacitacin de los Tcnicos
44
5 MOTIVACIN SI INTERMEDIO NO OBSERVACIONES
5,1
Se sienten identificados los empleados
con la empresa?
5,2
Siente que posee estabilidad laboral
dentro de la empresa?
5,3
Siente que posee oportunidades de
ascender dentro de la empresa?
5,4
Existen incentivos para los empleados
con un buen desempeo y rendimiento de
la empresa?
5,5 Seguridad industrial
5.5.1 Proteccin para manos
5.5.2 Proteccin visual y facial
5.5.3 Proteccin auditiva
5.5.4 Proteccin craneal
5.5.5 Prendas protectoras
5.5.6 Proteccin respiratoria
5.5.7 Calzado industrial o de seguridad
5.5.8 Proteccin anti cada
5.5.9 Sealizacin
5.5.10 Equipos extintores
5,6
Se siente conforme con los recursos y
metodologas de seguridad industrial que
posee la empresa?
Tabla 3.5 Checklist Motivacin
45
6
ADMINISTRACIN Y CONTROL DEL
PRESUPUESTO
SI INTERMEDIO NO OBSERVACIONES
6,1
Cundo se realiza un mantenimiento, existe
un registro de los materiales utilizados?
6,2
Existe un registro de los repuestos o piezas
de recambio utilizadas durante la realizacin
de un trabajo de mantenimiento?
6,3
Existe alguna metodologa o software de
computadora para el control de la cantidad
de repuestos existentes en el almacn?
6,4
Existe un control de tiempos de ejecucin
para las actividades de mantenimiento?
6,5
Existe divisin por reas de
mantenimiento? (Elctrico o Mecnico)
6,6
Existe algn historial del tiempo muerto del
equipo?
6,7
Posee algn mtodo para la estimacin de
costos de mantenimiento?
Tabla 3.6 Checklist Administracin y Control del Presupuesto
7
PLANEACIN Y PROGRAMACIN DE
LAS RDENES DE TRABAJO
SI INTERMEDIO NO OBSERVACIONES
7,1
Posee la empresa rdenes de trabajo para
realizar tareas de mantenimiento?
7,2
Siente usted que las ordenes de trabajo
son sencillas de completar?
7,3
Posee toda la informacin necesaria la
orden de trabajo?
7,4
Estn computarizadas las rdenes de
trabajo?
7,5
Coordinacin entre produccin y
mantenimiento
7.5.1
Existen paros programados de maquinaria
para realizar mantenimiento?
7.5.2
El personal de produccin est enterado
de estos paros programados?
7.5.3
Existe una produccin de respaldo antes
de realizar un paro programado?
7.5.4
En caso de un paro imprevisto o repentino,
existe produccin de respaldo?
7,6
Realizan actualizaciones peridicas de los
tiempos estndares utilizados?
Tabla 3.7 Checklist Planeacin y Programacin de las rdenes de Trabajo
46
8 INSTALACIONES SI INTERMEDIO NO OBSERVACIONES
8,1
Existen planos o algn tipo de documento
en donde aparezca la distribucin y
localizacin actual de la maquinaria dentro
de la planta?
8,2
Poseen un espacio fsico dentro de la
empresa para el almacenamiento o
distribucin de herramientas?
8,3
Poseen un espacio dentro de la empresa
para el almacenamiento y distribucin de
piezas de repuesto del equipo?
Tabla 3.8 Checklist Instalaciones
9
CONTROL DE ALMACENES Y
HERRAMIENTAS
SI INTERMEDIO NO OBSERVACIONES
9,1 Poseen catlogos de los equipos?
9,2
Cuentan con informacin detallada de los
proveedores del equipo (nmero de
contacto, direccin, etc.)?
9,3
Cundo se presenta un fallo en la
maquinaria, Se dispone de los repuestos
necesarios para realizar la reparacin?
9,4
Cuenta con un inventario detallado y
actualizado de los repuestos o piezas de
recambio existentes?
9,5
Cuentan con las herramientas adecuadas
para realizar todas las reparaciones
pertinentes?
9,6
Se encuentran las herramientas al alcance
del personal de mantenimiento en caso de
una avera?
9,7
Resulta fcil la ubicacin de los diferentes
productos almacenados?
9,8
Estn debidamente rotulados los lugares
en donde se almacenan las herramientas y
piezas de recambio?
Tabla 3.9 Checklist Control de Almacenes y Herramientas
47
10
MANTENIMIENTO PREVENTIVO E
HISTORIA DEL EQUIPO
SI INTERMEDIO NO OBSERVACIONES
10,1
Actualmente, se da un mantenimiento
peridico a los equipos de uso ms
frecuente dentro del proceso?
10,2
Existe un plan general de mantenimiento
preventivo dentro de la empresa?
10,3
Se lleva un registro histrico de las fallas
que ha tenido el equipo?
10,4
Existe un registro de la disponibilidad de
uso con la que cuenta cada equipo?
10,5
Se lleva un registro histrico de todas las
piezas que han sido cambiadas en la
maquinaria cuando una falla se presenta?
10,6
Existe una persona encargada de
administrar el plan mantenimiento
preventivo?
10,7
Se realizan informes de mantenimiento
preventivo en los cuales quede constancia
del trabajo realizado, tiempo utilizado y
materiales utilizados?
Tabla 3.10 Checklist Mantenimiento Preventivo e Historia del Equipo
11 MEDICION DE TRABAJOS E INCENTIVOS SI INTERMEDIO NO OBSERVACIONES
11,1
Existe algn mtodo para controlar el
tiempo de trabajo del personal de la planta?
11,2
Entregan bonificaciones o reconocimientos
al personal ms sobresaliente?
Tabla 3.11 Checklist Medicin de Trabajos e Incentivos
12 SISTEMA DE INFORMACION SI INTERMEDIO NO OBSERVACIONES
12,1
Disponen de algn tipo de herramienta
informtica (software de computadora)
que permita administrar el mantenimiento
preventivo que se realiza a los equipos?
12,2
Existe una herramienta informtica que
facilite el control de los gastos realizados
en concepto de mantenimiento de
equipos?
12,3
Cuentan con un software adecuado para
generar listas de instrucciones con
especificaciones y recomendaciones
especficas de mantenimiento?
Tabla 3.12 Checklist Sistema de Informacin
48
Una vez diseado el formato del Checklist, se procede a completarlo a fin de encontrar y conocer
de manera eficaz el estado actual de PROACES.
A fin de obtener una percepcin ms objetiva del estado actual que existe en PROACES, se aplic
la metodologa del Checklist a diversos entes organizativos de la misma, entre ellos el Gerente de
Planta, el Ingeniero de Procesos y el J efe de la Lnea en estudio. Abonado a ello se cuenta con la
percepcin obtenida a lo largo de las visitas e inspecciones y la convivencia con la mayora de
empleados de los diversos turnos con los que cuenta la empresa.
3.2.3 RESULTADOS DE LA LISTA DE CONTROL
A continuacin se presenta un consolidado de lo expuesto anteriormente con sus respectivas
conclusiones preliminares:
1
ORGANIZACIN Y
PERSONAL
SI INTERMEDIONO OBSERVACIONES
1,1
La empresa cuenta con
un organigrama?
X
La empresa posee estructura
organizacional definida.
1,2
Existe el cargo de
Gerente (o encargado) de
Mantenimiento?
X
La empresa posee un J efe de
Mantenimiento.
1,3
Qu nivel jerrquico o de
toma de decisiones tiene el
Gerente de Mantenimiento
(o encargado) dentro del
organigrama (si es que
existe el cargo u
organigrama)?
X
Dentro de la empresa, el jefe de
mantenimiento posee igual nivel
jerrquico que los jefes de lnea de
produccin y depende directamente del
gerente de planta. Su trabajo necesita la
concertacin con los dems jefes de
lnea por lo que no puede parar la
produccin en el momento en que l
estime conveniente.
1,4
Posee una diferenciacin
de operarios (Ya sea por su
conocimiento, preparacin,
experiencia, etc.)?
X
La nica diferenciacin que poseen
entre empleados no gerenciales es la de
supervisor y operario de lnea. Esta
distincin se realiza en base al
conocimiento tcnico y experiencia de la
persona.
1,5
Cada trabajador posee
una descripcin clara y por
escrito en la cual se
presenten las limitantes y
responsabilidades de su
cargo?
X
Los empleados no cuentan con esta
descripcin por escrito. En el momento
de su contratacin se lleva a cabo una
explicacin verbal del cargo a
desempear, se les hace saber sus
responsabilidades y deberes dentro de
la empresa pero de manera muy
general. Es a travs de la experiencia y
el tiempo que los trabajadores tienen
claras sus responsabilidades.
49
1,6
Se revisa la calidad del
trabajo de mantenimiento?
X
No se revisa la calidad del trabajo de
mantenimiento. Cuando actividades de
esta ndole son realizadas, se asume
que el trabajo est bien hecho. Se
confa en la experiencia que poseen los
operarios
Tabla 3.13 Checklist Lleno Organizacin y Personal
2
PRODUCTIVIDAD DE
LA MANO DE OBRA
SI INTERMEDIO NO OBSERVACIONES
2,1
Existe algn mtodo de
evaluacin del
rendimiento de los
operarios?
X
La eficiencia de la mano de obra no es
medida individualmente. Se realiza una
evaluacin grupal como miembros de una
lnea de produccin. El rendimiento de una
lnea se cuantifica a travs de la
produccin lograda en los tiempos
estipulados.
2,2
Posee tiempos
estndar de la
realizacin de trabajos?
X
Para la realizacin de los trabajos de
mantenimiento o produccin, no se cuenta
con ningn parmetro de tiempo estndar
de comparacin. El mximo tiempo
disponible para realizar un trabajo es
funcin de la demanda semanal de
producto.
2,3
Existe control sobre el
tiempo real que es
utilizado en los trabajos?
X
En la lnea de Decapado se poseen
informes mensuales en los cuales se
registran los tiempos de realizacin de
trabajos. Sin embargo, estos son
temporales (nicamente son almacenados
6 meses). En las otras lneas del proceso
de produccin no se dispone de esta
metodologa.
2,4
Realiza revisiones de
los trabajos pendientes
de los trabajadores?
X
Los trabajos pendientes son monitoreados
constantemente. Se realiza una
supervisin directa por parte del jefe de
lnea.
2,5
La empresa hace
investigaciones acerca
de las posibles causas
del bajo rendimiento?
X
Desde una perspectiva global, no se
realizan investigaciones para identificar las
causas de un bajo rendimiento.
Especficamente, dentro de la lnea de
Decapado se hacen supuestos basados en
la experiencia para identificar posibles
causas del bajo rendimiento.
Tabla 3.14 Checklist Lleno Productividad de la Mano de Obra
50
3
CAPACITACIN
GERENCIAL Y DEL
PLANIFICADOR
SI INTERMEDIO NO OBSERVACIONES
3,1
Existe capacitacin en
el nivel gerencial de la
empresa?
X
La empresa tiene planes de capacitacin
para los niveles gerenciales y altos
mandos. Pero se deja de lado la
capacitacin para supervisores y
operarios.
3,2
Se realizan
consideraciones tcnicas
para mejorar la
productividad?
X
La empresa cuenta con un departamento
de ingeniera, en el cual se disean
planes logsticos para la mejora continua
de la produccin. Este departamento
tambin es el encargado de evaluar
mejoras tcnicas en los procesos y
maquinaria de produccin.
Tabla 3.15 Checklist Lleno Capacitacin Gerencial y del Planificador
4
CAPACITACIN DE
LOS TCNICOS
SI INTERMEDIO NO OBSERVACIONES
4,1
Existe la metodologa
de brindar
capacitaciones
peridicamente a los
tcnicos?
X
nicamente existen capacitaciones
empricas. Traspaso de conocimientos
entre generaciones de operarios
4,2
Se evalan las
deficiencias y los
progresos en los
diversos niveles de
capacitacin?
X
No se tienen mtodos para evaluar el
progreso de los empleados.
4,3
Posee la empresa un
perfil predeterminado
para contratar un
tcnico?
X
La empresa no tiene un perfil especfico
para contratar operarios. El nico requisito
indispensable para una persona es saber
leer y escribir. La capacitacin en las tareas
especficas se da a travs de la experiencia
acumulada y transmitida por los operarios
ms antiguos de la planta
Tabla 3.16 Checklist Lleno Capacitacin de los Tcnicos
51
5 MOTIVACIN SI INTERMEDIO NO OBSERVACIONES
5,1
Se sienten
identificados los
empleados con la
empresa?
X
En una visin general, se puede percibir que los
empleados se sienten identificados con la
empresa, pero motivados por el aspecto
econmico.
5,2
Siente que posee
estabilidad laboral
dentro de la
empresa?
X
La percepcin general de los empleados de la
empresa es que se tiene una buena estabilidad
laboral siempre y cuando respeten las normativas
de la empresa.
5,3
Siente que posee
oportunidades de
ascender dentro de
la empresa?
X
Las oportunidades de crecimiento profesional
dentro de la empresa son limitadas. Un operario
puede ascender a supervisor; sin embargo, un
supervisor no puede alcanzar el nivel de jefe de
lnea debido a que estos ltimos son cargos
estables y fijos.
5,4
Existen incentivos
para los empleados
con un buen
desempeo y
rendimiento de la
empresa?
X
No se dan bonificaciones ni incentivos de ningn
tipo a los empleados por lograr una produccin
acorde a los objetivos planteados.
5,5
Seguridad
industrial
5.5.1
Proteccin para
manos
X
Se cuenta con una proteccin para manos en lo
referente al manejo de la materia prima, as como
para el proceso de recocido. Si no es necesario,
los empleados no tienen esta proteccin en todo
momento.
5.5.2
Proteccin visual y
facial
X
No se cuenta con una proteccin visual y/o facial
para ninguna parte del proceso de produccin.
5.5.3 Proteccin auditiva X
Se cuenta con equipo de proteccin auditiva en la
zona de generacin, debido al ruido estridente
que ah se tiene.
5.5.4 Proteccin craneal X
Todos los empleados cuentan con proteccin
craneal, pero a pesar de ello no siempre la
utilizan.
5.5.5
Prendas
protectoras
X
No se cuenta con ropa protectora para las
diversas zonas de la produccin.
5.5.6
Proteccin
respiratoria
X
Debido al mbito laboral en el que se
desempaan los trabajadores (por la emanacin
de gases cidos y polvos de oxido ferroso) su uso
debera ser obligatorio, y a pesar de ello no se
cuenta con este tipo de proteccin.
5.5.7
Calzado industrial o
de seguridad
X
No se presenta de manera constante el uso de
calzado industrial. Ya que por lo observado se
puede decir que los empleados se presentan a
laborar en cualquier tipo de calzado.
5.5.8
Proteccin anti
cada
X
Por lo constatado en las visitas, se ha observado
que s utilizan proteccin anti-cada para realizar
trabajos en alturas.
5.5.9 Sealizacin X
Existen zonas dentro de la planta que poseen
sealizacin, sin embargo, estas estn en mal
estado debido al tiempo y la suciedad presente.
52
5.5.10 Equipos extintores X
Existen muy pocos extintores para la magnitud de
la planta; y en ciertos casos, el extintor no se
encuentra en el lugar que le corresponde. Sin
embargo, a los extintores que se tienen se les da
el mantenimiento adecuado, por lo que se puede
observar en sus tarjetas de mantenimiento.
5,6
Se siente
conforme con los
recursos y
metodologas de
seguridad industrial
que posee la
empresa?
X
De acuerdo al gerente de planta y jefe de lnea
consultados, se muestra una inconformidad con
los lineamientos de seguridad industrial
presentes, ya que los mecanismos para su
aplicacin y cumplimiento no son estrictos.
Tabla 3.17 Checklist Lleno Motivacin
6
ADMINISTRACIN Y
CONTROL DEL
PRESUPUESTO
SI INTERMEDIO NO OBSERVACIONES
6,1
Cundo se realiza un
mantenimiento, existe
un registro de los
materiales utilizados?
X
No existe un registro formal con el que se
pueda generar un histrico del mantenimiento
realizado a los activos de la empresa.
6,2
Existe un registro de
los repuestos o piezas
de recambio utilizadas
durante la realizacin
de un trabajo de
mantenimiento?
X
No existe un registro formal con el que se
pueda generar un histrico de los repuestos
utilizados en el mantenimiento realizado a los
activos de la empresa.
6,3
Existe alguna
metodologa o software
de computadora para el
control de la cantidad
de repuestos existentes
en el almacn?
X
Actualmente la empresa cuenta con un
software para administrar y observar los
recursos que se tienen en stock. La realizacin
de pedidos se hace en base a la experiencia
previa y a la necesidad que se tenga. Sin
embargo, este programa de computadora no
permite estimar la cantidad ptima y tiempo
adecuado de pedido de repuestos
6,4
Existe un control de
tiempos de ejecucin
para las actividades de
mantenimiento?
X
No existe ningn parmetro ni metodologa
que indique el tiempo de realizacin de las
tareas.
6,5
Existe divisin por
reas de
mantenimiento?
(Elctrico o Mecnico)
X
No, el mantenimiento que se le da al equipo es
en su mayora mecnico.
6,6
Existe algn historial
del tiempo muerto del
equipo?
X
No se tiene un registro del tiempo muerto del
equipo. Lo que miden es el tiempo de retraso,
pero esto no indica el tiempo muerto del
equipo, ya que un retraso no se le puede
atribuir en su totalidad a un paro por falla.
53
6,7
Posee algn mtodo
para la estimacin de
costos de
mantenimiento?
X
Actualmente, no se cuenta con un mtodo
para estimar el costo de realizacin de
actividades de mantenimiento, ya que no se
dispone de un registro apropiado.
Tabla 3.18 Checklist Lleno Administracin y Control del Presupuesto
7
PLANEACIN Y
PROGRAMACIN DE
LAS RDENES DE
TRABAJO
SI INTERMEDIO NO OBSERVACIONES
7,1
Posee la empresa
rdenes de trabajo para
realizar tareas de
mantenimiento?
X
La empresa solo cuenta con rdenes de
trabajo para produccin, no as para la
realizacin de mantenimientos.
7,2
Siente usted que las
ordenes de trabajo son
sencillas de completar?
X
7,3
Posee toda la
informacin necesaria la
orden de trabajo?
X
7,4
Estn computarizadas
las rdenes de trabajo?
X
7,5
Coordinacin entre
produccin y
mantenimiento
7.5.1
Existen paros
programados de
maquinaria para
realizar mantenimiento?
X
Existen paros de produccin programados
en cada lnea del proceso para realizar
algn tipo de mantenimiento.
7.5.2
El personal de
produccin est
enterado de estos paros
programados?
X
El personal de produccin se entera de los
paros de produccin. Los jefes de cada
lnea realizan la planeacin de produccin
semanal y lo hacen saber a los supervisores
correspondientes; quienes a su vez notifican
a los operarios de lnea.
7.5.3
Existe una
sobreproduccin antes
de realizar un paro
programado?
X
No se sobre produce, ya que la produccin
se planea de manera semanal.
7.5.4
En caso de un paro
imprevisto o repentino,
existe produccin de
respaldo?
X
Dentro de una visin macroscpica, no
existe produccin de respaldo. Sin embargo,
en la lnea de Decapado, por el hecho de
ser un proceso relativamente rpido siempre
se tiene producto en exceso. Si un paro
tiene un tiempo de duracin mximo de 2
das no presenta problemas para los dems
procesos de la planta.
7,6
Realizan
actualizaciones
peridicas de los
tiempos estndares
utilizados?
X
No poseen tiempos estndares para la
realizacin de trabajos realizados.
Tabla 3.19 Checklist lleno Programacin de las rdenes de Trabajo
54
8 INSTALACIONES SI INTERMEDIO NO OBSERVACIONES
8,1
Existen planos o algn tipo de
documento en donde aparezca la
distribucin y localizacin actual
de la maquinaria dentro de la
planta?
X
Se cuenta con planos de distribucin
en planta de toda la empresa.
8,2
Poseen un espacio fsico dentro
de la empresa para el
almacenamiento o distribucin de
herramientas?
X
La bodega de herramientas y
repuestos ocupan el mismo espacio
fsico dentro de la empresa
8,3
Poseen un espacio dentro de la
empresa para el almacenamiento
y distribucin de piezas de
repuesto del equipo?
X
La bodega de herramientas y
repuestos ocupan el mismo espacio
fsico dentro de la empresa
Tabla 3.20 Checklist Lleno Instalaciones
9
CONTROL DE ALMACENES Y
HERRAMIENTAS
SI INTERMEDIO NO OBSERVACIONES
9,1
Poseen catlogos de los
equipos?
X
Los equipos ms recientes de la
planta si poseen catlogos del
fabricante. El equipo ms antiguo de
la planta no cuenta con ningn tipo de
informacin del fabricante
9,2
Cuentan con informacin
detallada de los proveedores del
equipo (nmero de contacto,
direccin, etc.)?
X
Para el equipo ms reciente de la
planta s se tiene informacin de
contacto del fabricante.
9,3
Cundo se presenta un fallo en
la maquinaria, Se dispone de
los repuestos necesarios para
realizar la reparacin?
X
Los repuestos son administrados por
bodega, generalmente estn
abastecidos con los repuestos que,
segn la experiencia previa, son los
ms demandados
9,4
Cuenta con un inventario
detallado y actualizado de los
repuestos o piezas de recambio
existentes?
X
Se dispone de un inventario que es
administrado a travs de un software.
En este se tiene un control adecuado
de los repuestos en existencia
9,5
Cuentan con las herramientas
adecuadas para realizar todas
las reparaciones pertinentes?
X
Se cuentan con herramientas que no
son las ms adecuadas para realizar
los trabajos. Sin embargo, el trabajo
siempre es realizado
9,6
Se encuentran las
herramientas al alcance del
personal de mantenimiento en
caso de una avera?
X
El tipo de herramienta de uso ms
comn se tiene en el rea de trabajo.
Las herramientas ms especializadas
se encuentran en bodega.
55
9,7
Resulta fcil la ubicacin de los
diferentes productos
almacenados?
X
La ubicacin de los productos resulta
ser fcil debido a que se almacenan
en estantes rotulados
9,8
Estn debidamente rotulados
los lugares en donde se
almacenan las herramientas y
piezas de recambio?
X
Las herramientas y repuestos se
almacenan en estantes rotulados
Tabla 3.21 Checklist Lleno Control de Almacenes y Herramientas
10
MANTENIMIENTO
PREVENTIVO E HISTORIA
DEL EQUIPO
SI INTERMEDIO NO OBSERVACIONES
10,1
Actualmente, se da un
mantenimiento peridico a
los equipos de uso ms
frecuente dentro del
proceso?
X
El equipo ms importante para la
produccin recibe un mantenimiento
peridico superficial.
10,2
Existe un plan general de
mantenimiento preventivo
dentro de la empresa?
X
No existe un plan de mantenimiento
preventivo bien establecido. Si bien
existe cierto mantenimiento peridico,
este no est lo suficientemente
estructurado como para catalogarse
como un mantenimiento preventivo
10,3
Se lleva un registro
histrico de las fallas que
ha tenido el equipo?
X
No se cuenta con un registro histrico
constante.
10,4
Existe un registro de la
disponibilidad de uso con la
que cuenta cada equipo?
X
No existe registro alguno de la
disponibilidad del equipo dentro de la
planta.
10,5
Se lleva un registro
histrico de todas las piezas
que han sido cambiadas en
la maquinaria cuando una
falla se presenta?
X
No se tiene un registro histrico de las
piezas y/o repuestos que se han
intercambiado.
10,6
Existe una persona
encargada de administrar el
plan mantenimiento
preventivo?
X
No existe una persona encargada de
administrar el plan de mantenimiento
preventivo debido a que no se cuenta
con un plan de mantenimiento
preventivo.
10,7
Se realizan informes de
mantenimiento preventivo
en los cuales quede
constancia del trabajo
realizado, tiempo utilizado y
materiales utilizados?
X
No existen reportes de mantenimiento
preventivo. Se generan informes del
trabajo realizado, pero no son
almacenados por un perodo de tiempo
prolongado.
Tabla 3.22 Checklist Lleno Mantenimiento Preventivo e Historia del Equipo
56
11
MEDICION DE
TRABAJOS E
INCENTIVOS
SI INTERMEDIO NO OBSERVACIONES
11,1
Existe algn mtodo para
controlar el tiempo de
trabajo del personal de la
planta?
X
Slo se cuenta con la medicin que se
obtiene a travs del marcado de tarjeta al
momento de ingresar y de salir de la
planta.
11,2
Entregan bonificaciones o
reconocimientos al
personal ms
sobresaliente?
X
No se tiene ningn plan de bonificaciones
o incentivos para ninguna lnea y
empleado de la planta.
Tabla 3.23 Checklist Lleno Medicin de Trabajos e Incentivos
12 SISTEMA DE INFORMACION SI INTERMEDIO NO OBSERVACIONES
12,1
Disponen de algn tipo de
herramienta informtica (software
de computadora) que permita
administrar el mantenimiento
preventivo que se realiza a los
equipos?
X
No se cuenta con una herramienta
informtica que administre el
mantenimiento.
12,2
Existe una herramienta
informtica que facilite el control
de los gastos realizados en
concepto de mantenimiento de
equipos?
X
No se cuenta con una herramienta
informtica que administre los
gastos realizados en el
mantenimiento.
12,3
Cuentan con un software
adecuado para generar listas de
instrucciones con
especificaciones y
recomendaciones especficas de
mantenimiento?
X
No se cuenta con una herramienta
informtica que administre y
almacene las listas de instrucciones
de mantenimiento.
Tabla 3.24 Checklist Lleno Sistema de Informacin
3.2.4 CUANTIFICACIN Y ANLISIS DE LOS RESULTADOS. PROCESO DE ANLISIS
JERRQUICO
Una vez que se ha completado el checklist, se procede a realizar un anlisis de los resultados
haciendo uso de mtodos cuantitativos de informacin. Lo anterior tiene como finalidad poder
establecer prioridades y llamadas de atencin en las metodologas y actividades de mantenimiento
de la empresa en funcin de una cuantificacin de los resultados. Dicha cuantificacin se realizar
con la ayuda del PROCESO DE ANLISIS J ERRQUICO, el cual es descrito a continuacin.
57
El Proceso de Anlisis J errquico o mtodo A.H.P. (Analytic Hierarchy Process) es una
herramienta de soporte en los procesos de toma de decisiones de tipo multicriterio discreto, sta se
basa en la construccin de un modelo de jerarquas, el cual permite organizar la informacin de un
problema complejo de forma grfica y eficiente, de modo tal que se pueda descomponer y analizar
por partes.
El mtodo A.H.P. fue desarrollado por el Doctor en Ciencias Matemticas Thomas Saaty a fines de
la dcada de los ochenta, para resolver el tratado de reduccin de armamento estratgico entre
Estados Unidos y la Unin Sovitica. Segn el creador de ste mtodo: El A.H.P. desmenuza un
problema en sub-problemas y luego une todas las soluciones de estos en una conclusin
El objetivo del mtodo es el de permitir que el tomador de decisiones pueda estructurar un
problema multicriterio de forma visual, mediante la construccin de un modelo jerrquico, que
bsicamente contiene tres niveles: meta u objetivo, criterios y alternativas. Una vez construido el
modelo jerrquico, se realizan las comparaciones por pares entre dichos elementos (criterios, sub-
criterios y alternativas) y se atribuyen valores numricos a las preferencias sealadas por los
tomadores de decisiones, entregando una sntesis de las mismas mediante la agregacin de esos
juicios parciales.
El fundamento del proceso de Saaty descansa en el hecho que permite dar valores numricos a los
juicios dados por los tomadores de decisiones, logrando medir cmo contribuye cada elemento de
la jerarqua al nivel inmediatamente superior del cual se desprende, llegando a obtener una sntesis
como resultado final, que da una nocin al tomador de decisiones de la alternativa que debera de
elegir.
La metodologa a seguir se ha basado en entrevistas con expertos de mantenimiento en la
industria nacional, los cuales ayudarn a obtener una clasificacin jerrquica veraz y objetiva
debido a la experiencia acumulada que ellos tienen.
El fundamento matemtico del modelo utilizado por el AHP es presentado en el ANEXO A
3.2.5 DEFINICIN DE PARTICIPANTES
Los participantes para la aplicacin del A.H.P. son todos los personajes que estn directamente
involucrados con el proceso de toma de decisin o expertos en el tema de estudio. Para detectar
de manera rpida a los participantes, deben de hacerse preguntas tales como: quines participan
en el proceso?, quin supervisa el proceso?, qu tanto conocen acerca del proceso?, a manera
que justifican el por qu estn siendo considerados como parte del grupo tomador de decisiones.
58
En base a lo anterior, se han escogido a tres expertos para ayudarnos a jerarquizar los diversos
aspectos. Se cont con la participacin de un experto interno de la empresa y con dos expertos
externos a la misma. Dichos expertos fueron:
Ingeniero Vitelio Bautista
Ingeniero de Procesos de PROACES
Correo electrnico: vbautista@proaces.com.sv
Ingeniero Salvador Flores
J efe del Departamento de Bombas y Transferencia de Potencia del Ingenio El ngel
Correo electrnico: tecnico@ingenioelangel.com.sv
Ingeniero Alfredo Zavala
J efe del Departamento de Mantenimiento Mayor de la Alcalda de San Salvador
Telfono: 2270-3231
3.2.6 APLICACIN DEL PROCESO DE ANLISIS JERRQUICO
A continuacin se describe el Proceso del Anlisis J errquico aplicado al checklist descrito
anteriormente.
Se presenta el proceso de ponderacin en lo que respecta a las distintas reas evaluadas en la
empresa PROACES.
Aplicacin Del Proceso De Anlisis J errquico: reas De Estudio:
tems a comparar:
1. Organizacin y Personal
2. Productividad de la Mano de Obra
3. Capacitacin Gerencial
4. Capacitacin de los Tcnicos
5. Motivacin
6. Administracin y Control del Presupuesto
7. Planeacin y Programacin de las rdenes de Trabajo
8. Instalaciones
9. Control de Almacenes y Herramientas
10. Mantenimiento Preventivo e Historia del Equipo
11. Medicin de Trabajos e Incentivos
12. Sistema de Informacin
Completado por el Ing. Vitelio Bautista:
59
MATRIZ DE COMPARACIN POR PARES
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1/3 3 2 2 2 5 7 1 2 5
2 1 1 4 1/7 1 3 6 1 5 1 1 2
3 3 1/4 1 4 3 5 4 5 7 5 5 3
4 1/3 7 1/4 1 1/5 1/2 1/2 5 4 8 1/4 2
5 1/2 1 1/3 5 1 3 2 5 2 1 3 3
6 1/2 1/3 1/5 2 1/3 1 1 3 2 2 1 2
7 1/2 1/6 1/4 2 1/2 1 1 3 3 1 1 3
8 1/5 1 1/5 1/5 1/5 1/3 1/3 1 2 1/3 1 1/3
9 1/7 1/5 1/7 1/4 1/2 1/2 1/3 1/2 1 1/3 1/3 1/3
10 1 1 1/5 1/8 1 1/2 1 3 3 1 2 2
11 1/2 1 1/5 4 1/3 1 1 1 3 1/2 1 4
12 1/5 1/2 1/3 1/2 1/3 1/2 1/3 3 3 1/2 1/4 1
TOTAL 8,88 14,45 7,44 22,22 10,40 18,33 19,50 35,50 42,00 21,67 17,83 27,67
Tabla 3.25 Matriz de Comparacin por Pares
MATRIZ DE PROCENTAJ ES Y PROMEDIOS
1 2 3 4 5 6 7 8 9 10 11 12
PROMEDIO DE
CADA FILA
1 0,11 0,07 0,04 0,140,19 0,11 0,10 0,14 0,17 0,05 0,11 0,18 0,118
2 0,11 0,07 0,54 0,010,10 0,16 0,31 0,03 0,12 0,05 0,06 0,07 0,135
3 0,34 0,02 0,13 0,180,29 0,27 0,21 0,14 0,17 0,23 0,28 0,11 0,197
4 0,04 0,48 0,03 0,050,02 0,03 0,03 0,14 0,10 0,37 0,01 0,07 0,114
5 0,06 0,07 0,04 0,230,10 0,16 0,10 0,14 0,05 0,05 0,17 0,11 0,106
6 0,06 0,02 0,03 0,090,03 0,05 0,05 0,08 0,05 0,09 0,06 0,07 0,057
7 0,06 0,01 0,03 0,090,05 0,05 0,05 0,08 0,07 0,05 0,06 0,11 0,059
8 0,02 0,07 0,03 0,010,02 0,02 0,02 0,03 0,05 0,02 0,06 0,01 0,028
9 0,02 0,01 0,02 0,010,05 0,03 0,02 0,01 0,02 0,02 0,02 0,01 0,020
10 0,11 0,07 0,03 0,010,10 0,03 0,05 0,08 0,07 0,05 0,11 0,07 0,065
11 0,056 0,069 0,03 0,180,03 0,05 0,05 0,03 0,07 0,020,06 0,14 0,066
12 0,02 0,03 0,04 0,020,03 0,03 0,02 0,08 0,07 0,020,01 0,04 0,036
TOTAL 1,00 1,00 1,00 1,001,00 1,00 1,00 1,00 1,00 1,001,00 1,00 1
Tabla 3.26 Matriz de Porcentajes y Promedios
60
Una vez que se cuenta con el promedio de cada fila, se expresa como porcentaje, y ese pasa a ser
el peso de cada parmetro de anlisis.
tem Porcentaje
1 11,8%
2 13,5%
3 19,7%
4 11,4%
5 10,6%
6 5,7%
7 5,9%
8 2,8%
9 2,0%
10 6,5%
11 6,6%
12 3,6%
Tabla 3.27 Porcentaje de cada tem
MATRIZ DE CONSISTENCIA
1 2 3 4 5 6 7 8 9 10 11 12 TOTAL RELACIN
1 0,12 0,13 0,07 0,34 0,21 0,11 0,12 0,14 0,14 0,06 0,13 0,18 1,76 14,96
2 0,12 0,13 0,79 0,02 0,11 0,17 0,36 0,03 0,10 0,06 0,07 0,07 2,02 15,00
3 0,35 0,03 0,20 0,45 0,32 0,29 0,24 0,14 0,14 0,32 0,33 0,11 2,92 14,83
4 0,04 0,94 0,05 0,11 0,02 0,03 0,03 0,14 0,08 0,52 0,02 0,07 2,05 18,03
5 0,06 0,13 0,07 0,57 0,11 0,17 0,12 0,14 0,04 0,06 0,20 0,11 1,78 16,79
6 0,06 0,04 0,04 0,23 0,04 0,06 0,06 0,09 0,04 0,13 0,07 0,07 0,91 15,97
7 0,06 0,02 0,05 0,23 0,05 0,06 0,06 0,09 0,06 0,06 0,07 0,11 0,91 15,34
8 0,02 0,13 0,04 0,02 0,02 0,02 0,02 0,03 0,04 0,02 0,07 0,01 0,45 15,74
9 0,02 0,03 0,03 0,03 0,05 0,03 0,02 0,01 0,02 0,02 0,02 0,01 0,29 14,75
10 0,12 0,13 0,04 0,01 0,11 0,03 0,06 0,09 0,06 0,06 0,13 0,07 0,91 14,12
11 0,06 0,13 0,04 0,45 0,04 0,06 0,06 0,03 0,06 0,03 0,07 0,14 1,17 17,67
12 0,02 0,07 0,07 0,06 0,04 0,03 0,02 0,09 0,06 0,03 0,02 0,04 0,53 14,68
PROMEDIO 15,66
Tabla 3.28 Matriz de Consistencia
Segn la ecuacin A.6:
max
1
n n
IC
n
,
61
Con n =12 (debido a que son 12 aspectos a evaluar), y sustituyendo los valores conocidos, se
puede determinar el ndice de Consistencia (IC), como sigue:
max
15.66 12
0.3325
1 12 1
n n
IC
n
= = =
Una vez que se obtiene IC, se procede a calcular la Razn de Consistencia (RC) (con la ecuacin
A.5, y auxiliados de la ecuacin A.9), como sigue:
( ) ( ) 1.98 2 1.98 12 2
1.65
12
n
IA
n
= = =
0.3325
0.20
1.65
IC
RC
IA
= = =
Completado por el Ing. Salvador Flores:
MATRIZ DE COMPARACIN POR PARES
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1/9 2 1/7 3 2 1/2 2 1 1/9 1/2 4
2 9 1 2 1/4 2 1 3 1 3 1/3 2 4
3 1/2 1/2 1 1/3 1/4 1/4 3 1/9 1/5 1/9 1/3 3
4 7 4 3 1 1/2 1/2 2 1/6 1/2 1/9 1/3 3
5 1/3 1/2 4 2 1 1/3 1/2 1/9 1/9 1/9 1/2 4
6 1/2 1 4 2 3 1 5 1/2 1 1/2 3 4
7 2 1/3 1/3 1/2 2 1/5 1 1/7 1/5 1/9 1/7 2
8 1/2 1 9 6 9 2 7 1 2 1/7 2 7
9 1 1/3 5 2 9 1 5 1/2 1 1/2 2 5
10 9 3 9 9 9 2 9 7 2 1 7 9
11 2 1/2 3 3 2 1/3 7 1/2 1/2 1/7 1 7
12 1/4 1/4 1/3 1/3 1/4 1/4 1/2 1/7 1/5 1/9 1/7 1
TOTAL 33,08 12,53 42,67 26,56 41,00 10,87 43,50 13,17 11,71 3,29 18,95 53,00
Tabla 3.29 Matriz de Comparacin por Pares
62
MATRIZ DE PROCENTAJ ES Y PROMEDIOS
1 2 3 4 5 6 7 8 9 10 11 12
PROMEDIO DE
CADA FILA
1 0,03 0,01 0,05 0,01 0,07 0,18 0,01 0,15 0,09 0,03 0,03 0,08 0,0611
2 0,27 0,08 0,05 0,01 0,05 0,09 0,07 0,08 0,26 0,10 0,11 0,08 0,1027
3 0,02 0,04 0,02 0,01 0,01 0,02 0,07 0,01 0,02 0,03 0,02 0,06 0,0269
4 0,21 0,32 0,07 0,04 0,01 0,05 0,05 0,01 0,04 0,03 0,02 0,06 0,0755
5 0,01 0,04 0,09 0,08 0,02 0,03 0,01 0,01 0,01 0,03 0,03 0,08 0,0366
6 0,02 0,08 0,09 0,08 0,07 0,09 0,11 0,04 0,09 0,15 0,16 0,08 0,0878
7 0,06 0,03 0,01 0,02 0,05 0,02 0,02 0,01 0,02 0,03 0,01 0,04 0,0259
8 0,02 0,08 0,21 0,23 0,22 0,18 0,16 0,08 0,17 0,04 0,11 0,13 0,1353
9 0,03 0,03 0,12 0,08 0,22 0,09 0,11 0,04 0,09 0,15 0,11 0,09 0,0959
10 0,27 0,24 0,21 0,34 0,22 0,18 0,21 0,53 0,17 0,30 0,37 0,17 0,2681
11 0,060 0,040 0,07 0,11 0,05 0,03 0,16 0,04 0,04 0,04 0,05 0,13 0,0694
12 0,01 0,02 0,01 0,01 0,01 0,02 0,01 0,01 0,02 0,03 0,01 0,019 0,0147
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla 3.30 Matriz de Porcentajes y Promedios
Una vez que se cuenta con el promedio de cada fila, se expresa como porcentaje, y ese pasa a ser
el peso de cada parmetro de anlisis.
tem Porcentaje
1 6,1%
2 10,3%
3 2,7%
4 7,6%
5 3,7%
6 8,8%
7 2,6%
8 13,5%
9 9,6%
10 26,8%
11 6,9%
12 1,5%
Tabla 3.31 Porcentaje de cada tem
63
MATRIZ DE CONSISTENCIA
1 2 3 4 5 6 7 8 9 10 11 12 TOTAL RELACIN
1 0,06 0,01 0,05 0,01 0,11 0,18 0,01 0,27 0,10 0,03 0,03 0,06 0,93 15,15
2 0,55 0,10 0,05 0,02 0,07 0,09 0,08 0,14 0,29 0,09 0,14 0,06 1,67 16,30
3 0,03 0,05 0,03 0,03 0,01 0,02 0,08 0,02 0,02 0,03 0,02 0,04 0,37 13,91
4 0,43 0,41 0,08 0,08 0,02 0,04 0,05 0,02 0,05 0,03 0,02 0,04 1,28 16,90
5 0,02 0,05 0,11 0,15 0,04 0,03 0,01 0,02 0,01 0,03 0,03 0,06 0,56 15,25
6 0,03 0,10 0,11 0,15 0,11 0,09 0,13 0,07 0,10 0,13 0,21 0,06 1,28 14,62
7 0,12 0,03 0,01 0,04 0,07 0,02 0,03 0,02 0,02 0,03 0,01 0,03 0,43 16,50
8 0,03 0,10 0,24 0,45 0,33 0,18 0,18 0,14 0,19 0,04 0,14 0,10 2,12 15,68
9 0,06 0,03 0,13 0,15 0,33 0,09 0,13 0,07 0,10 0,13 0,14 0,07 1,44 14,99
10 0,55 0,31 0,24 0,68 0,33 0,18 0,23 0,95 0,19 0,27 0,49 0,13 4,54 16,95
11 0,12 0,05 0,08 0,23 0,07 0,03 0,18 0,07 0,05 0,04 0,07 0,10 1,09 15,72
12 0,02 0,03 0,01 0,03 0,01 0,02 0,01 0,02 0,02 0,03 0,01 0,01 0,21 14,41
PROMEDIO 15,53
Tabla 3.32 Matriz de Consistencia
Segn la ecuacin A.6:
max
1
n n
IC
n
,
Con n =12 (debido a que son 12 aspectos a evaluar), y sustituyendo los valores conocidos, se
puede determinar el ndice de Consistencia (IC), como sigue:
max
15.53 12
0.3210
1 12 1
n n
IC
n
= = =
Una vez que se obtiene IC, se procede a calcular la Razn de Consistencia (RC) (con la ecuacin
A.5, y auxiliados de la ecuacin A.9), como sigue:
( ) ( ) 1.98 2 1.98 12 2
1.65
12
n
IA
n
= = =
0.3210
0.19
1.65
IC
RC
IA
= = =
64
Completado por el Ing. Alfredo Zavala:
MATRIZ DE COMPARACIN POR PARES
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 2 1/7 1/7 1 1/9 4 1 1/9 3 1/9
2 1 1 1 1 3 4 1/8 5 1 1/9 3 3
3 1/2 1 1 1 3 1 1/3 5 5 1/7 2 1
4 7 1 1 1 7 3 9 9 1 1 4 1
5 7 1/3 1/3 1/7 1 1/5 1/5 1 1 1/9 1 1
6 1 1/4 1 1/3 5 1 1 6 2 1/9 2 1
7 9 8 3 1/9 5 1 1 8 1/5 1/2 3 3
8 1/4 1/5 1/5 1/9 1 1/6 1/8 1 1 1/8 1 1/7
9 1 1 1/5 1 1 1/2 5 1 1 1/7 7 1
10 9 9 7 1 9 9 2 8 7 1 5 3
11 1/3 1/3 1/2 1/4 1 1/2 1/3 1 1/7 1/5 1 1/5
12 9 1/3 1 1 1 1 1/3 7 1 1/3 5 1
TOTAL 46,08 23,45 18,23 7,09 37,14 22,37 19,56 56,00 21,34 3,89 37,00 15,45
Tabla 3.33 Matriz de Comparacin por Pares
MATRIZ DE PROCENTAJ ES Y PROMEDIOS
1 2 3 4 5 6 7 8 9 10 11 12
PROMEDIO DE
CADA FILA
1 0,02 0,04 0,11 0,02 0,00 0,04 0,01 0,07 0,05 0,03 0,08 0,01 0,0403
2 0,02 0,04 0,05 0,14 0,08 0,18 0,01 0,09 0,05 0,03 0,08 0,19 0,0805
3 0,01 0,04 0,05 0,14 0,08 0,04 0,02 0,09 0,23 0,04 0,05 0,06 0,0726
4 0,15 0,04 0,05 0,14 0,19 0,13 0,46 0,16 0,05 0,26 0,11 0,06 0,1509
5 0,15 0,01 0,02 0,02 0,03 0,01 0,01 0,02 0,05 0,03 0,03 0,06 0,0363
6 0,02 0,01 0,05 0,05 0,13 0,04 0,05 0,11 0,09 0,03 0,05 0,06 0,0594
7 0,20 0,34 0,16 0,02 0,13 0,04 0,05 0,14 0,01 0,13 0,08 0,19 0,1253
8 0,01 0,01 0,01 0,02 0,03 0,01 0,01 0,02 0,05 0,03 0,03 0,01 0,0179
9 0,02 0,04 0,01 0,14 0,03 0,02 0,26 0,02 0,05 0,04 0,19 0,06 0,0730
10 0,20 0,38 0,38 0,14 0,24 0,40 0,10 0,14 0,33 0,26 0,14 0,19 0,2424
11 0,007 0,014 0,03 0,04 0,03 0,02 0,02 0,02 0,01 0,05 0,03 0,01 0,0222
12 0,20 0,01 0,05 0,14 0,03 0,04 0,02 0,13 0,05 0,09 0,14 0,06 0,0793
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
Tabla 3.34 Matriz de Porcentajes y Promedios
65
Una vez que se cuenta con el promedio de cada fila, se expresa como porcentaje, y ese pasa a ser
el peso de cada parmetro de anlisis.
tem Porcentaje
1 4,0%
2 8,1%
3 7,3%
4 15,1%
5 3,6%
6 5,9%
7 12,5%
8 1,8%
9 7,3%
10 24,2%
11 2,2%
12 7,9%
Tabla 3.35 Porcentaje de cada tem
MATRIZ DE CONSISTENCIA
1 2 3 4 5 6 7 8 9 10 11 12 TOTAL RELACIN
1 0,04 0,08 0,15 0,02 0,01 0,06 0,01 0,07 0,07 0,03 0,067 0,009 0,61 15,21
2 0,04 0,08 0,07 0,15 0,11 0,24 0,02 0,09 0,07 0,03 0,067 0,238 1,20 14,91
3 0,02 0,08 0,07 0,15 0,11 0,06 0,04 0,09 0,37 0,03 0,044 0,079 1,15 15,81
4 0,28 0,08 0,07 0,15 0,25 0,18 1,13 0,16 0,07 0,24 0,089 0,079 2,79 18,49
5 0,28 0,03 0,02 0,02 0,04 0,01 0,03 0,02 0,07 0,03 0,022 0,079 0,65 17,83
6 0,04 0,02 0,07 0,05 0,18 0,06 0,13 0,11 0,15 0,03 0,044 0,079 0,95 16,05
7 0,36 0,64 0,22 0,02 0,18 0,06 0,13 0,14 0,01 0,12 0,067 0,238 2,19 17,49
8 0,01 0,02 0,01 0,02 0,04 0,01 0,02 0,02 0,07 0,03 0,022 0,011 0,27 15,33
9 0,04 0,08 0,01 0,15 0,04 0,03 0,63 0,02 0,07 0,03 0,155 0,079 1,34 18,33
10 0,36 0,72 0,51 0,15 0,33 0,53 0,25 0,14 0,51 0,24 0,111 0,238 4,10 16,93
11 0,01 0,03 0,04 0,04 0,04 0,03 0,04 0,02 0,01 0,05 0,022 0,016 0,34 15,17
12 0,36 0,03 0,07 0,15 0,04 0,06 0,04 0,13 0,07 0,08 0,111 0,079 1,22 15,38
PROMEDIO 16,41
Tabla 3.36 Matriz de Consistencia
Segn la ecuacin A.6:
max
1
n n
IC
n
,
Con n =12 (debido a que son 12 aspectos a evaluar), y sustituyendo los valores conocidos, se
puede determinar el ndice de Consistencia (IC), como sigue:
66
max
16.41 12
0.4010
1 12 1
n n
IC
n
= = =
Una vez que se obtiene IC, se procede a calcular la Razn de Consistencia (RC) (con la ecuacin
A.5, y auxiliados de la ecuacin A.9), como sigue:
( ) ( ) 1.98 2 1.98 12 2
1.65
12
n
IA
n
= = =
0.4010
0.24
1.65
IC
RC
IA
= = =
El valor ideal que garantiza una buena consistencia es una Razn de menor a 0.10, si ste fuera
mayor, habra que replantear todo el anlisis desde el principio; debido a la disponibilidad de los
expertos consultados, no se pudo replantear la matriz de comparacin por pares para los casos en
los que la RC fue mayor que 0.10. Adems, las variaciones que se obtuvieron fueron en rangos
limitados y los RC calculados en su mayora no se desviaron ni superaron el 0.10 que es el lmite
recomendable.
Una vez que se tiene la ponderacin correspondiente para cada uno de los aspectos evaluados por
los tres expertos, se procede a sacar la media aritmtica de los mismos, para determinar el
porcentaje final que ser utilizado en adelante en los clculos.
El resultado del promedio es el siguiente:
tem Porcentaje
1 7,3%
2 10,6%
3 9,9%
4 11,3%
5 6,0%
6 6,8%
7 7,0%
8 6,1%
9 6,3%
10 19,2%
11 5,3%
12 4,3%
Tabla 3.37 Promedio Final de Aspectos Evaluados
67
Resultados A.H.P.
7.3%
10.6%
9.9%
11.3%
6.0%
6.8%
7.0%
6.1%
6.3%
19.2%
5.3%
4.3%
1 Organizacin y Personal
2 Productividad de la Mano de Obra
3 capacitacin Gerencial
4 Capacitacin de los Tcnicos
5 Motivacin
6 Administracin y control del Presupuesto
7 Planeacin de las rdenes de Trabajo
8 Instalaciones
9 Control de Almacenes y Herramientas
10 Mantenimiento Preventivo e Historia del
Equipo
11 Medicin de Trabajos e Incentivos
12 Sistemas de Informacin
Figura 3.1 Grfico de Resultados del A.H.P. de las 12 zonas evaluadas
Con lo anterior, podemos otorgar un peso a cada aspecto general que se ha evaluado en el
Checklist, de manera que ahora cada una de las 12 reas posee su importancia con respecto al
total. Esto se realiz con la finalidad de colocar una nota a cada departamento en estudio.
El mismo anlisis anterior se realiz para cada aspecto especfico de cada departamento en
estudio evaluado en el checklist; al mismo tiempo se coloc la nota individual a cada aspecto
dependiendo de la catalogacin obtenida (S: 10; Intermedio: 5; No: 0) a continuacin se presentan
los resultados (El desarrollo completo de cada aspectos se expone en el ANEXO A):
REA EVALUADA: ORGANIZACIN Y PERSONAL
tem Nota Porcentaje Peso
1.1 10 7.3% 0.73
1.2 10 20.4% 2.04
1.3 5 33.7% 1.68
1.4 5 9.5% 0.47
1.5 0 8.5% 0.00
1.6 0 20.6% 0.00
Nota Final 4.93
Peso Final 0.39
Tabla 3.38 Calificacin de Organizacin y Personal
68
REA EVALUADA: PRODUCTIVIDAD DE LA MANO DE OBRA
tem Nota Porcentaje Peso
2.1 10 11.6% 1.164
2.2 0 7.4% 0
2.3 5 20.9% 1.046
2.4 10 33.8% 3.378
2.5 0 26.3% 0
Nota Final 5.59
Peso Final 0.59
Tabla 3.39 Calificacin de Productividad de la Mano de Obra
REA EVALUADA: CAPACITACIN GERENCIAL
tem Nota Porcentaje Peso
3.1 10 83.6% 8.361
3.2 10 16.4% 1.639
Nota Final 10.00
Peso Final 0.99
Tabla 3.40 Calificacin de Capacitacin Gerencial
REA EVALUADA: CAPACITACIN DE LOS TCNICOS
tem Nota Porcentaje Peso
4.1 0 33.6% 0
4.2 0 32.1% 0
4.3 0 34.3% 0
Nota Final 0.00
Peso Final 0.00
Tabla 3.41 Calificacin de Capacitacin de los Tcnicos
REA EVALUADA: MOTIVACIN
tem Nota Porcentaje Peso
5.1 5 14.7% 0.733
5.2 10 17.0% 1.7
5.3 5 16.8% 0.842
5.4 0 10.7% 0
5.5 5 40.8% 2.041
Nota Final 5.32
Peso Final 0.32
Tabla 3.42 Calificacin de Motivacin
69
REA EVALUADA: ADMINISTRACIN Y CONTROL DEL PRESUPUESTO
tem Nota Porcentaje Peso
6.1 5 13.1% 0.656
6.2 5 18.7% 0.934
6.3 5 13.8% 0.69
6.4 0 18.4% 0
6.5 0 7.7% 0
6.6 0 7.1% 0
6.7 0 21.3% 0
Nota Final 2.28
Peso Final 0.16
Tabla 3.43 Calificacin de Administracin y Control del Presupuesto
REA EVALUADA: PLANEACIN Y PROGRAMACIN DE LAS RDENES DE TRABAJ O
tem Nota Porcentaje Peso
7.1 0 8.9% 0
7.2 0 6.6% 0
7.3 0 9.2% 0
7.4 0 3.6% 0
7.5.1 10 13.4% 1.341
7.5.2 10 15.6% 1.556
7.5.3 0 13.5% 0
7.5.4 5 23.7% 1.185
7.6 0 5.5% 0
Nota Final 4.08
Peso Final 0.29
Tabla 3.44 Calificacin de Planeacin y Programacin de las rdenes de Trabajo
REA EVALUADA: INSTALACIONES
tem Nota Porcentaje Peso
8.1 10 64.8% 6.481
8.2 10 17.6% 1.759
8.3 10 17.6% 1.759
Nota Final 10.00
Peso Final 0.61
Tabla 3.45 Calificacin de Instalaciones
70
REA EVALUADA: CONTROL DE ALMACENES Y HERRAMIENTAS
tem Nota Porcentaje Peso
9.1 5 3.9% 0.195
9.2 5 10.2% 0.509
9.3 5 19.2% 0.962
9.4 10 14.4% 1.444
9.5 5 16.0% 0.8
9.6 10 11.1% 1.106
9.7 10 13.7% 1.374
9.8 10 11.4% 1.145
Nota Final 7.53
Peso Final 0.47
Tabla 3.46 Calificacin de Control de Almacenes y Herramientas
REA EVALUADA: MANTENIMIENTO PREVENTIVO E HISTORIA DEL EQUIPO
tem Nota Porcentaje Peso
10.1 5 15.8% 0.79
10.2 0 17.4% 0
10.3 0 11.9% 0
10.4 0 9.5% 0
10.5 0 9.2% 0
10.6 0 23.4% 0
10.7 0 12.8% 0
Nota Final 0.79
Peso Final 0.15
Tabla 3.47 Calificacin de Mantenimiento Preventivo e Historia del Equipo
REA EVALUADA: MEDICIN DE TRABAJ OS E INCENTIVOS
tem Nota Porcentaje Peso
11.1 5 77.8% 3.889
11.2 0 22.2% 0
Nota Final 3.89
Peso Final 0.21
Tabla 3.48 Calificacin de Medicin de Trabajos e Incentivos
REA EVALUADA: SISTEMAS DE INFORMACIN
tem Nota Porcentaje Peso
12.1 0 47.4% 0
12.2 0 25.8% 0
12.3 0 26.8% 0
Nota Final 0.00
Peso Final 0.00
Tabla 3.49 Calificacin de Sistemas de Informacin
71
CALIFICACIN GLOBAL: CUADRO RESUMEN
ASPECTOS GENERALES Nota
Porcentaje
Para Nota
Global
1 ORGANIZACIN Y PERSONAL 4.9 0.39
2 PRODUCTIVIDAD DE LA MANO DE OBRA 5.6 0.59
3 CAPACITACIN GERENCIAL 10.0 0.99
4 CAPACITACIN DE LOS TCNICOS 0.0 0.00
5 MOTIVACIN 5.3 0.32
6 ADMINISTRACIN Y CONTROL DEL PRESUPUESTO 2.3 0.16
7 PLANEACIN Y PROGRAMACIN DE LAS RDENES DE TRABAJ O 4.1 0.29
8 INSTALACIONES 10.0 0.61
9 CONTROL DE ALMACENES Y HERRAMIENTAS 7.5 0.47
10 MANTENIMIENTO PREVENTIVO E HISTORIA DEL EQUIPO 0.8 0.15
11 MEDICION DE TRABAJ OS E INCENTIVOS 3.9 0.21
12 SISTEMA DE INFORMACION 0.0 0.00
NOTA FINAL PROACES 4.2
Tabla 3.50 Calificacin Global PROACES
3.3 RESULTADOS DEL DIAGNSTICO
El diagnstico de Mantenimiento, deja como resultado las reas y los aspectos que requieren
mayor atencin; y al mismo tiempo, desvela las zonas que se encuentran funcionando de manera
aceptable.
Las fortalezas identificadas durante la realizacin del diagnstico, se listan a continuacin:
Organizacin y Personal
La empresa posee una estructura administrativa con lneas jerrquicas bien organizadas,
tal como se puede observar en el organigrama de PROACES que se muestra en el
captulo 2. Esto es fundamental para el xito empresarial. Una empresa mal estructurada
est destina a fracasar.
Dentro de la estructura organizativa, existe la figura de jefe de mantenimiento. Esto
demuestra que la alta gerencia tiene claro que el mantenimiento es algo indispensable.
Productividad de la mano de obra
Existen controles peridicos sobre las actividades de produccin realizadas y tambin
sobre las tareas pendientes
72
Capacitacin Gerencial
A nivel gerencial, se demuestra una iniciativa para capacitar a los empleados y as
aprovechar mejor las actualizaciones tecnolgicas dentro de la planta.
Instalaciones
La empresa cuenta con una distribucin espacial adecuada y acorde a las necesidades de
la misma. Se poseen lugares especficos para almacenamiento de herramientas,
repuestos, materia prima, productos finales. La maquinaria est ubicada para que el
proceso de produccin sea continuo y lo ms eficiente posible.
Seguridad Industrial
Poseen las normas mnimas de seguridad industrial. Dentro de la planta existen
sealizaciones identificando las zonas peligrosas, poseen extintores contra incendios en
algunos puntos especficos y se utilizan ciertas prendas de seguridad.
Medicin de Trabajos e Incentivos
Se lleva un control de la productividad de los operarios para determinar el cumplimiento
satisfactorio de las metas previamente establecidas.
Motivacin
Los empleados de la empresa sienten una buena estabilidad laboral.
Mantenimiento Preventivo
Se tienen iniciativas para promover el mantenimiento preventivo dentro de la empresa a
pesar de la inexistencia de este. En las diferentes lneas del proceso de produccin se
realizan paros programados para realizar algn tipo de actividad de mantenimiento a las
instalaciones y/o a alguna maquinaria especfica.
Las lneas de produccin tienen la intencin de mantener el orden y la limpieza. Las
actividades bsicas de limpieza son realizadas al menos en dos ocasiones por semana.
Control de Almacenes y Herramientas
La empresa posee un departamento especializado para el control del inventario de
repuestos y herramientas. Una ramificacin independiente de produccin y mantenimiento
se encarga del manejo de estos insumos y de sus costos asociados.
Durante el proceso de diagnstico, se identificaron oportunidades de mejora para optimizar la
Gestin del Mantenimiento dentro de la empresa, dichas oportunidades se muestran a
continuacin.
Seguridad Industrial
Aunque se tienen las normas mnimas de seguridad industrial, se dejan de lado aspectos
importantes como la proteccin respiratoria y de calzado. Dadas las condiciones
ambientales hostiles de trabajo dentro de la empresa, estos son factores fundamentales
73
para la proteccin personal. Una correcta gestin de la seguridad industrial, lleva implcito
un aumento en la motivacin de los empleados.
Mantenimiento Preventivo e Historial del Equipo
Como se puede observar el resultado que brinda el AHP este aspecto es el que posee
mayor importancia dentro del a empresa (19.2% del total), y al mismo tiempo es el que
posee la segunda nota ms baja respecto a los dems aspectos evaluados (0.8 base 10);
por lo que es imperante desarrollar este aspecto como una oportunidad de mejora.
Se identific que no se posee inventario ni un catastro del equipo dentro de la planta.
El inventario se utiliza como herramienta de apoyo al personal de gerencia para determinar
la dimensin de los equipos de trabajo de produccin y mantenimiento, la cualificacin
requerida por los integrantes de los mismos y la determinacin de las herramientas y
repuestos necesarios.
Al igual que el inventario, el catastro es una coleccin de informacin del equipo de la lnea
de estudio. Sin embargo, ste es un registro a mayor escala debido a que incluye la
informacin necesaria para comparar, mantener y analizar las condiciones operativas de
las mquinas desde una misma fuente de almacenamiento de datos.
No se tiene un control histrico de los repuestos que han sido utilizados en las
reparaciones de cada equipo. Por consiguiente no se tiene un control de los costos
asociados a esto. El historial de un equipo abarca al registro de los materiales utilizados,
registro de fallas ocurridas y registro de los costos asociados a las actividades de
mantenimiento a travs del tiempo. Los beneficios y resultados que conlleva esta
herramienta, son a largo plazo; se puede realizar anlisis de ingeniera (Causa-Raz,
Ishikawa, etc.) con los datos recabados y esto ayuda a hacer una gestin de
mantenimiento ms ptima.
No se tienen ndices de desempeo que indiquen las condiciones del equipo ni la
disponibilidad del mismo.
Las iniciativas de mantenimiento preventivo que se efectan en la actualidad, no se
encuentran diseadas dentro del marco de un plan debidamente estructurado; Ests
podran ser enriquecidas con factores tales como el catastro, las rdenes de trabajo,
ndices de desempeo, historiales de fallas, etc.
74
El sistema de rdenes de trabajo establecido, margina al mantenimiento y solo contempla
la produccin. Cabe recalcar la importancia de las rdenes de trabajo ya que ellas son el
pilar fundamental de la Gestin del Mantenimiento, debido a toda la informacin que
recopilan. Una orden de trabajo permite realizar anlisis de costos en concepto de
mantenimiento, recopila el costo de mano de obra, costo de materiales y repuestos;
permite adems recabar la informacin necesaria para crear el histrico de fallas de
equipos para su posterior anlisis.
Medicin de trabajos e incentivos
Como se puede observar en los resultados del AHP, este factor posee un peso
relativamente bajo (5.3 % del total) pero sin embargo no menos importante; ya que dentro
del ambiente laboral la motivacin de un empleado ayuda a mejorar enormemente los
resultados de la empresa. Adems, una buena motivacin se logra mediante incentivos
apropiados que realcen la importancia del trabajo de las personas.
Da la impresin que la empresa no cuenta con un programa de incentivos para el personal
ms destacado de la planta. Se debera de evaluar la creacin de este programa, puesto
que beneficiara la motivacin de cada empleado y el deseo de superacin de cada uno de
ellos, lo que implicara una atmsfera laboral psicolgicamente ms saludable.
Capacitacin de los tcnicos
Conforme a los resultados del AHP, este aspecto posee un peso del 11.3% del total, es
decir, el segundo aspecto ms importante de los evaluados. Al retomar la evaluacin
realizada con el checklist se observa que la nota de este aspecto es de 0.0 de 10. Por lo
tanto, se justifica la oportunidad de mejora planteada que hace referencia a las
capacitaciones a nivel tcnico.
Tomando como referencia la nota obtenida en los resultados del diagnstico, da la
impresin que los programas de capacitacin de personal podran mejorarse incluyendo a
los operarios de las diferentes lneas.
75
Sistemas de Informacin
A pesar de que el resultado del AHP muestra que el peso de este aspecto es de 4.3% del
total, es ste el que permitir integrar las oportunidades de mejora relacionas a
mantenimiento preventivo, historia del equipo, planeacin, rdenes de trabajo e ndices de
desempeo. Dentro de la evaluacin realizada, este aspecto obtuvo una nota de 0.0 de 10
lo cual da la pauta para desarrollarla como oportunidad de mejora.
No cuentan con la ayuda de ninguna herramienta informtica para la Gestin del
Mantenimiento. Hoy en da la tecnologa es una aliada poderosa, gracias a ella es posible
administrar enormes volmenes de informacin en poco tiempo. Adems el anlisis de
esta informacin es ms eficiente. Con el apoyo de una herramienta informtica es posible
integrar todos los elementos que constituyen una Gestin de Mantenimiento en un solo
paquete operacional.
En el siguiente capitulo se abordarn las oportunidades de mejora mas representativas para
optimizar la Gestin de Mantenimiento.
76
77
CAPTULO 4: OPORTUNIDADES DE MEJORA
Como producto del diagnstico de mantenimiento se obtiene una calificacin por rea,
correspondiendo las notas ms bajas a los sectores que requieren mayor atencin. De acuerdo a
los resultados obtenidos en ste diagnstico, existen muchas oportunidades de mejora en
PROACES.
Se har nfasis en aquellas oportunidades de mejora que estn relacionadas con las reas de
mayor peso de acuerdo a los resultados del AHP
A continuacin se listan las oportunidades de mejora encontradas en el diagnstico:
1. Diseo y Elaboracin de un Catastro del Equipo de la lnea de Decapado: En la
actualidad, la lnea de Decapado no cuenta con un Catastro del equipo. Desde sus
orgenes no se contempl la necesidad de mantener este tipo de informacin actualizada y
almacenada en una base de datos.
Se propone la implementacin de una base de datos que integre toda la informacin
tcnica, fsica, de operacin, etc. de cada una de las mquinas ms importantes en el
proceso.
La implementacin de esta propuesta de mejora es factible dentro de la empresa, ya que
se muestra un inters por parte de la gerencia y una necesidad por parte de mantenimiento
de contar con toda la informacin de cada activo compilada y de fcil acceso.
Los beneficios que traer consigo el desarrollo de esta propuesta, fueron planteados en el
apartado 1.5.1 del CAPTULO 1 de este documento.
2. Diseo e Implementacin de rdenes de Trabajo para actividades de mantenimiento:
Debido a que la orden de trabajo es la herramienta bsica para poder realizar una buena
Gestin del Mantenimiento, es de suma importancia que PROACES de El Salvador
implemente su uso y as aprovechar los beneficios que ella conlleva.
Beneficios de la implementacin de un sistema de rdenes de trabajo:
Las labores de mantenimiento son realizadas dejando constancia de los materiales y
repuestos utilizados. Facilitando, implcitamente, el control de los gastos de
mantenimiento.
78
Cuando una actividad de mantenimiento es realizada, se registra el tiempo total
empleado para su finalizacin; permitiendo as comparar con tiempos patrones de
realizacin de tareas y conocer la eficiencia del personal de mantenimiento.
Se deja constancia de la falla presentada, fecha de ocurrencia y equipo afectado.
Posibilitando la creacin de registros histricos para posteriores anlisis de fallas.
Se mejora la organizacin de las tareas de mantenimiento. Se conoce con seguridad las
labores finalizadas, pendientes, su nivel de urgencia y dems informacin relacionada a
los recursos asignados a dichas actividades.
Recordando un poco las observaciones realizadas en el checklist, se sabe que la empresa
en la actualidad cuenta con rdenes de trabajo en el sector de produccin y en algunas
ocasiones para mantenimiento, pero ellas no contienen toda la informacin necesaria y,
adems no son almacenadas. Por lo tanto, no se tiene acceso a la informacin de un
mantenimiento previo.
La realizacin de esta propuesta es bien vista por el Departamento de Procesos y
Mantenimiento, por tal motivo y ya que se cuenta con el apoyo de los altos mandos su
implementacin resulta muy accesible.
3. Diseo e Implementacin de un Histrico de Fallas: No se puede mejorar en el futuro
sino se tiene memoria del pasado, motivo por el cual es relevante implementar este tipo de
registros si se desea alcanzar una optimizacin en las actividades de mantenimiento;
adems, tomando como referencia la nota de este aspecto obtenida con el Checklist (0.8
de 10) genera la pauta para desarrollar esta oportunidad de mejora.
4. Diseo e Implementacin de un Histrico de Costos: Un registro de costos de
mantenimiento permite contrastar el comportamiento de gastos realizados en ese
departamento durante determinados perodos de tiempo. Con esto es posible realizar
estimaciones de presupuestos e identificar aspectos que permitan mejorar la dosificacin
de los recursos monetarios que se destinan para actividades de mantenimiento.
5. Uso de ndices de Desempeo: No se puede mejorar sino se puede medir. En
PROACES de El Salvador no se utilizan ndices de medicin de desempeo para el
departamento de mantenimiento, solo se efectan mediciones de la eficiencia en base a la
produccin realizada a tiempo, por lo que no se puede cuantificar si se hace un
mantenimiento y gestin eficiente. La implementacin de dichos ndices, ser factible
siempre y cuando se cambie la mentalidad actual, la cual manifiesta que lo ms
importante es la produccin, el mantenimiento es algo secundario.
79
6. Elaboracin de una herramienta informtica para administrar el mantenimiento: La
gestin del mantenimiento es ms eficiente si se cuenta con la ayuda de un programa de
computadora. Esta herramienta integrar todos los aspectos relacionados al control del
mantenimiento.
Esta herramienta se disear en un programa accesible y de fcil uso. Debido a un
acuerdo mutuo entre el equipo investigador y los representantes de la empresa, se decidi
elaborar esta herramienta informtica en Microsoft EXCEL.
Todas las oportunidades de mejora que estn ligadas al uso de sistemas informticos para
el control del plan maestro de mantenimiento y para el procesamiento y almacenamiento
de informacin (ndices de desempeo, Catastro, Historial de Fallas) sern factibles gracias
al uso de dicha herramienta.
7. Recomendaciones Generales sobre Seguridad Industrial: La Seguridad Industrial si
bien no es un componente fundamental de la Gestin del Mantenimiento, es un aspecto
importante, el cual afecta indirectamente a todos los dems aspectos; por lo que, se harn
unas recomendaciones generales sobre los lineamientos a seguir para mejorar las
condiciones actuales.
A continuacin se presenta una matriz resumen en la que se presenta la oportunidad de mejora
Propuesta, el Riesgo que se corre al no Implementarla y Los Beneficios que se esperan obtener al
implementarlas.
OPORTUNIDAD DE MEJORA RIESGO BENEFICIO
Diseo y Elaboracin de un
Catastro del Equipo de la lnea
de Decapado
Difcil acceso a la
informacin tcnica del
equipo
Dificultad de ubicacin
del activo en su lugar
fsico de operacin.
Desconocimiento del
volumen de activos
Se presenta la
informacin del equipo
bajo diferentes formas
de agrupacin, en
funcin de la
necesidad del usuario.
Se percibe una mayor
organizacin y
conocimiento de los
activos fsicos que
posee la empresa. La
identificacin de cada
80
mquina y la obtencin
de datos importantes
para su mantenimiento
es sencilla.
Diseo e Implementacin de
rdenes de Trabajo para
actividades de mantenimiento
No existe un registro
de los recursos
empleados para la
realizacin de una
tarea de
mantenimiento.
Las labores de
mantenimiento son
realizadas sin seguir
un orden lgico.
No se tiene un mtodo
establecido para
realizar el
mantenimiento
apoyado en manuales
tcnicos, fichas,
recomendaciones del
fabricante, etc.
Permitir agrupar los
datos requeridos para
posteriores anlisis de
fallas, econmicos y
clculos de ndices de
desempeo.
Conocer materiales
utilizados y las
cantidades fsicas
empleadas y los
desperdicios
producidos.
Cuantificar los tiempos
de mano de obra
empleados, tiempos
muertos, etc.
Conocer el estado
general de los
elementos de las
mquinas.
Diseo e Implementacin de
un Histrico de Fallas
No se puede conocer
las causas
fundamentales de las
fallas.
No es posible destinar
recursos econmicos
y/o humanos para
solucionar la causa del
fallo puesto que solo
se ataca a las
consecuencias del
mismo.
Realizar anlisis de
fallas.
Predecir el
comportamiento de los
activos en el tiempo.
Brindar herramientas
fundamentadas en los
ciclos de vida para
generar el presupuesto
para mantenimiento.
Permitir clculos de
ndices de desempeo.
81
Diseo e Implementacin de
un Histrico de Costos
No se conoce con
certeza los costos
directos asociados a
las tareas de
mantenimiento.
Se desconoce los
rubros en los cuales
se invierte la mayor
cantidad de recursos.
Conocer exactamente
los Costos Directos
asociados a las tareas
de mantenimiento.
Predecir el
comportamiento de los
activos a lo largo del
tiempo.
Estimar el presupuesto
de manera confiable.
Permitir clculos de
ndices de desempeo.
ndices de Desempeo
No es posible
cuantificar el
desempeo de la
Gestin actual de
Mantenimiento.
No es posible
identificar los equipos
con menor
disponibilidad.
Poder cuantificar la
eficiencia de la Gestin
de Mantenimiento.
Herramienta Informtica
Desorganizacin
general en el archivo o
almacenamiento de
informacin.
Dificultad para
consultar datos
tcnicos de los
equipos.
Uso innecesario de
espacio fsico para
almacenar registros,
datos y otra
informacin que
pudiese ser
almacenada en un
ordenador.
Facilidad de
administracin de
rdenes de trabajo.
Fcil administracin de
bases de datos para
registros histricos.
Facilidad para generar
los registros de Costos
de Mantenimiento.
Capacidad para
manipular
considerables
volmenes de
informacin.
Tabla 4.1 Matriz Resumen de Oportunidades de Mejora
82
El desarrollo de las oportunidades de mejora no debe considerarse de manera aislada, ya que
cada una de ellas est ligada a las dems dentro de la Gestin del Mantenimiento como se
presenta a continuacin:
Figura 4.1 Sinergia de las Oportunidades de Mejora.
83
CAPTULO 5: DESARROLLO DE OPORTUNIDADES DE MEJORA
5.1 Catastro de Equipo
Para implantar un sistema de control del mantenimiento, es recomendable iniciar el proyecto de
recopilacin de datos, con la identificacin de los elementos que componen la instalacin
industrial, su localizacin y utilizacin. Debido a ello, las primeras instancias para implementar
una adecuada Gestin del Mantenimiento, se realiz una recopilacin de informacin sobre los
equipos, principalmente lo que se conoce como Inventario.
Podemos definir Inventario como conjunto de informacin que correlaciona equipo con su
respectiva rea de aplicacin, funcin y posicin fsica o geogrfica en el rea de produccin; y
que al mismo tiempo ayuda al personal de la gerencia a dimensionar el volumen de equipos de
operacin y mantenimiento. Bajo esta perspectiva, se realiz un inventario detallado de cada
parte de la lnea de produccin de Decapado, as como de sus Plantas Auxiliares, a fin de
conocer de manera general el volumen de equipos con el que se tendra que manejar.
Cuando se ha finalizado la elaboracin del Inventario del equipo de produccin, se procede a
clasificarlo para su posterior introduccin al Catastro de Equipo. Dicha clasificacin se realiz
de la siguiente manera:
Equipos Clase A. Se consideran dentro de esta categora a los activos principales y
primordiales dentro del proceso de produccin. Se puede decir que es el equipo
trascendental para realizar el producto final de manera ptima; en esta clasificacin se
incluye el equipo que no debe fallar, ya que de lo contrario se tendra un paro de la
produccin. Como ejemplos de ellos tenemos: Bombas y Motores de la Planta
Regeneradora de cido, Mandril de Entrada y Salida, Scrap Chopper, Pinch Roll, etc.
Equipos Clase B. Se consideran dentro de esta categora el equipo secundario y/o
perifrico, el cual no es trascendental para el proceso de produccin y que, por lo tanto
produccin no depende de ellos.
Una vez realizada dicha clasificacin, se puede establecer el concepto de Catastro de Equipo,
as: Registro con el mayor nmero posible de datos de los equipos que archivados de forma
conveniente, a travs de formularios o pantallas estandarizadas, posibilitan el acceso rpido a
cualquier informacin necesaria para: mantener, comparar y analizar condiciones operativas,
sin que sea necesario recurrir a fuerzas diversas de consulta.
El tipo de equipo que se considerar en el diseo del Catastro para PROACES, ser el Equipo
Clase A, debido a su importancia y relevancia dentro del Proceso de Produccin.
84
Siempre que se define y se establece la realizacin de un catastro, surge la necesidad de
nombrar cada equipo que est considerado en el mismo, motivo por el cual nace lo que es
llamado Cdigo de Catastro, que es lo que permitir clasificar y reconocer cada equipo por
ciertas caractersticas con respecto a los dems. Surge as la siguiente codificacin del equipo
perteneciente al catastro que facilitar el reconocimiento de cada activo de la Lnea de
Decapado:
XX YY ZZZ
Figura 5.1 Esquema del Cdigo de Catastro
XX: Esta clasificacin representa la zona geogrfica en la cual se encuentra el activo dentro de
la Lnea de Decapado. As se tiene la siguiente diferenciacin de zonas geogrficas:
AE: rea Entrada
AD: rea Decapado
DS: Decapado Salida
PA: Plantas Auxiliares
RA: Regeneracin de cido
CD: Caldera
SH: Sistema Hidrulico
SE: Sistema Elctrico
Figura 5.2 Distribucin Geogrfica de las Zonas de la Lnea de Decapado y su Planta Regeneradora [Fuente
PROACES]
85
YY: Esta clasificacin representa el tipo de equipo con el que se esta tratando. As se tienen
las siguientes clasificaciones:
BO: Bombas
MO: Motores
MR: Motoreductores
RV: Reductores de Velocidad
FR: Frenos
IQ: Intercambiadores de Calor
XV: Ventilador/Extractor
QE: Quemador
CA: Caldera
TR: Torre de Rodillos
EV: Electrovlvulas
EL: Equipo elctrico
OE: Otro Equipo.
CL: Cilindros Hidrulicos o
Neumticos
ZZ: Es el respectivo nmero correlativo del equipo dentro de una zona geogrfica especfica,
por lo que no es un correlativo general de toda la lnea.
A manera de ejemplo tenemos:
AE-BO-001: rea Entrada, Bomba #1. Este equipo se refiere a la bomba para lubricar
la caja reductora de velocidad carro mandril entrada.
RA-MO-022: Es el motor #22 de la zona de Regeneracin de cido. Este equipo se
refiere al motor elctrico para accionar bomba 803.1 de alimentacin de cido usado
del tanque EST - TH - 05/06 hacia regeneradora de cido.
Dicha clasificacin con su respectiva descripcin se encuentra localizada en los formularios
estandarizados que se plantean para cada equipo.
Los datos tcnicos recolectados en cada formulario, varan dependiendo del equipo, as se
puede tener:
86
Figura 5.3 Catastro Equipo: Motores
Figura 5.4 Catastro Equipo: Caldera
Es posible apreciar la diferencia en los formularios que muestran los datos de cada tipo de
equipo; para ste caso, se aprecian los datos de catastro de un motor AC y los datos de
catastro de la Caldera.
87
5.2 rdenes de Trabajo
La Orden de Trabajo es un sencillo procedimiento que desde los inicios de la industrializacin y
de su racionalizacin, se viene utilizando en muchas industrias. No obstante la sencillez del
sistema, que contrasta con su gran aportacin a la organizacin industrial, existe un gran
nmero de PYMES e incluso grandes empresas que no la utilizan o no aprovechan al 100%
todo su potencial.
La Orden de Trabajo se debe considerar inscrita en el marco de una planificacin del
mantenimiento de la empresa. Con la Orden de Trabajo pueden coexistir otros documentos,
tales como:
Pedidos
Hojas de rutas
Vales de materiales
Vales de devoluciones
Planos
Fichas de control horario
Hojas de control de calidad
Requisiciones, etc.
Y otros diversos documentos utilizados, tradicionalmente, en la produccin industrial o en la
prestacin de determinados servicios.
Se trata, en todo caso, de organizar con una determinada sistemtica los procesos y/o tareas
de mantenimiento, para poder tener una base fidedigna de lo realizado.
Una gestin de mantenimiento que no est sujeta a un control y a una organizacin de los
medios materiales y humanos disponibles y necesarios, ser siempre, un mantenimiento
anrquico y desorganizado. Y adems, perder la ocasin de controlar esos medios y los
costes que conllevan.
La Orden de Trabajo es un elemento de planificacin que segn los casos y las variantes de
cada lugar puede indicar:
Los materiales que han de utilizarse y / o los realmente empleados.
Las mquinas que han de intervenir
La mano de obra necesaria
Los planos, croquis o esquemas necesarios
El circuito administrativo o de recorrido de la Orden
Las autorizaciones necesarias
La firma de los empleados o de los mandos intermedios que intervienen en esa
produccin.
Las fechas de planificacin, produccin y terminacin de los trabajos realizados.
Los tiempos empleados, etc.
88
Su diseo puede ser muy variado, pero todos o la mayora de esos datos suelen aparecer en
una Orden de Trabajo. En su formato ms clsico, se tiene:
Las referencias y cdigos de la Orden
Un rea de la Orden para Materiales.
Un rea de la Orden para Mano de Obra
Un rea de la Orden para Mquinas
Un rea de la Orden para firmas y autorizaciones
El rea o parte de la Orden de Trabajo destinada a Materiales suele referenciar todos aquellos
que se precisan para esa tarea concreta; o referirse a listados, vales u hojas adjuntas en las
que aparezcan estos. Lgicamente ser preciso un abastecimiento previo de esos materiales
para llevar a cabo dicha instruccin.
Por tanto, esta parte suele ser una estimacin o planificacin de los materiales necesarios para
la elaboracin de una actividad de mantenimiento que se podra ir mejorando a travs del
tiempo y de la experiencia obtenida.
El rea o parte de la Orden referida a mano de obra, suele destinarse para indicar, los tiempos
estimados y los reales, o bien solamente los reales que han sido necesarios para esa tarea.
Esto puede anotarse como dato procedente de fichadas en relojes de control de tiempos, o
como indicacin directa de operarios, Encargados o J efes de lnea. Su objetivo es poder
conocer los tiempos, medidos en horas, minutos o cualquier otra referencia horaria, que se
haya invertido en dicha Orden.
El rea destinada a indicar las mquinas que intervienen puede ofrecer diversas variantes.
Unas veces se indican la mquina o mquinas precisas para cada Orden. Otras se hacen
rdenes por mquinas. Como quiera que sea, se estar ligando una determinada tarea a unas
mquinas concretas.
Las rdenes de Trabajo pueden llevar un recuadro para indicar croquis o dibujos, con
dimensiones o medidas, de aquellas piezas, elementos o productos a intervenir. Cuando stos
son ms complejos, suelen acompaarse con los planos necesarios para la tarea designada
y/o el montaje.
Siempre existe en las rdenes de Trabajo algn recuadro para la firma del operario que ha
intervenido, de su Encargado, J efe de Equipo o J efe de Produccin correspondiente. Estas
firmas suelen ser una forma de plasmar el ejercicio de las respectivas responsabilidades y
autoridades de las partes implicadas o que intervienen en la tarea.
89
Todo lo anterior puede, como ya hemos dicho, tener diversas variantes y formas de llevarse a
cabo. Pero la filosofa y su finalidad es la indicada.
Al final del proceso, la Orden habr recogido toda la informacin que permitir:
Conocer los materiales utilizados y las cantidades fsicas empleadas y los desperdicios
producidos.
Cuantificar los tiempos de mano de obra empleados, incluidos los de paradas, tiempos
muertos o perdidos por las circunstancias que correspondan.
Saber el estado de las piezas o elementos ya sean utilizados, reemplazados o
simplemente reparados.
Esto se puede enmarcar directamente con los denominados Costos directos o de los medios
empleados en el mantenimiento. La mano de obra directa y los materiales utilizados darn la
medida de los costes reales de naturaleza directa o sea, los realmente consumidos en esa
instruccin concreta.
Por supuesto, dado que estamos en la poca de la informatizacin y puesto que muchas
fbricas y talleres de produccin cuentan con terminales de ordenador en muchos puntos, es
posible y recomendable llevar las rdenes de Trabajo mediante software informtico. Todo lo
dicho antes es perfectamente adaptable al uso de la informtica y de las modernas tecnologas
de las comunicaciones.
Bastar disear, con las aplicaciones de que se disponga en cada caso, los formatos de hojas
de rdenes de Trabajo que recojan informacin acerca de los medios a emplear, antes
mencionados. Y se podr obtener, adems, una abundante informacin complementaria y una
amplia posibilidad de manejo y tratamiento de los datos que se vayan generando.
Ser posible, entonces, unir directamente:
La planificacin del mantenimiento
El control del mismo y sus consumos materiales y de mano de obra
La determinacin y clculo de costes directos
La determinacin y clculo de costes totales
El control de los costes
Finalmente, se debe de considerar que la preparacin de las rdenes de Trabajo, que
evidentemente requieren un esfuerzo de tiempo y de planificacin, no es nunca algo perdido o
intil. Al contrario, su utilidad est siempre garantizada y la relacin coste/ beneficio de su
implantacin siempre ser positiva para la empresa. Para grandes empresas esto no admite la
menor discusin; no sucede lo mismo en las PYMES. Quienes estn al frente de estas
90
empresas ms pequeas, de carcter industrial, de instalaciones o montajes e, incluso, de
prestacin de determinados servicios deben comprender y convencerse de la bondad absoluta
de una planificacin de mantenimiento mediante rdenes de Trabajo.
[http://www.gestiopolis.com/]
En base a todo lo anterior, se ha desarrollado la siguiente propuesta de Orden de Trabajo para
aplicar en PROACES:
Figura 5.5 Diseo de Orden de Trabajo Listado de Materiales
Figura 5.6 Diseo de Orden de Trabajo Listado de Materiales
91
Con la existencia de la Orden de Trabajo en PROACES, se puede plantear un nuevo modelo
de proceso para llevar a cabo las tareas de mantenimiento, a fin de aprovechar de la mejor
manera todo lo mencionado anteriormente. Dicha propuesta se presenta a continuacin:
Figura 5.7 Modelo de Flujo de las rdenes de Trabajo
5.3 Histrico de Fallas
La finalidad que conlleva la creacin de un Histrico de Fallas, es la de poder realizar en su
debido momento anlisis de las mismas, ya sea en el plano econmico u operacional, a fin de
evitar las continuas repeticiones de las mismas.
En muchos casos, se est tan ocupado solventando problemas que no nos ocupamos de
encontrar las causas de los mismos, por lo cul ellos seguirn ocurriendo y, nuevamente se
estar demasiado ocupado para resolverlos. De la misma forma, se estn utilizando recursos
econmicos y humanos de manera inadecuada, ya que no se est atacando a la causa y
fundamento del problema, sino que solamente a los efectos.
A travs de los aos y con el surgimiento de las nuevas tecnologas, los procesos productivos
pasaron de ser manuales a ser parciales y en algunos casos totalmente automatizados, los
equipos son cada vez ms complejos y ms complicados tambin los sistemas productivos.
Por la tanto, localizar el origen de un fallo se har un proceso cada vez ms y ms complejo.
Sin embargo, actualmente se cuenta con distintas herramientas que ayudan a resolver algunos
de los grandes problemas de la industria actual, como por ejemplo, hallar las causas reales por
las cuales ocurre un fallo y atacarlas en lugar de conformarnos con atacar sus sntomas.
92
Entre los mtodos ms comunes para encontrar dichas causas tenemos el Diagrama de
Ishikawa y el Anlisis Causa Raz, FMEA, etc. Para ver ms a detalle cada uno de ellos,
debern de ser estudiados cada uno a mayor profundidad. Como ejemplos de ellos, se puede
observar la Figura 5.8 y Figura 5.9, en la que se muestra el Diagrama de Ishikawa y una
aplicacin del mismo.
Figura 5.8 Esquema General de Diagrama de Ishikawa
Figura 5.9 Esquema de Aplicacin del Diagrama de Ishikawa [Fuente: Leniotec]
5.4 Histrico de Costos
El histrico de costos nace con la finalidad de saber exactamente cuales son los costos
directos asociados a las tares de mantenimiento; entendiendo como Costos Directos, los
costos que se pueden medir en dichas tareas, tales como los repuestos, materiales, mano de
obra, etc. y dejando de lado los costos indirectos tales como son la energa consumida, el
agua utilizada, etc.
93
Es en este punto que la Orden de Trabajo cobra una mayor importancia, ya que en ellas se
lleva el registro de los datos que luego sern ingresados en el histrico de costos, para que,
luego esos datos permitan analizar tendencias, comportamientos, realizar predicciones, etc.
Los anlisis de costos poseen diversas finalidades:
Estimar el Presupuesto destinado al Departamento de Mantenimiento: Al tomar como
referencia la historia de los gastos de mantenimiento a travs de los aos, podra
llegarse a la conclusin de que los recursos destinados al rubro de mantenimiento son
invertidos de una manera similar aos tras ao, mostrando un comportamiento cclico,
por lo que, establecer un presupuesto basado en este comportamiento podra ser una
alternativa viable y muy apegada a la realidad.
Estimar los repuestos que deben estar a disponibles para un perodo de tiempo y sus
respectivos costos: Como se mencion anteriormente, al tener un comportamiento
cclico, podra ser fcil determinar cules son los repuestos y/o recursos que deberan
estar disponibles para realizar los mantenimientos en el momento que se necesiten.
Adems esto se puede complementar con un modelo matemtico para la
administracin de inventarios, como lo puede ser el Mtodo EOQ.
Conocer los equipos que generan mayor gasto a la empresa: Al poder presentar la
informacin de fallas a travs de costos, salta a la luz de manera ms visible en que
zonas y/o equipos se est destinando la mayor parte del presupuesto. Adems, al ver
lo que se ha invertido o gastado (segn desde la perspectiva que se vea), en ciertos
equipos, se puede determinar si es econmicamente viable seguir brindndoles
mantenimiento a los mismos.
La ventaja de un Historial de Costos es la capacidad que se posee de realizar comparaciones
grficas de las tendencias de los gastos de mantenimiento a travs del tiempo. Como un
ejemplo de lo anterior, se muestra una comparacin mensual de los costos asociados a
repuestos e insumos para mantenimiento correctivo, preventivo y total mensual
94
COSTOS MENSUALES DE REPUESTOS
$0.00
$500.00
$1,000.00
$1,500.00
$2,000.00
$2,500.00
$3,000.00
E
N
E
R
O
F
E
B
R
E
R
O
M
A
R
Z
O
A
B
R
I
L
M
A
Y
O
J
U
N
I
O
J
U
L
I
O
A
G
O
S
T
O
S
E
P
T
I
E
M
B
R
E
O
C
T
U
B
R
E
N
O
V
I
E
M
B
R
E
D
I
C
I
E
M
B
R
E
REPUESTOS TOTAL REPUESTOS CORRECTIVO REPUESTOS PREVENTIVO
REGRESAR
Figura 5.10 Comparacin Mensual Grfica de los gastos realizados en Repuestos para mantenimiento correctivo y
preventivo.
COSTOS MENSUALES DE INSUMOS
$0.00
$500.00
$1,000.00
$1,500.00
$2,000.00
$2,500.00
$3,000.00
$3,500.00
$4,000.00
$4,500.00
E
N
E
R
O
F
E
B
R
E
R
O
M
A
R
Z
O
A
B
R
I
L
M
A
Y
O
J
U
N
I
O
J
U
L
I
O
A
G
O
S
T
O
S
E
P
T
I
E
M
B
R
E
O
C
T
U
B
R
E
N
O
V
I
E
M
B
R
E
D
I
C
I
E
M
B
R
E
INSUMOS TOTAL INSUMOS CORRECTIVO INSUMOS PREVENTIVO
REGRESAR
Figura 5.11 Comparacin Mensual Grfica de los gastos realizados en Insumos para mantenimiento correctivo y
preventivo.
95
5.5 ndices de Desempeo
Para facilitar la evaluacin de las actividades del mantenimiento, permitir tomar decisiones y
establecer metas, deben ser creados informes concisos y especficos formados por tablas de
ndices, algunos de los cuales deben ir acompaados de sus respectivos grficos, proyectados
para un fcil anlisis y adecuado a cada nivel de gestin.
La primera etapa recomendada para el desarrollo de los Informes de Gestin, debe ser la de
Gestin de Equipos, o sea, el acompaamiento del desempeo de cada uno o de todo el
consolidado de los mismos y su participacin en la actividad objeto de la empresa,
especialmente los de Clase A.
Partiendo de lo anterior, se propone la metodologa de medir ndices de desempeo, que
permitan las premisas anteriores; y as saber si la Gestin se est realizando de una manera
idnea o no. As podemos definir los siguientes ndices de desempeo, que a nuestro juicio
servirn para administrar correctamente la gestin del Mantenimiento en PROACES:
Tiempo Medio Entre Fallas. Relacin entre el producto del nmero de tems por sus tiempos
de operacin y el nmero total de fallas detectadas en esos tems, en el periodo observado.
. NOIT HRPO
TMEF
NTMC
=
(Ec. 5.1)
Donde,
NOIT: Nmero de tems
HRPO: Tiempos de Operacin en Horas
NTMC: Nmero Total de Fallas en esos tems
Este ndice debe ser usado para tems que son reparados despus de la ocurrencia de una
falla.
Tendencia deseada: CRECIMIENTO
Ya que el nmero de tems se mantiene constante a lo largo del tiempo (por ejemplo el nmero
de bombas o motores), y que adems se quiere que el tiempo de operacin de los mismos sea
el mayor posible, se vislumbra la necesidad de disminuir el nmero de fallas detectadas en los
activos, para que as, matemticamente el denominador de la expresin disminuya y por lo
tanto el ndice como tal aumente a lo largo del tiempo.
Tiempo Medio Para Reparacin. Relacin entre el tiempo total de intervencin correctiva en
un conjunto de tems con falla y el nmero total de fallas detectadas en esos tems, en el
periodo observado.
HTMC
TMPR
NTMC
=
(Ec.5.2)
96
HTMC: Tiempo de Intervencin en concepto de Mantenimiento Correctivo en Horas
NTMC: Nmero Total de Fallas en esos tems
Este ndice debe ser usado, para tems en los cuales el tiempo de reparacin es significativo
con relacin al tiempo de operacin.
Tendencia deseada: DISMINUCIN
El parmetro que puede ser hasta cierto punto controlable es el recurso humano, motivo por el
cual se buscar disminuir el tiempo de intervencin de mantenimiento correctivo, optimizando
de mejor maneras dichas reparaciones a fin de que en general el ndice tenga una tendencia a
la disminucin.
Disponibilidad de Equipos - Relacin entre la diferencia del nmero de horas del perodo
considerado (horas calendario) con el nmero de horas de intervencin por el personal de
mantenimiento (mantenimiento preventivo por tiempo o por estado, mantenimiento correctivo y
otros servicios) para cada tem observado y el nmero total de horas del periodo considerado.
( )
100
HCAL HTMN
DISP
HCAL
(Ec. 5.3)
HCAL: Horas Calendario
HTMN: Horas de Intervencin de Mantenimiento, ya sea correctivo o preventivo
La disponibilidad de un tem representa el porcentaje del tiempo en que qued a disponibilidad
del rgano de operacin para desempear su actividad.
El ndice de Disponibilidad es de gran importancia para la gestin del mantenimiento, pues a
travs de ste, puede ser hecho un anlisis selectivo de los equipos, cuyo comportamiento
operacional est por debajo de estndares aceptables.
Tendencia deseada: CRECIMIENTO
La disponibilidad que posee un activo es importante, ya que nos da una referencia respecto al
tiempo total que lo hemos ocupado del tiempo calendario existente. Por lo tanto para hacer
crecer la disponibilidad se deber buscar disminuir las horas de intervencin de mantenimiento,
ya sea ste correctivo o preventivo; ya que no podemos aumentar las Horas Calendario.
ste ndice se complementa de gran manera con la utilizacin de una tabla/matriz que permita
ir comparando la disponibilidad de cada mes o de cada ao. Podramos citar como ejemplo el
siguiente esquema:
97
Figura 5.12 Modelo de tabla de disponibilidad de equipos [Lourival Augusto Tavares. Administracin Moderna de
Mantenimiento, Captulo 4, pgina 55]
Costo de Mantenimiento por Facturacin. Relacin entre el costo total de mantenimiento y la
facturacin de la empresa en el periodo considerado.
100
CTMN
CMFT
FTEP
= (Ec. 5.4)
CTMN: Costo total del mantenimiento correctivo o preventivo en un perodo determinado
FTEP: Facturacin de la empresa en el mismo perodo
Este ndice es de fcil clculo ya que los valores, tanto del numerador como los del
denominador, son normalmente procesados por el rgano de contabilidad de la empresa.
Tendencia deseada: DISMINUCIN
Es obvio que la forma en la que ste ndice tenga la tendencia deseada es la de disminuir y
optimizar los recursos en el departamento de mantenimiento, para que esto no represente un
gran porcentaje del total que factura la empresa. La otra forma de hacer que ste ndice
disminuya, es que la facturacin general de la empresa crezca mientras que la del
departamento de mantenimiento se mantiene constante, pero sta no es una forma eficiente ni
rentable para la empresa.
98
La utilidad de crear este tipo de registros en una aplicacin informtica especializada se ve
reflejada en la facilidad de anlisis de stos mediante una interpretacin grfica de las
tendencias de comportamiento.
Como un ejemplo de lo anterior se muestra a continuacin el comportamiento obtenido de una
simulacin de datos para el ndice Disponibilidad de Equipo para la familia de motores y
bombas.
Disponibilidad de Equipo MOTORES
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
Meses
H
o
r
a
s
REGRESAR
Figura 5.13 Tendencia mensual para el ndice Disponibilidad de equipo en Motores elctricos
Disponibilidad de Equipo BOMBAS
0.74
0.74
0.75
0.75
0.76
0.76
0.77
0.77
0.78
0.78
0.79
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
Meses
H
o
r
a
s
REGRESAR
Figura 5.14 Tendencia mensual para el ndice Disponibilidad de equipo en Bombas
99
5.6 Herramienta Informtica
En la actualidad, la informtica hace ms fcil la organizacin y/o administracin de recursos
en las diversas industrias, con el fin de optimizar tiempo, espacio, etc.
Se plantea el uso de una herramienta informtica que integre todos los beneficios y
oportunidades de mejora planteadas anteriormente. sta se expondr con mayor detalle en el
CAPTULO 6.
5.7 Estructura Propuesta para Gestin del Mantenimiento
A continuacin se presenta el diagrama de flujo que representa la propuesta del proceso a
seguir para gestionar el mantenimiento dentro de la lnea de Decapado.
Figura 5.15 Estructura mnima propuesta para la administracin del mantenimiento
5.7.1 Descripcin del proceso propuesto
SOFTWARE. Herramienta informtica que permite integrar los aspectos relacionados a
la Gestin de Mantenimiento previamente explicados. Es el punto de inicio de todo el
proceso de administracin del mantenimiento.
o Agentes involucrados. El Gerente de Mantenimiento y/o el J efe de
Mantenimiento sern los encargados de utilizar la herramienta informtica.
PLANEACIN DEL MANTENIMIENTO, MONITOREO, INSUMOS. En la etapa de
planeacin se realiza la calendarizacin de las actividades de mantenimiento para el
siguiente ao que se pretenden realizar en los activos fsicos de la empresa; esta
100
planeacin se debe elaborar con un margen mnimo de 3 meses antes de finalizar el
ao en curso, esto con la finalidad de adquirir los insumos necesarios para llevar a
cabo las primeras tareas de mantenimiento del siguiente ao. Una vez realizado lo
anterior, se procede a ejecutar un monitoreo continuo en el calendario de la
herramienta informtica para conocer la fecha exacta en que se deben realizar las
tareas de mantenimiento.
o Agentes involucrados: Gerente y/o J efe de Mantenimiento, Departamento de
Compras. El Gerente y/o J efe es el encargado de realizar la planeacin y
monitoreo continuo. El departamento de compras es el encargado de
suministrar los insumos.
ORDEN DE TRABAJO. Dentro de esta etapa se realiza la apertura de una orden de
trabajo; ya sea para una labor de carcter correctivo o preventivo. Durante esta etapa
tambin se tendrn o no definidos los grupos de trabajo y actividades (listas de
instrucciones) correspondientes segn el tipo de mantenimiento (preventivo o
correctivo)
o Agentes involucrados. La apertura de la orden de trabajo y la definicin de los
grupos de trabajo es responsabilidad del Gerente y/o J efe de Mantenimiento.
ABASTECIMIENTO DE INSUMOS. El abastecimiento de insumos depender
directamente de la planeacin y de la capacidad de respuesta que posea el
departamento de compras.
o Agentes involucrados. Gerente de Mantenimiento y Departamento de compras.
REALIZACIN DE ACTIVIDADES DE MANTENIMIENTO. En esta etapa se llevan a
cabo todas las tareas de mantenimiento programado o no programado. Para los activos
fsicos.
o Agentes involucrados. El personal de mantenimiento es el encargado de
realizar estas labores.
REVISION, APROBACIN Y ALMACENAMIENTO DE DATOS. En esta etapa se
realiza la verificacin de las tareas de mantenimiento y su posterior aprobacin si se
cumplen con los requisitos establecidos. Si se da una aprobacin del trabajo realizado,
se procede a cerrar la rden correspondiente y se lleva a cabo el almacenamiento de
datos en las bases de datos. Es importante recordar que los datos que se ingresarn
se obtienen de la informacin contenida en la orden de trabajo.
o Agentes involucrados. El jefe de tcnicos de turno es el encargado de realizar
la revisin de las actividades de mantenimiento. El Gerente y/o J efe de
mantenimiento es quien cierra la orden de trabajo e ingresa la informacin
correspondiente en cada base de datos de los historiales.
101
RETROALIMENTACIN. El proceso de retroalimentacin consiste en realizar anlisis
con los datos almacenados en los historiales de costos y fallas con la finalidad de
enriquecer el proceso de planeacin de mantenimiento y as hacer la gestin ms
eficiente a lo largo del tiempo.
IMPLEMENTACIN
A manera de sugerencia, se puede seguir el siguiente diagrama de Gantt (Figura 5.16) como
gua para la adecuada implementacin de la Gestin de Mantenimiento
Etapa 1: Capacitar al Gerente o J efe de mantenimiento sobre las ventajas y beneficios que
conlleva implementar un catastro de equipo.
Etapa 2: Capacitar al Gerente o J efe de mantenimiento sobre las ventajas y beneficios que
conlleva implementar un sistema de rdenes de trabajo.
Etapa 3: Capacitar al Gerente o J efe de mantenimiento sobre las ventajas y beneficios que
conlleva implementar un histrico de costos.
Etapa 4: Capacitar al Gerente o J efe de mantenimiento sobre las ventajas y beneficios que
conlleva implementar un histrico de fallas.
Etapa 5: Capacitar al Gerente o J efe de mantenimiento sobre las ventajas y beneficios que
conlleva implementar un registro de ndices de desempeo (KPI).
Etapa 6: Capacitar al Gerente o J efe de mantenimiento sobre el uso de la herramienta
informtica. Mostrar las ventajas del uso de la herramienta y como sta manipula e integra los
aspectos ms importantes en la Gestin de Mantenimiento (Catastro, rdenes de trabajo,
ndices, historiales).
Etapa 7: Capacitar a los tcnicos sobre las ventajas y motivos por los cuales es til y necesaria
la implementacin de las rdenes de trabajo. Capacitar sobre la forma en que se stas se
llenan y la informacin mnima que deben recopilar.
102
Etapa 8: Efectuar la plantacin correspondiente al siguiente ao basndose en el tipo de
mantenimiento que posee cada activo fsico dentro de la empresa.
Etapa 9: Designar al personal responsable y encargado de ejecutar cada tarea de
mantenimiento planeado, a fin de utilizar al recurso humando disponible de la mejor manera
posible.
Etapa 10: Estimar y solicitar los insumos (Repuestos, herramientas, materiales) que sern
necesarios para ejecutar las tareas de mantenimiento.
Etapa 11: Generar y llevar a cabo la adquisicin de dichos insumos.
Etapa 12: Ejecutar las tareas designadas durante la etapa de planeacin y monitorear
peridicamente el progreso de las mismas.
Etapa 13: Revisar y aprobar o rechazar el trabajo realizado en mantenimiento a fin de
garantizar la disponibilidad y adecuado funcionamiento de la maquinaria de la planta.
Etapa 14: Una vez aprobadas las tareas de mantenimiento y cerradas las rdenes de trabajo,
se proceder a realizar una recopilacin de datos de las mismas. Para su almacenaje dentro de
los registros histricos.
Etapa 15: Analizar y verificar el adecuado funcionamiento de la Gestin de Mantenimiento a
travs de los ndices de desempeo.
Etapa 16: Una vez que se haya realizado la implementacin, se debe de monitorear
continuamente el funcionamiento de cada etapa, hasta que las normas implementadas se
conviertan en parte de la filosofa de vida de los empleados.
103
F
i
g
u
r
a
5
.
1
6
D
i
a
g
r
a
m
a
d
e
G
a
n
t
t
i
m
p
l
e
m
e
n
t
a
c
i
n
d
e
e
s
t
r
u
c
t
u
r
a
d
e
m
a
n
t
e
n
i
m
i
e
n
t
o
.
104
5.8 Seguridad Industrial
En El Salvador, al igual que en todo el mundo, existen empresas que poseen procesos
orientados a la generacin de productos de consumo diario (productos alimenticios) como
harinas, azcares o bebidas; productos de higiene personal, la mayora de ellos con base
qumica; elementos mecnicos varios; procesos cuya finalidad es la generacin elctrica
(grandes y pequeas centrales hidroelctricas, trmicas y geotrmicas); construccin y
reparacin de edificios, etc.
Cada tipo de empresa tiene un objetivo diferente; sin embargo, todas ellas deben tener una
caracterstica en comn para lograrlo: cada empresa debe poseer un sistema de seguridad
industrial especializado para prevenir o por lo menos disminuir la cantidad de accidentes a los
cuales trabajadores y operarios estn propensos a sufrir.
El rea de seguridad industrial ha ido evolucionando a travs del tiempo. Hoy en da, la
seguridad en la industria es un factor determinante para alcanzar un estndar de calidad
elevado. La seguridad es un tema bastante extenso y abarca cada detalle del proceso de
produccin, desde el uso de elementos de seguridad adecuados para una operacin (casco,
guantes, anteojos) hasta la correcta capacitacin del personal para su correcto uso.
Los elementos de seguridad industrial necesitan un especial cuidado; es decir, es necesario
darles mantenimiento cada cierto tiempo y garantizar una proteccin adecuada. Los retos de
seguridad en el trabajo toman como eje central la globalizacin econmica que obliga a las
empresas a utilizar tecnologa de punta para lograr alta competitividad y calidad. La seguridad
en la industria debe estar al da con la tecnologa utilizada en los procesos de produccin.
En este momento podramos definir Seguridad Industrial, como sigue: Conjuntos de principios
leyes, normas y mecanismo de prevencin de los riesgos inherentes al recinto laboral, que
pueden ocasionar un accidente ocupacional, con daos destructivos a la vida de los
trabajadores o a las instalaciones o equipos de las empresas en todos sus ramos.[Dr. Henry
Arvalo. Venezuela]
La finalidad de toda organizacin de seguridad en cualquier actividad es ayudar a la direccin a
que establezca y tenga en vigor un programa destinado a proteger a los empleados y aumentar
la produccin mediante la prevencin y el control de accidentes que afectan a cualquiera de los
elementos de la produccin, a saber: maquinaria, herramienta, equipo y mano de obra.
La Seguridad Industrial es una realidad compleja, que abarca desde problemtica
estrictamente tcnica hasta diversos tipos de efectos humanos y sociales. A la vez, debe ser
una disciplina de estudio en la que se han de formar los especialistas apropiados, aunque su
naturaleza no corresponde a las asignaturas acadmicas clsicas, sino a un tipo de disciplina
de corte profesional, aplicado y con interrelaciones legales muy significativas.
105
5.8.1 Escenarios y Agentes de los Riesgos y la Seguridad
El desarrollo de cualquier actividad, con la incertidumbre de que se alcance el resultado segn
estaba previsto (seguridad) o en forma contraria (riesgo), es analizado como un sistema que
tiene lugar en un medio determinado (escenario) en el que participan una serie de agentes
(protagonistas), que conducen a un resultado final (desenlace). [http://www.mtas.es]
Escenario
El escenario constituye el marco en donde se desarrolla la accin de los protagonistas de la
seguridad.
Riesgos
Comprende a aquellos componentes del sistema que pueden generar el dao de un
accidente, considerando como tales, en cuanto a su origen a:
De la naturaleza: inundaciones, terremotos, huracanes, rayos, epidemias, plagas.
Del ser humano:
+ Bsicos involuntarios, accidentales; sin intervencin de ningn elemento
tcnico: cadas, golpes, lesiones musculares, enfermedades naturales.
+Criminales: robos, atracos, secuestros, fraudes, espionaje, atentados.
+ Sociales y polticos: manifestaciones, campaas de protesta, guerras,
motines, huelgas, nacionalizaciones y expropiaciones.
+Tecnolgicos: con la intervencin de elementos tcnicos en el origen del
accidente, aunque participen factores humanos.
+Fsicos: mecnicos.
En funcin de los planos de observacin de los riesgos en los que se puede plantear el
anlisis, se consideran los siguientes tipos de escenarios:
De carcter fsico; aquellos que tienen una entidad y percepcin material directa
por su misma constitucin:
+Industrial
+Urbano
+Rural-Agrcola
+Medioambiental
De carcter inmaterial; aquellos cuya entidad y percepcin no se corresponde con
su constitucin material:
+Legal
+Social
+Financiero
+Moral
106
Agentes de los riesgos y la seguridad
Los agentes protagonistas de los riesgos y la seguridad son los agentes activos que intervienen
en un escenario determinado, y se agrupa en:
Sujetos expuestos
Son aquellos componentes del sistema sobre los que se puede reflejar el dao de un
accidente, considerando como tales a:
- Personal propio
- Activos materiales propios: terrenos, edificios, instalaciones, maquinaria,
mercancas y productos.
- Activos inmateriales propios: finanzas, inversiones, beneficios, tecnologa,
conocimiento, informacin, patentes, imagen, prestigio y reputacin e
interrupcin de la actividad.
- Sujetos terceros: consumidores vecinos y medio ambiente.
Desenlace
El desarrollo de las actividades con riesgo de accidente puede concluir de dos formas:
Sin accidente:
Se alcanza el objetivo.
Con accidente
No se alcanza el objetivo previsto y, como consecuencia, pueden resultar daos que
afecten tanto a las personas, a los activos materiales e inmateriales propios de la empresa
como de terceros. [http://www.solomanuales.org]
5.8.2 Aplicacin en PROACES
A fin de evitar los diversos riesgos expuestos, podramos enumerar las oportunidades de
mejora en las que PROACES podra crecer a nivel de seguridad industrial, con la
implementacin o replanteamiento en el uso de accesorios que permitan alcanzar esta meta. A
continuacin se enumeran las propuestas:
Proteccin de Manos
Cuando se hace referencia a equipo de proteccin para manos, siempre debe tenerse en
mente a los guantes. Un guante es un equipo de proteccin individual que protege la mano o
una parte de ella contra riesgos. En algunos casos puede cubrir parte del antebrazo y el brazo.
107
Esencialmente los diferentes tipos de riesgos que se pueden presentar son los que a
continuacin se indican:
Riesgos mecnicos
Riesgos trmicos
Riesgos qumicos y biolgicos
Riesgos elctricos
Vibraciones
Radiaciones ionizantes
En funcin de estos riesgos se tienen los diferentes tipos de guantes de proteccin, bien sea
para proteger contra un riesgo concreto o bien para una combinacin de ellos.
Figura 5.17 Diversos guantes de proteccin
Guantes para riesgos mecnicos. Deben proteger las manos del trabajador de la abrasin,
cortes por cuchillas, rasgado y perforacin. Los guantes para riesgos trmicos deben ser
capaces de proteger de una llama directa, calor convectivo, calor radiante, salpicaduras de
metal fundido, etc. En el caso de los guantes para riesgos qumicos y biolgicos la proteccin
debe ser en contra de la accin de agentes qumicos altamente reactivos y dainos para la piel
del operario. [http://www.mtas.es]
Cuando se trabaja en condiciones de riesgo elctrico, se utilizan guantes de materiales con
propiedades aislantes altas; as se protege al operario de corrientes potencialmente peligrosas.
Como se mencion anteriormente, las manos de los operarios o trabajadores estn expuestas
a mltiples riesgos de diversa naturaleza. Estos riesgos pueden clasificarse en tres grandes
grupos, segn la forma en que actan
A. Lesiones en manos debido a acciones externas
B. Lesiones en manos por acciones directas sobre las manos
C. Riesgos de salud y molestias vinculadas al uso de guantes de proteccin.
108
Figura 5.18 Riesgos que deben minimizar el uso adecuado de guantes de proteccin
Para el uso de guantes de proteccin deben considerarse los siguientes aspectos
Cuando se seleccionen guantes de proteccin es necesario comparar por una parte, la
sensibilidad al tacto y la capacidad realizar movimientos libres y por otra, la
necesidad de la proteccin lo ms elevada posible.
Los guantes de proteccin deben ser de talla correcta. La utilizacin de unos guantes
demasiado estrechos puede, por ejemplo, minimizar sus propiedades aislantes o
dificultar la circulacin arterial.
En la seleccin de guantes para la proteccin contra productos qumicos hay que tener
en cuenta los siguientes elementos:
En algunos casos ciertos materiales, que proporcionan una buena
proteccin contra unos productos qumicos, protegen muy mal contra
otros.
La mezcla de ciertos productos puede a veces dar como resultado
propiedades diferentes a las que puede soportar el material del guante.
Cuando se utilizan guantes de proteccin puede producirse sudor. Este problema
se resuelve utilizando guantes con forro absorbente, no obstante, este elemento
puede reducir el tacto y la flexibilidad de los dedos.
109
Plan de Mantenimiento
Para garantizar el buen funcionamiento de este elemento de seguridad industrial, se deben
seguir las siguientes recomendaciones.
Verificar peridicamente el estado de los guantes. Comprobar si estos presentan roturas,
agujeros o dilataciones; de ser as, se recomienda repararlos o sustituirlos por otros pues sus
propiedades protectoras se deterioran.
Si se trata de guantes de proteccin qumica, se debe establecer un calendario para su
sustitucin peridica. De esta manera se garantiza que se cambien antes de que los productos
qumicos los deterioren por completo.
Los guantes de cuero, algodn o similares, deben conservarse limpios y secos por el lado que
est en contacto con la piel. En cualquier caso, los guantes de proteccin deben limpiarse
siguiendo las instrucciones del proveedor. [http://www.mtas.es]
Justificacin
En PROACES de El Salvador, la materia prima con que se trabaja son bobinas de acero, las
cuales son procesadas hasta llevarlas a obtener varios productos finales. Durante dichos
procesos los operarios estn en contacto directo e indirecto con el acero, motivo por el cual se
recomienda implementar de mejor forma el uso de guantes protectores, a fin de evitar riesgos
mecnicos, trmicos y qumicos, los cuales son producidos por los diversos tratamientos que
sufren las bobinas de acero.
Proteccin Visual y Facial
Los elementos de proteccin visual y facial generalmente se subdividen en funcin de la zona
que se protege. As se tienen dos grupos generales.
1. Gafas de proteccin; si el elemento protege nicamente a los ojos.
2. Pantallas de proteccin; si el elemento protege una parte o la totalidad de la cara
adems de los ojos.
Figura 5.19 Gafas de Proteccin y Pantallas de Proteccin
110
A su vez, Las gafas de proteccin se clasifican segn el tipo de montura que poseen. Son de
dos tipos bsicos:
a. Gafas de montura universal. Son los protectores oculares que estn acoplados a una
montura con patillas; con o sin protectores laterales.
b. Gafas de montura integral. Son los protectores oculares que encierran de manera
estanca la regin orbital del rostro.
Las gafas de proteccin cuentan con otras sub-clasificaciones que responden a diferentes
parmetros.
Segn el tipo de riesgo para el cual estn diseadas. Pueden ser contra impactos, polvo fino y
gases, lquidos, radiaciones y polvo grueso
Segn el tipo de montura. Las gafas pueden ser de montura simple, montura doble integral
simple, integral doble, adaptables al rostro, tipo cazoleta y suplementaria
Segn el sistema de sujecin. Por patillas laterales, por banda en la cabeza, acopladas al
casco, por arns.
Segn el sistema de ventilacin las gafas pueden ser con ventilacin o sin ventilacin.
Segn la proteccin lateral pueden ser con proteccin o sin proteccin lateral.
Segn el material del protector; gafas de cristal mineral, orgnico y malla.
Segn caractersticas pticas, correctoras o no correctoras.
Las pantallas de proteccin pueden ser de varios tipos
a. Pantalla facial. Es la pantalla protectora que cubre la totalidad de la cara o una parte
de ella
b. Pantalla de mano. Es la que se sostienen con la mano.
c. Pantalla integral facial. Son los protectores que adems de los ojos cubren la cara,
garganta y cuello; estos pueden ser llevados sobre la cabeza mediante un casco
protector o un arns de cabeza.
d. Pantalla facial montada. Se utiliza este trmino al considerar que los protectores
oculares faciales pueden ser llevados en la cabeza conjuntamente con un casco de
proteccin.
Figura 5.20 a Tipos de Gafas Protectoras Figura 5.20 b Tipos de Pantallas de Proteccin
111
Como es comn, en la zona de trabajo, los ojos y rostro de los trabajadores est expuesto a
riesgos y peligros. Estos se pueden clasificar en dos grandes grupos:
A. Lesiones en el rostro y ojos debido a causas externas
B. Riesgos de salud y limitaciones por el uso del equipo de proteccin
Figura 5.21 Riesgos que deben minimizar el uso adecuado de gafas y pantallas de proteccin
La correcta seleccin del tipo de protector facial ocular depende de las caractersticas del
trabajo a realizar; el campo visual que se necesita, posibilidad de movimientos bruscos,
condiciones ambientales como el calor y la humedad, trabajos que involucren radiacin alta,
etc. [www.solomanuales.org]
Plan de Mantenimiento
Antes de utilizar los protectores faciales oculares se debe realizar un examen visual de los
mismos, comprobando que estn en buen estado. De tener algn elemento daado o
deteriorado, se debe reemplazar y, en caso de no ser posible, poner fuera de uso el equipo
completo
La perdida de visibilidad a travs de los oculares y visores es peligrosa para el operario. Por lo
tanto, es de vital importancia evitar esta condicin. Es por eso que estos elementos de
proteccin se deben limpiar a diario procediendo siempre de acuerdo con las instrucciones que
den los fabricantes.
112
Para evitar enfermedades en la piel, los protectores deben desinfectarse peridicamente y
siempre que cambien de usuario, siguiendo las indicaciones dadas por los fabricantes para
que el tratamiento no afecte a las caractersticas pticas y fsicas de los distintos componentes.
Cuando el equipo no est en uso, se debe guardar limpio y seco en su respectivo estuche; de
esta manera se prolonga la vida til del equipo protector.
Se debe vigilar que las partes mviles de los protectores de los ojos y del rostro tengan un
accionamiento suave. Los elementos regulables o los que sirvan para ajustar posiciones
debern ser capaces de mantenerse en los puntos deseados sin que el desgaste o
envejecimiento provoquen su desajuste o desprendimiento.
Justificacin
El ambiente laboral en el que se desempean los empleados de PROACES, exige el uso de
proteccin visual, ya que la contaminacin que existe en el mismo puede ocasionar serios
daos a los empleados.
Los riesgos mecnicos y qumicos son los que se presentan de mayor manera, as por ejemplo
se pueden presentar saltos o derramamiento de cido, partculas de xido en el medio
ambiente, virutas y proyectiles de acero, etc.
Se recomienda el uso de Gafas de Proteccin Visual, segn sea el ambiente o el tipo de
proceso que se desarrolle dentro de la cadena de produccin; as por ejemplo, para la parte de
la regeneradora de cido se recomienda el uso de Gafas Adaptables al Rostro y para la lnea
de decapado bastar con Gafas Integrales.
Proteccin Auditiva
Otro equipo de proteccin individual muy importante en la seguridad industrial es el de
proteccin auditiva. Son dispositivos que, en funcin de sus propiedades para la atenuacin de
sonido reducen los efectos del ruido y evitan un dao severo en el odo.
Los tipos de protectores auditivos bsicos son:
Orejeras. Son casquetes que cubren las orejas y se adaptan a la cabeza por medio
de almohadillas rellenas de espuma. Los casquetes se forran con un material que
absorba el sonido.
Orejeras acopladas al casco. Consisten en casquetes que estn unidos al casco de
seguridad industrial por medio de unos brazos ajustables.
Tapones. Son un tipo de protectores auditivos que se introducen en la cavidad del
odo y cuya finalidad es bloquear su entrada.
113
Casco anti ruido. Son cascos que cubren la oreja y una parte de la cabeza; este
dispositivo permite tambin reducir la transmisin de ondas sonoras a la cavidad
craneana disminuyendo la conduccin sea del sonido al odo interno.
Protectores dependientes del nivel. Son dispositivos que sirven para aumentar el
nivel de proteccin auditivo a medida que el ruido aumenta.
Protectores para la reduccin activa del ruido (protectores ANR). Son protectores
que incorporan circuitos electro acstico que suprimen parcialmente el sonido de
entrada.
Figura 5.22 Diversos Equipos de Proteccin Auditiva
Los dispositivos de proteccin auditivos debes ser capaces de contrarrestar los siguientes
riesgos.
Figura 5.23 Riesgos que deben minimizar el uso adecuado de protecciones auditivas
114
Plan de Mantenimiento
El mantenimiento de los protectores auditivos (con excepcin de los desechables) debe
efectuarse de acuerdo con las instrucciones del fabricante.
Despus de lavar limpiar los elementos de proteccin auditiva, debern secarse
cuidadosamente y despus colocarse en un lugar limpio antes de ser reutilizados.
Deben ser reemplazados cuando hayan alcanzado su lmite de uso o cuando se hayan
deteriorado o dejen de ser higinicas. [http://www.mtas.es]
Justificacin
Este tipo de proteccin deber de estar limitada a las zonas en las que el nivel del ruido
supere el mximo permisible (90 dB). Por lo anterior no se puede generalizar su uso a toda la
planta.
Proteccin Craneal
La proteccin de esta zona del cuerpo se realiza por medio de los cascos. Un casco de
proteccin, es un elemento de seguridad industrial que tiene como objetivo esencial cubrir la
cabeza del operario para evitar heridas por contusiones causadas por objetos que caen sobre
esta.
Figura 5.24 Proteccin Craneal
Las principales funciones de un casco son:
Disminuir la fuerza de impacto causada por un golpe; distribuyndola sobre la mayor
superficie posible.
El casco debe desviar los objetos que caigan sobre la cabeza del operario en funcin
de su geometra curva.
Disipar y dispersar la energa del impacto; de esta manera se evitar su distribucin
hacia el cuello.
Los componentes de un casco son: casquete, visera, ala, arns, banda de la cabeza y banda
para cuello.
115
El casquete es la parte externa del casco, est hecho de un material slido y posee una
superficie lisa. La visera, es una prolongacin del casquete por encima de los ojos. El ala es el
borde que circunda al casquete. El arns, es el conjunto de elementos por medio de los cuales
el casco absorbe la energa del impacto y se mantiene en la posicin adecuada en la cabeza.
La banda de la cabeza, es la parte del arns que sujeta la circunferencia de la cabeza y
proporciona estabilidad al casco. [http://www.mtas.es]
En las zonas de trabajo, los operarios estn expuestos a riesgos de distinta naturaleza; por lo
tanto los cascos deben proteger contra los siguientes factores:
Riesgos mecnicos. Ejemplos de ellos son: cadas de objetos e impactos
Riesgos elctricos. Si hay contacto directo con conductores elctricos.
Riesgos trmicos. Salpicaduras de metal fundido, llamas u otros agentes con alta
temperatura.
Plan de Mantenimiento
Los cascos fabricados con polietileno, polipropileno o ABS tienden a perder la resistencia
mecnica por efecto del calor, el fro y la exposicin al sol o a fuentes intensas de radiacin
ultravioleta (UV). Si este tipo de cascos se utilizan con regularidad al aire libre o cerca de
fuentes ultravioleta, como las estaciones de soldadura, deben sustituirse al menos una vez
cada tres aos. [http://www.mtas.es]
El casco debe desecharse si se decolora, se agrieta, desprende fibras o cruje al combarlo.
Tambin debe desecharse si ha sufrido un golpe fuerte, aunque no presente signos visibles de
haber sufrido daos.
La limpieza y desinfeccin son particularmente importantes si el usuario suda mucho o si el
casco deben compartirlo varios trabajadores. La desinfeccin se realiza sumergiendo el casco
en una solucin apropiada, como formol al 5% o hipoclorito sdico.
Los materiales que se adhieran al casco, tales como yeso, cemento, cola o resinas, se pueden
eliminar por medios mecnicos o con un disolvente adecuado que no ataque al material del que
est hecho el armazn exterior. Tambin se puede usar agua caliente, un detergente y un
cepillo de cerda dura.
Los cascos de seguridad que no se utilicen debern guardarse horizontalmente en estanteras
o colgados de ganchos en lugares no expuestos a la luz solar directa ni a una temperatura o
humedad elevadas.
116
Justificacin
En el mbito industrial, el uso de casco ha sido generalizado como medida de proteccin y
seguridad. Su uso no se encuentra limitado a ciertas industrias.
En PROACES, si bien existen los recursos para brindar a cada persona proteccin craneal, no
todas las personas les dan un uso adecuado, motivo por el cual, se presenta como una
oportunidad de mejora en lo que respecta al uso adecuado del mismo. Bastar con crear
ciertos programas de incentivos/sanciones para las personas que no lo utilicen
adecuadamente.
Proteccin Respiratoria
El equipo de proteccin respiratoria, es el conjunto de elementos que reducen la concentracin
de contaminantes aerotransportados de la zona de inhalacin por debajo de niveles
permisibles.
Figura 5.25 Proteccin Respiratoria
Podemos clasificar este tipo de proteccin en dos grupos:
1. Equipos dependientes del medio ambiente (equipos filtrantes)
En este tipo de equipo el aire que es inhalado por el operario, pasa por un filtro en donde los
contaminantes son eliminados. Estos a su vez se dividen en:
Equipos filtrantes contra partculas. Son filtros contra partculas con adaptadores
faciales; mascarillas filtrantes y equipos filtrantes ventilados (cascos, capuchas, etc.)
Equipos filtrantes contra gases y vapores. Pueden ser filtros para gases con
adaptadores faciales o mascarillas contra gases y vapores.
Equipos filtrantes contra partculas, gases y vapores. Filtros combinados con adaptador
facial y mascarillas filtrantes de partculas, gases y vapor.
2. Equipos independientes del medio ambiente (equipos aislantes)
Son equipos que protegen al operario de atmsferas contaminadas y contra la deficiencia de
oxigeno. Su principio de funcionamiento se basa en el suministro de aire u oxgeno respirable.
Se dividen en:
117
Equipos no autnomos
o De manguera. Sin asistencia, asistencia manual y asistidos con
ventilador
o Con lnea de aire comprimido. De flujo continuo, a demanda y a
demanda con presin positiva.
Equipos autnomos
o De circuito abierto. De aire comprimido, de aire comprimido a demanda
con presin positiva
o De circuito cerrado. De oxgeno comprimido, de oxgeno lquido y de
generacin de oxgeno
Plan de Mantenimiento
El fabricante del equipo debe suministrar informacin sobre el manejo, la limpieza y la
desinfeccin del aparato. Cuando el equipo sea utilizado por ms de una persona, debe
solicitarse varios equipos.
El equipo de proteccin respiratoria no debe almacenarse en lugares expuestos a temperaturas
elevadas y ambientes hmedos antes de su utilizacin.
Se debe controlar el estado de las vlvulas de inhalacin y exhalacin del adaptador facial, el
estado de las botellas de los equipos de respiracin autnomos y de todos los elementos de
unin entre las distintas partes del aparato
Debe solicitarse al fabricante un catlogo de las piezas de repuesto del aparato en caso de una
falla.
Justificacin
Dado la contaminacin en que se desarrolla el mbito laboral en PROACES, se recomienda de
manera inmediata implementar el uso de proteccin respiratoria, con mayor nfasis en la zona
de Regeneracin del cido, debido al exceso de polvo de xido que es liberado al ambiente en
todo momento.
118
Calzado Industrial
El calzado industrial, es cualquier tipo de calzado destinado a ofrecer cierta proteccin contra
riesgos en la zona laboral.
Calzado de seguridad o proteccin. Es el calzado que proporciona proteccin en la parte de
los dedos. Este incorpora un tope de seguridad que protege contra impactos.
Figura 5.26 Calzado de Seguridad
El calzado debe proteger de los siguientes riesgos laborales.
Riesgos por resbalamiento y cadas. Esguinces, luxaciones.
Riesgos qumicos. Lquido corrosivo, productos txicos.
Riesgos mecnicos. Choques, aplastamiento, perforaciones, etc.
Riesgos elctricos. Contactos elctricos con conductores bajo tensin.
Riesgos por incomodidad. Mala adaptacin al pie, penetracin de la humedad
Plan de Mantenimiento
Para garantizar un buen estado del calzado industrial se recomienda:
Limpiarlo regularmente.
Secarlo cuando est hmedo. Sin embargo, no deber colocarse demasiado cerca de una
fuente de calor para evitar un cambio demasiado brusco de temperatura y el consiguiente
deterioro del cuero.
Utilizar los productos de limpieza corrientes que se hallan en el mercado, los cuales resultan en
general adecuados para los artculos de cuero utilizados en medio muy hmedo como, por
ejemplo, en la construccin.
Justificacin
Debido a la gran cantidad de riesgos que existen en todas las zonas de la planta (tuberas,
cido, aceites, grasas y principalmente acero en diversas formas y con pesos variables), es
inminente el uso de calzado de seguridad. Actualmente la empresa no cuenta con esta
normativa, ya que la mayora de los empleados utilizan calzado deportivo, el cual brinda
comodidad pero nada de proteccin.
119
Proteccin Anti-Cada
Un sistema de proteccin contra cadas de altura (sistema anti cadas) garantiza la parada
segura de una cada, de forma que:
La distancia de cada del cuerpo sea mnima
La fuerza de frenado no provoque lesiones corporales
La postura del trabajador, una vez producido el frenado de la cada, sea tal que permita
esperar auxilio.
Un sistema anti cadas est formado por
A) Arns anti cadas
B) Conexin para unir el arns anti cadas a un punto de anclaje seguro.
Esta conexin puede efectuarse utilizando un dispositivo anti cadas o un absorbedor de
energa.
Plan de Mantenimiento
Los arneses anti-cadas y las lneas de anclaje se deben almacenar colgados, en un lugar seco
y fresco; almacenar lejos de fuentes de calor; proteger del contacto con sustancias que los
deterioren. Por ejemplo: cidos, lejas, fluidos de soldadura, aceites.
Los equipos contra cadas hechos de materiales textiles se pueden lavar en lavadora, usando
un detergente para tejidos delicados y envolvindolos en una bolsa para evitar las agresiones
mecnicas. Una temperatura de lavado recomendada es 30
o
C. Por encima de los 60
o
C, la
estructura de las fibras artificiales (polister, poliamida) de los componentes del equipo puede
verse daadas.
Los componentes textiles de los equipos hechos de fibra sinttica, sufren cierto envejecimiento
que depende de la intensidad de la radiacin ultravioleta y de las acciones climticas y
medioambientales
Justificacin
Debido a la gran cantidad de conexiones y equipo areo y en alturas elevadas, se considera
necesario el uso de equipo anti-cada, a fin de evitar lesiones en los empleados y para
desarrollar un mejor ambiente laboral.
120
A manera de resumen, se presenta a continuacin la siguiente Tabla:
Equipo Definicin Justificacin
Proteccin
para Manos
Equipo de proteccin individual
que protege la mano o una parte
de ella contra riesgos. En
algunos casos puede cubrir parte
del antebrazo y el brazo.
La materia prima con que se trabaja es acero,
el cual es procesado hasta obtener diversos
productos finales. Durante dichos procesos
los operarios estn en contacto directo e
indirecto con el acero, motivo por el cual se
recomienda implementar de mejor forma el
uso de guantes protectores, a fin de evitar
riesgos mecnicos, trmicos y qumicos, los
cuales son producidos por los diversos
tratamientos que sufren el mismo.
Proteccin
Visual y
Facial
1. Gafas de proteccin; si
el elemento protege
nicamente a los ojos.
2. Pantallas de proteccin;
si el elemento protege
una parte o la totalidad
de la cara adems de los
ojos.
Como es comn, en la zona de trabajo, los
ojos y rostro de los trabajadores est
expuesto a riesgos y peligros. El ambiente
laboral en el que se desempean los
empleados de PROACES, exige el uso de
proteccin visual, ya que la contaminacin
que existe en el mismo puede ocasionar
serios daos a los mismos.
Los riesgos mecnicos y qumicos son los
que se presentan de mayor manera.
Proteccin
Auditiva
Equipo de proteccin individual,
el cual en funcin de sus
propiedades para la atenuacin
de sonido reducen los efectos del
ruido y evitan un dao severo en
el odo.
Debido al ambiente contaminado con ruido,
se deber estudiar la implementacin de ste
equipo; el uso del mismo deber de estar
limitado a las zonas en las que el nivel del
ruido supere el mximo permisible (90 dB).
Proteccin
Craneal
Elemento de seguridad industrial
que tiene como objetivo esencial
cubrir la cabeza de la persona,
para evitar heridas por
contusiones causadas por
objetos que caen sobre esta o
impactos producidos.
En el mbito industrial, el uso de casco ha
sido generalizado como medida de proteccin
y seguridad. Su uso no se encuentra limitado
a ciertas industrias. Debido a las diversas
posibilidades que existen de lesionarse la
zona craneal, es de vital importancia la
implementacin en toda la planta.
121
Proteccin
Respiratoria
Conjunto de elementos que
reducen la concentracin de
contaminantes aerotransportados
de la zona de inhalacin por
debajo de niveles permisibles.
Dado la contaminacin en que se desarrolla el
mbito laboral, se recomienda de manera
inmediata implementar el uso de proteccin
respiratoria, con mayor nfasis en la zona de
Regeneracin del cido, debido al exceso de
polvo de xido que es liberado al ambiente en
todo momento
Calzado
Industrial
Es cualquier tipo de calzado
destinado a ofrecer cierta
proteccin contra riesgos en la
zona laboral. Se destaca:
Calzado de seguridad o
proteccin. Es el calzado que
proporciona proteccin en la
parte de los dedos. Este
incorpora un tope de seguridad
que protege contra impactos.
Debido a la gran cantidad de riesgos que
existen en todas las zonas de la planta
(tuberas, cido, aceites, grasas y
principalmente acero en diversas formas y
con pesos variables), es inminente el uso de
calzado de seguridad. Actualmente la
empresa no cuenta con esta normativa, ya
que la mayora de los empleados utilizan
calzado deportivo, el cual brinda comodidad
pero nada de proteccin.
Proteccin
Anti-Cada
Un sistema de proteccin contra
cadas de altura (sistema anti
cadas) garantiza la parada
segura de una cada, de forma
que:
La distancia de cada del
cuerpo sea mnima
La fuerza de frenado no
provoque lesiones
corporales
La postura del
trabajador, una vez
producido el frenado de
la cada, sea tal que
permita esperar auxilio.
Debido a la gran cantidad de conexiones,
tuberas, andamiajes y equipo areo, se
considera necesario el uso de equipo anti-
cada, a fin de evitar lesiones en los
empleados.
Tabla 5.1 Cuadro Resumen de Equipos de Seguridad Industrial
122
5.8.3 Implementacin de Seguridad Industrial en PROACES
Conviene comenzar este apartado mencionando las ventajas, desventajas y metodologas a
manera de crear un ambiente receptivo a las ideas que se plantean ms adelante.
VENTAJAS DESVENTAJAS METODOLOGA
Reduccin en las
heridas, golpes,
lesiones y accidentes
en el momento de
realizar tareas de
produccin y/o
mantenimiento.
Mejor manejo de la
materia prima y del
producto final.
Reduccin del gasto
mdico ocasionado
por accidentes y los
costos asociados a
los mismos.
Disminucin en el
posible costo que se
genere por
indemnizaciones
parciales o totales.
Reduccin de los
paros imprevisibles
debido a accidentes.
Control sobre las
prdidas de tiempo
entre los empleados.
Menor rotacin de
personal por
Gastos asociados a la
implementacin de una
nueva perspectiva de
Seguridad Industrial:
- Adquisicin de
Equipo
- Mantenimiento
de Equipo
- Capacitaciones
- Inducciones
- Manuales de
Instruccin
Renuencia del
personal al cambio y a
la imposicin de
nuevas medidas.
Participacin activa de
todas las lneas de
mando de la empresa.
Adquisicin de
Equipo de Seguridad
Industrial
Capacitacin a los
altos y medios
mandos de la
empresa, as como
al J efe de Seguridad
Industrial en lo
concerniente a la
necesidad de
implementar los
elementos de
seguridad industrial
as como su correcta
utilizacin.
Capacitacin e
Induccin a todo el
personal de la planta
(ya sea operativo,
mantenimiento,
auxiliar, etc.)
Campaas de
concientizacin
sobre la necesidad y
el adecuado uso del
equipo.
Programas de
seguimiento de los
puntos desarrollados
123
VENTAJAS DESVENTAJAS METODOLOGA
ausencias al trabajo
o licencias mdicas.
Continuidad del
proceso normal de
produccin.
Crecimiento en la
motivacin del
personal de la planta,
debido a un ambiente
de seguridad integral
para los mismos.
anteriormente.
Creacin de fichas
de amonestacin
que sean aplicadas
al personal que
incumpla las nuevas
normas establecidas
de Seguridad
Industrial.
Tabla 5.2 Ventajas, Desventajas y Metodologa de la Implementacin de Seguridad Industrial
Entre las capacitaciones para el personal que se mencionan anteriormente, se recomienda
establecer como mnimo los siguientes tpicos:
Uso de Extintores: debido a la peligrosidad que existe de incendio en todo momento y
en todo lugar, los empleados deben de ser capacitados en lo que respecta al uso
adecuado del extintor, as como sus diversos tipos y para que sirve cada uno.
Primeros Auxilios: es bsico como saber responder ante una emergencia y as poder
ayudar a salvar la vida de un compaero de trabajo, por lo que, nunca est dems
saber de primeros auxilios y poder as brindar asistencia inmediata en caso de
accidente mientras se espera a que las personas profesionales se hagas presente al
lugar de la catstrofe.
Manejo de Productos Qumicos: debido a que PROACES trabaja con productos
qumicos como cidos, bases, etc. es de vital importancia saber como manejar los
mismos de manera correcta y en la medida de disminuir a lo mnimo posible los riesgos
que se conllevan al manipular dichos qumicos.
Evacuaciones en Catstrofes: se debe de crear un manual de instrucciones sobre que
hacer en catstrofes as como los pasos a seguir antes, durante y posteriormente a las
mismas, a manera de siempre saber como actuar en dichos eventos.
124
Las inducciones que se mencionan debern ser brindadas al personal por el J efe de Seguridad
Industrial de PROACES, a fin de explicar y dejar en claro ciertos aspectos que ayuden a
obtener una buena gestin de la seguridad industrial. Entre dichos tpicos a tratar, se
recomiendan:
Uso del Equipo de Seguridad Industrial: se pretende con ello que los empleados
conozcan que equipo es con el que se cuenta, as como su adecuado uso y trato. De
manera paralela se deber explicar el porqu de su utilizacin, as como las sanciones
a las que se pueden hacer acreedores los empleados si omiten el uso de los mismos.
IMPLEMENTACIN DE SEGURIDAD INDUSTRIAL
A manera de sugerencia, se puede seguir el siguiente diagrama de Gantt como gua para la
adecuada implementacin de la Gestin de Seguridad Industrial:
Figura 5.27 Etapas de Implementacin de la Gestin de Seguridad Industrial
Etapa 1. Adquisicin de Equipo de Seguridad Industrial: Se propone esta etapa como la
primera del proceso ya que si se realiza una inversin econmica en un recurso, cualquier
empresa pretende aprovecharlo, por lo que, una vez adquirido el equipo se vern en la
obligacin de utilizarlo para que este no sea un gasto y se convierta en una inversin a largo
plazo. Lo anterior implica e introduce las siguientes etapas.
Etapa 2. Capacitaciones: Las capacitaciones ayudarn a que el personal se comprometa e
integre de lleno a la nueva metodologa para aplicar las normativas de seguridad, as como
para saber como reaccionar ante cualquier evento que se genere. Las capacitaciones deben de
ser impartidas a todos los empleados de la empresa, sin excepcin alguna, debido a que ante
una emergencia cualquier persona puede ser el lder de la situacin.
125
Etapa 3. Inducciones: Ser responsabilidad del J efe de Seguridad Industrial, dar seguimiento a
los conceptos aprendidos en las capacitaciones por el resto de empleados, as como ir
explicando y enseando a los nuevos empleados los conceptos de Seguridad Industrial, los
mtodos que se emplean y los recursos con los que cuenta la empresa, as como su correcto
manejo y uso.
Etapa 4. Monitoreo Continuo: Una vez que se haya realizado la implementacin, se debe de
monitorear continuamente el funcionamiento de cada etapa, hasta que las normas
implementadas se conviertan en parte de la filosofa de vida de los empleados. Adems, se
debe establecer una mejora continua con la preparacin de ms capacitaciones, simulacros,
manuales de instruccin, etc.
126
127
CAPTULO 6: HERRAMIENTA INFORMTICA
6.1 GENERALIDADES
No es de extraarse que las grandes empresas o corporaciones industriales se vean en la
necesidad de manipular y almacenar grandes cantidades de informacin para la realizacin de
estudios, anlisis, predicciones o comparaciones en mbitos como el de produccin,
mantenimiento, publicidad o recurso humano. Para ello y aprovechando el amplio desarrollo
tecnolgico que la humanidad ha tenido en los ltimos aos, estas empresas pueden adquirir
aplicaciones informticas especializadas para cada ramificacin de su organizacin a un precio
razonable; o bien, pueden desarrollar sus propias aplicaciones a la medida ajustando las mismas a
los requerimientos especficos de cada rea, resultando sta la opcin ms econmica.
En el contexto del mantenimiento industrial, una aplicacin informtica proporciona una ayuda
extraordinaria para la Gestin del Mantenimiento porque permite manipular de una forma eficiente
y sencilla todos los aspectos que ella conlleva. Esto es: Administracin de rdenes de trabajo,
control del catastro, inventarios, plan maestro de mantenimiento, histrico de fallas, histrico de
costos, control de mantenimiento preventivo y correctivo. Adems, una aplicacin de este tipo
permite administrar bases de datos para posteriores anlisis de fallas, econmicos, estimaciones
de presupuestos y comportamientos econmicos en equipos aislados a causa de fallas crnicas.
En vista de lo anterior y teniendo en cuenta que una parte del objetivo de este trabajo es
precisamente el desarrollo de una herramienta informtica para la Gestin de mantenimiento; se
desarroll una aplicacin a la medida para gestionar el mantenimiento en la Lnea de Decapado y
la Planta de Regeneracin de cido de PROACES de El Salvador. La importancia de elaborar una
herramienta informtica surge como resultado del Diagnstico de Mantenimiento realizado en la
primera etapa del proyecto y responde a las necesidades identificadas en la Lnea de estudio en
PROACES.
El diseo y desarrollo de esta herramienta informtica se realiz en Microsoft Excel VBA debido a
que ste es un programa popular de fcil uso, posee herramientas sumamente tiles y es posible
instalarlo en varias computadoras sin demasiados problemas de licencia, por lo que su
implementacin se vuelve muy atractiva.
128
6.2 DESCRIPCIN DE LA HERRAMIENTA INFORMTICA
La herramienta informtica desarrollada, se basa en el principio de manipulacin de elementos
externos mediante un nico programa de control; esto significa que a travs del uso de un
programa maestro, es posible manipular archivos, bases de datos y registros totalmente
independientes entre s y externos a dicho programa de control. Las principales tareas de gestin
de mantenimiento (Control y creacin de rdenes de trabajo, Informes de costos de mantenimiento,
Informes de fallas, calendarizacin de inspecciones, trabajos preventivos e instrucciones de
mantenimiento) han sido automatizadas para hacer ms eficiente la administracin del mismo. Sin
embargo, la actualizacin de las bases de datos debe realizarse manualmente.
Como se mencion anteriormente, el programa est conformado por un conjunto de bases de
datos destinadas a almacenar y manipular la informacin relacionada a la Gestin del
Mantenimiento; y toda la informacin consultada de dichas bases de datos es presentada
sistemticamente en formularios para una fcil interaccin con el usuario.
Al iniciar la aplicacin (el programa maestro de control) se muestra una pantalla de bienvenida y se
tiene la opcin de consultar el manual del usuario, ver la informacin del registro del programa o
iniciar con la Gestin del mantenimiento.
Figura 6.1 Pantalla de inicio de la herramienta informtica para la Gestin de Mantenimiento
129
Cuando se accede al men principal se observan las ocho categoras o mdulos con los que
cuenta esta aplicacin para la Gestin del Mantenimiento:
1. Inventario
2. Catastro
3. rdenes de Trabajo
4. Calendarizacin
5. Planeacin
6. Historial de Fallas
7. Historial de Costos
8. ndices de desempeo o KPI
Figura 6.2 Men principal para la Gestin del Mantenimiento
Cada uno de los mdulos incorporados en el men principal tiene la finalidad de administrar una o
ms bases de datos especficas a travs de una interfaz de formularios amigables para el usuario.
130
En vista de que esta herramienta informtica basa su funcionamiento en el uso de bases de datos,
se proceder a realizar una descripcin de todas las bases de datos utilizadas para el desarrollo de
la misma. Posterior a esto, se realizar una explicacin de cada uno de los mdulos del programa
maestro de control.
6.3 BASES DE DATOS
Son los archivos en los cuales se almacena toda la informacin requerida para la Gestin del
Mantenimiento; para esta aplicacin se elaboraron las siguientes bases de datos:
1. Base de datos para el inventario del equipo general de la Lnea de Decapado y Planta de
Regeneracin de cido.
2. Base de datos para el inventario de vlvulas y tanques de la Lnea de Decapado y Planta
de Regeneracin de cido.
3. Base de datos para el catastro del equipo.
4. Base de datos para el histrico de fallas.
5. Base de datos para el histrico de costos.
6. Base de datos para ndices de desempeo (KPI).
7. Bases de datos para las listas de instrucciones de mantenimiento de cada equipo presente
en el catastro.
8. Base de datos de la planificacin anual del mantenimiento preventivo.
6.3.1 BASE DE DATOS DE INVENTARIO
Para la elaboracin de esta base de datos, se hizo una subdivisin de la zona de Decapado con la
finalidad de garantizar un mejor control del equipo dentro del rea de estudio. Gracias a esto, se
tiene un inventario del equipo para las distintas reas que componen la zona de Decapado. Las
zonas identificadas se listan a continuacin:
A. rea de Entrada
B. rea de Decapado
C. Salida de Decapado
D. Plantas Auxiliares
E. Regeneracin de cido
F. rea de Caldera
G. Sistema Hidrulico
H. Sistema Elctrico
131
Con la subdivisin de zonas claramente establecida se prosigui a elaborar una identificacin del
equipo que conforma cada una de ests reas: su nombre comn, tipo de aplicacin, descripcin
general del mismo y sus principales componentes. Toda la informacin recopilada se organiza en
su respectiva base de datos (Figura 6.3).
Figura 6.3 Base de datos de inventario del equipo
En esta base de datos, se muestra el listado del equipo organizado por zonas dentro de la Lnea
de Decapado y la informacin relevante de cada uno. Es importante mencionar que este registro
est estructurado para mostrar todos los componentes de un mismo equipo de tal forma que la
base de datos contenga un mayor detalle del mismo.
De manera muy similar, el inventario de vlvulas se realiza para las diferentes zonas dentro de la
Lnea de Decapado. Teniendo como resultado una buena organizacin de la valvulera y los
tanques utilizados en el proceso de Decapado.
132
Las zonas identificadas para la organizacin de las vlvulas estn conforme a la documentacin
preestablecida en PROACES cuando sta fue creada. Dichas zonas son:
A. Ultra filtrado
B. Desmineralizado
C. Almacenamiento de cido
D. Decapado
E. Neutralizado
F. Regeneracin de cido
G. Caldera
Figura 6.4 Base de datos para vlvulas y tanques de la lnea de Decapado
En la figura anterior se muestra el formato de la base de datos de inventario de vlvulas. Toda la
informacin relevante de las mismas est organizada para una fcil consulta.
133
6.3.2 BASE DE DATOS DE CATASTRO DE EQUIPO
Como se ha mencionado previamente en este documento, no todo el equipo contenido en el
inventario forma parte del catastro del equipo. Recordando un poco la metodologa de elaboracin
del catastro; se sabe que partiendo del inventario, se hizo una clasificacin del equipo segn la
importancia del mismo para el proceso de Decapado. De esta manera, se tiene equipo clase A o B.
Siendo el equipo clase A el de ms importancia para el proceso. J ustamente, el catastro est
formado por el equipo clase A.
Debido a esta clasificacin, la base de datos ha sido estructurada por familias funcionales de
equipos. Esto significa que se elabor una base de datos para cada tipo de equipo (una base de
datos para bombas, otra para motores, otra para intercambiadores de calor, etc.). En cada una de
estas se archiva informacin del fabricante, modelo, nmero de serie, cdigo de catastro, ubicacin
dentro de la planta y otras caractersticas importantes del equipo. Los tipos de equipo identificados
son: Bombas, Motores elctricos, Motoreductores, Reductores de velocidad, Frenos
electromagnticos, Intercambiadores de calor, Extractores de humo, Quemadores, Calderas, Torre
de rodillos escurridores (Pinch roll), Electrovlvulas, Equipo elctrico y equipos varios de
importancia para el proceso.
Figura 6.5 Base de datos del catastro general. Catastro de bombas.
134
6.3.3 BASE DE DATOS HISTORICO DE FALLAS
Figura 6.6 Base de Datos de Registro Histrico de Fallas.
Esta base de datos cuenta con dos opciones principales:
A. REGISTRO DE INFORMACIN
B. INFORME DE FALLAS
La opcin de REGISTRO DE INFORMACIN es la zona en la cual se ingresa toda la informacin
relevante de la falla ocurrida. Se ingresa en cada campo la fecha de ocurrencia, el cdigo del
equipo que fall, la falla que se present, etc. En el mdulo INFORME DE FALLAS es la zona en
la cual es posible filtrar la informacin contenida en el Registro de Informacin; este filtrado puede
ser realizado por criterios de FECHA, TIPO DE EQUIPO y RDENES DE TRABAJ O. El
usuario puede acceder a informacin histrica de fallos definiendo un rango de fechas de
bsqueda, definiendo un tipo especfico de equipo para la bsqueda (motor, bomba,
intercambiador de calor, etc.) o bien, definiendo un rango de rdenes de trabajo para la bsqueda.
Solo los datos de inters para el usuario aparecen en el informe del histrico de fallas cuando los
filtros son aplicados.
135
Figura 6.7 Histrico de fallas de los equipos. Registro principal
Como se puede observar en la figura 6.7, el historial de fallas cuenta con una zona de registro para
almacenar todos los fallos. En ella se indica la fecha en que sucedi el desperfecto, el tipo de
equipo que fall y su correspondiente cdigo de catastro, el nmero de orden de trabajo asignado
a ese equipo, un breve detalle de lo ocurrido, las horas hombre invertidas en la reparacin de esa
falla y la persona encargada de la reparacin.
Para poder acceder a datos especficos se utiliza la herramienta adjunta al registro histrico, el
informe de fallas. Este tiene la funcin de filtrar la informacin segn los siguientes criterios:
A. FECHA
B. TIPO DE EQUIPO
C. ORDEN DE TRABAJ O
El usuario puede elegir que tipo de filtro desea aplicar y as observar solo la informacin que
necesite.
Filtro por fecha
Cuando se selecciona la opcin de filtro por fechas, se debe introducir una fecha inicial de
referencia y una fecha final de bsqueda. El formato de las mismas debe ser dd/mm/aaaa .
Luego con el botn buscar se inicia el proceso de filtrado de informacin.
136
Figura 6.8 Historial de fallas. Filtrado por fechas
Filtro por tipo de equipo
Esta modalidad de bsqueda permite al usuario filtrar informacin mediante dos vas. La primera, si
se desea tener el detalle de fallas para un tipo general de mquinas (motor, bomba, intercambiador
o cualquier otro tipo de mquina dentro de la planta), en el campo tipo de equipo se introduce el
tipo de mquina que se desea consultar, por ejemplo Bomba; al comenzar la bsqueda con el
botn Buscar aparecern en el informe todas las fallas asociadas a ese tipo de equipo.
La segunda ruta de bsqueda consiste en introducir en el campo Cdigo catastro el cdigo de
catastro asignado a una mquina; de esta manera, se filtra la informacin de fallas para un equipo
aislado. Por lo tanto, es posible observar el comportamiento de fallas de un solo equipo a travs del
tiempo.
Figura 6.9 Historial de fallas. Filtrado por tipo de equipo y equipo nico.
Filtro por rdenes de trabajo
La ltima modalidad de filtrado con la que cuenta este registro es por medio de un rango de
rdenes de trabajo. Se introduce en el campo correspondiente los correlativos de rdenes de
trabajo que se desea consultar.
Figura 6.10 Historial de fallas. Filtrado por rango de rdenes de trabajo
137
6.3.4 BASE DE DATOS HISTRICO DE COSTOS
Figura 6.11 Base de Datos Histrico de Gastos
Esta base de datos cuenta con las siguientes opciones:
A. REGISTRO DE INFORMACIN
B. INFORME DE GASTOS
C. GRAFICOS MENSUALES
D. GRAFICOS ANUALES
La opcin REGISTRO permite al usuario almacenar la informacin de los gastos realizados en
concepto de mantenimiento. Posee un apartado para ingresar los gastos realizados segn los
siguientes criterios:
A. REPUESTOS
B. INSUMOS
C. MANO DE OBRA
D. OTROS GASTOS
La opcin INFORME, al igual que en el Histrico de Fallas, es una herramienta para el filtrado de
informacin. El informe de costos permite visualizar informacin de inters para el usuario
mediante el uso de una serie de filtros. Dicha informacin es presentada para un posterior
procesamiento de datos por parte del usuario.
138
Las opciones de bsqueda de informacin para el filtrado de datos son:
A. FECHA: Este filtro necesita dos datos de entrada. Una fecha inicial y una fecha final de
bsqueda. El programa busca en la zona de Registro de Informacintodos los datos que
coinciden con el rango de fechas establecidas y muestra en el informe los detalles de los
gastos realizados en ese perodo de tiempo. El usuario tiene la capacidad de hacer
manipulaciones grficas por cuenta propia con los datos filtrados.
B. TIPO DE EQUIPO: Este filtro posee dos formas de bsqueda. La primera, es especificando
el tipo de equipo que se desea buscar (Motor, Bomba, Intercambiador de Calor, etc.); con
esta modalidad de bsqueda, el programa consultar en la zona de Registro de
Informacin los gastos asociados al tipo de equipo seleccionado. La segunda forma de
bsqueda, es introduciendo el cdigo de catastro de un equipo. De esta forma, el programa
buscar en la zona de registro toda la informacin relacionada a un nico equipo;
mostrando en pantalla el comportamiento te gastos para esa mquina individual.
C. ORDEN DE TRABAJ O: sta forma de filtrado requiere de dos datos de ingreso, un nmero
correlativo de orden de trabajo inicial y otro final. La bsqueda se genera para ese rango
de correlativos de rdenes de trabajo.
D. MANTENIMIENTO CORRECTIVO: sta modalidad de filtrado no necesita el ingreso de
informacin adicional. Al escoger este tipo de bsqueda, se filtran todos aquellos gastos
asociados con mantenimientos correctivos a lo largo del tiempo.
E. MANTENIMIENTO PREVENTIVO: Su funcionamiento es exactamente igual que el filtro
para mantenimientos correctivos. La diferencia consiste en que este tipo de bsqueda
muestra los gastos asociados a todos los mantenimientos preventivos realizados.
Las recomendaciones para realizar una bsqueda son iguales que las planteadas para el historial
de fallas (Apartado 6.3.3).
La base de datos para el histrico de costos, cuenta con una herramienta adicional para la
manipulacin de la informacin del registro; dicha herramienta es la visualizacin grfica de los
comportamientos temporales de los componentes del gasto total de mantenimiento. Esto significa
que es posible ver, en un grfico comparativo, las tendencias de los gastos de mano de obra,
repuestos, insumos y otros gastos de forma mensual y anual.
El mdulo GRFICOS MENSUALES, presenta los comportamientos mensuales de los tipos de
gastos para cualquier ao de consulta. Un aspecto interesante de estos grficos es que han sido
diseados para que sean dinmicos; es decir, que la base de datos tiene la capacidad de presentar
las tendencias de comportamiento de los diferentes tipos de costos a nivel mensual para cualquier
ao a partir del 2007.
139
El mdulo GRFICOS ANUALES, presenta las tendencias comparativas anuales de costos para
cualquier nmero de aos.
Figura 6.12 Historial de costos. Consulta de gastos mensuales para cualquier ao
Figura 6.13 Historial de costos. Tabla de resultados de mantenimientos correctivos mensuales
Como se observa en la figura, el clculo de costos mensuales se realiza para mantenimientos
correctivos, preventivos y total. Estas tablas de resultados son tomadas como referencia para la
elaboracin de grficos.
140
La consulta de grficos mensuales se realiza mediante la opcin de consulta de grficos. Tal como
se muestra en la siguiente figura.
Figura 6.14 Grficos de costos mensuales para gastos de repuestos.
Todos lo clculos empleados para la elaboracin de grficas son hechos a partir de la informacin
ingresada en el Registro de Informacin; por ello es importante que los campos del registro sean
completados a correctamente.
Es posible consultar los grficos mensuales para cualquier tipo individual de gasto de
mantenimiento o bien hacer una comparacin de todos ellos en un solo grfico. Siempre se
presenta el gasto total y el aporte que realizan los gastos por mantenimiento correctivo y
preventivo.
141
Para realizar la comparacin anual de los distintos tipo de gastos de mantenimiento se hace uso
del segundo mdulo de visualizacin grfica. Primero se selecciona el ao hasta el cual se desea
hacer la comparacin de gastos. Una vez realizado lo anterior, se oprime el botn Generar matriz
para crear la matriz adecuada hasta el ao previamente seleccionado. Posteriormente se oprime el
botn Calcular y automticamente se realiza el clculo de los gastos totales anuales para
repuestos, insumos, mano de obra y otros gastos, completndose as la matriz de consulta. La
opcin Limpiar, limpia la matriz de comparacin permitiendo escoger un nuevo ao lmite.
Figura 6.15 Historial de costos. Consulta para comparacin de gastos anuales.
Seleccin de ao lmite de comparacin
Figura 6.16 Historial de costos. Consulta para comparacin de gastos anuales
Generacin de matriz de consulta
Figura 6.17 Historial de costos. Consulta para comparacin de gastos anuales.
Clculo de gastos y llenado automtico de matriz de consulta
142
Estas matrices de consulta anual se generan para los mantenimientos correctivos, preventivos y
total; por lo que en los grficos aparecer una comparacin entre estas tres categoras de gastos.
Para consultar los grficos anuales, se debe hacer uso de la opcin de consulta de grficos y
seleccionar el tipo de gasto que se desea graficar.
Figura 6.18 Historial de costos. Consulta anual
Figura 6.19 Historial de costos. Grficos de comparacin de costos anuales.
143
6.3.5 BASE DE DATOS DE PLANIFICACIN ANUAL DE MANTENIMIENTO
Para ingresar a la planeacin de las actividades de mantenimiento en las mquinas, se utiliza
el mdulo PLANEACIN que se encuentra dentro del men principal de la aplicacin.
Debido a que dentro de la Lnea de Decapado se han clasificado los equipos en familias; es
decir, equipos con caractersticas funcionales similares han sido agrupados, (As pues, existe
una familia de equipos llamada Bombas, otra familia llamada Motores y as sucesivamente)
las labores de mantenimiento deben ser planeadas para cada equipo individual dentro de cada
una de stas familias.
Por lo tanto, al oprimir el botn PLANEACIN del men principal aparece un asistente que
ubica al usuario en el grupo de familia correspondiente.
Figura 6.20 Mdulo para ingresar a planeacin de mantenimiento por equipos
Para ingresar a la planeacin de actividades de mantenimiento se debe seleccionar un tipo de
familia y oprimir el botn aceptar.
Por ejemplo, para acceder a la planeacin de mantenimiento de los motoreductores, se escoge
MOTOREDUCTOR de la lista desplegable y posteriormente se oprime el botn ACEPTAR.
Una vez dentro de la planeacin de mantenimiento de la familia de motoreductores, se
observar la siguiente pantalla:
144
Figura 6.21 Matriz de planificacin de mantenimiento
COMPONENTES:
FECHA ACTUAL: Es la fecha del sistema. Muestra la fecha actual
FECHA CONSULTADA: En este campo, se asigna la fecha que el usuario ingresa
desde el Calendario de consulta de actividades (Este se explicar ms adelante).
MEN PRINCIPAL: Regresa al usuario al men principal de la aplicacin.
ASISTENTE: Inicia el asistente para consultar el Tipo de actividades de
mantenimiento que posee cada equipo.
DIAS Y FECHAS: Es un listado de los 365 das del ao para asignar las
actividades de mantenimiento en un da determinado a un equipo especfico. Es
posible realizar la planeacin para dos aos consecutivos. Posterior a ese perodo,
se deben actualizar estas listas con las nuevas fechas.
CDIGOS DE CATASTRO: Es el cdigo de catastro de cada equipo. Este
representa a cada mquina dentro de la base de datos de catastro.
TIPO DE MANTENIMIENTO ACTUAL: Es un listado que muestra la actividad que
cada equipo tiene programada para la fecha de consulta FECHA ACTUAL.
TIPO DE MANTENIMIENTO CONSULTADO: Es un listado que muestra la
actividad de mantenimiento que cada equipo tiene programada para la fecha de
consulta FECHA CONSULTADA.
145
FUNCIONAMIENTO
La planeacin de actividades consiste en una matriz en la cual se presenta, en cada columna, el
cdigo de catastro de cada equipo dentro de una familia funcional especfica. Adems, se
muestra un listado con los 365 das del ao.
Figura 6.22 Matriz de planificacin de mantenimiento. Rangos de fechas y equipos
Los campos que se encuentran entre el listado de fechas y el listado de cdigos de catastro, son
utilizados para ingresar el TIPO DE ACTIVIDAD de mantenimiento que un equipo posee para un
determinado da del ao.
El Tipo de actividad de mantenimiento vara con cada uno de los equipos. Por ejemplo: la caldera,
segn la informacin del manual del fabricante, posee los siguientes tipos de actividades de
mantenimiento:
ACTIVIDAD DIARIA
ACTIVIDAD SEMANAL
ACTIVIDAD MENSUAL
ACTIVIDAD SEMESTRAL
ACTIVIDAD ANUAL
146
Por lo tanto, en los campos destinados para ingresar el tipo de actividad se debe escribir la palabra
SEMANAL si ste equipo tiene actividades de mantenimiento preventivo de carcter semanal que
deban ser realizados en ese da en particular. De igual forma, si para un da X corresponde llevar
a cabo una actividad de carcter semestral en una mquina con cdigo de catastro ZZZ, en el
campo de la matriz que corresponde a la interseccin de se da X con el equipo con cdigo de
catastro ZZZ se debe escribir la palabra SEMESTRAL.
Figura 6.23 Matriz de planificacin de mantenimiento. Campos de ingreso de tipo de actividades
Esta forma de ingresar el tipo de actividades, no es ms que una codificacin simple para que la
aplicacin pueda interactuar con las bases de datos en donde estn contenidas las listas de
instrucciones que especifican las tareas de mantenimiento preventivo de cada equipo, de acuerdo
a perodos de tiempo recomendados por los fabricantes o manuales creados por la experiencia
propia.
Es importante ingresar el tipo de actividades de mantenimiento con letras maysculas y tener
cuidado de escribirlas correctamente. En el caso en que un equipo no posea una actividad de
mantenimiento para una determinada fecha, se DEBE escribir N/A en ese campo, de lo contrario
el calendario no funcionar adecuadamente.
147
ASISTENTE DE PLANEACIN
El asistente de planeacin se inicia cuando se oprime el botn llamado ASISTENTE
Figura 6.24 Matriz de planificacin de mantenimiento. Asistente para consultar tipo de actividades de equipo
El asistente permite consultar el Tipo de actividades que estn disponibles para cada equipo.
Para acceder a ellas, se selecciona el equipo de la lista que aparece en el formulario y se oprime el
botn aceptar.
Figura 6.25 Asistente de consulta de tipo de actividades
148
Cuando se termina de hacer la consulta del tipo de actividades de mantenimiento disponibles para
un equipo, se debe cerrar el archivo donde stas se muestran y as regresar a la planeacin de
actividades.
TIPO DE MANTENIMIENTO ACTUAL
Como se mencion antes, sta es una lista en donde se muestran los equipos que tienen
actividades de mantenimiento programadas. Este listado est relacionado con el campo FECHA
ACTUAL. Mediante una frmula de EXCEL de bsqueda en matrices, la fecha ingresada en este
campo es buscada en el listado anual de fechas; cuando esta fecha de consulta es identificada por
la frmula, asigna el valor de la celda contigua a ella a la celda perteneciente a la lista Tipo de
mantenimiento actual. Cada una de las celdas que pertenecen a esta lista, est programada con
esta frmula.
Figura 6.26 Matriz de planificacin de mantenimiento. Formula de programacin de celdas
Como se muestra en el ejemplo, la fecha de consulta actual es el 1 de enero de 2007, la frmula
tomar esta fecha y comenzar a buscarla entre las 365 fechas de la lista de fechas. Cuando la
encuentre, la frmula leer el valor que tenga la primera celda a la derecha de la fecha encontrada;
asignando ste valor a la celda que pertenece a la lista Tipo de mantenimiento actual. La misma
accin se llevar a cabo para cada uno de los equipos presentes en cada una de las familias de la
planeacin. De esta manera, se tiene un listado de los equipos de cada familia que tienen
programada una actividad para el da de consulta. Todo aquel equipo que en la lista de Tipo de
149
mantenimiento actual posea un valor distinto a N/A implicar que ste posee una actividad de
mantenimiento para ese da y ste aparecer en el listado del calendario de consulta. Estos
listados son creados con la finalidad de presentar los equipos con actividades programadas en el
calendario de consulta.
TIPO DE MANTENIMIENTO CONSULTADO
La finalidad de este listado es el mismo que el del listado de Tipo de mantenimiento actual y su
principio de funcionamiento tambin es similar. La nica diferencia es que ste listado utiliza el
campo FECHA CONSULTADA para realizar la bsqueda de equipos.
ACTUALIZACIN DE FORMULAS CUANDO SE AGREGA O ELIMINA UN EQUIPO
Cuando se agrega un equipo al catastro, se debe actualizar la base de datos de inventario, se
debe agregar el listado de instrucciones de ese equipo y se debe actualizar la zona de la
planeacin de equipo.
Supongamos que se ha agregado un intercambiador de calor a la base de datos de catastro de
equipo. Para actualizar la planeacin, se deben seguir los siguientes pasos:
Paso 1: Ingresar a la hoja de planeacin de intercambiadores de calor haciendo uso del mdulo
PLANEACIN en el men principal de la aplicacin.
Paso 2: Agregar el cdigo de catastro del equipo en el ultimo campo de la matriz.
Figura 6.27 Matriz de planificacin de mantenimiento
Paso 3: Seleccionar las ltimas celdas de la listas de Tipo de mantenimiento. Y copiar las
formulas en la columna que se agreg
Figura 6.28 Matriz de planificacin de mantenimiento
150
Paso 4: Corregir las frmulas de todas las celdas de las listas Tipo de mantenimiento actual y
Tipo de mantenimiento consultado. Para ello, hacer doble click sobre la primera celda del listado
Tipo de mantenimiento actual.
Figura 6.29 Matriz de planificacin de mantenimiento
Paso 5: Aparecer la frmula de bsqueda. De ella se debe modificar la dimensin de la matriz de
referencia o bsqueda, para ello se debe seleccionar la esquina superior derecha de la referencia
de la matriz antigua y arrastrar hasta la ltima columna que se ha agregado.
Figura 6.30 Matriz de planificacin de mantenimiento
Figura 6.31 Matriz de planificacin de mantenimiento
151
Paso 6: Repetir este procedimiento para las dems celdas de la lista Tipo de mantenimiento
actual y Tipo de mantenimiento consultado hasta llegar a la ltima columna que se agrego.
Paso 7: Cuando se actualice la matriz de referencia de la ltima Columna que se agreg, se debe
corregir el ndice indicador de columna de las ltimas dos celdas.
Figura 6.32 Matriz de planificacin de mantenimiento
Para corregir, primero hacer doble click sobre la celda superior.
Figura 6.33 Matriz de planificacin de mantenimiento
Figura 6.34 Matriz de planificacin de mantenimiento. Frmula a corregir
Para este caso, debido a que slo se agreg un equipo, este ndice se debe comparar con la
penltima celda. El ltimo ndice debe ser mayor en una unidad que el valor del ndice en la
penltima celda. Dado a que el valor de ste ndice en la penltima celda es de 7, la correccin que
debe ser hecha en la ltima celda es escribir el valor de este ndice como 8. Si se hubieran
agregado dos equipos, esta correccin se hubiese tenido que realizar en la ltima y penltima
celda, comparando los valores de este ndice con el valor del mismo en la antepenltima celda;
procurando siempre que el siguiente valor sea una unidad mayor que el anterior.
Esta correccin tambin debe realizarse en la ltima celda de la lista Tipo de mantenimiento
consultado. El mismo procedimiento se debe seguir cuando se elimina un equipo; hay que
cerciorarse de que las dimensiones de la matriz de referencia coincidan con el total de columnas y
el valor de los ndices indicadores de columna debe seguir una secuencia con incrementos de una
unidad comenzando dicha secuencia con el nmero 2 en la primera celda de las listas de tipo de
mantenimiento.
152
Figura 6.35 Matriz de planificacin de mantenimiento
6.3.6 BASES DE DATOS PARA LISTAS DE INSTRUCCIONES DE MANTENIMIENTO
En vista de que la elaboracin de un nico manual de mantenimiento no representaba una solucin
factible para solventar la falta de un plan de mantenimiento en la lnea de Decapado, dada la
complejidad y magnitud de la planta, se elabor una compilacin de instrucciones de
mantenimiento e inspecciones preventivas para cada uno de los equipos que la componen y,
dichas instrucciones, se organizaron en bases de datos individuales para futuras consultas.
Para cada equipo se elabor una pequea base de datos que contiene las instrucciones y
recomendaciones de mantenimiento que sugieren los fabricantes o algunos expertos de
mantenimiento. As pues, cada base de datos se cataloga segn el grupo de mquinas al que
pertenece (Bombas, Motores, Intercambiadores de calor, etc.) Dentro de cada base de datos, se
encuentran actividades de carcter diario, semanal, mensual, semestral, etc. Por lo que la
codificacin realizada en la planeacin de mantenimiento se vuelve importante, ya que con ella
siempre se tendr acceso a las instrucciones de mantenimiento adecuadas.
153
Figura 6.36 Ejemplo de base de datos de instrucciones de mantenimiento.
Caldera Cleaver Brooks
6.3.7 BASE DE DATOS DE NDICES DE DESEMPEO (KPI)
La administracin de los ndices de desempeo se realiza a travs del men principal de sta base
de datos, seleccionando el ndice con el que se desea trabajar. Los ndices de clase mundial
escogidos para PROACES son: Tiempo Medio entre Fallas (TMEF), Tiempo Medio para
Reparacin (TMPR), Disponibilidad de equipo (DISP) y Costo de Mantenimiento por Facturacin
(CMFT). Como es evidente, nicamente se utilizarn cuatro de los seis ndices de clase mundial.
Se han dejado de lado el Tiempo Medio para la Falla (TMPF) y el Costo de Mantenimiento por
Valor de Reposicin (CMPR) debido que no son aplicables para el caso de estudio.
Esta base de datos est diseada para almacenar los registros mensuales necesarios para el
clculo de cada ndice. Esta informacin est agrupada por familia funcional de equipos, lo que
implica que los ndices de desempeo (KPI) sern calculados para las familias ms representativas
(Bombas, Motores, Motoreductores, etc.) y no por mquina individual.
154
Figura 6.37 Base de datos ndice de Desempeo. Men principal.
Con el men principal se puede acceder a la zona de registro de cada ndice; en ella se ingresan
los datos mensuales para el clculo de los ndices. La zona de grficos presenta los
comportamientos mensuales y anuales de cada uno de los ndices para las familias de equipos
designadas.
Figura 6.38 Base de datos KPI Disponibilidad de equipo.
Hoja de registro de informacin.
Como un ejemplo se muestra el registro de datos para generar el clculo del ndice de
disponibilidad. Los registros ingresados son mensuales para todos los ndices.
155
Como se ha mencionado, dentro del rea de visualizacin grfica se pueden consultar los
comportamientos mensuales y anuales de los ndices de mantenimiento. Es posible realizar la
consulta mensual para cualquier ao a partir del 2007 y una comparacin anual para cualquier
rango de aos a partir del ao 2007.
Figura 6.39 Base de datos KPI Disponibilidad de equipo Comportamiento mensual.
Figura 6.40 Comportamiento mensual KPI Disponibilidad de equipo
De igual forma, es posible visualizar los comportamientos anuales de los ndices.
156
Ahora que ya han sido explicadas las bases de datos que componen al programa para la Gestin
de Mantenimiento se presentarn los mdulos faltantes de la aplicacin elaborada.
6.4 INVENTARIO
Es la primera opcin que aparece en pantalla cuando se accede al men principal. Cuando se
selecciona ste mdulo se carga un formulario para que el usuario seleccione la base de datos de
inventario a la cual desea ingresar.
Figura 6.41 Formulario para administrar bases de datos de inventario
Se tiene la opcin de seleccionar vlvulas o equipo para ver la base de datos correspondiente. Si
se desea consultar el inventario de vlvulas, se marca dicha opcin y se oprime el botn
consultar; inmediatamente se abre la base de datos de vlvulas y muestra su propio men de
navegacin para realizar las consultas deseadas.
Figura 6.42 Seleccin para consultar base de datos de vlvulas.
157
Figura 6.43 Base de datos de Inventario de vlvulas y tanques. Men de navegacin.
Una vez dentro de la base de datos de vlvulas, se puede consultar la zona que el usuario desee a
travs del men de navegacin incorporado en esta base de datos. Cuando se termina de hacer la
consulta de vlvulas, se selecciona la opcin Salir y automticamente se cierra esta base de
datos y se regresa al programa maestro de control.
Para realizar la consulta de equipo, se escoge dicha opcin en el formulario de inventario y
posteriormente se selecciona la zona dentro de la lnea de Decapado de la cual se desea ver la
base de datos. Oprimiendo el botn Consultar se accede a la base de datos de inventario de la
zona seleccionada (Figura 6.44).
Para realizar modificaciones en estas bases de datos, el procedimiento a seguir es similar al antes
mencionado. Se escoge la opcin vlvulas o equipo con sus respectivas sub-opciones y la
diferencia est en que, para este caso, se oprime el botn Modificar.
158
Figura 6.44 Formulario de inventario. Consulta de base de datos de equipo.
6.5 CATASTRO
El mdulo de catastro permite acceder a la informacin contenida en la base de datos de catastro y
presentarla al usuario de una forma ordenada y de fcil interpretacin. Con este formulario el
usuario puede decidir en qu forma acceder a los datos, puede hacer una bsqueda dentro de la
base de datos de catastro ya sea por zonas de Decapado o una bsqueda general de mquinas.
6.5.1 BSQUEDA DE EQUIPOS POR ZONA ESPECFICA
Si la bsqueda de informacin se realizar para una zona especfica de la lnea de Decapado,
primero se selecciona, de la lista desplegable, el rea a consultar (rea de entrada, rea de
decapado, rea de salida, plantas auxiliares, etc.); una vez realizado esto se procede a seleccionar
el tipo de equipo que se desea consultar (bomba, motor, intercambiador de calor, etc.). Es
importante resaltar que para cada zona establecida nicamente se mostrarn los tipos de equipo
existentes en esa zona. Para mostrar los resultados de la bsqueda en el catastro se selecciona
el botn Buscar
159
Figura 6.45 Formulario de catastro de equipo.
En la figura se muestra el diseo del formulario del catastro y los campos de bsqueda. Con este
formulario tambin se administra la eliminacin y adicin de equipo a la base de datos de catastro
Figura 6.46 Formulario de catastro. Bsqueda por rea de Decapado
160
Figura 6.47 Catastro de equipo. Bsqueda por rea de Decapado
6.5.2 BSQUEDA GENERAL DE EQUIPO
Cuando la consulta se desea hacer de manera general, significa que se buscar nicamente por
tipo de equipo y como resultado se tendr todo el equipo en la lnea de decapado que pertenece a
la misma familia de mquinas (bombas, motores, calderas, etc.). Se selecciona la opcin
Bsqueda General en el formulario de catastro y se escoge el tipo de equipo que se desea
consultar (Figura 6.48).
Para finalizar, se oprime el botn Buscar y se muestran en pantalla los resultados. En un
formulario aparecen todas las coincidencias encontradas en la base de datos de catastro. Se
genera un listado del equipo que corresponde a los criterios de bsqueda establecidos y en ella se
escoge el equipo que se desea consultar. En dicha lista se muestra un nmero correlativo de
equipo y el grupo al que pertenece cada equipo. As por ejemplo; si se ha realizado una bsqueda
general de motores, en el listado de resultados aparecern todos los motores elctricos que existen
en la lnea de Decapado, un nmero correlativo del mismo y si ese motor pertenece al grupo de la
caldera entonces en el listado aparecer ese detalle.
161
Figura 6.48 Catastro de equipo. Bsqueda general.
Cuando se presiona el botn Buscar se realizar la bsqueda en la base de datos de catastro. Y
aparecer en pantalla el formulario de resultados.
Figura 6.49 Formulario de catastro. Resultados de bsqueda
162
Para el ejemplo desarrollado, se realiz una bsqueda general de motores elctricos. El formulario
de resultados muestra todos los motores contenidos en la base de datos de catastro y su
respectivo nmero correlativo; adems muestra el grupo al que pertenece cada motor (si el motor
pertenece al carro de entrada, al procesador, al Madrid de entrada, etc.). Hay que observar que el
nmero correlativo que aparece en ese listado de resultados NO es el cdigo de catastro del
equipo. Es simplemente un nmero que permite conocer la cantidad exacta de ese tipo de equipos
dentro la lnea de Decapado.
Se selecciona un equipo de la lista de resultados y se oprime el botn Ver equipo para acceder a
la informacin de catastro del mismo.
Figura 6.50 Formulario de catastro. Seleccin de equipo para consulta
Cuando se selecciona un equipo toda la informacin contenida en la base de datos aparece un
formulario. Se muestra el cdigo de catastro, la ubicacin de la mquina, una descripcin de la
misma y las especificaciones tcnicas de esta.
163
Figura 6.51 Catastro del equipo.
El funcionamiento de este mdulo es igual para los dems equipos contenidos en el catastro.
Segn el tipo de equipo que se consulta (bomba, intercambiador de calor. Caldera, etc.) As se
muestran diferentes especificaciones, imgenes y su correspondiente ubicacin dentro de la
planta.
6.5.3 AGREGAR NUEVO EQUIPO
En el formulario principal del catastro se muestra la opcin de Nuevo equipo (Figura 6.45). Al
seleccionar dicha opcin, aparece el asistente para la adicin de equipo el cual guiar al usuario
para que el nuevo equipo sea agregado correctamente.
164
Figura 6.52 Asistente para agregar equipo nuevo a la base de datos de catastro
Una vez que se ha seleccionado el botn Nuevo equipo en el formulario general de catastro, es
necesario escoger el rea en donde estar ubicado el nuevo equipo y que tipo de equipo se
adicionar. Presionar Aceptar para confirmar la accin.
Una vez realizado lo anterior aparecer el formulario para recoleccin de datos tcnicos. En este
formulario se introduce la informacin del fabricante, modelo, serie y dems informacin relevante
de la mquina. Este asistente tiene la finalidad de hacer ms sencilla la labor de introduccin de
informacin a la base de datos del catastro. Adems, lo hace apropiadamente para evitar
alteraciones indebidas en la base de datos. Si no se cuenta con cierta informacin es
recomendable digitar en ese campo las legras N/A indicando as que no se dispone de dicha
informacin.
Debido a que previamente se especific el rea de ubicacin y tipo de equipo a agregar, el
asistente toma esa informacin para hacer la adicin automtica en la seccin correspondiente
dentro de la base de datos. Adems asigna automticamente un cdigo de catastro al nuevo
equipo. Durante la adicin de equipo, es necesario hacer correcciones manuales a la base de
datos del catastro. Los correlativos del equipo deben ser corregidos de manera que concuerden
con el nuevo equipo agregado, la descripcin del equipo debe ser agregada en el campo
correspondiente y para que los cambios sean aplicados ser necesario escoger la opcin
Guardar de Microsoft Excel.
165
Figura 6.53 Asistente para agregar equipo nuevo. Formulario de recoleccin de datos.
Al seleccionar el botn Aceptar se inserta el nuevo equipo en la base de datos asignndole
automticamente el Cdigo de Catastro correspondiente. Hay que recordar el corregir los
correlativos correspondientes y terminar de llenar la informacin descriptiva faltante en el registro.
6.5.4 ELIMINACIN DE EQUIPO
La eliminacin de un equipo existente debe realizarse manualmente desde la base de datos de
catastro del equipo. Al oprimir el botn Eliminar Equipo del formulario principal del catastro
(Figura 6.45) aparecer un formulario que preguntar el tipo de equipo que desea eliminar y luego
ubica al usuario en esa base de datos para que realice los cambios que crea pertinentes.
166
6.6 RDENES DE TRABAJO
Con el mdulo de rdenes de trabajo, se administran las rdenes de trabajo existentes (abiertas o
cerradas), se generan las rdenes de trabajo correctivo y es posible generar rdenes de trabajo
preventivo.
Figura 6.54 Administracin de rdenes de trabajo.
6.6.1 ORDEN DE TRABAJO CORRECTIVO
Al escoger esta opcin, automticamente se genera una orden de trabajo correctivo a partir de un
modelo prediseado de orden de trabajo. Cuando esta es creada, el programa le asigna la fecha
de creacin y un cdigo de orden de trabajo.
Fecha de creacin: Asigna la fecha actual del sistema al campo fecha en la orden de trabajo.
Cdigo de orden de trabajo: Es un nmero correlativo que est en funcin del nmero de rdenes
de trabajo creadas y existentes en la carpeta de almacenamiento. El programa cuenta cuantas
rdenes de trabajo existen y asigna el siguiente nmero correlativo a la nueva orden seguida de el
caracter C lo que indica que la naturaleza dicha es correctivo.
Figura 6.55 Nmero correlativo asignado automticamente a cada orden de trabajo creada
167
6.6.2 ORDEN DE TRABAJO PREVENTIVO
En este programa existen dos formas de crear una orden de trabajo preventivo. La primera y la
ms simple de todas es utilizando la opcin que trae consigo el formulario de administracin de
rdenes de trabajo pulsando el botn ODT preventivo. De igual forma que las rdenes de trabajo
correctivo, estas se crean automticamente segn un diseo preestablecido y asignando la fecha
de creacin y un correlativo de orden de trabajo. Dicho correlativo tambin est en funcin de la
cantidad de rdenes de trabajo que exista en el directorio de almacenamiento independientemente
si estas son correctivas o no. Se diferencian con las correctivas en que al final del correlativo se
asigna el caracter P, el cual indica que la naturaleza de la orden de trabajo es preventiva.
La segunda forma de generacin de rdenes de trabajo preventivo es la ms adecuada para las
actividades calendarizadas. Esta est incluida en el mdulo del calendario; el cual se explicar con
mayor detalle ms adelante en este documento (Apartado 6.7).
6.6.3 BUSCAR ORDEN DE TRABAJO
Esta es una herramienta til para la administracin de rdenes de trabajo. En un formulario se
presenta el listado de todas las rdenes de trabajo creadas y almacenadas en el directorio
estndar. El usuario tiene la posibilidad de seleccionar cualquier orden de dicha lista y acceder
fcilmente a ella; de esta manera, verificar el estado de ella o bien, extraer informacin til de las
mismas para utilizarla en los historiales correspondientes.
Figura 6.56 Bsqueda de rdenes de trabajo. Listado de resultados
168
6.7 CALENDARIO
Es uno de los mdulos ms importantes del programa de mantenimiento. Es la presentacin
grfica de la informacin almacenada en las bases de datos de planeacin de mantenimiento. Se
puede consultar la planeacin anual a travs del calendario seleccionando un da cualquiera. Para
el da consultado, se presenta un listado de las mquinas que tienen programada alguna
inspeccin o actividad preventiva ese da. Esto alerta al encargado de administrar los recursos de
mantenimiento para que tome las acciones debidas.
Cuando se presenta el listado de equipos, el usuario puede observar el detalle de dicha labor
programada seleccionando ese equipo y presionando el botn Ver detalle. Esto automticamente
abrir la base de datos de listas de instrucciones de ese equipo y seleccionar el listado que
corresponda a la clasificacin de la actividad; es decir, si la actividad programada para ese equipo
es de carcter trimestral entonces se mostrar el listado de actividades trimestrales para dicho
equipo.
Figura 6.57 calendario de actividades preventivas
169
Al seleccionar un equipo del listado de actividades para el da consultado y presionar el botn
Orden de trabajo, se genera una orden de trabajo preventivo asignando la fecha de creacin (no
la fecha consultada), el cdigo del equipo seleccionado, el carcter de la actividad (semanal,
quincenal, mensual, semestral, etc.), la ubicacin de dicha maquina dentro de la planta y el cdigo
de orden de trabajo correspondiente.
6.8 PLANEACIN
Este mdulo representa una forma prctica para acceder a las bases de datos de la planeacin
anual de mantenimiento. Cuando esta se selecciona, aparece un formulario de control del cual se
puede escoger la base de datos de planeacin que se desea consultar.
Figura 6.58 Formulario para acceder a las base de datos de planeacin de actividades
6.9 HISTORIAL DE FALLOS
Es un mdulo que abre la base de datos del histrico de fallos. Dicha base de datos ha sido
descrita y explicada a profundidad en el apartado 6.3.3 de este captulo.
6.10 HISTORIAL DE COSTOS
Este mdulo abre la base de datos del histrico de costos de mantenimiento. Dicha base de datos
ha sido descrita y explicada a profundidad en el apartado 6.3.4 de este captulo
6.11 NDICES DE DESEMPEO (KPI)
Este mdulo abre la base de datos de los ndices de desempeo de clase mundial, Dicha base de
datos ha sido descrita y explicada a profundidad en el apartado 6.3.7 de este captulo.
170
171
CAPTULO 7: CONCLUSIONES
Conforme al desarrollo del presente trabajo, a los resultados obtenidos durante la etapa de
diagnstico, oportunidades de mejora propuestas y atendiendo a los objetivos planteados, se
establecen las siguientes conclusiones clasificadas por reas:
Diagnstico
1. La realizacin de un diagnstico general enfocado al mantenimiento, dentro de una
empresa, es el primer paso que nos permite conocer de manera clara, definida y detallada
el estado actual de las reas constituyentes de la misma. A la vez, permite identificar las
fortalezas y oportunidades de mejora dentro de cada una de dichas reas.
2. La credibilidad del diagnstico realizado, se fundamenta en la experiencia acumulada del
panel de expertos consultados; ya que gracias a stos es posible fusionar la teora con la
prctica y as poder contrastar lo que se vive en el mundo industrial; todo esto con la
finalidad de que la evaluacin sea lo ms objetiva y apegada a la realidad.
Mantenimiento Preventivo
3. Un plan de mantenimiento preventivo adecuadamente diseado, debe estar apoyado en
manuales tcnicos, catlogos del fabricante, recomendaciones del mismo, manuales de
mantenimiento u otras fuentes fidedignas, con el propsito de minimizar los
mantenimientos correctivos y as garantizar la funcionabilidad y disponibilidad del equipo,
para as obtener productos que llenen los estndares de calidad establecidos por la
industria internacional.
4. La administracin del mantenimiento genera un aumento en la disponibilidad del equipo, la
cual ser observable a lo largo del tiempo. Un aumento significativo en ste parmetro
significar un mayor tiempo productivo para los activos fsicos y en consecuencia una
productividad eficiente y mejoramiento continuo en los procesos de produccin y
mantenimiento.
Seguridad Industrial
5. La seguridad industrial no solamente es el uso de equipo de seguridad, como cascos,
guantes, caretas, gafas. Sino que tambin responde a la coordinacin de planes
estratgicos contra catstrofes, capacitacin del personal para un correcto uso del equipo
de proteccin, mantenimiento del equipo de proteccin, control continuo sobre los
procedimientos acertados de seguridad, etc.
172
6. Toda empresa en la que se desarrollen procesos industriales a cualquier magnitud, debe
contar con un departamento de Seguridad Industrial. Dicho departamento es el encargado
de administrar, dirigir y evaluar los procedimientos de seguridad que se poseen y de esta
manera determinar el cumplimiento de los estndares internos y externos establecidos.
Sistema Informtico
7. En el contexto del Mantenimiento Industrial, una aplicacin informtica proporciona una
ayuda extraordinaria para la Gestin del Mantenimiento porque permite manipular de una
forma eficiente y sencilla todos los aspectos que ella conlleva. Esto es: Administracin de
rdenes de trabajo, control del catastro, inventarios, plan maestro de mantenimiento,
histrico de fallas, histrico de costos, control de mantenimiento preventivo y correctivo.
Adems, una aplicacin de este tipo permite administrar bases de datos para posteriores
anlisis de fallas, econmicos, estimaciones de presupuestos y comportamientos
econmicos en equipos aislados a causa de fallas crnicas.
Implementacin y Seguimiento
8. Las oportunidades de mejora propuestas deben ser desarrolladas sistemticamente a
travs de la implementacin de un plan de operaciones. El desarrollo de dicho plan es
responsabilidad del departamento de mantenimiento de la empresa. Los beneficios
implcitos que conlleva la adecuada gestin del mantenimiento sern observables a
mediano y largo plazo, ya que todo cambio requiere tiempo.
9. Una gestin de mantenimiento preventivo, debe ser monitoreada constantemente, para
que se mantenga un proceso de mejora continua; y as alcanzar las metas y objetivos
planteados y cuantificar los beneficios obtenidos.
10. El xito de la propuesta de la gestin de mantenimiento, es funcin de dos variables: la
disposicin al cambio por parte de todo el personal y la implementacin adecuada del plan.
11. La proyeccin transicional equilibrada entre mantenimiento correctivo y mantenimiento
preventivo debe ser diseada con la finalidad ltima de romper paradigmas
preestablecidos relacionados a la Administracin del Mantenimiento. La flexibilidad
funcional de dicha transicin podra estar limitada por la alta gerencia y la renuencia del
personal en general a dicho cambio.
12. La estrategia logstica que conlleva implementar una nueva gestin de mantenimiento va
de la mano con la capacitacin y preparacin, tanto para los mandos gerenciales como
para la supervisin y la mano de obra tcnica.
173
CAPTULO 8: RECOMENDACIONES
Capacitaciones
1. Capacitar a todo el personal sobre lo que se pretende hacer con la implementacin de un
Plan de Mantenimiento, explicando las causas y las mejoras que se obtendrn con ello.
2. Se recomienda que en el rea de supervisores de la empresa, se implementen programas
de capacitacin al personal sobre el uso de los elementos de seguridad industrial y los
riesgos que trae el no uso de estos. Adems se deben de implementar mtodos de control
para que el personal est en la obligacin de utilizar dicho equipo.
Seguridad Industrial
3. Dentro del contexto industrial de la empresa, se debe concientizar a la poblacin laboral
sobre los riesgos que generan el empleo inadecuado de los elementos de seguridad.
Mantenimiento Industrial
4. Los beneficios que traern los cambios en el rea de mantenimiento se podrn observar
solamente si las actividades propuestas se realizan con disciplina y constancia.
5. El personal de produccin es la primera lnea de defensa ante problemas relacionados con
la operacin de las mquinas, ya que ellos se encuentran en contacto continuo con las
mismas, por lo que ante cualquier suceso deben de comunicarse inmediatamente con las
autoridades de supervisin y/o mantenimiento.
6. Disear e implementar un plan para la Gestin de Mantenimiento preventivo que abarque
todas las zonas de la planta. Tanto produccin, seguridad industrial, reas verdes,
estructuras, orden y limpieza, etc.
7. Implementar un sistema de orden y limpieza continuo, el cual permita desarrollas las tareas
en un ambiente laboral agradable.
8. Crear conciencia en los empleados respecto a los beneficios que se obtienen al aplicar un
Mantenimiento Preventivo, y buscar as una nueva filosofa para toda la planta en todas
sus lneas de produccin.
9. Realizar todas las actividades de Mantenimiento Preventivo a todos activos fsicos de la
lnea de Decapado, segn las listas de instruccin planteadas en el plan preventivo
174
propuesto para cada activo, para as lograr una mayor disponibilidad del equipo y disminuir
los paros imprevistos de las mquinas.
10. Mantener un stock de repuestos y herramientas completo, que d abasto a los
mantenimientos planificados y que permita desarrollar los mantenimientos correctivos en el
menor tiempo posible.
11. Implementar el Mantenimiento Preventivo en las restantes Lneas de Produccin, de
manera sistemtica y progresiva, apoyndose en el presente documento para generar los
recursos necesarios y adecuados para cada una de ellas.
Software
12. Para aprovechar al mximo la herramienta informtica diseada y propuesta se
recomienda que esta sea utilizada por una persona con conocimientos suficientes de
computacin.
175
GLOSARIO
CIDO CLORHDRICO. El cido clorhdrico o todava ocasionalmente llamado, cido muritico, es
una disolucin acuosa del gas cloruro de hidrgeno (HCl). Es muy corrosivo y cido. Se emplea
comnmente como reactivo qumico y se trata de un cido fuerte que se disocia completamente en
disolucin acuosa. Una disolucin concentrada de cido clorhdrico tiene un pH de menos de 1;
una disolucin de HCl 1 M da un pH de 0.
El cloruro de hidrgeno tiene numerosos usos. Se usa, por ejemplo, para limpiar, tratar y galvanizar
metales, curtir cueros, y en la refinacin y manufactura de una amplia variedad de productos. El
cloruro de hidrgeno puede formarse durante la quema de muchos plsticos. Cuando entra en
contacto con el agua, forma cido clorhdrico. Tanto el cloruro de hidrgeno como el cido
clorhdrico son corrosivos.
ACTIVIDAD PRIMARIA DE MANTENIMIENTO. Conjunto de actividades que debe realizar el
departamento de mantenimiento en el da a da. Entre stas se puede tener:
Mantenimiento del equipo existente en la planta.
Mantenimiento de las estructuras y pisos existentes en la planta.
Inspecciones al equipo
Lubricacin a los equipos existentes en la planta, etc.
ACTIVIDAD SECUNDARIA DE MANTENIMIENTO. Conjunto de actividades designadas al
departamento de mantenimiento por razones de conveniencia. Entre stas se puede tener:
ACTIVO FSICO (EQUIPO). Elemento que constituye el todo o parte de una mquina o instalacin
que, por sus caractersticas, tiene datos, historial y programas de reparacin propios.
ANLISIS CAUSA RAZ. Es una metodologa disciplinada que permite identificar las causas
fsicas, humanas y latentes de cualquier tipo de falla o incidente que ocurren una o varias veces,
permitiendo adoptar las acciones correctivas/preventivas que reducen los costos del ciclo de vida
til del proceso, mejora la seguridad y la confiabilidad del la empresa.
ANLISIS DE LOS MODOS Y DE LOS EFECTOS DE FALLO (FMEA: FAILURE MODE AND
EFFECTS ANALYSIS). Es una metodologa para analizar problemas potenciales de la confiabilidad
temprano en el ciclo de desarrollo donde est ms fcil tomar acciones para superar estas
ediciones, de tal modo realzando confiabilidad con diseo. FMEA se utiliza para identificar modos
176
de fallo potenciales, para determinar su efecto sobre la operacin del producto, y para identificar
acciones para atenuar las faltas.
AUDITORA DE MANTENIMIENTO. Es una actividad documentada que se realiza para determinar
mediante investigacin, examen y evaluacin de evidencias objetivas el cumplimiento de
procedimientos establecidos, instrucciones, especificaciones, cdigos, normas, programas
operativos o administrativos y otros documentos aplicables, as como la efectividad de su
implementacin.
CATASTRO DE EQUIPO. Registro con el mayor nmero posible de datos de los equipos, a travs
de formularios o pantallas estandarizadas, que archivados de forma conveniente, posibiliten el
acceso rpido a cualquier informacin necesaria para: mantener, comparar y analizar condiciones
operativas, sin que sea necesario recurrir a fuerzas diversas de consulta.
CONFIABILIDAD DEL EQUIPO. Es la probabilidad de que un equipo cumpla una misin especfica
bajo condiciones de uso determinadas en un perodo determinado. El estudio de confiabilidad es el
estudio de fallos de un equipo o componente.
CONTRACORRIENTE. Corriente que fluye en sentido contrario a otra.
COSTOS DIRECTOS. Costos cuantificables que son asociados a las tareas de mantenimiento. Por
ejemplo: materiales e insumos, mano de obra, repuestos, etc.
COSTOS INDIRECTOS. Costos que no son cuantificables a las tareas de mantenimiento. Por
ejemplo: energa elctrica, agua, papelera, etc.
DECAPAR. Quitar por mtodos fsico-qumicos la capa de xido, pintura, etc., que cubre cualquier
objeto metlico.
DIAGRAMA DE ISHIKAWA. El Diagrama de Ishikawa, tambin llamado diagrama de causa-efecto,
es una de las diversas herramientas surgidas a lo largo del siglo XX en mbitos de la industria y
posteriormente en el de los servicios, para facilitar el anlisis de problemas y sus soluciones en
esferas como es la calidad de los procesos, los productos y servicios. Fue concebido por el
ingeniero japons Dr.Kaoru Ishikawa en el ao 1953. Se trata de un diagrama que por su
estructura ha venido a llamarse tambin: diagrama de espina de pescado, que consiste en una
representacin grfica sencilla en la que puede verse de manera relacional una especie de espina
central, que es una lnea en el plano horizontal, representando el problema a analizar, que se
escribe a su derecha.
177
El problema analizado puede provenir de diversos mbitos como la salud, calidad de productos y
servicios, fenmenos sociales, organizacin, etc... A este eje horizontal van llegando lneas
oblicuas -como las espinas de un pez- que representan las causas valoradas como tales por las
personas participantes en el anlisis del problema. A su vez, cada una de estas lneas que
representa una posible causa, recibe otras lneas perpendiculares que representan las causas
secundarias. Cada grupo formado por una posible causa primaria y las causas secundarias que se
le relacionan forman un grupo de causas con naturaleza comn. Este tipo de herramienta permite
un anlisis participativo mediante grupos de mejora o grupos de anlisis, que mediante tcnicas
como la lluvia de ideas, sesiones de creatividad, y otras, facilita un resultado ptimo en el
entendimiento de las causas que originan un problema, con lo que puede ser posible la solucin
del mismo.
La primera parte de este Diagrama muestra todas aquellos posibles factores que puedan estar
originando alguno de los problemas que tenemos, la segunda fase luego de la lluvia de ideas es la
ponderacin o valoracin de estos factores a fin de centralizarse especficamente sobre los
problemas principales, esta ponderacin puede realizarse ya sea por la experiencia de quienes
participan o por investigaciones in situ que sustenten el valor asignado.
DISPONIBILIDAD DEL EQUIPO. La disponibilidad es una funcin que permite calcular el
porcentaje de tiempo total en que se puede esperar que un equipo est disponible para cumplir la
funcin para la cual fue destinado. La disponibilidad de un Item no implica necesariamente que
est funcionando, sino que se encuentra en condiciones de funcionar.
DUREZA. La dureza es una propiedad que se define como la resistencia de un material a ser
rayado.
FLEJ ES. Tira de chapa de hierro o de cualquier otro material resistente con que se hacen arcos
para asegurar las duelas de cubas y toneles y las balas de ciertas mercancas.
FLUENCIA. La Fluencia o cedencia es la deformacin brusca de la probeta sin incremento de la
carga aplicada que se puede llegar a producir en el ensayo de traccin (depende del material,
algunos experimentan fluencia, otros no).
GESTIN DEL MANTENIMIENTO. Es todo un sistema organizativo orientado a la administracin y
canalizacin adecuada y efectiva de los recursos asignados al departamento de mantenimiento en
una empresa. Dicho sistema busca alcanzar los objetivos siguientes:
1. Optimizacin de la disponibilidad del equipo productivo
178
2. Disminucin de los costos de mantenimiento.
3. Optimizacin de los recursos humanos
4. Maximizacin de la vida de la mquina
HEMATITA. La hematita u oligisto es el xido frrico (Fe
2
O
3
) y constituye una importante mena de
hierro ya que en estado puro contiene el 70% de este metal.
INVENTARIO. Conjunto de informacin que correlaciona equipo con su respectiva rea de
aplicacin, funcin y posicin fsica o geogrfica en el rea de produccin; y que al mismo tiempo
ayuda al personal de la gerencia a dimensionar el volumen de equipos de operacin y
mantenimiento.
LAMINADOR TIPO SENDZIMIR REVERSIBLE. Consiste en dos cilindros de trabajo de 40 a 70
mm de dimetro, cada uno de los cuales se apoya en otros dos cilindros de apoyo de ms dimetro
(del orden de los 100 mm de dimetro), estos a su vez en tres de dimetro todava mayor (120 mm
de dimetro) y estos por ltimo en cuatro cojinetes de apoyo (de ms de 200 mm de dimetro).
Todo este conjunto de cilindros va encajado dentro de un bloque de fundicin especial, lo que evita
cualquier flexin de los cilindros. Con este dispositivo se consiguen bobinas de un espesor
uniforme en todo el ancho y de tolerancias de laminacin de milsimas de milmetro.
MAGNETITA. La magnetita es un mineral de hierro constituido por xido ferroso-difrrico (Fe
3
O
4
)
que debe su nombre de la ciudad griega Magnesia. Su fuerte magnetismo a un fenmeno de
ferrimagnetismo: los momentos magnticos de los distintos cationes de hierro del sistema se
encuentran fuertemente acoplados, por interacciones antiferromagnticas, pero de forma que en
cada celda unidad resulta un momento magntico no compensado. La suma de estos momentos
magnticos no compensados, fuertemente acoplados entre s, es la responsable de que la
magnetita sea un imn.
MANTENIMIENTO. Tareas necesarias para que un equipo sea conservado o restaurado de
manera que pueda permanecer de acuerdo con una condicin especificada.
MANTENIMIENTO CORRECTIVO. Tareas de reparacin de equipos o componentes averiados
MANTENIMIENTO PREDICTIVO. Tareas de seguimiento del estado y desgaste de una o ms
piezas o componente de equipos prioritarios a travs de anlisis de sntomas, o anlisis por
evaluacin estadstica, que determinen el punto exacto de su sustitucin.
179
MANTENIMIENTO PREVENTIVO. Tareas de inspeccin, control y conservacin de un
equipo/componente con la finalidad de prevenir, detectar o corregir defectos, tratando de evitar
averas en el mismo.
MENA. Mineral metalfero, principalmente el de hierro, tal como se extrae del criadero y antes de
limpiarlo.
MERCADO COMN. Los pases que acuerdan un mercado comn realizan una combinacin de
unin aduanera y zona de libre comercio. Actan como bloque, definiendo los mismos aranceles al
comerciar hacia afuera (para evitar competencias internas), anulando entre ellos los aranceles en
frontera y permitiendo el libre trnsito de personas, as como de capitales y servicios (libre
prestacin de servicios y libertad de establecimiento de las empresas).
Se establece por medio de tratados, entre los pases que se asocian con el propsito de eliminar
eventualmente las barreras aduaneras existentes en el comercio exterior, estableciendo derechos
de aduana comunes para productos originarios en cualquier otro pas fuera del grupo, as como
otra serie de polticas econmicas uniformes para beneficio de los pases miembros de la
comunidad.
MTODO EOQ (ECONOMIC ORDER QUANTITY). Sistema de administracin de inventarios.
Creado a principios del siglo XX, el EOQ es un mtodo que, tomando en cuenta la demanda, el
costo por mantener (en inventario), y por ordenar, as como el costo del artculo, produce como
salida la cantidad ptima a ordenar, para minimizar costos por mantenimiento de los artculos.
El principio del EOQ es simple, y se basa en encontrar el punto en el que los costos por ordenar
artculos y los costos por mantenerlos en inventario son iguales.
MODELO DE SUSTITUCIN DE IMPORTACIONES (MSI). Modelo econmico que promueve la
disminucin de las importaciones de los pases, para sustituirlas con produccin nacional,
permitiendo un mayor desarrollo industrial que a la vez produce una disminucin en la salida de
divisas.
NEOLIBERALISMO. Hace referencia a una doctrina econmica y poltica que considera
contraproducente el intervencionismo estatal en la economa y defiende el libre mercado como
mejor garante del equilibrio y el crecimiento econmicos. Sus partidarios lo suelen definir como una
actualizacin de los principios del liberalismo decimonnico.
180
ORDEN DE TRABAJ O. Instruccin detallada y escrita que define el trabajo que debe realizarse por
la organizacin o departamento de Mantenimiento en la Planta.
SEGURIDAD INDUSTRIAL. Conjuntos de principios leyes, normas y mecanismo de prevencin de
los riesgos inherentes al recinto laboral, que pueden ocasionar un accidente ocupacional, con
daos destructivos a la vida de los trabajadores o a las instalaciones o equipos de las empresas en
todos sus ramos.
SIDERURGIA. Arte de extraer hierro y de trabajarlo.
TIEMPO DE RESIDENCIA. Es el intervalo de tiempo en el cual, el acero es sometido a un bao de
cido clorhdrico.
VIDA TIL. Plazo de tiempo durante el cual un Item conserva su capacidad de utilizacin. El
periodo va desde su compra hasta que es substituido o es objeto de restauracin.
181
BIBLIOGRAFA
Textos y Libros:
Prando, R. [1996] Manual de Gestin de Mantenimiento a la Medida. p. 19, 23. Editorial
Piedra Santa, Guatemala
Higgins L., Morrow L. [1977] Maintenance Engineering Handbook. p 1-1, 1-2, 4-7, 4-20 a 4-
25, 7-1, 7-2, 7-3, 7-14, 7-21, 7-22, 7-25, 7-26, 7-69, 8-28, 8-109, 8-119 a 8-128, 9-166, 9-
167. Tercera edicin, McGraw-Hill.
Sacristn, F. R. [1981] Manual de Mantenimiento de Mquinas y Equipos Elctricos.
Editorial CEAC, Espaa.
Benavides C., Gmez E., Henrquez R., Medina L., Nuila N. y Soriano M. [1987] Pruebas,
Instalacin y Mantenimiento de Transformadores en Subestaciones de Distribucin.
Trabajo de graduacin presentado para optar al grado de ingeniero electricista en la
Universidad Centroamericana J os Simen Caas, San Salvador, El Salvador.
Salazar, L. [2003] Productividad en el Mantenimiento de Industrias Manufactureras. Tesis
Licenciatura. Ingeniera Industrial. Departamento de Ingeniera Industrial y Textil, Escuela
de Ingeniera, Universidad de las Amricas, Puebla, Mxico.
Quijada, C. [2006] Apuntes de Clase del Curso de Mantenimiento Industrial de la Carrera
de Ingeniera Mecnica de la Universidad Centroamericana J os Simen Caas.
Enlaces Web:
Auditora Virtual,
http://auditoria.viasolutions.com.ar/modulos.php?modulo=1&submodulo=3, mayo 2007
El Diario de Hoy,
http://www.elsalvador.org/home.nsf/29a8e24e84ab372085256af80057bb56/5d26e7508715
9c4885256b0500581981?OpenDocument, junio 2007
Emagister,
http://www.wikilearning.com/ventajas_fundamentales_de_la_prevencion_de_riesgos_segur
idad_indus-wkccp-16608-5.htm, julio 2007
182
Foros de mantenimiento e industria,
www.datastream.net/spanish/newsevents/3FB7D5D1D5DD4A0A9CA875BCC98BE8A1.as
px, junio 2007
Gestiopolis,
http://www.gestiopolis.com/Canales4/ger/laordentrab.htm, junio 2007
IDRC Books,
web.idrc.ca/es/ev-30231-201-1-DO_TOPIC.html, abril 2007
Instituto Nacional de Recursos Naturales de Per,
www.inrena.gob.pe/escolares/aire/pag06.htm, abril 2007
Leniotec,
http://www.leniotec.com/causa_efecto_archivos/image008.jpg, junio 2007
Machinery Lubrication,
http://www.machinerylubrication.com/article_detail.asp?articleid=275&relatedbookgroup=M
aintenance, mayo 2007
Mail x Mail, http://www.mailxmail.com/curso/vida/mantenimientohospitalario/capitulo2.htm,
mayo 2007
Ministerio de Trabajo y Asuntos Sociales Espaa,
http://www.mtas.es/insht/practice/guias.htm, mayo 2007
Ministerio de Trabajo y Asuntos Sociales Espaa,
http://www.mtas.es/insht/practice/gp_gua.htm, mayo 2007
Monografas, http://www.monografias.com/trabajos/estratemacro/estratemacro.shtml, junio
2007
Monografas,
http://www.monografias.com/trabajos42/administracion-recursos-humanos/administracion-
recursos-humanos.shtml, abril 2007
Monografas,
183
http://www.monografias.com/trabajos27/modos-fallo/modos-fallo.shtml, julio 2007
Motores WEG,
www.weg.net/asp/system/empty.asp?P=101&VID=default&SID=391964327478843&S=1&
A=closeall&C=25584, mayo 2007
Procesadora de Aceros de El Salvador,
www.proaces.com.sv, abril 2007
PROPYE,
www.procesospropyme.com/process/07_mantenimiento/, mayo 2007
Real Academia de la Lengua Espaola,
buscon.rae.es/draeI/, abril 2007
Siemens,
www.siemens.com.mx/A&D/Data/Cat_motores_Siemens.pdf, mayo 2007
Siemens,
www.sea.siemens.com/motors/product/mtallmotors.html#nema, mayo 2007
Siemens,
www.sea.siemens.com/motorsbu/product/Instruction%20Manuals/InstrManual_Horiz_ODP
_WPI_WPII_ANIM-03520SPN.pdf, mayo 2007
Siemens,
www.sea.siemens.com/pde/product/tiastar/brochures_manuals/Spanish%20Instruction%20
Guide%20SFIS-70070-0202.pdf, mayo 2007
Solo Mantenimiento,
www.solomantenimiento.com/diccionario.htm, junio 2007
Solo Mantenimiento,
www.solomantenimiento.com/articulos/analisis-causa-raiz.htm, junio 2007
Solo Manuales,
www.solomanuales.org/frame.cfm?url_frame=http://www.emagister.com/uploads_user_ho
me/Comunidad_Emagister_5281_Seguridad_industrial_de_manos_y_brazos.pdf&id_curso
=42686120052152677048515367574570&id_centro=579530300529575648666669526745
184
48&Mail=ve00000202@yahoo.com&Nombre=J os%E9%20Mar%EDa&titulo=Seguridad%20
industrial%20de%20manos%20y%20brazos&id_busqueda=1887655, junio 2007
Solo Manuales,
www.solomanuales.org/frame.cfm?url_frame=http://www.emagister.com/uploads_courses/
Comunidad_Emagister_26041_26041.pdf&id_curso=365130400603685466515367654945
54&id_centro=57953030052957564866666952674548&Mail=ve00000202@yahoo.com&N
ombre=J os%E9%20Mar%EDa&titulo=Higiene%20y%20seguridad%20industrial&id_busque
da=2247878, junio 2007
Solo Manuales,
www.solomanuales.org/frame.cfm?url_frame=http://www.emagister.com/public/pdf/comunid
ad_emagister/67588020050156545553535050654555-
Conceptos%20Fundamentales.pdf&id_curso=50520040050552556665576749514553&id_
centro=57953030052957564866666952674548&Mail=ve00000202@yahoo.com&Nombre=
J os%E9%20Mar%EDa&titulo=Fundamentos%20de%20seguridad%20industrial&id_busque
da=1052554, junio 2007
Solo Manuales,
www.solomanuales.org/frame.cfm?url_frame=http://www.emagister.com/public/pdf/comunid
ad_emagister/08171040052266516854685649574556.pdf&id_curso=45118060051651665
357544948484565&id_centro=57953030052957564866666952674548&Mail=ve00000202
@yahoo.com&Nombre=J os%E9%20Mar%EDa&titulo=MANTENIMIENTO%20Y%20SEGU
RIDAD%20INDUSTRIAL&id_busqueda=1076979, junio 2007
Solo Manuales,
www.solomanuales.org/frame.cfm?url_frame=http://www.monografias.com/trabajos12/oym/
oym.shtml&id_curso=36000070041957575468535052564548&id_centro=43204110021466
565570676950524550&Mail=ve00000202@yahoo.com&Nombre=J os%E9%20Mar%EDa&t
itulo=Manual%20de%20higiene%20y%20seguridad%20industrial&id_busqueda=659593,
junio 2007
Universidad Nacional Mayor de San Marcos Per,
http://sisbib.unmsm.edu.pe/bibvirtualdata/monografias/basic/maurtua_od/cap4.pdf, mayo
2007
Universidad Tecnolgica Nacional Argentina,
http://www.frbb.utn.edu.ar/carreras/materias/mantenimientoindustrial1/, junio 2007
185
Wikipedia, es.wikipedia.org/wiki/Hematita, mayo 2007
Wikipedia, es.wikipedia.org/wiki/Magnetita, mayo 2007
Wikipedia, es.wikipedia.org/wiki/cido_clorhdrico, mayo 2007
Wikipedia, es.wikipedia.org/wiki/Fluencia, mayo 2007
Wikipedia, es.wikipedia.org/wiki/Dureza, mayo 2007
Wikipedia, es.wikipedia.org/wiki/Diagrama_de_Ishikawa, julio 2007
Wikipedia, es.wikipedia.org/wiki/Neoliberal, julio 2007
Wikipedia, es.wikipedia.org/wiki/Mercado_com%C3%BAn, julio 2007
Wikipedia, es.wikipedia.org/wiki/Economic_Order_Quantity, junio 2007
Wikipedia, es.wikipedia.org/wiki/El_Salvador#Econom.C3.ADa, abril 2007
Wikipedia, es.wikipedia.org/wiki/Econom%C3%ADa_de_mercado, abril 2007
186
ANEXOS
ANEXO A
A-1
ANEXO A: BASE MATEMTICA DEL A.H.P.
El A.H.P. se basa en las propiedades de las matrices para la asignacin de ponderaciones a los
juicios establecidos por los tomadores de decisiones y para la normalizacin de las matrices de
comparaciones por pares. Para establecer las ponderaciones, el A.H.P. solicita al tomador de
decisiones asignar un peso de la comparacin entre dos alternativas, en funcin a un determinado
criterio, sta comparacin es mas conocida como comparacin por pares. As mismo se hace uso
del proceso matemtico de sntesis para la obtencin de resultados. Saaty elabor una tabla de
escala de preferencias, que es usada para ponderar los juicios de los tomadores de decisiones
entre dos criterios y/o alternativas:
Sean i y j los criterios y/o alternativas respectivamente:
Escala de preferencias de Saaty
Escala
Numrica
Escala Verbal Explicacin
1
"i" es igualmente
importante que "j"
Ambos elementos
contribuyen con la
propiedad en igual forma
3
"i" es moderadamente
ms preferido que "j"
La experiencia y el juicio
favorece a un elemento
sobre el otro
5
"i" es poderosamente
ms preferido que "j"
Un elemento es
fuertemente favorecido
7
"i" es muy
poderosamente ms
preferido que "j"
Un elemento es muy
fuertemente dominante
9
"i" es
extremadamente ms
preferido que "j"
Un elemento es
favorecido, por lo menos
con un orden de
magnitud de diferencia
2,4,6,8
Valores intermedios
entre dos juicios
adyacentes
Usados como valores de
consenso entre dos
juicios
Tabla A.1 Escala de Preferencias de Saaty
Una vez obtenidas las ponderaciones, se elabora la matriz de comparaciones por pares.
A-2
MATRIZ DE COMPARACIN POR PARES
Es una matriz que posee las siguientes caractersticas:
Sea A una matriz, de dimensiones nxn (n filas y n columnas), es decir, una matriz cuadrada,
donde n
+
Z
Sea
ij
a un elemento de la matriz A (donde i =1,2,3,...,n y j =1,2,3,...,n); que representa la
preferencia de un criterio y/o alternativa i (fila) sobre otro criterio y/o alternativa j (columna).
Cuando i j = , el valor de 1
ij
a = , debido a que se estn comparando dos criterios y/o
alternativas iguales.
12 1
21 2
1 2
1
1
1
n
n
n n
a a
a a
A
a a
=
L
L
M M M M
L
El producto de 1
ij ji
a a = , lo cual est sustentado en los siguientes axiomas:
12 1
21 2
1 2
1
1 1
1 1 1
n
n
n n
a a
a a
A
a a
=
L
L
M M M M
L
- Axioma N 1: referente a la condicin de juicios recprocos; la intensidad de
preferencia de
ij ji
a a es inversa a la preferencia de
ji ij
a a
- Axioma N 2: referente a la condicin de homogeneidad de los elementos; los
elementos que se comparan son del mismo orden de magnitud.
- Axioma N 3: referente a la condicin de estructura jerrquica o estructura
dependiente de reaprovechamiento; dependencia en los elementos de dos
niveles consecutivos en la jerarqua y dentro de un mismo nivel.
- Axioma N 4: referente a la condicin de expectativas de orden de rango; las
expectativas deben estar representadas en la estructura en trminos de
criterios y alternativas.
Una vez obtenidas las matrices de comparacin por pares, se procede a calcular las prioridades de
cada criterio y/o alternativa comparada.
El proceso matemtico de calcular las prioridades es llamada sntesis, dicho proceso implica el
clculo de valores y vectores caractersticos.
La manera de sintetizar juicios es la siguiente:
Primero sumamos todos los valores en cada columna de la matriz de comparacin por
pares.
A-3
Alternativa 1
Alternativa 2
Alternativa m
L
Luego dividimos cada valor de la matriz entre la sumatoria resultante obtenida en cada
columna correspondiente a dicho valor. El resultado de esta divisin produce la llamada
matriz de comparacin por pares normalizada.
Por ltimo, calculamos el promedio aritmtico con los valores presentes de cada fila de la
matriz normalizada.
De esa manera se obtiene una matriz con las prioridades de cada criterio y/o alternativa.
MATRIZ DE PRIORIDADES
Es una matriz que expresa las prioridades de cada criterio en funcin a la meta global.
Criterio 1
Criterio 2
Criterio m
L
1
2
Meta Global
'
'
'
m
P
P
P
L
Donde:
m : Nmero de criterios.
'
m
P : Prioridad del criterio i respecto a la meta global ( 1,2,3... i m = criterios)
La matriz de prioridades tambin expresa las prioridades de cada alternativa, en funcin a cada
criterio.
11 12 1
21 22 2
1 2
Criterio 1 Criterio 2 Criterio m
m
m
n n mm
P P P
P P P
P P P
L
L
L
L L L L
L
Donde:
ij
P : Prioridad de la alternativa i, respecto al criterio j.
( 1,2,3... i n = alternativas y 1,2,3... j m = criterios)
Ya obtenidas las matrices de prioridad de los criterios respecto a la meta global y de las
alternativas respecto a los criterios, se procede a calcular la matriz de prioridad global:
A-4
11 12 1 1 1
22 22 2 2 2
1 2
'
'
'
m
m
n n nm m n
P P P P Pg
P P P P Pg
P P P P Pg
=
L
L
L L L L L L
L
(Ec. A.1)
Donde:
n
Pg : Prioridad global respecto a la meta global de la alternativa i ( 1,2,3... i n = alternativas)
Para darle confiabilidad a los resultados brindados por la sntesis, se procede a verificar la
consistencia de las matrices de comparacin por pares.
CONSISTENCIA DE UNA MATRIZ
La consistencia de una matriz de comparacin por pares expresa el correcto juicio del tomador de
decisiones al momento de construir la matriz, ya que en el caso de que la matriz resulte
inconsistente, el tomador de decisiones deber de replantear sus juicios. Matemticamente, una
matriz
n n
A
es consistente si
ij jk ik
a a a = ( ) , , 1,2,3,... i j k n = ; lo cual es indispensable que la
matriz sea linealmente dependiente.
En el caso general, se conoce que si la matriz
n n
A
es consistente, entonces genera una matriz
n n
N
la cual est normalizada (conmuta con su transpuesta) de elementos
j
w ( ) 1,2,3,... j n = de
modo tal que todas las columnas son idnticas.
1 1 1
2 2 2
n n n
w w w
w w w
N
w w w
=
L
L
M M M M
L
Ahora, se puede determinar la matriz A en funcin de N, de la siguiente manera:
1 2 1
2 1 2
1 2
1
1
1
n
n
n n
w w w w
w w w w
N
w w w w
=
L
L
M M M M
L
Dividiendo los elementos de la columna i entre
j
w . En base a la definicin se A, se desglosa:
A-5
1 2 1 1 1 1
2 1 2 2 2 2
1 2
1
1
1
n
n
n n n n n
w w w w w nw w
w w w w w nw w
N n
w w w w w nw w
= = =
L
L
M M M M M M M
L
(Ec. A.2)
Es decir:
AW nW = (Ec. A.3)
Donde W es el vector columna de pesos relativos
j
w que se aproxima con los
n elementos de las filas en la matriz normalizada N.
Haciendo W el estimado calculado, se puede notar que:
max
AW n W = (Ec. A.4)
Donde
max
n n , es decir, mientras ms prximo este
max
n a n, la matriz de comparacin por pares
A, ser ms consistente.
Como resultado, el A.H.P. calcula la razn de consistencia (RC), que se expresa como el cociente
entre ndice de consistencia de la matriz A y el ndice de consistencia aleatorio (IA).
IC
RC
IA
= (Ec. A.5)
Donde IC es el ndice de consistencia de la matriz A, calculndose de la siguiente manera:
max
1
n n
IC
n
(Ec. A.6)
El valor de
max
n se calcula de
max
AW n W = , notando que la i-sima ecuacin es:
max
1
n
ij i i
j
a w n w
=
=
(Ec. A.7)
Dado que,
1
1
n
i
i
w
=
=
se obtiene:
max
1 1 1
n n n
ij j i
i j i
a w n w
= = =
=
(Ec. A.8)
Es decir, el valor de
max
n se determina al calcular primero el vector columna de la matriz A y luego
sumando sus elementos. El ndice de consistencia aleatoria (IA) es el ndice de consistencia de
una matriz de comparacin por pares, generada de forma aleatoria.
A-6
Para la estimacin del ndice aleatorio (IA), se utiliza la siguiente frmula:
( ) 1.98 2 n
IA
n
= (Ec. A.9)
Una vez obtenidos el ndice de consistencia y el ndice de consistencia aleatorio, ya se puede
determinar la consistencia de una matriz, mediante el clculo de la razn de consistencia (RC).
Si la razn de consistencia resulta menor o igual a 0.10, entonces la matriz de comparacin por
pares es consistente. Si la razn de consistencia resulta estrictamente mayor que 0.10, entonces la
matriz de comparacin por pares es inconsistente, lo que llama a la reflexin del tomador de
decisiones, para que replantee sus juicios en base a las comparaciones de los criterios y/o
alternativas que haba hecho.
Un caso excepcional se da cuando la matriz de comparacin por pares es de 2x2, ya que al
momento de calcular la razn de consistencia, resulta un valor indeterminado. Entonces para
solucionar este problema, slo en este caso, la consistencia de la matriz se basa en la
dependencia lineal, por lo que resulta que toda matriz de comparacin por pares de 2x2 es
consistente.
ANEXO B
B-1
ANEXO B: DESARROLLO DE PROCESO JERRQUICO ANALTICO EN CADA ASPECTO
EVALUADO.
AHP Completado por el Ing. Vitelio Bautista
AHP: GENERAL
tems evaluados:
1. Organizacin y personal
2. Productividad de la mano de obra
3. Capacitacin gerencial
4. Capacitacin de los tcnicos
5. Motivacin
6. Administracin y control del presupuesto
7. Planeacin y programacin de las rdenes de trabajo
8. Instalaciones
9. Control de almacenes y herramientas
10. Mantenimiento preventivo e historia del equipo
11. Medicin de trabajos e incentivos
12. Sistema de informacin
MATRIZ DE COMPARACIN POR PARES
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1/3 3 2 2 2 5 7 1 2 5
2 1 1 4 1/7 1 3 6 1 5 1 1 2
3 3 1/4 1 4 3 5 4 5 7 5 5 3
4 1/3 7 1 1/5 1/2 1/2 5 4 8 1/4 2
5 1/2 1 1/3 5 1 3 2 5 2 1 3 3
6 1/2 1/3 1/5 2 1/3 1 1 3 2 2 1 2
7 1/2 1/6 2 1/2 1 1 3 3 1 1 3
8 1/5 1 1/5 1/5 1/5 1/3 1/3 1 2 1/3 1 1/3
9 1/7 1/5 1/7 1/4 1/2 1/2 1/3 1/2 1 1/3 1/3 1/3
10 1 1 1/5 1/8 1 1/2 1 3 3 1 2 2
11 1/2 1 1/5 4 1/3 1 1 1 3 1/2 1 4
12 1/5 1/2 1/3 1/2 1/3 1/2 1/3 3 3 1/2 1/4 1
TOTAL 8,88 14,45 7,44 22,22 10,40 18,33 19,50 35,50 42,00 21,67 17,83 27,67
Tabla B.1 Matriz de Comparacin por Pares
B-2
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
1 2 3 4 5 6 7 8 9 10 11 12
PROMEDIO DE
CADA FILA
1 0,11 0,07 0,04 0,14 0,19 0,11 0,10 0,14 0,17 0,05 0,11 0,18 0,118
2 0,11 0,07 0,54 0,01 0,10 0,16 0,31 0,03 0,12 0,05 0,06 0,07 0,135
3 0,34 0,02 0,13 0,18 0,29 0,27 0,21 0,14 0,17 0,23 0,28 0,11 0,197
4 0,04 0,48 0,03 0,05 0,02 0,03 0,03 0,14 0,10 0,37 0,01 0,07 0,114
5 0,06 0,07 0,04 0,23 0,10 0,16 0,10 0,14 0,05 0,05 0,17 0,11 0,106
6 0,06 0,02 0,03 0,09 0,03 0,05 0,05 0,08 0,05 0,09 0,06 0,07 0,057
7 0,06 0,01 0,03 0,09 0,05 0,05 0,05 0,08 0,07 0,05 0,06 0,11 0,059
8 0,02 0,07 0,03 0,01 0,02 0,02 0,02 0,03 0,05 0,02 0,06 0,01 0,028
9 0,02 0,01 0,02 0,01 0,05 0,03 0,02 0,01 0,02 0,02 0,02 0,01 0,020
10 0,11 0,07 0,03 0,01 0,10 0,03 0,05 0,08 0,07 0,05 0,11 0,07 0,065
11 0,0563 0,0692 0,03 0,18 0,03 0,05 0,05 0,03 0,07 0,02 0,06 0,14 0,066
12 0,02 0,03 0,04 0,02 0,03 0,03 0,02 0,08 0,07 0,02 0,01 0,04 0,036
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,000
Tabla B.2 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
1 11,8%
2 13,5%
3 19,7%
4 11,4%
5 10,6%
6 5,7%
7 5,9%
8 2,8%
9 2,0%
10 6,5%
11 6,6%
12 3,6%
Tabla B.3 Porcentajes Obtenidos
B-3
AHP: ORGANIZACIN Y PERSONAL
tems evaluados:
1.1 Existencia de organigrama
1.2 Existencia de cargo de gerente de mantenimiento
1.3 Toma de decisiones de gerente da mantenimiento
1.4 Diferenciacin de operarios
1.5 Descripcin de cada cargo
1.6 Revisin de la calidad del mantenimiento
MATRIZ DE COMPARACIN POR PARES
1,1 1,2 1,3 1,4 1,5 1,6
1,1 1 1/5 1/5 1 2 1/4
1,2 5 1 3 2 4 4
1,3 5 1/3 1 3 4 3
1,4 1 1/2 1/3 1 1/2 3
1,5 1/2 1/4 1/4 2 1 1/2
1,6 4 1/4 1/3 1/3 2 1
TOTAL 16,50 2,53 5,12 9,33 13,50 11,75
Tabla B.4 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
1,1 1,2 1,3 1,4 1,5 1,6
PROMEDIO DE CADA
FILA
1,1 0,06 0,08 0,04 0,11 0,15 0,02 0,076
1,2 0,30 0,39 0,59 0,21 0,30 0,34 0,356
1,3 0,30 0,13 0,20 0,32 0,30 0,26 0,251
1,4 0,06 0,20 0,07 0,11 0,04 0,26 0,120
1,5 0,03 0,10 0,05 0,21 0,07 0,04 0,085
1,6 0,24 0,10 0,07 0,04 0,15 0,09 0,113
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.5 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
1,1 7,6%
1,2 35,6%
1,3 25,1%
1,4 12,0%
1,5 8,5%
1,6 11,3%
Tabla B.6 Porcentajes Obtenidos
B-4
AHP: PRODUCTIVIDAD DE LA MANO DE OBRA
tems evaluados:
2.1 Rendimiento de los operarios
2.2 Tiempos estndares
2.3 Tiempos reales
2.4 Revisin de trabajos pendientes
2.5 Investigaciones de bajo rendimiento
MATRIZ DE COMPARACIN POR PARES
2,1 2,2 2,3 2,4 2,5
2,1 1 2 1 1/3 1/2
2,2 1/2 1 1/2 1/2 1/2
2,3 1 2 1 1/2 1/2
2,4 3 2 2 1 4
2,5 2 2 2 1/4 1
TOTAL 7,50 9,00 6,50 2,58 6,50
Tabla B.7 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
2,1 2,2 2,3 2,4 2,5
PROMEDIO DE CADA
FILA
2,1 0,13 0,22 0,15 0,13 0,08 0,143
2,2 0,07 0,11 0,08 0,19 0,08 0,105
2,3 0,13 0,22 0,15 0,19 0,08 0,156
2,4 0,40 0,22 0,31 0,39 0,62 0,386
2,5 0,27 0,22 0,31 0,10 0,15 0,209
TOTAL 1,00 1,00 1,00 1,00 1,00 1
Tabla B.8 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
2,1 14,3%
2,2 10,5%
2,3 15,6%
2,4 38,6%
2,5 20,9%
Tabla B.9 Porcentajes Obtenidos
B-5
AHP: CAPACITACIN GERENCIAL
tems evaluados:
3.1 Capacitacin a gerentes
3.2 Avances tecnolgicos
MATRIZ DE COMPARACIN POR PARES
3,1 3,2
3,1 1 7
3,2 1/7 1
TOTAL 1,14 8,00
Tabla B.10 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
3,1 3,2
PROMEDIO DE CADA
FILA
3,1 0,88 0,88 0,875
3,2 0,13 0,13 0,125
TOTAL 1,00 1,00 1
Tabla B.11 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
3,1 87,5%
3,2 12,5%
Tabla B.12 Porcentajes Obtenidos
B-6
AHP: CAPACITACIN DE LOS TCNICOS
tems evaluados:
4.1 Capacitacin a tcnicos
4.2 Evaluaciones de capacidades
4.3 Perfiles de contratacin
MATRIZ DE COMPARACIN POR PARES
4,1 4,2 4,3
4,1 1 1/2 1/3
4,2 2 1 1/2
4,3 3 2 1
TOTAL 6,00 3,50 1,83
Tabla B.13 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
4,1 4,2 4,3
PROMEDIO DE CADA
FILA
4,1 0,17 0,14 0,18 0,164
4,2 0,33 0,29 0,27 0,297
4,3 0,50 0,57 0,55 0,539
TOTAL 1,00 1,00 1,00 1
Tabla B.14 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
4,1 16,4%
4,2 29,7%
4,3 53,9%
Tabla B.15 Porcentajes Obtenidos
B-7
AHP: MOTIVACIN
tems evaluados:
5.1 Identificacin con la empresa
5.2 Estabilidad laboral
5.3 Crecimiento en la empresa
5.4 Incentivos a empleados
5.5 Seguridad industrial
MATRIZ DE COMPARACIN POR PARES
5,1 5,2 5,3 5,4 5,5
5,1 1 1/2 3 3 1/9
5,2 2 1 5 3 1/4
5,3 1/3 1/5 1 5 1/9
5,4 1/3 1/3 1/5 1 1/9
5,5 9 4 9 9 1
TOTAL 12,67 6,03 18,20 21,00 1,58
Tabla B.16 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
5,1 5,2 5,3 5,4 5,5
PROMEDIO DE CADA
FILA
5,1 0,08 0,08 0,16 0,14 0,07 0,108
5,2 0,16 0,17 0,27 0,14 0,16 0,180
5,3 0,03 0,03 0,05 0,24 0,07 0,085
5,4 0,03 0,06 0,01 0,05 0,07 0,042
5,5 0,71 0,66 0,49 0,43 0,63 0,586
TOTAL 1,00 1,00 1,00 1,00 1,00 1
Tabla B.17 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
5,1 10,8%
5,2 18,0%
5,3 8,5%
5,4 4,2%
5,5 58,6%
Tabla B.18 Porcentajes Obtenidos
B-8
AHP: ADMINISTRACIN Y CONTROL DEL PRESUPUESTO
tems evaluados:
6.1 Tener un registro de los materiales usados en un trabajo de mantenimiento
6.2 Tener un registro de los repuestos utilizados en un trabajo de mantenimiento
6.3 Poseer un software para controlar la cantidad de repuestos que hay en almacn
6.4 Llevar un control del tiempo de los trabajos de mantenimiento realizados
6.5 Poseer una divisin entre mantenimiento mecnico y mantenimiento elctrico
6.6 Llevar un registro del tiempo muerto de las maquinas
6.7 Tener algn mtodo para estimar los costos de mantenimiento
MATRIZ DE COMPARACN POR PARES
6,1 6,2 6,3 6,4 6,5 6,6 6,7
6,1 1 1/5 1/3 1/3 1/3 1/2 1/4
6,2 5 1 1/2 1 2 1 1
6,3 3 2 1 1 2 2 1
6,4 3 1 1 1 2 1 1/4
6,5 3 1/2 1/2 1/2 1 1 1/3
6,6 2 1 1/2 1 1 1 1/3
6,7 4 1 1 4 3 3 1
TOTAL 21,00 6,70 4,83 8,83 11,33 9,50 4,17
Tabla B.19 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
6,1 6,2 6,3 6,4 6,5 6,6 6,7
PROMEDIO DE CADA
FILA
6,1 0,05 0,03 0,07 0,04 0,03 0,05 0,06 0,047
6,2 0,24 0,15 0,10 0,11 0,18 0,11 0,24 0,161
6,3 0,14 0,30 0,21 0,11 0,18 0,21 0,24 0,198
6,4 0,14 0,15 0,21 0,11 0,18 0,11 0,06 0,136
6,5 0,14 0,07 0,10 0,06 0,09 0,11 0,08 0,093
6,6 0,10 0,15 0,10 0,11 0,09 0,11 0,08 0,105
6,7 0,19 0,15 0,21 0,45 0,26 0,32 0,24 0,260
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.20 Matriz de Porcentajes y Promedios
PROMEDIOS OBTENIDOS
tem Porcentaje
6,1 4,7%
6,2 16,1%
6,3 19,8%
6,4 13,6%
6,5 9,3%
6,6 10,5%
6,7 26,0%
Tabla B.21 Porcentajes Obtenidos
B-9
AHP: PLANEACIN Y PROGRAMACIN DE LAS RDENES DE TRABAJO
tems evaluados:
7.1 Poseer rdenes de trabajo
7.2 Que las rdenes de trabajo sean fciles de llenar
7.3 Que la orden de trabajo tenga toda la informacin necesaria
7.4 Tener las rdenes de trabajo computarizadas
7.5 Que hayan paros programados en las maquinas para dar mantenimiento
7.6 Que el personal de produccin este enterado de estos paros
7.7 Tener sobreproduccin cuando se den los paros programados
7.8 Tener produccin de respaldo cuando se da un paro imprevisto
7.9 Actualizar los estndares de tiempo de realizacin de un trabajo de mantenimiento
MATRIZ DE COMPARACIN POR PARES
7,1 7,2 7,3 7,4 7.5.1 7.5.2 7.5.3 7.5.4 7,6
7,1 1 4 2 2 1/3 1/3 1/3 1/3 1/3
7,2 1/4 1 4 1/2 1/4 1/4 1/4 1/4 1/4
7,3 1/2 1/4 1 2 1/3 1/3 1/3 1/3 1/3
7,4 1/2 2 1/2 1 1/5 1/5 1/5 1/5 1/4
7.5.1 3 4 3 5 1 1 1/3 1/4 5
7.5.2 3 4 3 5 1 1 1/4 1/4 2
7.5.3 3 4 3 5 3 4 1 1/3 5
7.5.4 3 4 3 5 4 4 3 1 5
7,6 3 4 3 4 1/5 1/2 1/5 1/5 1
TOTAL 17,25 27,25 22,50 29,50 10,32 11,62 5,90 3,15 19,17
Tabla B.22 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
7,1 7,2 7,3 7,4 7.5.1 7.5.2 7.5.3 7.5.4 7,6 PROMEDIO DE CADA FILA
7,1 0,06 0,15 0,09 0,07 0,03 0,03 0,06 0,11 0,02 0,067
7,2 0,01 0,04 0,18 0,02 0,02 0,02 0,04 0,08 0,01 0,047
7,3 0,03 0,01 0,04 0,07 0,03 0,03 0,06 0,11 0,02 0,043
7,4 0,03 0,07 0,02 0,03 0,02 0,02 0,03 0,06 0,01 0,034
7.5.1 0,17 0,15 0,13 0,17 0,10 0,09 0,06 0,08 0,26 0,134
7.5.2 0,17 0,15 0,13 0,17 0,10 0,09 0,04 0,08 0,10 0,115
7.5.3 0,17 0,15 0,13 0,17 0,29 0,34 0,17 0,11 0,26 0,199
7.5.4 0,17 0,15 0,13 0,17 0,39 0,34 0,51 0,32 0,26 0,271
7,6 0,17 0,15 0,13 0,14 0,02 0,04 0,03 0,06 0,05 0,089
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.23 Matriz de Porcentajes y Promedios
B-10
PROMEDIOS OBTENIDOS
tem Porcentaje
7,1 6,7%
7,2 4,7%
7,3 4,3%
7,4 3,4%
7.5.1 13,4%
7.5.2 11,5%
7.5.3 19,9%
7.5.4 27,1%
7,6 8,9%
Tabla B.24 Porcentajes Obtenidos
B-11
AHP: INSTALACIONES
tems evaluados:
8.1 Tener la distribucin en planta
8.2 Poseer un lugar para almacenar herramientas
8.3 Poseer un lugar para almacenar los repuestos
MATRIZ DE COMPARACIN POR PARES
8,1 8,2 8,3
8,1 1 2 2
8,2 1/2 1 1
8,3 1/2 1 1
TOTAL 2,00 4,00 4,00
Tabla B.25 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
8,1 8,2 8,3 PROMEDIO DE CADA FILA
8,1 0,50 0,50 0,50 0,500
8,2 0,25 0,25 0,25 0,250
8,3 0,25 0,25 0,25 0,250
TOTAL 1,00 1,00 1,00 1
Tabla B.26 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
8,1 50,0%
8,2 25,0%
8,3 25,0%
Tabla B.27 Porcentajes Obtenidos
B-12
AHP: CONTROL DE ALMACENES Y HERRAMIENTAS
9.1 Catlogo del equipo
9.2 Informacin de localizacin de los proveedores
9.3 Poseer los repuestos necesarios para hacer reparaciones
9.4 Tener un inventario de los repuestos existentes
9.5 Tener las herramientas adecuadas para hacer una reparacin
9.6 Tener las herramientas al alcance
9.7 Ubicacin de rpida de los repuestos almacenados
9.8 Que este rotulado el lugar donde guardan los repuestos y herramientas
MATRIZ DE COMPARACIN POR PARES
9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8
9,1 1 1/2 1/3 1/4 1/4 1/3 1/3 1/3
9,2 2 1 2 2 2 3 2 2
9,3 3 1/2 1 5 2 3 2 2
9,4 4 1/2 1/5 1 2 3 3 3
9,5 4 1/2 1/2 1/2 1 4 1/2 2
9,6 3 1/3 1/3 1/3 1/4 1 1/3 1/3
9,7 3 1/2 1/2 1/3 2 3 1 1/3
9,8 3 1/2 1/2 1/3 1/2 3 3 1
TOTAL 23,00 4,33 5,37 9,75 10,00 20,33 12,17 11,00
Tabla B.28 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8
PROMEDIO DE
CADA FILA
9,1 0,04 0,12 0,06 0,03 0,03 0,02 0,03 0,03 0,043
9,2 0,09 0,23 0,37 0,21 0,20 0,15 0,16 0,18 0,199
9,3 0,13 0,12 0,19 0,51 0,20 0,15 0,16 0,18 0,205
9,4 0,17 0,12 0,04 0,10 0,20 0,15 0,25 0,27 0,162
9,5 0,17 0,12 0,09 0,05 0,10 0,20 0,04 0,18 0,119
9,6 0,13 0,08 0,06 0,03 0,03 0,05 0,03 0,03 0,054
9,7 0,13 0,12 0,09 0,03 0,20 0,15 0,08 0,03 0,104
9,8 0,13 0,12 0,09 0,03 0,05 0,15 0,25 0,09 0,114
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.29 Matriz de Porcentajes y Promedios
B-13
PORCENTAJ ES OBTENIDOS
tem Porcentaje
9,1 4,3%
9,2 19,9%
9,3 20,5%
9,4 16,2%
9,5 11,9%
9,6 5,4%
9,7 10,4%
9,8 11,4%
Tabla B.30 Porcentajes Obtenidos
AHP: MANTENIMIENTO PREVENTIVO E HISTORIA DEL EQUIPO
tems evaluados:
10.1 Dar mantenimiento peridico a los equipos ms importantes
10.2 Tener un plan general de mantenimiento preventivo
10.3 Llevar un registro histrico de las fallas de los equipos
10.4 Llevar un registro del tiempo que esta disponible el equipo para producir
10.5 Llevar un registro histrico de los repuestos que han sido utilizados en una maquina
10.6 Existencia de una persona encargada del plan de mantenimiento preventivo
10.7 Realizar informes detallados de mantenimiento preventivo
MATRIZ DE COMPARACIN POR PARES
10,1 10,2 10,3 10,4 10,5 10,6 10,7
10,1 1 2 2 2 3 1/3 2
10,2 1/2 1 3 3 3 1/4 3
10,3 1/2 1/3 1 2 2 1/3 2
10,4 1/2 1/3 1/2 1 2 1/3 3
10,5 1/3 1/3 1/2 1/2 1 1/3 2
10,6 3 4 3 3 3 1 3
10,7 1/2 1/3 1/2 1/3 1/2 1/3 1
TOTAL 6,33 8,33 10,50 11,83 14,50 2,92 16,00
Tabla B.31 Matriz de Comparacin por Pares
B-14
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
10,1 10,2 10,3 10,4 10,5 10,6 10,7 PROMEDIO DE CADA FILA
10,1 0,16 0,24 0,19 0,17 0,21 0,11 0,13 0,172
10,2 0,08 0,12 0,29 0,25 0,21 0,09 0,19 0,174
10,3 0,08 0,04 0,10 0,17 0,14 0,11 0,13 0,109
10,4 0,08 0,04 0,05 0,08 0,14 0,11 0,19 0,099
10,5 0,05 0,04 0,05 0,04 0,07 0,11 0,13 0,070
10,6 0,47 0,48 0,29 0,25 0,21 0,34 0,19 0,319
10,7 0,08 0,04 0,05 0,03 0,03 0,11 0,06 0,058
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.32 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
10,1 17,2%
10,2 17,4%
10,3 10,9%
10,4 9,9%
10,5 7,0%
10,6 31,9%
10,7 5,8%
Tabla B.33 Porcentajes Obtenidos
AHP: MEDICION DE TRABAJOS E INCENTIVOS
tems evaluados:
11.1 Tener algn mtodo para controlar el tiempo de trabajo del personal de la planta
11.2 Entregar reconocimientos a empleados sobresalientes
MATRIZ DE COMPARACIN POR PARES
11,1 11,2
11,1 1 5
11,2 1/5 1
TOTAL 1,20 6,00
Tabla B.34 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
11,1 11,2
PROMEDIO DE
CADA FILA
11,1 0,83 0,83 0,833
11,2 0,17 0,17 0,167
TOTAL 1,00 1,00 1
Tabla B.35 Matriz de Porcentajes y Promedios
B-15
PORCENTAJ ES OBTENIDOS
tem Porcentaje
11,1 83,3%
11,2 16,7%
Tabla B.36 Porcentajes Obtenidos
AHP: SISTEMA DE INFORMACION
12.1Tener un software para administrar todo el plan de mantenimiento preventivo
12.2 Tener un software para controlar los gastos en concepto de mantenimiento
12.3 Tener un software que genere listas de instrucciones para el mantenimiento preventivo
MATRIZ DE COMPARACIN POR PARES
12,1 12,2 12,3
12,1 1 3 3
12,2 1/3 1 2
12,3 1/3 1/2 1
TOTAL 1,67 4,50 6,00
Tabla B.37 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
12,1 12,2 12,3
PROMEDIO DE
CADA FILA
12,1 0,60 0,67 0,50 0,589
12,2 0,20 0,22 0,33 0,252
12,3 0,20 0,11 0,17 0,159
TOTAL 1,00 1,00 1,00 1
Tabla B.38 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
12,1 58,9%
12,2 25,2%
12,3 15,9%
Tabla B.39 Porcentajes Obtenidos
B-16
AHP Completado por el Ing. Salvador Flores
AHP GENERAL
tems evaluados:
1. Organizacin y personal
2. Productividad de la mano de obra
3. Capacitacin gerencial
4. Capacitacin de los tcnicos
5. Motivacin
6. Administracin y control del presupuesto
7. Planeacin y programacin de las rdenes de trabajo
8. Instalaciones
9. Control de almacenes y herramientas
10. Mantenimiento preventivo e historia del equipo
11. Medicin de trabajos e incentivos
12. Sistema de informacin
MATRIZ DE COMPARACIN POR PARES
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1/9 2 1/7 3 2 1/2 2 1 1/9 1/2 4
2 9 1 2 1/4 2 1 3 1 3 1/3 2 4
3 1/2 1/2 1 1/3 1/4 1/4 3 1/9 1/5 1/9 1/3 3
4 7 4 3 1 1/2 1/2 2 1/6 1/2 1/9 1/3 3
5 1/3 1/2 4 2 1 1/3 1/2 1/9 1/9 1/9 1/2 4
6 1/2 1 4 2 3 1 5 1/2 1 1/2 3 4
7 2 1/3 1/3 1/2 2 1/5 1 1/7 1/5 1/9 1/7 2
8 1/2 1 9 6 9 2 7 1 2 1/7 2 7
9 1 1/3 5 2 9 1 5 1/2 1 1/2 2 5
10 9 3 9 9 9 2 9 7 2 1 7 9
11 2 1/2 3 3 2 1/3 7 1/2 1/2 1/7 1 7
12 1/4 1/4 1/3 1/3 1/4 1/4 1/2 1/7 1/5 1/9 1/7 1
TOTAL 33,08 12,53 42,67 26,56 41,00 10,87 43,50 13,17 11,71 3,29 18,95 53,00
Tabla B.40 Matriz de Comparacin por Pares
B-17
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
1 2 3 4 5 6 7 8 9 10 11 12
PROMEDIO DE
CADA FILA
1 0,03 0,01 0,05 0,01 0,07 0,18 0,01 0,15 0,09 0,03 0,03 0,08 0,0611
2 0,27 0,08 0,05 0,01 0,05 0,09 0,07 0,08 0,26 0,10 0,11 0,08 0,1027
3 0,02 0,04 0,02 0,01 0,01 0,02 0,07 0,01 0,02 0,03 0,02 0,06 0,0269
4 0,21 0,32 0,07 0,04 0,01 0,05 0,05 0,01 0,04 0,03 0,02 0,06 0,0755
5 0,01 0,04 0,09 0,08 0,02 0,03 0,01 0,01 0,01 0,03 0,03 0,08 0,0366
6 0,02 0,08 0,09 0,08 0,07 0,09 0,11 0,04 0,09 0,15 0,16 0,08 0,0878
7 0,06 0,03 0,01 0,02 0,05 0,02 0,02 0,01 0,02 0,03 0,01 0,04 0,0259
8 0,02 0,08 0,21 0,23 0,22 0,18 0,16 0,08 0,17 0,04 0,11 0,13 0,1353
9 0,03 0,03 0,12 0,08 0,22 0,09 0,11 0,04 0,09 0,15 0,11 0,09 0,0959
10 0,27 0,24 0,21 0,34 0,22 0,18 0,21 0,53 0,17 0,30 0,37 0,17 0,2681
11 0,060 0,040 0,07 0,11 0,05 0,03 0,16 0,04 0,04 0,04 0,05 0,13 0,0694
12 0,01 0,02 0,01 0,01 0,01 0,02 0,01 0,01 0,02 0,03 0,01 0,019 0,0147
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.41 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
1 6,1%
2 10,3%
3 2,7%
4 7,6%
5 3,7%
6 8,8%
7 2,6%
8 13,5%
9 9,6%
10 26,8%
11 6,9%
12 1,5%
Tabla B.42 Porcentajes Obtenidos
B-18
AHP: ORGANIZACIN Y PERSONAL
tems evaluados:
1.7 Existencia de organigrama
1.8 Existencia de cargo de gerente de mantenimiento
1.9 Toma de decisiones de gerente da mantenimiento
1.10 Diferenciacin de operarios
1.11 Descripcin de cada cargo
1.12 Revisin de la calidad del mantenimiento
MATRIZ DE COMPARACIN POR PARES
1,1 1,2 1,3 1,4 1,5 1,6
1,1 1 1/5 1/9 2 1/5 1/9
1,2 5 1 1/2 5 5 1/5
1,3 9 2 1 9 5 2
1,4 1/2 1/5 1/9 1 1/5 1/9
1,5 5 1/5 1/5 5 1 1/5
1,6 9 5 1/2 9 5 1
TOTAL 29,50 8,60 2,42 31,00 16,40 3,62
Tabla B.43 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
1,1 1,2 1,3 1,4 1,5 1,6 PROMEDIO DE CADA FILA
1,1 0,03 0,02 0,05 0,06 0,01 0,03 0,035
1,2 0,17 0,12 0,21 0,16 0,30 0,06 0,169
1,3 0,31 0,23 0,41 0,29 0,30 0,55 0,350
1,4 0,02 0,02 0,05 0,03 0,01 0,03 0,027
1,5 0,17 0,02 0,08 0,16 0,06 0,06 0,092
1,6 0,31 0,58 0,21 0,29 0,30 0,28 0,327
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.44 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
1,1 3,5%
1,2 16,9%
1,3 35,0%
1,4 2,7%
1,5 9,2%
1,6 32,7%
Tabla B.45 Porcentajes Obtenidos
B-19
AHP: PRODUCTIVIDAD DE LA MANO DE OBRA
tems evaluados:
2.1 Rendimiento de los operarios
2.2 Tiempos estndares
2.3 Tiempos reales
2.4 Revisin de trabajos pendientes
2.5 Investigaciones de bajo rendimiento
MATRIZ DE COMPARACIN POR PARES
2,1 2,2 2,3 2,4 2,5
2,1 1 5 1/9 1/7 1/7
2,2 1/5 1 1/9 1/9 1/5
2,3 9 9 1 1/3 5
2,4 7 9 3 1 3
2,5 7 5 1/5 1/3 1
TOTAL 24,20 29,00 4,42 1,92 9,34
Tabla B.46 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
2,1 2,2 2,3 2,4 2,5 PROMEDIO DE CADA FILA
2,1 0,04 0,17 0,03 0,07 0,02 0,066
2,2 0,01 0,03 0,03 0,06 0,02 0,029
2,3 0,37 0,31 0,23 0,17 0,54 0,323
2,4 0,29 0,31 0,68 0,52 0,32 0,424
2,5 0,29 0,17 0,05 0,17 0,11 0,157
TOTAL 1,00 1,00 1,00 1,00 1,00 1
Tabla B.47 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
2,1 6,6%
2,2 2,9%
2,3 32,3%
2,4 42,4%
2,5 15,7%
Tabla B.48 Porcentajes Obtenidos
B-20
AHP: CAPACITACIN GERENCIAL
tems evaluados:
3.1 Capacitacin a gerentes
3.2 Avances tecnolgicos
MATRIZ DE COMPARACIN POR PARES
3,1 3,2
3,1 1 5
3,2 1/5 1
TOTAL 1,20 6,00
Tabla B.49 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
3,1 3,2
PROMEDIO DE CADA
FILA
3,1 0,83 0,83 0,833
3,2 0,17 0,17 0,167
TOTAL 1,00 1,00 1
Tabla B.50 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
3,1 83,3%
3,2 16,7%
Tabla B.51 Porcentajes Obtenidos
B-21
AHP: CAPACITACIN DE LOS TCNICOS
tems evaluados:
4.1 Capacitacin a tcnicos
4.2 Evaluaciones de capacidades
4.3 Perfiles de contratacin
MATRIZ DE COMPARACIN POR PARES
4,1 4,2 4,3
4,1 1 1/5 1/7
4,2 5 1 2
4,3 7 1/2 1
TOTAL 13,00 1,70 3,14
Tabla B.52 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
4,1 4,2 4,3
PROMEDIO DE CADA
FILA
4,1 0,08 0,12 0,05 0,080
4,2 0,38 0,59 0,64 0,536
4,3 0,54 0,29 0,32 0,384
TOTAL 1,00 1,00 1,00 1
Tabla B.53 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
4,1 8,0%
4,2 53,6%
4,3 38,4%
Tabla B.54 Porcentajes Obtenidos
B-22
AHP: MOTIVACIN
tems evaluados:
5.1 Identificacin con la empresa
5.2 Estabilidad laboral
5.3 Crecimiento en la empresa
5.4 Incentivos a empleados
5.5 Seguridad industrial
MATRIZ DE COMPARACIN POR PARES
5,1 5,2 5,3 5,4 5,5
5,1 1 5 3 5 1/9
5,2 1/5 1 1/5 7 1/8
5,3 1/3 5 1 5 1/4
5,4 1/5 1/7 1/5 1 1/7
5,5 9 8 4 7 1
TOTAL 10,73 19,14 8,40 25,00 1,63
Tabla B.55 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
5,1 5,2 5,3 5,4 5,5 PROMEDIO DE CADA FILA
5,1 0,09 0,26 0,36 0,20 0,07 0,196
5,2 0,02 0,05 0,02 0,28 0,08 0,090
5,3 0,03 0,26 0,12 0,20 0,15 0,153
5,4 0,02 0,01 0,02 0,04 0,09 0,036
5,5 0,84 0,42 0,48 0,28 0,61 0,525
TOTAL 1,00 1,00 1,00 1,00 1,00 1
Tabla B.56 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
5,1 19,6%
5,2 9,0%
5,3 15,3%
5,4 3,6%
5,5 52,5%
Tabla B.57 Porcentajes Obtenidos
B-23
AHP: ADMINISTRACIN Y CONTROL DEL PRESUPUESTO
tems evaluados:
6.1 Tener un registro de los materiales usados en un trabajo de mantenimiento
6.2 Tener un registro de los repuestos utilizados en un trabajo de mantenimiento
6.3 Poseer un software para controlar la cantidad de repuestos que hay en almacn
6.4 Llevar un control del tiempo de los trabajos de mantenimiento realizados
6.5 Poseer una divisin entre mantenimiento mecnico y mantenimiento elctrico
6.6 Llevar un registro del tiempo muerto de las maquinas
6.7 Tener algn mtodo para estimar los costos de mantenimiento
MATRIZ DE COMPARACN POR PARES
6,1 6,2 6,3 6,4 6,5 6,6 6,7
6,1 1 1 1/2 1/2 1/2 3 1/2
6,2 1 1 1 1 2 5 1
6,3 2 1 1 1/5 3 2 1/3
6,4 2 1 5 1 7 5 2
6,5 2 1/2 1/3 1/7 1 2 1/3
6,6 1/3 1/5 1/2 1/5 1/2 1 1/4
6,7 2 1 3 1/2 3 4 1
TOTAL 10,33 5,70 11,33 3,54 17,00 22,00 5,42
Tabla B.58 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
6,1 6,2 6,3 6,4 6,5 6,6 6,7 PROMEDIO DE CADA FILA
6,1 0,10 0,18 0,04 0,14 0,03 0,14 0,09 0,102
6,2 0,10 0,18 0,09 0,28 0,12 0,23 0,18 0,167
6,3 0,19 0,18 0,09 0,06 0,18 0,09 0,06 0,120
6,4 0,19 0,18 0,44 0,28 0,41 0,23 0,37 0,300
6,5 0,19 0,09 0,03 0,04 0,06 0,09 0,06 0,080
6,6 0,03 0,04 0,04 0,06 0,03 0,05 0,05 0,041
6,7 0,19 0,18 0,26 0,14 0,18 0,18 0,18 0,188
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.59 Matriz de Porcentajes y Promedios
B-24
PROMEDIOS OBTENIDOS
tem Porcentaje
6,1 10,2%
6,2 16,7%
6,3 12,0%
6,4 30,0%
6,5 8,0%
6,6 4,1%
6,7 18,8%
Tabla B.60 Porcentajes Obtenidos
AHP: PLANEACIN Y PROGRAMACIN DE LAS RDENES DE TRABAJO
tems evaluados:
7.1 Poseer rdenes de trabajo
7.2 Que las rdenes de trabajo sean fciles de llenar
7.3 Que la orden de trabajo tenga toda la informacin necesaria
7.4 Tener las rdenes de trabajo computarizadas
7.5 Que hayan paros programados en las maquinas para dar mantenimiento
7.6 Que el personal de produccin este enterado de estos paros
7.7 Tener sobreproduccin cuando se den los paros programados
7.8 Tener produccin de respaldo cuando se da un paro imprevisto
7.9 Actualizar los estndares de tiempo de realizacin de un trabajo de mantenimiento
MATRIZ DE COMPARACIN POR PARES
7,1 7,2 7,3 7,4 7.5.1 7.5.2 7.5.3 7.5.4 7,6
7,1 1 1 1 3 1/2 1/3 1/2 1/2 5
7,2 1 1 1 2 1/4 1/3 1/3 1/4 4
7,3 1 1 1 2 1/3 1/2 2 2 5
7,4 1/3 1/2 1/2 1 1/3 1/4 1/4 1/4 1/2
7.5.1 2 4 3 3 1 1/2 1 1/2 2
7.5.2 3 3 2 4 2 1 3 1/2 2
7.5.3 2 3 1/2 4 1 1/3 1 1 2
7.5.4 2 4 1/2 4 2 2 1 1 2
7,6 1/5 1/4 1/5 2 1/2 1/2 1/2 1/2 1
TOTAL 12,53 17,75 9,70 25,00 7,92 5,75 9,58 6,50 23,50
Tabla B.61 Matriz de Comparacin por Pares
B-25
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
7,1 7,2 7,3 7,4 7.5.1 7.5.2 7.5.3 7.5.4 7,6 PROMEDIO DE CADA FILA
7,1 0,08 0,06 0,10 0,12 0,06 0,06 0,05 0,08 0,21 0,091
7,2 0,08 0,06 0,10 0,08 0,03 0,06 0,03 0,04 0,17 0,072
7,3 0,08 0,06 0,10 0,08 0,04 0,09 0,21 0,31 0,21 0,131
7,4 0,03 0,03 0,05 0,04 0,04 0,04 0,03 0,04 0,02 0,035
7.5.1 0,16 0,23 0,31 0,12 0,13 0,09 0,10 0,08 0,09 0,144
7.5.2 0,24 0,17 0,21 0,16 0,25 0,17 0,31 0,08 0,09 0,186
7.5.3 0,16 0,17 0,05 0,16 0,13 0,06 0,10 0,15 0,09 0,119
7.5.4 0,16 0,23 0,05 0,16 0,25 0,35 0,10 0,15 0,09 0,171
7,6 0,02 0,01 0,02 0,08 0,06 0,09 0,05 0,08 0,04 0,050
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.62 Matriz de Porcentajes y Promedios
PROMEDIOS OBTENIDOS
tem Porcentaje
7,1 9,1%
7,2 7,2%
7,3 13,1%
7,4 3,5%
7.5.1 14,4%
7.5.2 18,6%
7.5.3 11,9%
7.5.4 17,1%
7,6 5,0%
Tabla B.63 Porcentajes Obtenidos
AHP: INSTALACIONES
tems evaluados:
8.1 Tener la distribucin en planta
8.2 Poseer un lugar para almacenar herramientas
8.3 Poseer un lugar para almacenar los repuestos
MATRIZ DE COMPARACIN POR PARES
8,1 8,2 8,3
8,1 1 4 4
8,2 1/4 1 1
8,3 1/4 1 1
TOTAL 1,50 6,00 6,00
Tabla B.64 Matriz de Comparacin por Pares
B-26
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
8,1 8,2 8,3 PROMEDIO DE CADA FILA
8,1 0,67 0,67 0,67 0,667
8,2 0,17 0,17 0,17 0,167
8,3 0,17 0,17 0,17 0,167
TOTAL 1,00 1,00 1,00 1
Tabla B.65 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
8,1 66,7%
8,2 16,7%
8,3 16,7%
Tabla B.66 Porcentajes Obtenidos
AHP: CONTROL DE ALMACENES Y HERRAMIENTAS
9.1 Catlogo del equipo
9.2 Informacin de localizacin de los proveedores
9.3 Poseer los repuestos necesarios para hacer reparaciones
9.4 Tener un inventario de los repuestos existentes
9.5 Tener las herramientas adecuadas para hacer una reparacin
9.6 Tener las herramientas al alcance
9.7 Ubicacin de rpida de los repuestos almacenados
9.8 Que este rotulado el lugar donde guardan los repuestos y herramientas
MATRIZ DE COMPARACIN POR PARES
9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8
9,1 1 1 1/3 1/3 1/7 1/3 1/3 1/3
9,2 1 1 1/3 1/3 1/7 1/3 1/3 1/3
9,3 3 3 1 2 1 3 2 2
9,4 3 3 1/2 1 1/2 2 1/2 2
9,5 7 7 1 2 1 2 2 2
9,6 3 3 1/3 1/2 1/2 1 2 1
9,7 3 3 1/2 2 1/2 1/2 1 1
9,8 3 3 1/2 1/2 1/2 1 1 1
TOTAL 24,00 24,00 4,50 8,67 4,29 10,17 9,17 9,67
Tabla B.67 Matriz de Comparacin por Pares
B-27
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8
PROMEDIO DE
CADA FILA
9,1 0,04 0,04 0,07 0,04 0,03 0,03 0,04 0,03 0,042
9,2 0,04 0,04 0,07 0,04 0,03 0,03 0,04 0,03 0,042
9,3 0,13 0,13 0,22 0,23 0,23 0,30 0,22 0,21 0,207
9,4 0,13 0,13 0,11 0,12 0,12 0,20 0,05 0,21 0,131
9,5 0,29 0,29 0,22 0,23 0,23 0,20 0,22 0,21 0,236
9,6 0,13 0,13 0,07 0,06 0,12 0,10 0,22 0,10 0,115
9,7 0,13 0,13 0,11 0,23 0,12 0,05 0,11 0,10 0,121
9,8 0,13 0,13 0,11 0,06 0,12 0,10 0,11 0,10 0,106
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.68 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
9,1 4,2%
9,2 4,2%
9,3 20,7%
9,4 13,1%
9,5 23,6%
9,6 11,5%
9,7 12,1%
9,8 10,6%
Tabla B.69 Porcentajes Obtenidos
AHP: MANTENIMIENTO PREVENTIVO E HISTORIA DEL EQUIPO
tems evaluados:
10.1 Dar mantenimiento peridico a los equipos ms importantes
10.2 Tener un plan general de mantenimiento preventivo
10.3 Llevar un registro histrico de las fallas de los equipos
10.4 Llevar un registro del tiempo que esta disponible el equipo para producir
10.5 Llevar un registro histrico de los repuestos que han sido utilizados en una maquina
10.6 Existencia de una persona encargada del plan de mantenimiento preventivo
10.7 Realizar informes detallados de mantenimiento preventivo
MATRIZ DE COMPARACIN POR PARES
10,1 10,2 10,3 10,4 10,5 10,6 10,7
10,1 1 1 1 1 1 1 1/2
10,2 1 1 1 1 2 1 3
10,3 1 1 1 2 2 1/3 1/4
10,4 1 1 1/2 1 1/4 1/5 1/2
10,5 1 1/2 1/2 4 1 1/5 1/2
10,6 1 1 3 5 5 1 1
10,7 2 1/3 4 2 2 1 1
TOTAL 8,00 5,83 11,00 16,00 13,25 4,73 6,75
Tabla B.70 Matriz de Comparacin por Pares
B-28
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
10,1 10,2 10,3 10,4 10,5 10,6 10,7 PROMEDIO DE CADA FILA
10,1 0,13 0,17 0,09 0,06 0,08 0,21 0,07 0,116
10,2 0,13 0,17 0,09 0,06 0,15 0,21 0,44 0,179
10,3 0,13 0,17 0,09 0,13 0,15 0,07 0,04 0,110
10,4 0,13 0,17 0,05 0,06 0,02 0,04 0,07 0,077
10,5 0,13 0,09 0,05 0,25 0,08 0,04 0,07 0,100
10,6 0,13 0,17 0,27 0,31 0,38 0,21 0,15 0,231
10,7 0,25 0,06 0,36 0,13 0,15 0,21 0,15 0,187
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.71 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
10,1 11,6%
10,2 17,9%
10,3 11,0%
10,4 7,7%
10,5 10,0%
10,6 23,1%
10,7 18,7%
Tabla B.72 Porcentajes Obtenidos
AHP: MEDICION DE TRABAJOS E INCENTIVOS
tems evaluados:
11.1 Tener algn mtodo para controlar el tiempo de trabajo del personal de la planta
11.2 Entregar reconocimientos a empleados sobresalientes
MATRIZ DE COMPARACIN POR PARES
11,1 11,2
11,1 1 2
11,2 1/2 1
TOTAL 1,50 3,00
Tabla B.73 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
11,1 11,2
PROMEDIO DE
CADA FILA
11,1 0,67 0,67 0,667
11,2 0,33 0,33 0,333
TOTAL 1,00 1,00 1
Tabla B.74 Matriz de Porcentajes y Promedios
B-29
PORCENTAJ ES OBTENIDOS
tem Porcentaje
11,1 66,7%
11,2 33,3%
Tabla B.75 Porcentajes Obtenidos
AHP: SISTEMA DE INFORMACION
tems evaluados:
12.1Tener un software para administrar todo el plan de mantenimiento preventivo
12.2 Tener un software para controlar los gastos en concepto de mantenimiento
12.3 Tener un software que genere listas de instrucciones para el mantenimiento preventivo
MATRIZ DE COMPARACIN POR PARES
12,1 12,2 12,3
12,1 1 1 1
12,2 1 1 1
12,3 1 1 1
TOTAL 3,00 3,00 3,00
Tabla B.76 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
12,1 12,2 12,3
PROMEDIO DE
CADA FILA
12,1 0,33 0,33 0,33 0,333
12,2 0,33 0,33 0,33 0,333
12,3 0,33 0,33 0,33 0,333
TOTAL 1,00 1,00 1,00 1
Tabla B.77 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
12,1 33,3%
12,2 33,3%
12,3 33,3%
Tabla B.78 Porcentajes Obtenidos
B-30
AHP Completado por el Ing. Alfredo Zavala
AHP GENERAL
tems evaluados:
13. Organizacin y personal
14. Productividad de la mano de obra
15. Capacitacin gerencial
16. Capacitacin de los tcnicos
17. Motivacin
18. Administracin y control del presupuesto
19. Planeacin y programacin de las rdenes de trabajo
20. Instalaciones
21. Control de almacenes y herramientas
22. Mantenimiento preventivo e historia del equipo
23. Medicin de trabajos e incentivos
24. Sistema de informacin
MATRIZ DE COMPARACIN POR PARES
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 2 1/7 1/7 1 1/9 4 1 1/9 3 1/9
2 1 1 1 1 3 4 1/8 5 1 1/9 3 3
3 1/2 1 1 1 3 1 1/3 5 5 1/7 2 1
4 7 1 1 1 7 3 9 9 1 1 4 1
5 7 1/3 1/3 1/7 1 1/5 1/5 1 1 1/9 1 1
6 1 1/4 1 1/3 5 1 1 6 2 1/9 2 1
7 9 8 3 1/9 5 1 1 8 1/5 1/2 3 3
8 1/4 1/5 1/5 1/9 1 1/6 1/8 1 1 1/8 1 1/7
9 1 1 1/5 1 1 1/2 5 1 1 1/7 7 1
10 9 9 7 1 9 9 2 8 7 1 5 3
11 1/3 1/3 1/2 1/4 1 1/2 1/3 1 1/7 1/5 1 1/5
12 9 1/3 1 1 1 1 1/3 7 1 1/3 5 1
TOTAL 46,08 23,45 18,23 7,09 37,14 22,37 19,56 56,00 21,34 3,89 37,00 15,45
Tabla B.79 Matriz de Comparacin por Pares
B-31
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
1 2 3 4 5 6 7 8 9 10 11 12
PROMEDIO DE
CADA FILA
1 0,02 0,04 0,11 0,02 0,00 0,04 0,01 0,07 0,05 0,03 0,08 0,01 0,0403
2 0,02 0,04 0,05 0,14 0,08 0,18 0,01 0,09 0,05 0,03 0,08 0,19 0,0805
3 0,01 0,04 0,05 0,14 0,08 0,04 0,02 0,09 0,23 0,04 0,05 0,06 0,0726
4 0,15 0,04 0,05 0,14 0,19 0,13 0,46 0,16 0,05 0,26 0,11 0,06 0,1509
5 0,15 0,01 0,02 0,02 0,03 0,01 0,01 0,02 0,05 0,03 0,03 0,06 0,0363
6 0,02 0,01 0,05 0,05 0,13 0,04 0,05 0,11 0,09 0,03 0,05 0,06 0,0594
7 0,20 0,34 0,16 0,02 0,13 0,04 0,05 0,14 0,01 0,13 0,08 0,19 0,1253
8 0,01 0,01 0,01 0,02 0,03 0,01 0,01 0,02 0,05 0,03 0,03 0,01 0,0179
9 0,02 0,04 0,01 0,14 0,03 0,02 0,26 0,02 0,05 0,04 0,19 0,06 0,0730
10 0,20 0,38 0,38 0,14 0,24 0,40 0,10 0,14 0,33 0,26 0,14 0,19 0,2424
11 0,007 0,014 0,03 0,04 0,03 0,02 0,02 0,02 0,01 0,05 0,03 0,01 0,0222
12 0,20 0,01 0,05 0,14 0,03 0,04 0,02 0,13 0,05 0,09 0,14 0,06 0,0793
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
Tabla B.80 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
1 4,0%
2 8,1%
3 7,3%
4 15,1%
5 3,6%
6 5,9%
7 12,5%
8 1,8%
9 7,3%
10 24,2%
11 2,2%
12 7,9%
Tabla B.81 Porcentajes Obtenidos
B-32
AHP: ORGANIZACIN Y PERSONAL
tems evaluados:
1.13 Existencia de organigrama
1.14 Existencia de cargo de gerente de mantenimiento
1.15 Toma de decisiones de gerente da mantenimiento
1.16 Diferenciacin de operarios
1.17 Descripcin de cada cargo
1.18 Revisin de la calidad del mantenimiento
MATRIZ DE COMPARACIN POR PARES
1,1 1,2 1,3 1,4 1,5 1,6
1,1 1 3 1/5 1 1 1/3
1,2 1/3 1 1/7 1 1 1
1,3 5 7 1 3 3 3
1,4 1 1 1/3 1 3 1
1,5 1 1 1/3 1/3 1 1/4
1,6 3 1 1/3 1 4 1
TOTAL 11,33 14,00 2,34 7,33 13,00 6,58
Tabla B.82 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
1,1 1,2 1,3 1,4 1,5 1,6 PROMEDIO DE CADA FILA
1,1 0,09 0,21 0,09 0,14 0,08 0,05 0,109
1,2 0,03 0,07 0,06 0,14 0,08 0,15 0,088
1,3 0,44 0,50 0,43 0,41 0,23 0,46 0,411
1,4 0,09 0,07 0,14 0,14 0,23 0,15 0,137
1,5 0,09 0,07 0,14 0,05 0,08 0,04 0,077
1,6 0,26 0,07 0,14 0,14 0,31 0,15 0,179
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.83 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
1,1 10,9%
1,2 8,8%
1,3 41,1%
1,4 13,7%
1,5 7,7%
1,6 17,9%
Tabla B.84 Porcentajes Obtenidos
B-33
AHP: PRODUCTIVIDAD DE LA MANO DE OBRA
tems evaluados:
2.1 Rendimiento de los operarios
2.2 Tiempos estndares
2.3 Tiempos reales
2.4 Revisin de trabajos pendientes
2.5 Investigaciones de bajo rendimiento
MATRIZ DE COMPARACIN POR PARES
2,1 2,2 2,3 2,4 2,5
2,1 1 4 1 1/2 1/5
2,2 1/4 1 1/3 1 1/5
2,3 1 3 1 1 1/5
2,4 2 1 1 1 1
2,5 5 5 5 1 1
TOTAL 9,25 14,00 8,33 4,50 2,60
Tabla B.85 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
2,1 2,2 2,3 2,4 2,5 PROMEDIO DE CADA FILA
2,1 0,11 0,29 0,12 0,11 0,08 0,140
2,2 0,03 0,07 0,04 0,22 0,08 0,088
2,3 0,11 0,21 0,12 0,22 0,08 0,148
2,4 0,22 0,07 0,12 0,22 0,38 0,203
2,5 0,54 0,36 0,60 0,22 0,38 0,421
TOTAL 1,00 1,00 1,00 1,00 1,00 1
Tabla B.86 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
2,1 14,0%
2,2 8,8%
2,3 14,8%
2,4 20,3%
2,5 42,1%
Tabla B.87 Porcentajes Obtenidos
B-34
AHP: CAPACITACIN GERENCIAL
tems evaluados:
3.1 Capacitacin a gerentes
3.2 Avances tecnolgicos
MATRIZ DE COMPARACIN POR PARES
3,1 3,2
3,1 1 4
3,2 1/4 1
TOTAL 1,25 5,00
Tabla B.88 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
3,1 3,2
PROMEDIO DE CADA
FILA
3,1 0,80 0,80 0,800
3,2 0,20 0,20 0,200
TOTAL 1,00 1,00 1
Tabla B.89 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
3,1 80,0%
3,2 20,0%
Tabla B.90 Porcentajes Obtenidos
B-35
AHP: CAPACITACIN DE LOS TCNICOS
tems evaluados:
4.1 Capacitacin a tcnicos
4.2 Evaluaciones de capacidades
4.3 Perfiles de contratacin
MATRIZ DE COMPARACIN POR PARES
4,1 4,2 4,3
4,1 1 5 9
4,2 1/5 1 1
4,3 1/9 1 1
TOTAL 1,31 7,00 11,00
Tabla B.91 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
4,1 4,2 4,3 PROMEDIO DE CADA FILA
4,1 0,76 0,71 0,82 0,765
4,2 0,15 0,14 0,09 0,129
4,3 0,08 0,14 0,09 0,106
TOTAL 1,00 1,00 1,00 1
Tabla B.92 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
4,1 76,5%
4,2 12,9%
4,3 10,6%
Tabla B.93 Porcentajes Obtenidos
B-36
AHP: MOTIVACIN
tems evaluados:
5.1 Identificacin con la empresa
5.2 Estabilidad laboral
5.3 Crecimiento en la empresa
5.4 Incentivos a empleados
5.5 Seguridad industrial
MATRIZ DE COMPARACIN POR PARES
5,1 5,2 5,3 5,4 5,5
5,1 1 1 1/3 1/2 1
5,2 1 1 1 1 3
5,3 3 1 1 1 2
5,4 2 1 1 1 2
5,5 1 1/3 1/2 1/2 1
TOTAL 8,00 4,33 3,83 4,00 9,00
Tabla B.94 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
5,1 5,2 5,3 5,4 5,5 PROMEDIO DE CADA FILA
5,1 0,13 0,23 0,09 0,13 0,11 0,136
5,2 0,13 0,23 0,26 0,25 0,33 0,240
5,3 0,38 0,23 0,26 0,25 0,22 0,268
5,4 0,25 0,23 0,26 0,25 0,22 0,243
5,5 0,13 0,08 0,13 0,13 0,11 0,114
TOTAL 1,00 1,00 1,00 1,00 1,00 1
Tabla B.95 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
5,1 13,6%
5,2 24,0%
5,3 26,8%
5,4 24,3%
5,5 11,4%
Tabla B.96 Porcentajes Obtenidos
B-37
AHP: ADMINISTRACIN Y CONTROL DEL PRESUPUESTO
tems evaluados:
6.1 Tener un registro de los materiales usados en un trabajo de mantenimiento
6.2 Tener un registro de los repuestos utilizados en un trabajo de mantenimiento
6.3 Poseer un software para controlar la cantidad de repuestos que hay en almacn
6.4 Llevar un control del tiempo de los trabajos de mantenimiento realizados
6.5 Poseer una divisin entre mantenimiento mecnico y mantenimiento elctrico
6.6 Llevar un registro del tiempo muerto de las maquinas
6.7 Tener algn mtodo para estimar los costos de mantenimiento
MATRIZ DE COMPARACN POR PARES
6,1 6,2 6,3 6,4 6,5 6,6 6,7
6,1 1 1 8 3 3 3 1
6,2 1 1 1 8 3 3 1
6,3 1/8 1 1 1/3 1 3 1/2
6,4 1/3 1/8 3 1 3 1 1
6,5 1/3 1/3 1 1/3 1 1/2 1/3
6,6 1/3 1/3 1/3 1 2 1 1/5
6,7 1 1 2 1 3 5 1
TOTAL 4,13 4,79 16,33 14,67 16,00 16,50 5,03
Tabla B.97 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
6,1 6,2 6,3 6,4 6,5 6,6 6,7 PROMEDIO DE CADA FILA
6,1 0,24 0,21 0,49 0,20 0,19 0,18 0,20 0,245
6,2 0,24 0,21 0,06 0,55 0,19 0,18 0,20 0,232
6,3 0,03 0,21 0,06 0,02 0,06 0,18 0,10 0,095
6,4 0,08 0,03 0,18 0,07 0,19 0,06 0,20 0,115
6,5 0,08 0,07 0,06 0,02 0,06 0,03 0,07 0,056
6,6 0,08 0,07 0,02 0,07 0,13 0,06 0,04 0,066
6,7 0,24 0,21 0,12 0,07 0,19 0,30 0,20 0,190
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.98 Matriz de Porcentajes y Promedios
PROMEDIOS OBTENIDOS
tem Porcentaje
6,1 24,5%
6,2 23,2%
6,3 9,5%
6,4 11,5%
6,5 5,6%
6,6 6,6%
6,7 19,0%
Tabla B.99 Porcentajes Obtenidos
B-38
AHP: PLANEACIN Y PROGRAMACIN DE LAS RDENES DE TRABAJO
tems evaluados:
7.1 Poseer rdenes de trabajo
7.2 Que las rdenes de trabajo sean fciles de llenar
7.3 Que la orden de trabajo tenga toda la informacin necesaria
7.4 Tener las rdenes de trabajo computarizadas
7.5 Que hayan paros programados en las maquinas para dar mantenimiento
7.6 Que el personal de produccin este enterado de estos paros
7.7 Tener sobreproduccin cuando se den los paros programados
7.8 Tener produccin de respaldo cuando se da un paro imprevisto
7.9 Actualizar los estndares de tiempo de realizacin de un trabajo de mantenimiento
MATRIZ DE COMPARACIN POR PARES
7,1 7,2 7,3 7,4 7.5.1 7.5.2 7.5.3 7.5.4 7,6
7,1 1 1 1 5 1 1 3 1/5 5
7,2 1 1 1 3 1 1/3 2 1/5 3
7,3 1 1 1 7 1 1/2 4 1/5 3
7,4 1/5 1/3 1/7 1 1/7 1/5 2 1/5 3
7.5.1 1 1 1 7 1 1 1/7 1 5
7.5.2 1 3 2 5 1 1 5 1 5
7.5.3 1/3 1/2 1/4 1/2 7 1/5 1 1/7 1
7.5.4 5 5 5 5 1 1 7 1 7
7,6 1/5 1/3 1/3 1/3 1/5 1/5 1 1/7 1
TOTAL 10,73 13,17 11,73 33,83 13,34 5,43 25,14 4,09 33,00
Tabla B.100 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
7,1 7,2 7,3 7,4 7.5.1 7.5.2 7.5.3 7.5.4 7,6 PROMEDIO DE CADA FILA
7,1 0,09 0,08 0,09 0,15 0,07 0,18 0,12 0,05 0,15 0,109
7,2 0,09 0,08 0,09 0,09 0,07 0,06 0,08 0,05 0,09 0,078
7,3 0,09 0,08 0,09 0,21 0,07 0,09 0,16 0,05 0,09 0,103
7,4 0,02 0,03 0,01 0,03 0,01 0,04 0,08 0,05 0,09 0,039
7.5.1 0,09 0,08 0,09 0,21 0,07 0,18 0,01 0,24 0,15 0,125
7.5.2 0,09 0,23 0,17 0,15 0,07 0,18 0,20 0,24 0,15 0,166
7.5.3 0,03 0,04 0,02 0,01 0,52 0,04 0,04 0,03 0,03 0,086
7.5.4 0,47 0,38 0,43 0,15 0,07 0,18 0,28 0,24 0,21 0,268
7,6 0,02 0,03 0,03 0,01 0,01 0,04 0,04 0,03 0,03 0,027
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.101 Matriz de Porcentajes y Promedios
B-39
PROMEDIOS OBTENIDOS
tem Porcentaje
7,1 10,9%
7,2 7,8%
7,3 10,3%
7,4 3,9%
7.5.1 12,5%
7.5.2 16,6%
7.5.3 8,6%
7.5.4 26,8%
7,6 2,7%
Tabla B.102 Porcentajes Obtenidos
AHP: INSTALACIONES
tems evaluados:
8.1 Tener la distribucin en planta
8.2 Poseer un lugar para almacenar herramientas
8.3 Poseer un lugar para almacenar los repuestos
MATRIZ DE COMPARACIN POR PARES
8,1 8,2 8,3
8,1 1 7 7
8,2 1/7 1 1
8,3 1/7 1 1
TOTAL 1,29 9,00 9,00
Tabla B.103 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
8,1 8,2 8,3 PROMEDIO DE CADA FILA
8,1 0,78 0,78 0,78 0,778
8,2 0,11 0,11 0,11 0,111
8,3 0,11 0,11 0,11 0,111
TOTAL 1,00 1,00 1,00 1
Tabla B.104 Matriz de Porcentajes y Promedios
B-40
PORCENTAJ ES OBTENIDOS
tem Porcentaje
8,1 77,8%
8,2 11,1%
8,3 11,1%
Tabla B.105 Porcentajes Obtenidos
AHP: CONTROL DE ALMACENES Y HERRAMIENTAS
9.1 Catlogo del equipo
9.2 Informacin de localizacin de los proveedores
9.3 Poseer los repuestos necesarios para hacer reparaciones
9.4 Tener un inventario de los repuestos existentes
9.5 Tener las herramientas adecuadas para hacer una reparacin
9.6 Tener las herramientas al alcance
9.7 Ubicacin de rpida de los repuestos almacenados
9.8 Que este rotulado el lugar donde guardan los repuestos y herramientas
MATRIZ DE COMPARACIN POR PARES
9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8
9,1 1 1 1/9 1/3 1/5 1/5 1/5 1/5
9,2 1 1 1 1 1/3 1/5 1/5 1/3
9,3 9 1 1 1 1 2 1 1
9,4 3 1 1 1 1 1 1 2
9,5 5 3 1 1 1 1/2 1/2 1
9,6 5 5 1/2 1 2 1 1 1
9,7 5 5 1 1 2 1 1 2
9,8 5 3 1 1/2 1 1 1/2 1
TOTAL 34,00 20,00 6,61 6,83 8,53 6,90 5,40 8,53
Tabla B.106 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8
PROMEDIO DE
CADA FILA
9,1 0,03 0,05 0,02 0,05 0,02 0,03 0,04 0,02 0,032
9,2 0,03 0,05 0,15 0,15 0,04 0,03 0,04 0,04 0,065
9,3 0,26 0,05 0,15 0,15 0,12 0,29 0,19 0,12 0,165
9,4 0,09 0,05 0,15 0,15 0,12 0,14 0,19 0,23 0,140
9,5 0,15 0,15 0,15 0,15 0,12 0,07 0,09 0,12 0,124
9,6 0,15 0,25 0,08 0,15 0,23 0,14 0,19 0,12 0,163
9,7 0,15 0,25 0,15 0,15 0,23 0,14 0,19 0,23 0,187
9,8 0,15 0,15 0,15 0,07 0,12 0,14 0,09 0,12 0,124
Tabla B.107 Matriz de Porcentajes y Promedios
B-41
PORCENTAJ ES OBTENIDOS
tem Porcentaje
9,1 3,2%
9,2 6,5%
9,3 16,5%
9,4 14,0%
9,5 12,4%
9,6 16,3%
9,7 18,7%
9,8 12,4%
Tabla B.108 Porcentajes Obtenidos
AHP: MANTENIMIENTO PREVENTIVO E HISTORIA DEL EQUIPO
tems evaluados:
10.1 Dar mantenimiento peridico a los equipos ms importantes
10.2 Tener un plan general de mantenimiento preventivo
10.3 Llevar un registro histrico de las fallas de los equipos
10.4 Llevar un registro del tiempo que esta disponible el equipo para producir
10.5 Llevar un registro histrico de los repuestos que han sido utilizados en una maquina
10.6 Existencia de una persona encargada del plan de mantenimiento preventivo
10.7 Realizar informes detallados de mantenimiento preventivo
MATRIZ DE COMPARACIN POR PARES
10,1 10,2 10,3 10,4 10,5 10,6 10,7
10,1 1 1 2 2 2 1 1
10,2 1 1 1 2 2 1 1
10,3 1/2 1 1 2 1 1 1
10,4 1/2 1/2 1/2 1 2 1/2 1
10,5 1/2 1/2 1 1/2 1 1 1
10,6 1 1 1 2 1 1 1
10,7 1 1 1 1 1 1 1
TOTAL 5,50 6,00 7,50 10,50 10,00 6,50 7,00
Tabla B.109 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
10,1 10,2 10,3 10,4 10,5 10,6 10,7 PROMEDIO DE CADA FILA
10,1 0,18 0,17 0,27 0,19 0,20 0,15 0,14 0,186
10,2 0,18 0,17 0,13 0,19 0,20 0,15 0,14 0,167
10,3 0,09 0,17 0,13 0,19 0,10 0,15 0,14 0,140
10,4 0,09 0,08 0,07 0,10 0,20 0,08 0,14 0,108
10,5 0,09 0,08 0,13 0,05 0,10 0,15 0,14 0,107
10,6 0,18 0,17 0,13 0,19 0,10 0,15 0,14 0,153
10,7 0,18 0,17 0,13 0,10 0,10 0,15 0,14 0,139
TOTAL 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1
Tabla B.110 Matriz de Porcentajes y Promedios
B-42
PORCENTAJ ES OBTENIDOS
tem Porcentaje
10,1 18,6%
10,2 16,7%
10,3 14,0%
10,4 10,8%
10,5 10,7%
10,6 15,3%
10,7 13,9%
Tabla B.111 Porcentajes Obtenidos
AHP: MEDICION DE TRABAJOS E INCENTIVOS
tems evaluados:
11.1 Tener algn mtodo para controlar el tiempo de trabajo del personal de la planta
11.2 Entregar reconocimientos a empleados sobresalientes
MATRIZ DE COMPARACIN POR PARES
11,1 11,2
11,1 1 5
11,2 1/5 1
TOTAL 1,20 6,00
Tabla B.112 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
11,1 11,2
PROMEDIO DE
CADA FILA
11,1 0,83 0,83 0,833
11,2 0,17 0,17 0,167
TOTAL 1,00 1,00 1
Tabla B.113 Matriz de Porcentajes y Promedios
PORCENTAJ ES OBTENIDOS
tem Porcentaje
11,1 83,3%
11,2 16,7%
Tabla B.114 Porcentajes Obtenidos
B-43
AHP: SISTEMA DE INFORMACION
tems evaluados:
12.1Tener un software para administrar todo el plan de mantenimiento preventivo
12.2 Tener un software para controlar los gastos en concepto de mantenimiento
12.3 Tener un software que genere listas de instrucciones para el mantenimiento preventivo
MATRIZ DE COMPARACIN POR PARES
12,1 12,2 12,3
12,1 1 5 1
12,2 1/5 1 1
12,3 1 1 1
TOTAL 2,20 7,00 3,00
Tabla B.115 Matriz de Comparacin por Pares
MATRIZ DE PORCENTAJ ES Y PROMEDIOS
12,1 12,2 12,3
PROMEDIO DE
CADA FILA
12,1 0,45 0,71 0,33 0,501
12,2 0,09 0,14 0,33 0,189
12,3 0,45 0,14 0,33 0,310
TOTAL 1,00 1,00 1,00 1
Tabla B.116 Matriz de Porcentajes y Promedios
PROCENTAJ ES OBTENIDOS
tem Porcentaje
12,1 50,1%
12,2 18,9%
12,3 31,0%
Tabla B.117 Porcentajes Obtenidos
B-44
ANEXO C
C-1
ANEXO C. MANUAL DE USUARIO PARA HERRAMIENTA INFORMTICA
1. INSTALACIN DE LA APLICACIN.
1.1 INSTALACIN DE PRERREQUISITOS DE FUNCIONAMIENTO
La presente aplicacin informtica ha sido desarrollada en el ambiente de Microsoft Excel; por lo
tanto, para que sta pueda funcionar adecuadamente, es un requisito indispensable tener
instalado Microsoft Excel en la computadora.
El primer paso que debe realizarse, es la instalacin de los prerrequisitos para que el software
funcione correctamente. Para esto se deben seguir los siguientes pasos:
Paso 1: Abrir el disco compacto adjunto a este documento y hacer Doble Click sobre el flder o
carpeta llamada Prerrequisitos.
Figura C.1 Carpeta con prerrequisitos de funcionamiento del Software
Paso 2: Una vez dentro de la carpeta Prerrequisitos, seleccionar la carpeta llamada
Calendario Excel y luego en el men Edicin seleccionar la opcin Copiar.
C-2
Figura C.2 Carpeta con prerrequisitos de funcionamiento del Software
Paso 3: Seleccionar Mi PC e ingresar a l.
Figura C.3 Icono de Mi PC
Paso 4: Hacer doble click sobre el icono del la Unidad de disco duro C.
Figura C.3 Icono de la Unidad de Disco Duro C
C-3
Paso 5: Una vez dentro de la Unidad de disco duro C, seleccionar el men Edicin y escoger la
opcin Pegar. (Nota: Esta carpeta debe ser copiada en la Unidad de disco C de lo contrario la
aplicacin no funcionar adecuadamente)
Figura C.4a Carpeta de Unidad C en donde se colocarn los prerrequisitos de funcionamiento del Software
Como resultado se tendr una copia de la carpeta que contiene los requisitos de funcionamiento
del software.
Figura C.4b Carpeta de Unidad C en donde se colocarn los prerrequisitos de funcionamiento del Software
C-4
1.2 CREACIN DE UNA COPIA DE LA APLICACIN INFORMTICA
Cuando se tiene una copia, dentro de la Unidad de disco duro C, con los requisitos de
funcionamiento del software; se procede a generar una copia de la carpeta que contiene la
aplicacin.
Paso 1: Abrir el disco compacto adjunto a este documento y seleccionar la carpeta llamada
Software Gestin de Mantenimiento. Luego, en el men Edicin seleccionar la opcin
Copiar.
Figura C.5 Carpeta que contiene la aplicacin.
Paso 2: Escoger el Escritorio de la computadora como lugar de destino. Hacer Click
derecho sobre cualquier parte de ste y seleccionar la opcin Pegar del men
emergente.
Figura C.6 Men y opcin pegar.
C-5
2. ABRIR LA APLICACIN
Para iniciar esta aplicacin, hay que ingresar a la carpeta Software Gestin de
Mantenimiento (recientemente copiada en la Unidad de disco duro de la computadora) y
hacer doble click sobre el archivo de Microsoft Excel llamado SGM.
Figura C.7 Inicio de la aplicacin.
3. INICIO DE LA APLICACIN INFORMTICA
Cuando se abre el archivo SGM se inicia el software. Durante este proceso de
inicializacin es posible que Microsoft Excel posea un nivel de seguridad alto para los
Macros. Si este es el caso, aparecer en pantalla el siguiente mensaje:
Figura C.8 Mensaje de seguridad de Macros en Microsoft Excel.
C-6
Para solucionar este problema, se debe presionar el botn Aceptar del cuadro de dialogo
que aparece y seguir los siguientes pasos:
Paso 1: Seleccionar del men Herramientas la opcin Macro; posteriormente, del
submen que aparece escoger la opcin Seguridad tal como se muestra en la siguiente
figura.
Figura C.9 Forma de acceso a ficha de seguridad de macros de Excel.
Paso 2: Aparecer en pantalla la ventana de seguridad para macros de Microsoft Excel.
De la ficha Nivel de seguridad seleccionar la opcin Medio y presionar el botn
Aceptar. El nivel de seguridad que aparecer por omisin ser el nivel alto; si este nivel
no se cambia, el programa no funcionar debidamente.
C-7
Figura C.10 Ficha de nivel de seguridad de macros. Nivel alto.
Figura C.11 Ficha de nivel de seguridad de macros. Nivel medio.
C-8
Paso 3: Cerrar Microsoft Excel. Volver a hacer doble click sobre el archivo de Excel SGM
para abrirlo. En esta ocasin, aparecer en pantalla el siguiente cuadro de dialogo.
Figura C.12 Mensaje de seguridad de Macros en Microsoft Excel.
De este cuadro de dialogo, seleccionar la el botn Habilitar macros para comenzar a
utilizar esta aplicacin.
3.1 PANTALLA DE INICIO.
La primera pantalla que aparece es la de bienvenida. En ella se encuentran tres botones:
inicio, manual de usuario y salir.
Figura C.13 Pantalla de inicio de la aplicacin
C-9
Funciones de cada botn
INICIO: Si se oprime este botn, se accede instantneamente al men principal en donde
se encuentran todas las opciones para La Gestin de Mantenimiento.
MANUAL DE USUARIO: Si se oprime este botn, se tiene acceso inmediato al manual del
usuario.
SALIR: Cierra la aplicacin.
3.2 MEN PRINCIPAL
En la pantalla del men principal se presentan todos los mdulos disponibles para la Gestin
de Mantenimiento. En total son ocho opciones diferentes destinadas a la administracin de
mantenimiento.
Figura C.14 Men principal de la aplicacin.
C-10
Funciones de cada botn:
INVENTARIO: Inicia el mdulo para consultar el inventario de mquinas y vlvulas de la
Lnea de Decapado y Planta Regeneradora de cido.
CATASTRO: Permite comenzar la manipulacin del catastro. Consultas, eliminacin y
adicin de equipo.
ORDEN DE TRABAJ O: Este botn comienza el mdulo para la administracin de las
rdenes de trabajo de mantenimiento correctivo y preventivo. Creacin, consulta y
modificacin.
CALENDARIO: Inicia el calendario de esta aplicacin para consultar las actividades que se
tienen programadas para un determinado da.
PLANEACION: Permite acceder a la planeacin o programacin anual de los
mantenimientos preventivos de cada equipo.
HISTORIAL DE FALLAS: Abre la base de datos del histrico de fallas y su respectivos
mdulos de consulta y filtrado de informacin.
HISTORIAL DE COSTOS: Abre la base de datos del histrico de costos y sus respectivos
mdulos de consulta, filtrado de informacin y grficos de anlisis.
NIDICES KPI: Abre la base de datos de los ndices de desempeo con sus respectivos
mdulos de comparacin grfica.
SALIR: cierra la aplicacin.
Ms adelante en este documento se explicar con mayor profundidad el funcionamiento completo
de cada mdulo antes mencionado.
4. INVENTARIO
Al oprimir el botn INVENTARIO del men principal, se inicia un formulario para poder
consultar tanto el inventario del equipo en las zonas que componen la Lnea de Decapado,
como el inventario de las vlvulas y tanques dentro de las mismas.
4.1 INVENTARIO DE VLVULAS Y TANQUES
4.1.1 CONSULTA DE INFORMACIN
Para poder consultar el inventario de todas las vlvulas y tanques dentro de la Lnea de
Decapado, se deben seguir los siguientes pasos:
Paso 1: Hacer click sobre la opcin VLVULAS en el rea de bsqueda de equipo que
aparece en el formulario (Figura C.15).
C-11
Paso 2: Oprimir el botn CONSULTAR
Figura C.15 Formulario para consultar el inventario de equipo y vlvulas.
Cuando se realizan los primeros dos pasos, se abre la base de datos del inventario de vlvulas y
tanques. Y aparece el men principal de esta base de datos.
Figura C.16 Men principal de inventario de vlvulas.
C-12
Funciones de cada botn:
ULTRAFILTRADO: Muestra el inventario de vlvulas en la zona de ultra filtrado.
DESMINERALIZADO: Muestra el inventario de vlvulas en la zona de
desmineralizado.
ALMACEN CIDO: Muestra el inventario de vlvulas en la zona de
almacenamiento de cido.
PICKLING LINE: Muestra el inventario de vlvulas en la zona de Decapado.
NEUTRALIZADO: Muestra el inventario de vlvulas en la zona de neutralizado
BOILER EXHAUST: Muestra el inventario de vlvulas en la zona de salida de la
caldera.
PICK. LINE EXHAUST: Muestra el inventario de vlvulas en la zona de salida de
Decapado.
TANQUES: Muestra el inventario de taques dentro de la Lnea de Decapado.
REG. CIDO: Muestra el inventario de vlvulas en la planta de regeneracin de
cido.
SALIR: Cierra la base de datos de inventario de vlvulas y tanques.
As por ejemplo, si se desea consultar el inventario de vlvulas en el rea de
desmineralizado basta con oprimir el botn N 2 del men principal del inventario de
vlvulas y tanques.
Figura C.17 Men principal de inventario de vlvulas. Seleccin de una opcin de consulta
Cuando se selecciona un botn de los existentes en el men principal, se accede a la
informacin relacionada a la zona especificada. (Figura C.17).
C-13
Figura C.18 Registro de consulta de vlvulas.
El rea de consulta de esta base de datos presenta la informacin de cada vlvula de forma
ordenada y organizada. Se muestra el cdigo asignado a la dicha vlvula y dems informacin
tcnica de sta.
Para consultar las vlvulas de una zona diferente, se debe seleccionar la opcin IR A MEN que
aparece en la esquina superior derecha del listado de inventario y escoger el botn
correspondiente a la zona deseada en el men principal.
4.1.2 MODIFICACIN DE DATOS O REGISTROS
Para hacer cambios en los datos tcnicos mostrados en el registro, se debe seleccionar la
celda en la cual se desea modificar los datos y hacer las correcciones deseadas.
Figura C.19 Registro de consulta de vlvulas. Modificacin de datos.
4.1.3 ELIMINACIN DE REGISTROS
Para eliminar un registro completo, esto significa eliminar toda la informacin de una vlvula,
se recomienda seguir los siguientes pasos:
Paso 1: Seleccionar todas las celdas (fila completa) de la vlvula que desea eliminar.
C-14
Figura C.20 Registro de consulta de vlvulas. Seleccin de datos para eliminacin.
Paso 2: Sobre la seleccin de celdas realizada, hacer click derecho y escoger la opcin
Eliminar
Figura C.21 Seleccin de opcin Eliminar.
4.1.4 SALIR DE BASE DE DATOS
Para cerrar la base de datos del inventario de vlvulas se debe hacer click sobre el botn
SALIR del men principal, este automticamente guardar las modificaciones realizadas en
los registros de vlvulas. Una segunda opcin para salir cerrar esta base de datos es mediante
el Men Archivo de la barra de mens de Excel.
4.2 INVENTARIO DE EQUIPO
Para consultar el inventario de equipo hay que seguir los siguientes pasos:
Paso 1: Seleccionar la opcin Equipo del rea de bsqueda de equipo.
Paso 2: Seleccionar la zona de Decapado de la cual se desea consultar el inventario.
C-15
Paso 3: Oprimir el botn CONSULTAR para acceder a dicho inventario.
Por ejemplo, si se desea consultar el inventario de la zona de plantas auxiliares:
Figura C.22 Formulario de consulta de inventario. Consulta de equipos.
Una vez dentro de la base de datos, aparecer el registro de los equipos que estn presentes
dentro de la zona escogida, para este ejemplo la zona de plantas auxiliares.
Figura C.23 Registro de inventario de equipo en Planta Auxiliar.
C-16
5. CATASTRO DE EQUIPO
Figura C.24 Formulario de catastro de equipo.
El formulario para la administracin de catastro posee los siguientes elementos:
A. SECCIN DE BSQUEDA DE EQUIPO: Contiene las opciones para bsqueda de
equipo dentro de la Lnea de Decapado. Bsqueda por zonas de Decapado o
bsqueda general.
B. REA DE UBICACIN: Es una opcin de bsqueda de equipo por zonas, es el
listado de las distintas zonas dentro de la Lnea de Decapado. Su funcin es la de
seleccionar el rea dentro de Decapado en la cual se desea buscar el equipo.
C. BSQUEDA GENERAL: Es la opcin para buscar el equipo presente en toda la
Lnea de Decapado.
D. TIPO DE EQUIPO: Presenta el listado de las familias de equipo que se desea
consultar, ya sea por zonas o de manera general. Si se est realizando una
bsqueda por zonas, este listado mostrara nicamente los equipos disponibles en
cada zona; si por el contrario, se est realizando una bsqueda general, este
listado mostrar todos los equipos que es posible consultar en toda la Lnea de
Decapado.
E. BUSCAR: Es el botn que muestra los resultados de acuerdo a los parmetros de
bsqueda de equipo previamente establecidos.
C-17
F. SALIR: Cierra el formulario del catastro.
G. NUEVO EQUIPO: Inicia el asistente para la adicin de nuevo equipo a la base de datos del
catastro.
H. ELIMINAR EQUIPO: Inicia el asistente para la eliminacin de equipo de la base de datos del
catastro.
5.1 CONSULTA DE EQUIPO.
Existen dos formas para consultar el equipo:
A) Consulta General de equipo
B) Consulta por Zonas de Decapado
5.1.1 CONSULTA GENERAL DE EQUIPO
Para realizar una consulta general, se deben seguir los siguientes pasos:
Paso 1: En la seccin Bsqueda de equipo seleccionar la opcin BUSQUEDA GENERAL.
Paso 2: Hacer click sobre la lista desplegable en la opcin TIPO DE EQUIPO y seleccionar el
tipo o familia de equipos que desea consultar.
Paso 3: Oprimir el botn BUSCAR.
Por ejemplo, si se desea consultar la familia de motoreductores presentes en toda la Lnea de
Decapado:
Figura C.25 Formulario de catastro de equipo. Consulta General de equipo.
C-18
Al oprimir el botn BUSCAR, aparecern los resultados de la bsqueda de equipo en un
formulario. Tal como se muestra en la siguiente figura.
Figura C.26 Formulario de catastro de equipo. Pantalla de resultados de bsqueda.
A. RESULTADOS DE BSQUEDA: Es el listado de la familia de equipos consultados. Para
este ejemplo, es el listado de todos los motoreductores que se encuentran en la Lnea de
Decapado. Esta lista presenta el cdigo de catastro del equipo.
B. VER EQUIPO: Botn que muestra la informacin de catastro de cada equipo de la lista de
resultados.
C. REGRESAR: Botn que permite regresar al formulario de bsqueda de equipo para
realizar una nueva bsqueda.
D. SALIR: Cierra por completo todo el mdulo del Catastro.
Continuando con el ejemplo previo, en el formulario de resultados de bsqueda se muestra una
lista con todos los motoreductores que se encuentran en la Lnea de Decapado. Ahora, para ver la
informacin tcnica de un solo equipo se deben seguir los siguientes pasos
Paso 1: Seleccionar un equipo de la lista de equipos.
Paso 2: Oprimir el botn VER EQUIPO
C-19
Figura C.27 Catastro. Pantalla de resultados de bsqueda. Seleccin de equipo para consultar datos.
Aparecer el formulario que contiene la informacin tcnica del equipo consultado. Para este
ejemplo, se presentar la informacin del motoreductor seleccionado (Figura C.28). Las partes del
ste formulario de presentacin de datos son:
A. IMAGEN DELEQUIPO: Muestra una imagen del equipo dentro de la planta.
B. CDIGO DE CATASTRO: Muestra el cdigo de catastro asignado al equipo consultado
C. UBICACIN: Muestra la zona de Decapado en la cual se encuentra el equipo
D. DESCRIPCIN: Presenta una breve descripcin del equipo consultado.
E. DATOS TCNICOS: Es un conglomerado de la informacin tcnica relevante del equipo
consultado.
F. SALIR: Botn que cierra el formulario de consulta de datos tcnicos y regresa al formulario
de resultados para seleccionar un equipo distinto.
C-20
Figura C.28 Formulario de catastro de equipo. Pantalla de presentacin de datos.
5.1.2 CONSULTA DE EQUIPOS POR ZONAS
Para realizar una bsqueda de equipo en una zona especfica se deben seguir los siguientes
pasos (Figura C.29 y C.30)
Paso 1: Asegurarse que la opcin BSQUEDA GENERAL de la seccin Bsqueda de
equipo est desactivada.
Paso 2: De la lista desplegable REA DE UBICACIN seleccionar la zona de Decapado en
la cual se desea realizar la consulta del equipo.
Paso 3: De la lista desplegable TIPO DE EQUIPO seleccionar la familia de equipo que se
desea consultar. Para cada zona de Decapado, se presentar nicamente el tipo de equipo
disponible para ella.
Paso 4: Oprimir el botn BUSCAR
C-21
Figura C.29 Formulario de catastro de equipo. Bsqueda de equipos por zonas.
Figura C.30 Formulario de catastro de equipo. Bsqueda de equipos por zonas. Seleccin de equipo.
C-22
Una vez realizados todos los pasos anteriores, aparecer en pantalla el formulario de resultados
Figura C.31 Formulario de catastro de equipo. Pantalla de resultados de bsqueda.
Figura C.32 Formulario de catastro de equipo. Pantalla de presentacin de datos.
C-23
Aparecer el formulario de resultados con la lista de todos los motoreductores dentro de la zona
consultada, para ste ejemplo la zona de plantas auxiliares. Tambin se muestra el formulario con
la informacin tcnica del equipo seleccionado. Los componentes de este formulario fueron
explicados en el apartado 5.1.1.
5.2 AGREGAR NUEVO EQUIPO AL CATASTRO
Si dentro de la planta se agrega un equipo nuevo, ser necesario actualizar la base de datos
de catastro; siempre y cuando el equipo adicionado a la planta pueda ser contemplado dentro
del registro del catastro. Como se ha explicado antes, dentro de ste solamente est el equipo
de importancia para el proceso de Decapado.
La adicin de equipo a la base de datos de catastro se hace mediante el uso de un asistente.
Esto es un grupo de formularios que facilitan la tarea de agregar adecuadamente el nuevo
equipo a la base de datos. Este asistente posee los siguientes componentes:
Figura C.33 Catastro. Asistente para agregar equipo a base de datos del catastro.
A. REA DE UBICACIN: Lista desplegable para seleccionar la zona de Decapado en la
cual se agregar el nuevo equipo.
C-24
B. TIPO DE EQUIPO: Lista desplegable para seleccionar el tipo de equipo que se
adicionar en la zona seleccionada previamente.
C. ACEPTAR: Botn para confirmar los primeros dos criterios de ubicacin y tipo de
equipo a agregar.
D. CANCELAR: Botn para salir del asistente de adicin de equipo.
La siguiente ventana del asistente es un formulario para la recoleccin de datos tcnicos del equipo
seleccionado. Existe un formulario de este tipo para todas las familias de equipos presentes en el
catastro. Este formulario posee tres botones:
ACEPTAR: Se oprime este botn para confirmar que todos los datos que se han ingresado
en el formulario son correctos. Al realizar esta accin, todos los datos ingresados son
insertados automticamente a la base de datos de catastro en la zona de Decapado
correspondiente y automticamente se actualiza la base de datos con la nueva informacin
para posteriores consultas de equipo.
CANCELAR: Al oprimir este botn, regresa al formulario inicial del asistente y permite
cambiar algn parmetro de adicin de equipo.
SALIR: Cierra por completo el asistente de adicin de equipo.
Figura C.34 Catastro. Asistente para agregar equipo. Ficha de recoleccin de datos.
Para agregar el equipo nuevo se deben seguir los siguientes pasos:
C-25
Paso 1: Del formulario del catastro, oprimir el botn NUEVO EQUIPO. As aparecer el
asistente para la adicin de equipo.
Figura C.35 Catastro. Asistente para agregar equipo. Seleccin de una opcin.
Paso 2: Seleccionar la zona de Decapado en la cual se agregar el nuevo equipo. Esto se hace
mediante la lista desplegable REA DE UBICACIN.
Figura C.36 Catastro. Asistente para agregar equipo. Seleccin de ubicacin de nuevo equipo.
C-26
Paso 3: Seleccionar el tipo de equipo que se agregar. Esto se hace mediante la lista desplegable
TIPO DE EQUIPO.
Figura C.37 Catastro. Asistente para agregar equipo.
Paso 4: Oprimir el botn ACEPTAR
Paso 5: Ingresar los datos tcnicos del equipo en el formulario de captura de informacin. Si no se
dispone de algn dato, se recomienda escribir en ese campo N/A.
Figura C.38 Catastro. Asistente para agregar equipo. Ingreso de datos en ficha de equipo.
C-27
Paso 6: Oprimir el botn ACEPTAR.
Paso 7: Cuando se muestre en pantalla la base de datos de catastro, se debe corregir el cdigo de
nmero correlativo; es decir, actualizarlos para que coincidan con el numero total de equipos de
equipos.
Figura C.39 Base de datos de catastro.
Paso 8: Ingresar en la base de datos el Grupo operacional en el que est funcionando en nuevo
equipo.
Figura C.40 Base de datos de catastro.
Paso 9: verificar que el Cdigo de Catastro asignado sea el adecuado, y que siga la
nomenclatura apropiada.
Figura C.41 Base de datos de catastro.
C-28
La nomenclatura para asignar cdigos de catastro es la siguiente:
El cdigo de catastro posee 7 dgitos
XX YY ZZZ
En donde:
XX: Esta clasificacin representa la zona geogrfica en la cual se encuentra el activo dentro de la
Lnea de Decapado. As se tiene la siguiente diferenciacin de zonas geogrficas.
AE: rea Entrada
AD: rea Decapado
DS: decapado Salida
PA: Plantas Auxiliares
RA: Regeneracin de cido
CD: Caldera
SH: Sistema Hidrulico
SE: Sistema Elctrico
YY: Esta clasificacin representa el tipo de equipo con el que se esta tratando. As se tienen las
siguientes clasificaciones:
BO: Bombas
MO: Motores
MR: Motoreductores
RV: Reductores de Velocidad
FR: Frenos
IQ: Intercambiadores de Calor
XV: Ventilador/Extractor
QE: Quemador
CA: Caldera
TR: Torre de Rodillos
EV: Electrovlvulas
EL: Equipo elctrico
OE: Otro Equipo
CL: Cilindros hidrulicos o
Neumticos
ZZ: Es el respectivo nmero correlativo del equipo dentro de una zona geogrfica, por lo que no es
un correlativo general de toda la lnea.
Por ejemplo: Cdigo PA MO 022, significa que es el motor elctrico N 22 de las Plantas
Auxiliares. Y el cdigo RA MO 001, Significa que es el motor elctrico N 1 en la zona de
Regeneracin de cido.
Paso 10: Guardar los cambios y cerrar la base de datos.
C-29
5.3 ELIMINACIN DE EQUIPOS
Paso 1: Del formulario principal de catastro de equipo oprimir el botn ELIMINAR EQUIPO.
Figura C.42. Catastro. Eliminacin de equipo.
Paso 2: Escoger la zona de la cual se desea eliminar el equipo y oprimir el botn ACEPTAR. Esta
accin abrir automticamente la base de datos del catastro de equipo y se ubicar en la zona de
la que se desea quitar el equipo. La eliminacin de registros se debe realizar manualmente desde
la base de datos.
Figura C.43. Catastro. Eliminacin de equipo.
C-30
5.4 AGREGAR IMAGEN DEL NUEVO EQUIPO
Haciendo uso de una cmara digital se debe tomar una fotografa del nuevo equipo. Como
nombre de ese archivo de imagen se debe utilizar el nombre del cdigo de catastro
asignado para ese equipo. Se debe tener cuidado de no cometer errores de escritura
durante la asignacin del nombre.
La imagen debe almacenarse en la carpeta llamada IMAGES que est dentro de la
carpeta principal de la aplicacin, sta es llamada Software Gestin de Mantenimiento.
Figura C.44. Carpeta de almacenamiento de imgenes.
C-31
6. RDENES DE TRABAJO
Este mdulo administra las rdenes de trabajo de mantenimiento correctivo y preventivo.
Para iniciarlo, oprimir el botn ORDEN DE TRABAJ O del men principal de la aplicacin.
Figura C.45. Formulario de rdenes de trabajo.
1. ODT CORRECTIVO: Crea una orden de trabajo para mantenimiento correctivo.
2. BUSCAR ODT: Muestra un listado de las rdenes de trabajo que han sido creadas.
3. ODT PREVENTIVO: Crea una orden de trabajo para mantenimiento preventivo.
4. SALIR: Cierra el formulario para la administracin de rdenes de trabajo.
6.1 CREACIN DE ORDEN DE TRABAJO PARA MANTENIMIENTO CORRECTIVO
Para crear una orden de trabajo de mantenimiento correctivo, oprimir el botn ODT
CORRECTIVO del formulario de administracin de rdenes de trabajo.
Aparecer en pantalla la orden de trabajo creada. En ella se presentan los siguientes
campos:
NMERO DE ORDEN DE TRABAJ O: Es el nmero correlativo de la orden de
trabajo creada. Cuando una orden de trabajo es creada, se le asigna un nmero
C-32
correlativo automticamente. Este cdigo tiene el siguiente formato: ODT1-C, el
ltimo caracter indica que la orden de trabajo es correctiva.
FECHA: Es la fecha de creacin de la rden de trabajo. sta es asignada automticamente
cuando se crea.
ZONA: Es la zona dentro de la Lnea de Decapado en donde se realizar la actividad
correctiva o preventiva. En el caso de las rdenes de trabajo correctivo, esta debe ser
ingresada manualmente, para una orden preventiva este campo es insertado
automticamente.
EQUIPO: Se ingresa el cdigo de catastro o nombre del equipo al que se le har el trabajo
de mantenimiento.
MANO DE OBRA: Apartado para ingresar el tiempo de finalizacin de las actividades de
mantenimiento presentadas en las listas de instrucciones.
MATERIALES: Apartado para ingresar los materiales y/o repuestos utilizados en las
actividades de mantenimiento.
STATUS DE LA ORDEN: Indica si la orden de trabajo est abierta o cerrada.
Figura C.46. Formato de orden de trabajo
C-33
6.2 CREACIN DE ORDEN DE TRABAJO PARA MANTENIMIENTO PREVENTIVO
Para crear una orden de trabajo de mantenimiento preventivo existen dos formas, la
primera es oprimiendo el botn ODT PREVENTIVO del formulario de administracin de
rdenes de trabajo. La segunda es mediante la opcin incluida en el calendario de
programacin de actividades, sta ltima se explicar mas adelante en el Apartado 8.
El formato de la orden de trabajo para mantenimiento preventivo es igual que el mostrado
para las actividades correctivas.
6.3 BUSCAR ORDEN DE TRABAJO
La bsqueda de rdenes de trabajo se realiza oprimiendo el botn BUSCAR ODT del
formulario principal de administracin de rdenes de trabajo. Cuando se oprime este botn,
se presenta el listado de las rdenes de trabajo existentes.
Cuando una orden de trabajo es creada, sta se almacena automticamente en la
subcarpeta ODTS dentro de la carpeta principal que contiene esta aplicacin. El listado
que se muestra en el formulario de bsqueda de rdenes de trabajo busca todos los
archivos creados dentro de esta carpeta y los muestra al usuario.
Figura C.47. Listado de rdenes de trabajo existentes.
C-34
7 PLANEACIN DE MANTENIMIENTO PREVENTIVO
Para ingresar a la planeacin de las actividades de mantenimiento en las mquinas, se utiliza
el mdulo PLANEACIN que se encuentra dentro del men principal de la aplicacin.
Debido a que dentro de la Lnea de Decapado se han clasificado los equipos en Familias; es
decir, equipos con caractersticas funcionales similares han sido agrupados, (As pues, existe
una familia de equipos llamada Bombas, otra familia llamada Motores y as sucesivamente)
las labores de mantenimiento deben ser planeadas para cada equipo individual dentro de cada
una de stas familias.
Por lo tanto, al oprimir el botn PLANEACIN del men principal aparece un asistente que
ubica al usuario en el grupo de familia correspondiente.
Figura C.48. Formulario para acceder a planeacin de mantenimiento.
Para ingresar a la planeacin de actividades de mantenimiento se debe seleccionar un tipo de
familia y oprimir el botn aceptar.
Por ejemplo, para acceder a la planeacin de mantenimiento de los motoreductores, se escoge
MOTOREDUCTOR de la lista desplegable y posteriormente se oprime el botn ACEPTAR.
Una vez dentro de la planeacin de mantenimiento de la familia de motoreductores, se
observar la siguiente pantalla:
C-35
Figura C.49.Matriz de planeacin de mantenimiento.
COMPONENTES:
FECHA ACTUAL: Es la fecha del sistema. Muestra la fecha actual
FECHA CONSULTADA: En este campo, se asigna la fecha que el usuario ingresa
desde el Calendario de consulta de actividades (Este se explicar ms adelante).
MEN PRINCIPAL: Regresa al usuario al men principal de la aplicacin.
ASISTENTE: Inicia el asistente para consultar el Tipo de actividades de
mantenimiento que posee cada equipo.
DIAS Y FECHAS: Es un listado de los 365 das del ao para asignar las
actividades de mantenimiento en un da determinado a un equipo especfico. Es
posible realizar la programacin de actividades de dos aos consecutivos; para
posteriores aos, las fechas de las listas deben ser actualizadas con los aos
correspondientes.
CDIGOS DE CATASTRO: Es el cdigo de catastro de cada equipo. Este
representa a cada mquina dentro de la base de datos de catastro.
TIPO DE MANTENIMIENTO ACTUAL: Es un listado que muestra la actividad que
cada equipo tiene programada para la fecha de consulta FECHA ACTUAL.
TIPO DE MANTENIMIENTO CONSULTADO: Es un listado que muestra la
actividad de mantenimiento que cada equipo tiene programada para la fecha de
consulta FECHA CONSULTADA.
C-36
7.1 FUNCIONAMIENTO
La planeacin de actividades consiste en una matriz en la cual se presenta, en cada columna, el
cdigo de catastro de cada equipo dentro de una familia funcional especfica. Adems, se
muestra un listado con los 365 das del ao.
Figura C.50.Matriz de planeacin de mantenimiento.
Los campos que se encuentran entre el listado de fechas y el listado de cdigos de catastro, son
utilizados para ingresar el TIPO DE ACTIVIDAD de mantenimiento que un equipo posee para un
determinado da del ao.
El Tipo de actividad de mantenimiento vara con cada uno de los equipos. Por ejemplo: la caldera,
segn la informacin del manual del fabricante, posee los siguientes tipos de actividades de
mantenimiento:
ACTIVIDAD DIARIA
ACTIVIDAD SEMANAL
ACTIVIDAD MENSUAL
ACTIVIDAD SEMESTRAL
ACTIVIDAD ANUAL
C-37
Por lo tanto, en los campos destinados para ingresar el tipo de actividad se debe escribir la palabra
SEMANAL si ste equipo tiene actividades de mantenimiento preventivo de carcter semanal que
deban ser realizados en ese da en particular. De igual forma, si para un da X corresponde llevar
a cabo una actividad de carcter semestral en una mquina con cdigo de catastro ZZZ, en el
campo de la matriz que corresponde a la interseccin de se da X con el equipo con cdigo de
catastro ZZZ se debe escribir la palabra SEMESTRAL.
Figura C.51.Matriz de planeacin de mantenimiento.
Esta forma de ingresar el tipo de actividades, no es ms que una codificacin simple para que la
aplicacin pueda interactuar con las bases de datos en donde estn contenidas las listas de
instrucciones que especifican las tareas de mantenimiento preventivo de cada equipo, de acuerdo
a perodos de tiempo recomendados por los fabricantes o manuales creados por la experiencia
propia.
Es importante ingresar el tipo de actividades de mantenimiento con letras maysculas y
tener cuidado de escribirlas correctamente. De lo contrario, la planeacin no se integrar al
calendario del Plan Maestro de Mantenimiento.
Si un equipo no cuenta con una actividad programada para una fecha especfica, se debe
escribir en el campo correspondiente el cdigo siguiente: N/A (Not Available).
C-38
7.2 ASISTENTE DE PLANEACIN
El asistente de planeacin se inicia cuando se oprime el botn llamado ASISTENTE
Figura C.52.Matriz de planeacin de mantenimiento.
El asistente permite consultar el Tipo de actividades que estn disponibles para cada equipo.
Para acceder a ellas, se selecciona el equipo de la lista que aparece en el formulario y se oprime el
botn aceptar.
Figura C.53.Asistente para consultar el tipo de actividades de mantenimiento de cada mquina.
C-39
Cuando se termina de hacer la consulta del tipo de actividades de mantenimiento disponibles para
un equipo, se debe cerrar el archivo donde stas se muestran y as regresar a la planeacin de
actividades.
7.3 TIPO DE MANTENIMIENTO ACTUAL
Como se mencion antes, sta es una lista en donde se muestran los equipos que tienen
actividades de mantenimiento programadas. Este listado est relacionado con el campo FECHA
ACTUAL. Mediante una frmula de EXCEL de bsqueda en matrices, la fecha ingresada en este
campo es buscada en el listado anual de fechas; cuando esta fecha de consulta es identificada por
la frmula, asigna el valor de la celda contigua a ella a la celda perteneciente a la lista Tipo de
mantenimiento actual. Cada una de las celdas que pertenecen a esta lista, est programada con
esta frmula.
Figura C.54.Matriz de planeacin de mantenimiento.
Como se muestra en el ejemplo, la fecha de consulta actual es el 1 de enero de 2007, la frmula
tomar esta fecha y comenzar a buscarla entre las 365 fechas de la lista de fechas. Cuando la
encuentre, la frmula leer el valor que tenga la primera celda a la derecha de la fecha encontrada;
asignando ste valor a la celda que pertenece a la lista Tipo de mantenimiento actual. La misma
accin se llevar a cabo para cada uno de los equipos presentes en cada una de las familias de la
planeacin. De esta manera, se tiene un listado de los equipos de cada familia que tienen
programada una actividad para el da de consulta. Todo aquel equipo que en la lista de Tipo de
C-40
mantenimiento actual posea un valor distinto a N/A implicar que ste posee una actividad de
mantenimiento para ese da y ste aparecer en el listado del calendario de consulta. Estos
listados son creados con la finalidad de presentar los equipos con actividades programadas en el
calendario de consulta.
7.4 TIPO DE MANTENIMIENTO CONSULTADO
La finalidad de este listado es el mismo que el del listado de Tipo de mantenimiento actual y su
principio de funcionamiento tambin es similar. La nica diferencia es que ste listado utiliza el
campo FECHA CONSULTADA para realizar la bsqueda de equipos.
7.5 ACTUALIZACIN DE FORMULAS CUANDO SE AGREGA O ELIMINA UN EQUIPO
Cuando se agrega un equipo al catastro, se debe actualizar la base de datos de inventario, se
debe agregar el listado de instrucciones de ese equipo y se debe actualizar la zona de la
planeacin de equipo.
Supongamos que se ha agregado un intercambiador de calor a la base de datos de catastro de
equipo. Para actualizar la planeacin, se deben seguir los siguientes pasos:
Paso 1: Ingresar a la hoja de planeacin de intercambiadores de calor haciendo uso del mdulo
PLANEACIN en el men principal de la aplicacin.
Paso 2: Agregar el cdigo de catastro del equipo en el ultimo campo de la matriz.
Figura C.55.Matriz de planeacin de mantenimiento.
Paso 3: Seleccionar las ltimas celdas de la listas de Tipo de mantenimiento. Y copiar las
formulas en la columna que se agreg
Figura C.56.Matriz de planeacin de mantenimiento.
C-41
Paso 4: Corregir las frmulas de todas las celdas de las listas Tipo de mantenimiento actual y
Tipo de mantenimiento consultado. Para ello, hacer doble click sobre la primera celda del listado
Tipo de mantenimiento actual.
Figura C.57.Matriz de planeacin de mantenimiento.
Paso 5: Aparecer la frmula de bsqueda. De ella se debe modificar la dimensin de la matriz de
referencia o bsqueda, para ello se debe seleccionar la esquina superior derecha de la referencia
de la matriz antigua y arrastrar hasta la ltima columna que se ha agregado.
Figura C.58.Matriz de planeacin de mantenimiento.
Figura C.59.Matriz de planeacin de mantenimiento.
C-42
Paso 6: Repetir este procedimiento para las dems celdas de la lista Tipo de mantenimiento
actual y Tipo de mantenimiento consultado hasta llegar a la ltima columna que se agrego.
Paso 7: Cuando se actualice la matriz de referencia de la ltima Columna que se agreg, se debe
corregir el ndice indicador de columna de las ltimas dos celdas.
Figura C.60. Matriz de planeacin de mantenimiento.
Para corregir, primero hacer doble click sobre la celda superior.
Figura C.61. Matriz de planeacin de mantenimiento.
Figura C.62. Formula a corregir
Para este caso, debido a que slo se agreg un equipo, este ndice se debe comparar con la
penltima celda. El ltimo ndice debe ser mayor en una unidad que el valor del ndice en la
penltima celda. Dado a que el valor de ste ndice en la penltima celda es de 7, la correccin que
debe ser hecha en la ltima celda es escribir el valor de este ndice como 8. Si se hubieran
agregado dos equipos, esta correccin se hubiese tenido que realizar en la ltima y penltima
celda, comparando los valores de este ndice con el valor del mismo en la antepenltima celda;
procurando siempre que el siguiente valor sea una unidad mayor que el anterior.
Esta correccin tambin debe realizarse en la ltima celda de la lista Tipo de mantenimiento
consultado. El mismo procedimiento se debe seguir cuando se elimina un equipo; hay que
cerciorarse de que las dimensiones de la matriz de referencia coincidan con el total de columnas y
el valor de los ndices indicadores de columna debe seguir una secuencia con incrementos de una
unidad comenzando dicha secuencia con el nmero 2 en la primera celda de las listas de tipo de
mantenimiento.
C-43
Figura C.63. Matriz de planeacin de mantenimiento.
8 CALENDARIO
El calendario es la representacin grfica de la informacin ingresada en la planeacin de
mantenimiento. El calendario tiene la funcin de presentar el listado de todas las actividades de
mantenimiento programadas para un da de consulta especfico.
Figura C.64.Calendario de actividades
C-44
TRABAJ OS DEL DA: Muestra el listado de equipos que tienen programada una o varias
actividades de mantenimiento preventivo para el da de consulta. La fecha de consulta es
selecciona por el usuario.
CALENDARIO: Calendario de seleccin de fechas para consultar y ver los equipos que
poseen mantenimiento programado en distintas fechas.
VER DETALLE: Botn para acceder a la base de datos de las listas de instrucciones de los
equipos mostrados en la lista de actividades y ver con mayor detalle las tareas
programadas.
ORDEN DE TRABAJ O: Botn para crear orden de trabajo de mantenimiento correctivo del
equipo que previamente es seleccionado del listado de actividades programadas.
SALIR: Cierra el calendario.
8.1 CONSULTAR UNA FECHA
Para consultar cualquier fecha, se debe hacer click sobre el da deseado en el calendario.
Automticamente, el programa buscar en la planeacin de todas las familias de equipos
aquellas actividades de mantenimiento que estn programadas para se da especfico y
las mostrar en el listado de actividades.
Figura C.65. Calendario de Actividades de Mantenimiento.
C-45
8.2 VER DETALLES DE LAS ACTIVIDADES DE MANTENIMIENTO
Seleccionar un equipo de la lista de trabajos da y presionar el botn VER DETALLE. Esta
accin buscar en el registro de planeacin el TIPO DE ACTIVIDAD de mantenimiento
programada para ese equipo; esto es, si la actividad es mensual, trimestral, semestral, etc. Y
con esa informacin, buscar en la base de datos de listas de instruccionesel detalle de las
actividades mensuales, trimestrales, semestrales o anuales segn sea el caso; permitiendo as
que el usuario est enterado del tipo de labor que se realizar en un determinado da para
preparar los recursos para llevarla a cabo.
8.3 CREAR ORDEN DE TRABAJO
Una vez que se han consultado los detalles de las actividades de mantenimiento a realizar, se
debe crear una orden de trabajo de mantenimiento preventivo. Para realizar esto, se debe
seleccionar un equipo de la lista de actividades que aparece junto al calendario y presionar el
botn ORDEN DE TRABAJ O y automticamente se crear una orden de trabajo de
mantenimiento preventivo. (El formato de las rdenes de trabajo se explic en el apartado 6.1).
9 HISTRICO DE FALLAS
Presionando el botn correspondiente en el men principal de la aplicacin se accede a esta
base de datos. Cuando se inicia este histrico, se muestra una pantalla de inicio del histrico
de fallas. Desde ella se puede acceder a las diferentes utilidades adjuntas a esta base de
datos. Utilidades como: el filtro de informacin y el registro de datos.
En la pantalla de inicio de este histrico se presentan las siguientes opciones.
REGISTRO: Seccin del histrico que permite ingresar toda la informacin relevante
de las fallas ocurridas.
INFORME: Utilidad de este histrico que permite filtrar la informacin ingresada en el
registro y consultarla de una manera ms agradable y sencilla.
SALIR: Cierra esta base de datos de registro histrico
C-46
Figura C.66. Registro histrico de Fallas. Men Principal
9.1 REGSTRO
En el registro histrico se almacena toda la informacin relacionada a los fallos ocurridos. En
este se ingresa la siguiente informacin:
FECHA: Es la fecha en que ocurri la falla del equipo.
TIPO DE EQUIPO: El nombre del equipo que fallo, puede ser su nombre genrico o su
nombre de familia funcional.
CDIGO DE CATASTRO: Es el cdigo de catastro asignado al equipo. Si es un fallo
de un equipo que no es parte de catastro, este campo se puede omitir.
NMERO DE ORDEN DE TRABAJ O: Es el nmero correlativo de orden de trabajo
asignada para la reparacin de dicha falla.
FALLA: Una breve descripcin de la falla ocurrida
HORAS DE MANTENIMIENTO: Es el nmero total de horas que se emplearon para la
reparacin del equipo.
ENCARGADO: Nombre de la persona encargada de supervisar la reparacin de la
falla.
C-47
Figura C.67. Registro histrico de Fallas.
9.2 INFORME
Es una utilidad de este registro histrico que permite al usuario filtrar la informacin guardada
segn tres criterios:
FECHAS
EQUIPO
ORDEN DE TRABAJ O
9.2.1 FILTRADO POR FECHAS
Paso 1: Seleccionar la opcin FECHA del campo de bsqueda.
Figura C.68. Registro histrico de Fallas. Filtrado de informacin
C-48
Paso 2: Escribir una fecha inicial de bsqueda y una fecha final de bsqueda. Utilizar el
formato DD/MM/AAAA
Figura C.69. Registro histrico de Fallas. Filtrado de informacin
Paso 3: Presionar el botn BUSCAR
Figura C.70. Registro histrico de Fallas. Filtrado de informacin
Para realizar una nueva bsqueda, presionar el botn LIMPIAR.
9.2.2 FILTRADO POR EQUIPO
Paso 1: Seleccionar la opcin EQUIPO del campo de bsqueda
Figura C.71. Registro histrico de Fallas. Filtrado de informacin
Paso 2: El filtro por equipos posee dos modalidades. La bsqueda por Tipo de equipo y la
bsqueda de equipo individual por Cdigo de catastro.
C-49
Si se utiliza la bsqueda por tipo de equipo, el resultado sern todos los equipos del mismo
tipo. Por ejemplo se puede introducir en el campo de bsqueda de equipo la palabra MOTOR
y el resultado de la bsqueda sern todos los motores que han fallado a lo largo del tiempo.
Por otra parte, si se utiliza la bsqueda por Cdigo de catastro se debe introducir el Cdigo
nico del equipo; por lo tanto, se tendr como resultado todas las fallas que ha tenido un solo
equipo a lo largo del tiempo.
Hay que resaltar que para este filtro se debe utilizar solamente un criterio de bsqueda. Por
tipo de equipo o por Cdigo de catastro pero no ambos.
Figura C.72. Registro histrico de Fallas. Filtrado de informacin
Figura C.73. Registro histrico de Fallas. Filtrado de informacin
Paso 3: Presionar el botn BUSCAR
Figura C.74. Registro histrico de Fallas. Filtrado de informacin
Para realizar una nueva bsqueda es necesario presionar el botn LIMPIAR
C-50
9.2.3 FILTRADO POR RDENES DE TRABAJO
Paso 1: Seleccionar la opcin ORDEN DE TRABAJ O del campo de bsqueda
Figura C.75. Registro histrico de Fallas. Filtrado de informacin
Paso 2: Ingresar un nmero de inicio de bsqueda y un nmero final orden de trabajo para
bsqueda.
Figura C.76. Registro histrico de Fallas. Filtrado de informacin
Paso 3: Presionar el botn BUSCAR
Figura C.77. Registro histrico de Fallas. Filtrado de informacin
Para realizar una nueva bsqueda presionar el botn LIMPIAR.
C-51
10 HISTRICO DE COSTOS
Figura C.78. Registro histrico de costos. Men Principal
REGISTRO: Es la seccin del histrico de gastos en donde se almacena la informacin
relacionada a los gastos de mantenimiento por repuestos, insumos, mano de obra y otros
gastos.
INFORME: Es una utilidad de este registro histrico que permite filtrar informacin de
gastos segn varios criterios.
GRFICOS: Es una utilidad de este registro histrico que permite visualizar las tendencias
mensuales y anuales de los diferentes tipos de gastos.
SALIR: Cierra el registro histrico.
La opcin REGISTRO permite al usuario almacenar la informacin de los gastos realizados en
concepto de mantenimiento. Posee un apartado para ingresar los gastos realizados segn los
siguientes criterios:
E. REPUESTOS
F. INSUMOS
G. MANO DE OBRA
H. OTROS GASTOS
C-52
La opcin INFORME, al igual que en el Histrico de Fallas, es una herramienta para el filtrado de
informacin. El informe de costos permite visualizar informacin de inters para el usuario
mediante el uso de una serie de filtros. Dicha informacin es presentada para un posterior
procesamiento de datos por parte del usuario.
Las opciones de bsqueda de informacin para el filtrado de datos son:
F. FECHA: Este filtro necesita dos datos de entrada. Una fecha inicial y una fecha final de
bsqueda. El programa busca en la zona de Registro de Informacin todos los datos que
coinciden con el rango de fechas establecidas y muestra en el informe los detalles de los
gastos realizados en ese perodo de tiempo. El usuario tiene la capacidad de hacer
manipulaciones grficas por cuenta propia con los datos filtrados.
G. TIPO DE EQUIPO: Este filtro posee dos formas de bsqueda. La primera, es especificando
el tipo de equipo que se desea buscar (Motor, Bomba, Intercambiador de Calor, etc.); con
esta modalidad de bsqueda, el programa consultar en la zona de Registro de
Informacin los gastos asociados al tipo de equipo seleccionado. La segunda forma de
bsqueda, es introduciendo el cdigo de catastro de un equipo. De esta forma, el programa
buscar en la zona de registro toda la informacin relacionada a un nico equipo;
mostrando en pantalla el comportamiento te gastos para esa mquina individual.
H. ORDEN DE TRABAJ O: sta forma de filtrado requiere de dos datos de ingreso, un nmero
correlativo de orden de trabajo inicial y otro final. La bsqueda se genera para ese rango
de correlativos de rdenes de trabajo.
I. MANTENIMIENTO CORRECTIVO: sta modalidad de filtrado no necesita el ingreso de
informacin adicional. Al escoger este tipo de bsqueda, se filtran todos aquellos gastos
asociados con mantenimientos correctivos a lo largo del tiempo.
J . MANTENIMIENTO PREVENTIVO: Su funcionamiento es exactamente igual que el filtro
para mantenimientos correctivos. La diferencia consiste en que este tipo de bsqueda
muestra los gastos asociados a todos los mantenimientos preventivos realizados.
La base de datos para el histrico de costos, cuenta con una herramienta adicional para la
manipulacin de la informacin del registro; dicha herramienta es la visualizacin grfica de los
comportamientos temporales de los componentes del gasto total de mantenimiento. Esto significa
que es posible ver, en un grfico comparativo, las tendencias de los gastos de mano de obra,
repuestos, insumos y otros gastos de forma mensual y anual.
El mdulo GRFICOS MENSUALES, presenta los comportamientos mensuales de los tipos de
gastos para cualquier ao de consulta. Un aspecto interesante de estos grficos es que han sido
diseados para que sean dinmicos; es decir, que la base de datos tiene la capacidad de presentar
las tendencias de comportamiento de los diferentes tipos de costos a nivel mensual para cualquier
ao a partir del 2007.
C-53
El mdulo GRFICOS ANUALES, presenta las tendencias comparativas anuales de costos para
cualquier nmero de aos.
Figura C.79 Historial de costos. Consulta de gastos mensuales para cualquier ao
Figura C.80 Historial de costos. Tabla de resultados de mantenimientos correctivos mensuales
Como se observa en la figura, el clculo de costos mensuales se realiza para mantenimientos
correctivos, preventivos y total. Estas tablas de resultados son tomadas como referencia para la
elaboracin de grficos.
C-54
La consulta de grficos mensuales se realiza mediante la opcin de consulta de grficos. Tal como
se muestra en la siguiente figura.
Figura C.81 Historial de costos. Consulta de grficos.
Figura C.82. Grficos de costos mensuales para gastos de repuestos. Detalle correctivo y preventivo.
Todos lo clculos empleados para la elaboracin de grficas son hechos a partir de la informacin
ingresada en el Registro de Informacin; por ello es importante que los campos del registro sean
completados a correctamente.
Es posible consultar los grficos mensuales para cualquier tipo individual de gasto de
mantenimiento o bien hacer una comparacin de todos ellos en un solo grfico. Siempre se
presenta el gasto total y el aporte que realizan los gastos por mantenimiento correctivo y
preventivo.
C-55
Para realizar la comparacin anual de los distintos tipo de gastos de mantenimiento se hace uso
del segundo mdulo de visualizacin grfica. Primero se selecciona el ao hasta el cual se desea
hacer la comparacin de gastos. Una vez realizado lo anterior, se oprime el botn Generar matriz
para crear la matriz adecuada hasta el ao previamente seleccionado. Posteriormente se oprime el
botn Calcular y automticamente se realiza el clculo de los gastos totales anuales para
repuestos, insumos, mano de obra y otros gastos, completndose as la matriz de consulta. La
opcin Limpiar, limpia la matriz de comparacin permitiendo escoger un nuevo ao lmite.
Figura C.83. Historial de costos. Consulta para comparacin de gastos anuales.
Seleccin de ao lmite de comparacin
Figura C.84. Historial de costos. Consulta para comparacin de gastos anuales
Generacin de matriz de consulta
Figura C.85 Historial de costos. Consulta para comparacin de gastos anuales.
Clculo de gastos y llenado automtico de matriz de consulta
C-56
Estas matrices de consulta anual se generan para los mantenimientos correctivos, preventivos y
total; por lo que en los grficos aparecer una comparacin entre estas tres categoras de gastos.
Para consultar los grficos anuales, se debe hacer uso de la opcin de consulta de grficos y
seleccionar el tipo de gasto que se desea graficar.
Figura C.86. Historial de costos. Consulta de grfico anual
Figura C.87 Historial de costos. Grficos de comparacin de costos anuales.
C-57
11 NDICES DE DESEMPEO
Figura C.88 Historial de ndices de Desempeo. Men Principal
TMEF: Inicia el mdulo para la manipulacin del ndice Tiempo Medio Entre Fallas. Es
posible acceder a la zona de registro y zona de grficas del ndice
TMPR: Inicia el mdulo para la manipulacin del ndice Tiempo Medio Para Reparacin. Es
posible acceder a la zona de registro y zona de grficas del ndice
DISPONIBILIDAD: Inicia el mdulo para la manipulacin del ndice Disponibilidad de
Equipo. Es posible acceder a la zona de registro y zona de grficas del ndice
CMFT: Inicia el mdulo para la manipulacin del ndice Costo de Mantenimiento por
Facturacin. Es posible acceder a la zona de registro y zona de grficas del ndice
SALIR: Cierra el historial de ndices de Desempeo.
Con el men principal se puede acceder a la zona de registro de cada ndice; en ella se ingresan
los datos mensuales para el clculo de los ndices. La zona de grficos presenta los
comportamientos mensuales y anuales de cada uno de los ndices para las familias de equipos
designadas.
C-58
Figura C.89 Base de datos KPI Disponibilidad de equipo.
Hoja de registro de informacin.
Como un ejemplo se muestra el registro de datos para generar el clculo del ndice de
disponibilidad. Los registros ingresados son mensuales para todos los ndices.
Como se ha mencionado, dentro del rea de visualizacin grfica se pueden consultar los
comportamientos mensuales y anuales de los ndices de mantenimiento. Es posible realizar la
consulta mensual para cualquier ao a partir del 2007 y una comparacin anual para cualquier
rango de aos a partir del ao 2007.
Figura C.90 Base de datos KPI Disponibilidad de equipo Comportamiento mensual.
C-59
Figura C.91 Comportamiento mensual KPI Disponibilidad de equipo
De igual forma, es posible visualizar los comportamientos anuales de los ndices.
C-60
ANEXO D
D-1
ANEXO D: CDIGO DE CATASTRO. CODIFICACIN DE EQUIPO
A continuacin se detalla el cdigo de Catastro de cada activo dentro de la Lnea de Decapado y
su Planta Regeneradora de cido, desglosado por las distintas zonas que se detallaron en el
Captulo 5, apartado 5.1.
rea de Entrada
Bombas:
AE-BO-001: Bomba para lubricar la caja reductora de velocidad carro mandril entrada.
AE-BO-002: Bomba para lubricar la caja reductora de velocidad procesador.
Motores:
AE-MO-001: Motor elctrico para el movimiento de rodillos.
AE-MO-002: Motor del carro elevador para el mandril de entrada.
AE-MO-003: Motor elctrico para el movimiento lineal de carro de mandril.
AE-MO-004: Motor elctrico para el movimiento rotatorio del mandril.
AE-MO-005: Motor elctrico para accionar la bomba de lubricacin de caja reductora
rotacin del mandril.
AE-MO-006: Motor elctrico para accionar el ventilador del motor de rotacin de mandril.
AE-MO-007: Motor elctrico para generar el movimiento rotatorio de los cardanes de
entrada.
AE-MO-008: Motor elctrico para accionar el ventilador del motor que genera el
movimiento de los cardanes.
AE-MO-009: Motor elctrico para accionar la bomba de lubricacin de caja reductora del
procesador.
AE-MO-010: Motor elctrico para accionar la guillotina de entrada.
Motoreductores:
AE-MR-001: Motoreductor para regulacin de niveladora de entrada.
Reductores:
AE-RV-001: Caja reductora de velocidad del motor que genera el movimiento lineal en el
carro del mandril.
AE-RV-002: Caja reductora de velocidad del motor que genera el movimiento rotatorio del
mandril.
AE-RV-003: Caja reductora de velocidad del motor que genera el movimiento de los
cardanes de entrada.
AE-RV-004: Caja reductora de velocidad de carro de entrada.
Frenos:
AE-FR-001: Freno magntico para el motor que genera el movimiento lineal del mandril.
AE-FR-002: Freno magntico para el motor que genera el movimiento rotatorio del mandril.
D-2
Electrovlvulas:
AE-EV-001: Banco de electrovlvulas de mandril de entrada
Cilindros:
AE-CL-001: Cilindro hidrulico de tope #1
AE-CL-002: Cilindro hidrulico de tope #2
AE-CL-003: Cilindro hidrulico de tope #3
AE-CL-004: Cilindro hidrulico para movimiento lineal de carro de entrada
AE-CL-005: Cilindro hidrulico de elevador
AE-CL-006: Cilindro hidrulico abridor de bobina
AE-CL-007: Cilindro hidrulico para expandir al mandril de entrada
AE-CL-008: Cilindro neumtico del brazo neumecnico sostenedor de bobina
AE-CL-009: Cilindro hidrulico para regulacin de rodillos del procesador
AE-CL-010: Cilindro hidrulico para regulacin de rodillos del procesador
AE-CL-011: Cilindro hidrulico para regulacin de rodillos del procesador
AE-CL-012: Cilindro hidrulico para regulacin de rodillos del procesador
AE-CL-013: Cilindro neumtico para rodillos anti escama
Otro Equipo:
AE-OE-001: Mandril sujetador de bobina de lmina de acero.
AE-OE-002: Mecanismo excntrico para generar el movimiento de corte de guillotina.
AE-OE-003: Cuchillas de corte de Guillotina.
AE-OE-004: Sostenedor de la lmina de acero al momento del corte.
rea de Decapado
Bombas:
AD-BO-001: Bomba DEC - BC - 15 para circulacin de agua cida a pileta de prelavado.
AD-BO-002: Bomba DEC - BC - 14 para circulacin de agua cida a pileta de prelavado.
AD-BO-003: Bomba DEC - BC - 13 para recirculacin de cido usado en pileta 1.
AD-BO-004: Bomba DEC - BC - 12 para recirculacin de cido usado en pileta 1.
AD-BO-005: Bomba DEC - BC - 11 para recirculacin de cido usado en pileta 1.
AD-BO-006: Bomba DEC - BC - 04 para drenar cido usado.
AD-BO-007: Bomba DEC - BC - 01 para recirculacin de cido usado en pileta 2.
AD-BO-008: Bomba DEC - BC - 02 para recirculacin de cido usado en pileta 2.
AD-BO-009: Bomba DEC - BC - 03 para recirculacin de cido usado en pileta 3.
AD-BO-010: Bomba DEC - BC - 05 de agua dura para pileta de lavado.
AD-BO-011: Bomba DEC - BC - 06 de agua dura para pileta de lavado.
AD-BO-012: Bomba DEC - BC - 07 de agua desmineralizada para pileta de lavado.
AD-BO-013: Bomba DEC - BC - 08 de agua desmineralizada para pileta de lavado.
D-3
AD-BO-014: Bomba vertical DEC - BC - 09 para la evacuacin de aguas residuales cidas
hacia neutralizado.
AD-BO-015: Bomba vertical DEC - BC - 10 para la evacuacin de aguas residuales cidas
hacia neutralizado.
Motores:
AD-MO-001: Motor elctrico para accionar bomba DEC - BC - 15
AD-MO-002: Motor elctrico para accionar bomba DEC - BC - 14
AD-MO-003: Motor elctrico para accionar bomba DEC - BC - 13
AD-MO-004: Motor elctrico para accionar bomba DEC - BC - 12
AD-MO-005: Motor elctrico para accionar bomba DEC - BC - 11
AD-MO-006: Motor elctrico para accionar bomba DEC - BC - 04
AD-MO-007: Motor elctrico para accionar bomba DEC - BC - 05
AD-MO-008: Motor elctrico para accionar bomba DEC - BC - 06
AD-MO-009: Motor elctrico para accionar bomba DEC - BC - 07
AD-MO-010: Motor elctrico para accionar bomba DEC - BC - 08
AD-MO-011: Motor elctrico para accionar bomba DEC - BC - 01
AD-MO-012: Motor elctrico para accionar bomba DEC - BC - 02
AD-MO-013: Motor elctrico para accionar bomba DEC - BC - 03
AD-MO-014: Motor elctrico para accionar bomba vertical DEC - BC - 09
AD-MO-015: Motor elctrico para accionar bomba vertical DEC - BC - 10
AD-MO-016: Motor elctrico para accionar el ventilador del secador.
Motoreductores:
AD-MR-001: Motoreductor para Torre de rodillo de entrada (Torre 10).
AD-MR-002: Motoreductor para Torre de rodillo de salida (Torre 9).
AD-MR-003: Motoreductor para Torre de rodillo (Torre 8).
AD-MR-004: Motoreductor para Torre de rodillo (Torre 7).
AD-MR-005: Motoreductor para Torre de rodillo (Torre 6).
AD-MR-006: Motoreductor para Torre de rodillo (Torre 5).
AD-MR-007: Motoreductor para Torre de rodillo (Torre 4).
AD-MR-008: Motoreductor para Torre de rodillo (Torre 3).
AD-MR-009: Motoreductor para Torre de rodillo (Torre 2).
AD-MR-010: Motoreductor para Torre de rodillo (Torre 1).
Intercambiadores de Calor:
AD-IQ-001: Intercambiador de calor de cido TCV - 0032 para pileta 1.
AD-IQ-002: Intercambiador de calor de cido TCV - 0033 para pileta 1.
AD-IQ-003: Intercambiador de calor de cido TE 0231 para pileta 2.
AD-IQ-004: Intercambiador de calor de cido TE 0132 para pileta 3.
D-4
Ventiladores/Extractores:
AD-XV-001: Ventilador del secador.
Torres de Rodillos:
AD-TR-001: Estructura de rodillo escurridor de entrada de pileta de prelavado (Torre 10).
AD-TR-002: Estructura de rodillo escurridor de salida de pileta de prelavado (Torre 9).
AD-TR-003: Estructura de rodillo escurridor pileta de cido 1 (Torre 8).
AD-TR-004: Estructura de rodillo escurridor pileta de cido 2 (Torre 7).
AD-TR-005: Estructura de rodillo escurridor pileta de cido 2 (Torre 6).
AD-TR-006: Estructura de rodillo escurridor pileta de cido 3 (Torre 5).
AD-TR-007: Estructura de rodillo escurridor pileta de lavado (Torre 4).
AD-TR-008: Estructura de rodillo escurridor pileta de lavado (Torre 3).
AD-TR-009: Estructura de rodillo escurridor pileta de lavado (Torre 2).
AD-TR-010: Estructura de rodillo escurridor pileta de lavado (Torre 1).
Cilindros:
AD-CL-001: Cilindro neumtico de Torre de rodillo (Torre 10) lado motor.
AD-CL-002: Cilindro neumtico de Torre de rodillo (Torre 10) lado operador.
AD-CL-003: Cilindro neumtico de Torre de rodillo (Torre 9) lado motor.
AD-CL-004: Cilindro neumtico de Torre de rodillo (Torre 9) lado operador.
AD-CL-005: Cilindro neumtico de Torre de rodillo (Torre 8) lado motor.
AD-CL-006: Cilindro neumtico de Torre de rodillo (Torre 8) lado operador.
AD-CL-007: Cilindro neumtico Torre de rodillo (Torre 7) lado motor.
AD-CL-008: Cilindro neumtico Torre de rodillo (Torre 7) lado operador.
AD-CL-009: Cilindro neumtico Torre de rodillo (Torre 6) lado motor.
AD-CL-010: Cilindro neumtico Torre de rodillo (Torre 6) lado operador.
AD-CL-011: Cilindro neumtico para levantar tapadera de pileta de cido 2.
AD-CL-012: Cilindro neumtico para levantar tapadera de pileta de cido 2.
AD-CL-013: Cilindro neumtico Torre de rodillo (Torre 5) lado motor.
AD-CL-014: Cilindro neumtico Torre de rodillo (Torre 5) lado operador.
AD-CL-015: Cilindro neumtico para levantar tapadera de pileta de cido 3.
AD-CL-016: Cilindro neumtico para levantar tapadera de pileta de cido 3.
AD-CL-017: Cilindro neumtico de Torre de rodillo (Torre 4) lado motor.
AD-CL-018: Cilindro neumtico de Torre de rodillo (Torre 4) lado operador.
AD-CL-019: Cilindro neumtico de Torre de rodillo (Torre 3) lado motor.
AD-CL-020: Cilindro neumtico de Torre de rodillo (Torre 3) lado operador.
AD-CL-021: Cilindro neumtico de Torre de rodillo (Torre 2) lado motor.
AD-CL-022: Cilindro neumtico de Torre de rodillo (Torre 2) lado operador.
AD-CL-023: Cilindro neumtico de Torre de rodillo (Torre 1) lado motor.
AD-CL-024: Cilindro neumtico de Torre de rodillo (Torre 1) lado operador.
D-5
AD-CL-025: Cilindro neumtico para levantar tapadera de pileta de lavado.
AD-CL-026: Cilindro neumtico para levantar tapadera de pileta de lavado.
AD-CL-027: Cilindro neumtico para levantar tapadera de pileta de lavado.
AD-CL-028: Cilindro neumtico para levantar tapadera de pileta de lavado.
Otro Equipo:
AD-OE-001: Radiador para aplicacin de vapor.
Decapado Salida:
Bombas:
DS-BO-001: Bomba neumtica de diafragma para circulacin de aceite.
DS-BO-002: Bomba de lubricacin de caja reductora de mandril de salida.
Motores:
DS-MO-001: Motor elctrico para refiladora.
DS-MO-002: Motor elctrico para giro de cuchilla (lado motor) Scrap chopper.
DS-MO-003: Motor elctrico para giro de cuchilla (lado operador) Scrap chopper.
DS-MO-004: Motor elctrico para accionar rodillos de aceitado.
DS-MO-005: Motor elctrico para accionar cuchillas de corte.
DS-MO-006: Motor elctrico para accionar rodillos de la torre de salida.
DS-MO-007: Motor elctrico para el movimiento rotatorio del mandril de salida.
DS-MO-008: Motor elctrico para accionar el ventilador del motor que genera el
movimiento rotatorio del mandril.
DS-MO-009: Motor elctrico para accionar bomba de lubricacin de caja reductora del
mandril de salida.
DS-MO-010: Motor elctrico de avance de carro de bobina.
DS-MO-011: Motor elctrico para accionar cadena conveyor.
Motoreductores:
DS-MR-001: Motoreductor para tornillo sin fin.
DS-MR-002: Motoreductor para centrado de cuchillas.
DS-MR-003: Motoreductor para accionar banda del scrap chopper.
Reductores:
DS-RV-001: Caja reductora de velocidad del motor de refiladora.
DS-RV-002: Caja reductora de velocidad del motor que acciona los rodillos de aceitado.
DS-RV-003: Caja reductora de velocidad del motor que acciona las cuchillas de corte de
guillotina.
DS-RV-004: Caja reductora de velocidad del motor que acciona rodillos de la torre de
salida.
D-6
DS-RV-005: Caja reductora de velocidad del motor que genera la rotacin del mandril de
salida.
DS-RV-006: Caja reductora de velocidad para motor de carro de avance de bobina.
DS-RV-007: Caja reductora de velocidad del motor que acciona la cadena conveyor.
Frenos:
DS-FR-001: Freno magntico para motor de cadena de conveyor.
Torres de Rodillos:
DS-TR-001: Estructura de rodillo de salida.
Electrovlvulas:
DS-EV-001: Banco de electrovlvulas mandril de salida.
Cilindros:
DS-CL-001: Cilindro neumtico para abrir centradora.
DS-CL-002: Cilindro neumtico de Torre de rodillo de entrada a refiladora (lado motor).
DS-CL-003: Cilindro neumtico de Torre de rodillo de entrada a refiladora (lado operador).
DS-CL-004: Cilindro neumtico de rodillo sostenedor.
DS-CL-005: Cilindro centrador (lado motor).
DS-CL-006: Cilindro centrador (lado operador).
DS-CL-007: Cilindro neumtico para rodillos aceitadores (lado motor).
DS-CL-008: Cilindro neumtico para rodillos aceitadores (lado operador).
DS-CL-009: Cilindro neumtico de Torre de rodillo (lado motor).
DS-CL-010: Cilindro neumtico de Torre de rodillo (lado operador).
DS-CL-011: Cilindro neumtico para mesa de emboque de salida.
DS-CL-012: Cilindro hidrulico para expandir al mandril.
DS-CL-013: Cilindro hidrulico centrador de mandril.
DS-CL-014: Cilindro hidrulico de placa expulsora.
DS-CL-015: Cilindro hidrulico elevador del carro de salida.
Otro Equipo:
DS-OE-001: Mandril sujetador de bobina de lmina de acero.
DS-OE-002: Cabezal porta cuchilla (lado motor) refiladora.
DS-OE-003: Cabezal porta cuchilla (lado operador) refiladora.
DS-OE-004: Rotor porta cuchillas (2 cuchillas) (lado motor) scrap chopper.
DS-OE-005: Rotor porta cuchillas (2 cuchillas) (lado operador) scrap chopper.
DS-OE-006: Cuchillas para estandarizar el ancho de la lmina (lado motor) refiladora.
DS-OE-007: Cuchillas para estandarizar el ancho de la lmina (lado operador) refiladora.
DS-OE-008: Cuchillas fijas (lado motor) scrap chopper
DS-OE-009: Cuchillas fijas (lado operador) scrap chopper.
DS-OE-010: Cuchilla de corte de golpe
DS-OE-011: Mecanismo excntrico para generar el movimiento de corte de guillotina.
D-7
DS-OE-012: Centradora manual.
DS-OE-013: Cadena conveyor para desplazar bobinas de lmina de acero.
DS-OE-014: Sistema de transmisin (engrane - pin) de caja reductora a cadena.
DS-OE-015: Tornillo para mover el sistema centrador.
DS-OE-016: Tornillo sin fin para centrar cuchillas.
DS-OE-017: Boquillas para la distribucin de aceite a la lmina de acero.
Plantas Auxiliares:
Bombas:
PA-BO-001: Bomba vertical EST - BC - 03 de circulacin de agua cida para pozo de
aguas residuales.
PA-BO-002: Bomba vertical EST - BC - 04 de circulacin de agua cida para pozo de
aguas residuales.
PA-BO-003: Bomba NEU - BC - 01 de recirculacin de soda de tanque NEU - TOH - 09 y
alimentacin a neutralizado.
PA-BO-004: Bomba NEU - BC - 02 de recirculacin de soda de tanque NEU - TOH - 09 y
alimentacin a neutralizado
PA-BO-005: Bomba neumtica de diafragma para tanque de aguas residuales.
PA-BO-006: Bomba de diafragma NEU - BD - 03 filtro prensa.
PA-BO-007: Bomba de diafragma NEU - BD - 04 filtro prensa.
PA-BO-008: Bomba UF - BC - 02 de recirculacin para tanque de fase de separacin
ultrafiltrado
PA-BO-009: Bomba UF - BC - 03 de recirculacin para tanque de fase de circulacin
ultrafiltrado
PA-BO-010: Bomba DES - BC - 01 para alimentacin de agua dura de tanque DES -TB -
01 a tanque de carbn.
PA-BO-011: Bomba DES - BC - 02 para alimentacin de agua dura de tanque DES -TB -
01 a tanque de carbn
PA-BO-012: Bomba DES - BC - 05 de alimentacin de agua desmineralizada de tanque de
almacenamiento DES - TD - 05B a caldera y decapado.
PA-BO-013: Bomba DES - BC - 06 de alimentacin de agua desmineralizada de tanque de
almacenamiento DES - TD - 05B a caldera y decapado.
PA-BO-014: Bomba 813.1 de alimentacin de agua desmineralizada de tanque de
almacenamiento DES - TD - 05A hacia planta regeneradora.
PA-BO-015: Bomba 813.2 de alimentacin de agua desmineralizada de tanque de
almacenamiento DES - TD - 05A hacia planta regeneradora
PA-BO-016: Bomba de alimentacin de agua desmineralizada de tanque de
almacenamiento DES - TD - 05A hacia caldera.
D-8
PA-BO-017: Bomba neumtica DES - BP - 03 para circulacin de cido de tanque de
preparacin de cido a tanque de resina catinica.
PA-BO-018: Bomba neumtica DES - BP - 06 para circulacin de soda de tanque de
preparacin de soda a tanque de resina aninica.
PA-BO-019: Bomba neumtica para circulacin de agua desmineralizada hacia recocido.
PA-BO-020: Bomba EST - BC - 01 para alimentacin de cido preparado de tanques de
almacenamiento EST - TH - 01 a piletas de decapado.
PA-BO-021: Bomba EST - BC - 02 para alimentacin de cido preparado de tanques de
almacenamiento EST - TH - 03 a piletas de decapado.
PA-BO-022: Bomba EXA - BC - 01 de recirculacin a la torre de tratamiento de gases
cidos
PA-BO-023: Bomba EXA - BC - 02 de recirculacin a la torre de tratamiento de gases
cidos.
Motores:
PA-MO-001: Motor elctrico para accionar agitador NEU - MI - 01 de pileta neutralizacin
continua.
PA-MO-002: Motor elctrico para accionar agitador NEU - MI - 02 de pileta neutralizacin
continua.
PA-MO-003: Motor elctrico para accionar agitador NEU - MI - 10 de floculante.
PA-MO-004: Motor elctrico para accionar bomba vertical EST - BC 03.
PA-MO-005: Motor elctrico para accionar bomba vertical EST - BC 04.
PA-MO-006: Motor elctrico para accionar bomba NEU - BC 01.
PA-MO-007: Motor elctrico para accionar bomba NEU - BC 02.
PA-MO-008: Motor elctrico para accionar bomba (NEU - BD - 03) del filtro prensa.
PA-MO-009: Motor elctrico para accionar bomba (NEU - BD - 04) del filtro prensa.
PA-MO-010: Motor elctrico para central hidrulica del filtro prensa.
PA-MO-011: Motor elctrico para accionar bomba UF - BC 02.
PA-MO-012: Motor elctrico para accionar bomba UF - BC 03.
PA-MO-013: Motor elctrico para accionar agitador UF - MI - 07 de tanque de fase de
lavado.
PA-MO-014: Motor elctrico para accionar bomba DES - BC - 01 para circulacin de agua
bruta para tanque de carbn.
PA-MO-015: Motor elctrico para accionar bomba DES - BC - 02 para circulacin de agua
bruta a tanque de carbn.
PA-MO-016: Motor elctrico para accionar bomba DES - BC 05.
PA-MO-017: Motor elctrico para accionar bomba DES - BC 06.
PA-MO-018: Motor elctrico para accionar bomba 813.1.
PA-MO-019: Motor elctrico para accionar bomba 813.2.
D-9
PA-MO-020: Motor elctrico para accionar bomba alimentacin de agua desmineralizada
de tanque de almacenamiento DES - TD - 05A hacia caldera.
PA-MO-021: Motor elctrico para accionar agitador DES - MI - 06 de tanque de
preparacin de cido.
PA-MO-022: Motor elctrico para accionar agitador DES - MI - 07 de tanque de
preparacin de soda.
PA-MO-023: Motor elctrico para accionar bomba EST - BC 01.
PA-MO-024: Motor elctrico para accionar bomba EST - BC 02.
PA-MO-025: Motor elctrico para accionar extractor PA-XV-002.
PA-MO-026: Motor elctrico para accionar bomba EXA - BC 01.
PA-MO-027: Motor elctrico para accionar bomba EXA - BC - 02
Motoreductores:
PA-MR-001: Motoreductor para accionar agitador NEU - MI - 04 de fase de floculacin.
PA-MR-002: Motoreductor para accionar agitador NEU - MI - 07 de neutralizacin
discontinua.
Ventiladores/Extractores:
PA-XV-001: Extractor de gases (Impulsor y carcaza) EXA -VC - 02 en torre de humos.
Cilindros:
PA-CL-001: Cilindro hidrulico compresor del filtro prensa.
Otro Equipo:
PA-OE-001: Filtro (rulos) para gases cidos de la torre.
PA-OE-002: Filtro prensa para el tratamiento de agua residual en la planta de
desmineralizado.
Regeneracin de cido:
Bombas:
RA-BO-001: Bomba 503.1 para recirculacin de cido usado a columna de cloro.
RA-BO-002: Bomba 503.2 para recirculacin de cido usado a columna de cloro.
RA-BO-003: Bomba 204.1 para recirculacin de cido.
RA-BO-004: Bomba 204.2 para recirculacin de cido.
RA-BO-005: Bomba 301.1 para almacn de cido regenerado y recirculacin a tanque
AK1.
RA-BO-006: Bomba 301.2 para almacn de cido regenerado y recirculacin a tanque
AK1.
RA-BO-007: Bomba 303.1 para regulacin de concentracin de cido y recirculacin de
agua cida en AK2.
RA-BO-008: Bomba 303.2 para regulacin de concentracin de cido y recirculacin de
agua cida en AK2.
D-10
RA-BO-009: Bomba 603.1 para recirculacin de agua a columna AK3.
RA-BO-010: Bomba 603.2 para recirculacin de agua a columna AK3.
RA-BO-011: Bomba 814.1 para alimentacin de agua industrial.
RA-BO-012: Bomba 814.2 para alimentacin de agua industrial.
RA-BO-013: Bomba para alimentacin de agua industrial.
RA-BO-014: Bomba para alimentacin de agua industrial.
RA-BO-015: Bomba 803.1 de alimentacin de cido usado del tanque EST - TH - 05/06
hacia regeneradora de cido.
RA-BO-016: Bomba 803.2 de alimentacin de cido usado del tanque EST - TH - 05/06
hacia regeneradora de cido.
RA-BO-017: Bomba 807.1 de alimentacin de agua cida del tanque EST - TH - 04 hacia
regeneradora de cido.
RA-BO-018: Bomba 807.2 de alimentacin de agua cida del tanque EST - TH - 04 hacia
regeneradora de cido.
Motores:
RA-MO-001: Motor elctrico para accionar bomba 503.1.
RA-MO-002: Motor elctrico para accionar bomba 503.2.
RA-MO-003: Motor elctrico para accionar bomba 204.1.
RA-MO-004: Motor elctrico para accionar bomba 204.2.
RA-MO-005: Motor 105 de alimentacin de aire de combustin.
RA-MO-006: Motor 108 vlvula rotativa para evacuacin de desechos.
RA-MO-007: Motor 110 vlvula rotativa para evacuacin de desechos.
RA-MO-008: Motor elctrico para accionar bomba 301.1.
RA-MO-009: Motor elctrico para accionar bomba 301.2.
RA-MO-010: Motor elctrico para accionar bomba 303.1.
RA-MO-011: Motor elctrico para accionar bomba 303.2.
RA-MO-012: Motor 401 de ventilador de transporte de gas.
RA-MO-013: Motor elctrico para accionar bomba 603.1.
RA-MO-014: Motor elctrico para accionar bomba 603.2.
RA-MO-015: Motor 703 extractor de polvos de xido.
RA-MO-016: Motor 702.1 vlvula rotativa.
RA-MO-017: Motor 702.2 tornillo sin fin.
RA-MO-018: Motor elctrico para accionar bomba 814.1 para alimentacin de agua
industrial.
RA-MO-019: Motor elctrico para accionar bomba 814.2 para alimentacin de agua
industrial.
RA-MO-020: Motor elctrico para accionar bomba de alimentacin de agua industrial.
RA-MO-021: Motor elctrico para accionar bomba de alimentacin de agua industrial.
D-11
RA-MO-022: Motor elctrico para accionar bomba 803.1 de alimentacin de cido usado
del tanque EST - TH - 05/06 hacia regeneradora de cido.
RA-MO-023: Motor elctrico para accionar bomba 803.2 de alimentacin de cido usado
del tanque EST - TH - 05/06 hacia regeneradora de cido.
RA-MO-024: Motor elctrico para accionar bomba 807.1 alimentacin de agua cida del
tanque EST - TH - 04 hacia regeneradora de cido.
RA-MO-025: Motor elctrico para accionar extractor de gases RA-XV-001.
RA-MO-026: Motor elctrico para accionar bomba 807.2 alimentacin de agua cida del
tanque EST - TH - 04 hacia regeneradora de cido.
Motoreductores:
RA-MR-001: Motoreductor 107 triturador para evacuacin de desechos.
Ventiladores/Extractores:
RA-XV-001: Extractor de gases (impulsor y caracol).
Quemador:
RA-QE-001: Quemador 106.
Otro Equipo:
RA-OE-001: Conjunto de filtros.
RA-OE-002: Rulos para filtrado.
RA-OE-003: Malla filtro de vlvula V207.1A.
RA-OE-004: Malla filtro de vlvula V207.1B.
RA-OE-005: Rulos para filtrado.
RA-OE-006: Rulos para filtrado.
RA-OE-007: Rulos para filtrado.
RA-OE-008: Mangas de filtrado.
RA-OE-009: Boquillas de spray.
RA-OE-010: Boquillas de spray boom.
RA-OE-011: Boquillas de spray.
RA-OE-012: Boquillas de spray.
RA-OE-013: Boquillas de agua para enfriamiento.
RA-OE-014: Boquillas de spray.
RA-OE-015: Tornillo sin fin para transportar polvo de xido.
Caldera:
Bombas:
CD-BO-001: Bomba de bnker.
CD-BO-002: Bomba 1 para tanque de condensado.
CD-BO-003: Bomba 2 para tanque de condensado.
CD-BO-004: Bomba de dosificacin de qumicos.
D-12
Motores:
CD-MO-001: Motor de combustin de bnker.
CD-MO-002: Motor elctrico para accionar agitador de tanque de qumicos.
CD-MO-003: Motor para accionar Bomba dosificadora de qumicos.
CD-MO-004: Motor para bomba 1 de tanque de condensado.
CD-MO-005: Motor para bomba 2 de tanque de condensado.
Caldera:
CD-CA-001: Caldera
Intercambiadores de Calor:
AC-IQ-001: Intercambiador de calor de la caldera.
Otro Equipo:
CD-OE-001: Inyector (Boquilla).
Sistema Hidrulico:
Bombas:
SH-BO-001: Bomba #1 para suministrar aceite al sistema.
SH-BO-002: Bomba #2 para suministrar aceite al sistema.
SH-BO-003: Bomba #3 para suministrar aceite al sistema.
SH-BO-004: Bomba #4 para suministrar aceite al sistema.
SH-BO-005: Bomba para el enfriamiento de agua.
SH-BO-006: Bomba para el enfriamiento de agua.
SH-BO-007: Bomba para recirculacin de aceite.
Motores:
SH-MO-001: Motor elctrico para accionar bomba #1.
SH-MO-002: Motor elctrico para accionar bomba #2.
SH-MO-003: Motor elctrico para accionar bomba #3.
SH-MO-004: Motor elctrico para accionar bomba #4.
SH-MO-005: Motor elctrico para accionar bomba de recirculacin de aceite.
SH-MO-006: Motor elctrico para accionar bomba de enfriamiento de agua.
SH-MO-007: Motor elctrico para accionar bomba de enfriamiento de agua.
SH-MO-008: Motor elctrico para accionar ventilador del enfriador de agua.
Intercambiadores de Calor:
SH-IQ-001: Intercambiador de calor de aceite.
Electrovlvulas:
SH-EV-001: Banco de electrovlvulas de entrada del sistema hidrulico.
SH-EV-002: Banco de electrovlvulas de salida del sistema hidrulico.
Otro Equipo:
SH-OE-001: Tanque reservorio para el aceite del sistema.
D-13
SH-OE-002: Enfriador de agua con ventilador.
Equipo Elctrico:
SE-EL-001: transformador de aislamiento del mandril de salida.
SE-EL-002: Transformador de aislamiento de la refiladora.
SE-EL-003: Transformador de aislamiento scrap chopper lado operador.
SE-EL-004: Transformador de aislamiento scrap chopper lado motor.
SE-EL-005: Transformador de aislamiento aceitadora.
SE-EL-006: Transformador de aislamiento pitch roll de salida.
SE-EL-007: Transformador de aislamiento conveyor de salida.
SE-EL-008: Lneas elctricas areas.
También podría gustarte
- La Transfiguración Del SeñorDocumento5 páginasLa Transfiguración Del Señor'Orlando RiveraAún no hay calificaciones
- Manual para El CoordinadorDocumento24 páginasManual para El CoordinadorEddipoAún no hay calificaciones
- LAC2030 America Latina y El Caribe 2030 Escenarios FuturosDocumento156 páginasLAC2030 America Latina y El Caribe 2030 Escenarios FuturosmazegarraAún no hay calificaciones
- Impresión documentos electrónicos SeaLandDocumento4 páginasImpresión documentos electrónicos SeaLand'Orlando RiveraAún no hay calificaciones
- Clases de Declaración DUA 19112015Documento9 páginasClases de Declaración DUA 19112015'Orlando RiveraAún no hay calificaciones
- Creo en La Comunión de Los Santos y en El Perdón de Los PecadosDocumento3 páginasCreo en La Comunión de Los Santos y en El Perdón de Los Pecados'Orlando RiveraAún no hay calificaciones
- Catequesis Día de Los Santos InocentesDocumento3 páginasCatequesis Día de Los Santos Inocentes'Orlando RiveraAún no hay calificaciones
- La Nomenclatura Internacional Del Sistema Armonizado de Codificación y Designación de MercancíasDocumento4 páginasLa Nomenclatura Internacional Del Sistema Armonizado de Codificación y Designación de Mercancías'Orlando RiveraAún no hay calificaciones
- Codigos de Identificacion InternacionalDocumento5 páginasCodigos de Identificacion Internacional'Orlando RiveraAún no hay calificaciones
- Mar Abr May 2015 PDFDocumento267 páginasMar Abr May 2015 PDFmotrocaAún no hay calificaciones
- Mar Abr May 2015 PDFDocumento267 páginasMar Abr May 2015 PDFmotrocaAún no hay calificaciones
- Software de MantenimientoDocumento0 páginasSoftware de Mantenimiento'Orlando RiveraAún no hay calificaciones
- Manual Basico Programacion 1.0Documento28 páginasManual Basico Programacion 1.0'Orlando RiveraAún no hay calificaciones
- Manual de Cohetes-CrackDocumento65 páginasManual de Cohetes-Crackpacoarias22100% (3)