También podría gustarte
- Application of RefractoriesDocumento331 páginasApplication of RefractoriesJuan Bustamante0% (1)
- Gouda Refractories Brochure WEbDocumento16 páginasGouda Refractories Brochure WEbjsszep jAún no hay calificaciones
- Furnace Linings Ferrous 01Documento12 páginasFurnace Linings Ferrous 01Jennifer Nicky Shaker100% (1)
- BF Cast House Product & DesignDocumento50 páginasBF Cast House Product & DesignHara Prasad MurtyAún no hay calificaciones
- Unconstrained Numerical Optimization An Introduction For EconometriciansDocumento32 páginasUnconstrained Numerical Optimization An Introduction For Econometriciansvaskore100% (1)
- Ben Vaserlan's Socionics EIE "Mentor" (ENFJ) Model G Infographic (BV's Text in Purple)Documento1 páginaBen Vaserlan's Socionics EIE "Mentor" (ENFJ) Model G Infographic (BV's Text in Purple)Ben Vaserlan100% (2)
- Materials in Industrial Furnace ConstructionDocumento28 páginasMaterials in Industrial Furnace ConstructionAlexander TabaresAún no hay calificaciones
- Revised DraftDocumento45 páginasRevised DraftEva LloydAún no hay calificaciones
- Refractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisDocumento52 páginasRefractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisSampat PrajapatiAún no hay calificaciones
- Kiln Shell CorrosionDocumento29 páginasKiln Shell CorrosionfatamorgganaAún no hay calificaciones
- Ankral RNTDocumento1 páginaAnkral RNTmahreza189Aún no hay calificaciones
- Glass 4 - 5 11 - 2015Documento70 páginasGlass 4 - 5 11 - 2015Laxman KumarAún no hay calificaciones
- TUNDISH COVER RefractoryDocumento3 páginasTUNDISH COVER RefractoryMashiur RahmanAún no hay calificaciones
- FIRE Compendium Series: Refractory Castable EngineeringDocumento2 páginasFIRE Compendium Series: Refractory Castable EngineeringKhaled BOUALIAún no hay calificaciones
- Aluminum Furnace-Resco PDFDocumento4 páginasAluminum Furnace-Resco PDFmanuel CairesAún no hay calificaciones
- Refractory Lining Project Corrected (Chapter 1)Documento7 páginasRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanAún no hay calificaciones
- Indirect HeatingDocumento4 páginasIndirect HeatingYogesh BadheAún no hay calificaciones
- Engineering: General CatalogDocumento37 páginasEngineering: General CatalogzsmithAún no hay calificaciones
- Magnesite and Forsterite RefractoriesDocumento25 páginasMagnesite and Forsterite RefractoriesfayzaAún no hay calificaciones
- Designand Construtionofthe Coreless Induction FurnaceDocumento91 páginasDesignand Construtionofthe Coreless Induction FurnaceUma Koduri100% (1)
- A Study On Indian Refractories IndustryDocumento10 páginasA Study On Indian Refractories IndustryMahesh BuffettAún no hay calificaciones
- Reverberatory Furnace: By: Walid Khalid AbdulkaderDocumento9 páginasReverberatory Furnace: By: Walid Khalid Abdulkaderanon_665535262Aún no hay calificaciones
- Float Glass RefractoryDocumento4 páginasFloat Glass RefractorySans SenAún no hay calificaciones
- Study of Blast Furnace Cooling StaveDocumento7 páginasStudy of Blast Furnace Cooling StavecaapasaAún no hay calificaciones
- Electric Arc Furnace Injection System For OxygenDocumento7 páginasElectric Arc Furnace Injection System For OxygenIcilma LiraAún no hay calificaciones
- Furnaces and Refractories: 6. WorksheetsDocumento36 páginasFurnaces and Refractories: 6. WorksheetsDHSanjAún no hay calificaciones
- Refractory Materials For Different Parts of Electric ARC Furnace - Catherine Gao - Pulse - LinkedInDocumento4 páginasRefractory Materials For Different Parts of Electric ARC Furnace - Catherine Gao - Pulse - LinkedInceng el samiuAún no hay calificaciones
- Iron Making Unit 2Documento72 páginasIron Making Unit 2Prashant NAún no hay calificaciones
- 10208-15101387124325secondary Steel Making OverviewDocumento13 páginas10208-15101387124325secondary Steel Making OverviewOmar TahaAún no hay calificaciones
- Blast Furnace DescriptionDocumento26 páginasBlast Furnace DescriptionMoganna Gowda100% (1)
- Brief Description On Electric Arc FurnaceDocumento28 páginasBrief Description On Electric Arc FurnaceVishwanath HunagundAún no hay calificaciones
- 2012 Lecture BKC Insulations & RefractoryDocumento30 páginas2012 Lecture BKC Insulations & Refractorydeb_bratapalAún no hay calificaciones
- Manual Vulcan en InglesDocumento12 páginasManual Vulcan en InglesingegusAún no hay calificaciones
- High-strength refractory concrete with silica glass and sol bondingDocumento1 páginaHigh-strength refractory concrete with silica glass and sol bondingmahreza189Aún no hay calificaciones
- Design, Manufacturing and Testing of Induction Furnace: Submitted byDocumento65 páginasDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariAún no hay calificaciones
- Current Refractory Technology and Practices in The Steel IndustryDocumento25 páginasCurrent Refractory Technology and Practices in The Steel IndustrySebastian SolanoAún no hay calificaciones
- What Is Furnace ?Documento21 páginasWhat Is Furnace ?BARUN BIKASH DEAún no hay calificaciones
- Blast Furnace BF Refractory Lining PatternDocumento5 páginasBlast Furnace BF Refractory Lining PatternSarthakShangariAún no hay calificaciones
- Almatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionDocumento15 páginasAlmatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionSaptarshi SenguptaAún no hay calificaciones
- RHI MR Services Bulletin 1 2012-DataDocumento64 páginasRHI MR Services Bulletin 1 2012-DataSuphi Yüksel100% (1)
- High Intensity Slag Resistance Furnace DesignDocumento10 páginasHigh Intensity Slag Resistance Furnace DesignBrian Andres Madariaga MuñozAún no hay calificaciones
- SUPRAL - S60 Per Blocchi (Equivalente RESISTAL S60) PDFDocumento1 páginaSUPRAL - S60 Per Blocchi (Equivalente RESISTAL S60) PDFgiuseppe.timpone1Aún no hay calificaciones
- Manufacturing Process I Lecture No. 8: FurnacesDocumento11 páginasManufacturing Process I Lecture No. 8: Furnacesmahi rajAún no hay calificaciones
- Catalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908Documento188 páginasCatalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908iMiklaeAún no hay calificaciones
- Refractory-Systems Steuler-Kch en PDFDocumento20 páginasRefractory-Systems Steuler-Kch en PDFNaeem QasimAún no hay calificaciones
- Globar SD Heating Elements ENGDocumento28 páginasGlobar SD Heating Elements ENGJohn Jairo CelisAún no hay calificaciones
- Energy Conservation in Cupola FurnaceDocumento32 páginasEnergy Conservation in Cupola Furnacenayan patel100% (1)
- REFERENCES OF BLAST FURNACE REPAIRDocumento6 páginasREFERENCES OF BLAST FURNACE REPAIRNishant BandaruAún no hay calificaciones
- Basal Z Extra: Chemical AnalysisDocumento1 páginaBasal Z Extra: Chemical Analysismahreza189Aún no hay calificaciones
- Bee - Hive Metallurgical CokeDocumento4 páginasBee - Hive Metallurgical Coke124swadeshiAún no hay calificaciones
- A Lining Management System For Submerged Arc FurnacesDocumento10 páginasA Lining Management System For Submerged Arc FurnacesismaglezhAún no hay calificaciones
- Cvs General Presantation 09Documento69 páginasCvs General Presantation 09dertas6641100% (1)
- Extraction of Aluminum From DrossDocumento5 páginasExtraction of Aluminum From DrossPrashant ParshivnikarAún no hay calificaciones
- BFDocumento56 páginasBFvikrantsingh2908Aún no hay calificaciones
- Lecture 15: Application of Refractory MaterialsDocumento7 páginasLecture 15: Application of Refractory MaterialsMiguel Kühnert FrichenbruderAún no hay calificaciones
- eNERGY CONSUMTION OF TOTAL MELTING PROCESS PDFDocumento11 páginaseNERGY CONSUMTION OF TOTAL MELTING PROCESS PDFsandipanAún no hay calificaciones
- Pig Iron - Blast Furnace RouteDocumento3 páginasPig Iron - Blast Furnace RouteRaden Pambudi PratamaAún no hay calificaciones
- Insulating Refractories Reduce Heat LossDocumento10 páginasInsulating Refractories Reduce Heat LossAbdulBasitAún no hay calificaciones
- Slide Gate System DevelopmentDocumento14 páginasSlide Gate System DevelopmentA.S.M. Mosayeb RafiAún no hay calificaciones
- The Iron Blast Furnace: Theory and PracticeDe EverandThe Iron Blast Furnace: Theory and PracticeCalificación: 3 de 5 estrellas3/5 (2)
- Continuous casting The Ultimate Step-By-Step GuideDe EverandContinuous casting The Ultimate Step-By-Step GuideAún no hay calificaciones
- Sports Pictionary Poster 1 Vocabulary Worksheet PDFDocumento2 páginasSports Pictionary Poster 1 Vocabulary Worksheet PDFSy Hafizah100% (1)
- HUCK FloorTight enDocumento8 páginasHUCK FloorTight enEldori1988Aún no hay calificaciones
- Bolt Grade Markings and Strength ChartDocumento2 páginasBolt Grade Markings and Strength ChartEldori1988Aún no hay calificaciones
- SuspensiondfDocumento3 páginasSuspensiondfAhmad UsamaAún no hay calificaciones
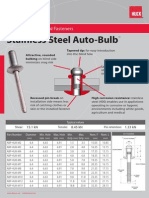
- HUCK Autobulb Stainless Steel enDocumento1 páginaHUCK Autobulb Stainless Steel enEldori1988Aún no hay calificaciones
- Onsert GB 0250 PDFDocumento12 páginasOnsert GB 0250 PDFmazacotesAún no hay calificaciones
- Demonstration For Certification (Participants Copy)Documento2 páginasDemonstration For Certification (Participants Copy)Eldori1988Aún no hay calificaciones
- Assembly in A BoxDocumento2 páginasAssembly in A BoxEldori1988Aún no hay calificaciones
- ConfidenceDocumento4 páginasConfidenceEldori1988Aún no hay calificaciones
- Magna-Bulb Blind Fastener: Previous ScreenDocumento3 páginasMagna-Bulb Blind Fastener: Previous ScreenEldori1988Aún no hay calificaciones
- Toyota Business Practices and Academe - Industry Linkage - GasparDocumento7 páginasToyota Business Practices and Academe - Industry Linkage - GasparEldori1988Aún no hay calificaciones
- Fishbone DiagramDocumento2 páginasFishbone DiagramEldori1988Aún no hay calificaciones
- Rivset Gen2 GB 6705Documento6 páginasRivset Gen2 GB 6705Eldori1988Aún no hay calificaciones
- HUCK Hucktainer enDocumento8 páginasHUCK Hucktainer enEldori1988Aún no hay calificaciones
- Huck Hucklok enDocumento4 páginasHuck Hucklok enEldori1988Aún no hay calificaciones
- Bolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableDocumento2 páginasBolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableEldori1988Aún no hay calificaciones
- Böllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Documento3 páginasBöllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Eldori1988Aún no hay calificaciones
- Bolt Depot - Metric Tap and Drill Size TableDocumento1 páginaBolt Depot - Metric Tap and Drill Size TableEldori1988Aún no hay calificaciones
- The Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteDocumento27 páginasThe Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteEldori1988Aún no hay calificaciones
- Huck BOM: The Highest Strength Blind Fasteners in The WorldDocumento5 páginasHuck BOM: The Highest Strength Blind Fasteners in The WorldEldori1988Aún no hay calificaciones
- Bolt Depot - Machinery Eye Bolt DimensionsDocumento2 páginasBolt Depot - Machinery Eye Bolt DimensionsEldori1988Aún no hay calificaciones
- Lean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocumento18 páginasLean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988Aún no hay calificaciones
- Lean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteDocumento20 páginasLean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteEldori1988Aún no hay calificaciones
- Lean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocumento20 páginasLean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988Aún no hay calificaciones
- CPF PresentationDocumento13 páginasCPF PresentationEldori1988Aún no hay calificaciones
- 561Documento27 páginas561Eldori1988Aún no hay calificaciones
- Simulation and Optimization of Metal Forming ProcessesDocumento27 páginasSimulation and Optimization of Metal Forming ProcessesTamer HagasAún no hay calificaciones
- German Presentation Feb 03Documento8 páginasGerman Presentation Feb 03Eldori1988Aún no hay calificaciones
- CHAPTER 5 Duality in LPPDocumento20 páginasCHAPTER 5 Duality in LPPmulunehAún no hay calificaciones
- Parametric Design Master ModelDocumento18 páginasParametric Design Master ModelJavier Poveda SanchezAún no hay calificaciones
- Integer ProgrammingDocumento51 páginasInteger Programmingapi-26143879Aún no hay calificaciones
- AspenTech Announces Availability of AspenONE V8 FINAL - For at - Com 12-10-2012Documento3 páginasAspenTech Announces Availability of AspenONE V8 FINAL - For at - Com 12-10-2012imoomexAún no hay calificaciones
- Example 4.2: Aggregate Planning ModelsDocumento36 páginasExample 4.2: Aggregate Planning ModelsLaís ContierAún no hay calificaciones
- ? Top Trending Professional Development Courses 2024 ?Documento63 páginas? Top Trending Professional Development Courses 2024 ?161637004742Aún no hay calificaciones
- Lab Manual No 01Documento28 páginasLab Manual No 01saqib idreesAún no hay calificaciones
- Back-Propagation Artificial Neural Network Approach For Machining Centre SelectionDocumento18 páginasBack-Propagation Artificial Neural Network Approach For Machining Centre SelectionNatarajan KrishnanAún no hay calificaciones
- UC22NA 01EE10 AVEVA Debeer Ever More Efficient AVEVAs Engineering RoadmapDocumento38 páginasUC22NA 01EE10 AVEVA Debeer Ever More Efficient AVEVAs Engineering RoadmapOETYN AARSETHAún no hay calificaciones
- A Kalman Filter Based Model For Asset Prices and Its Application To Portfolio OptimizationDocumento8 páginasA Kalman Filter Based Model For Asset Prices and Its Application To Portfolio Optimizationزهير استيتوAún no hay calificaciones
- Optimization Problems: by Tuesday J. JohnsonDocumento31 páginasOptimization Problems: by Tuesday J. JohnsonJerlyn AriesAún no hay calificaciones
- Discussion 1: August 29: 1.1.1 InfoDocumento31 páginasDiscussion 1: August 29: 1.1.1 InfoNikhil GuptaAún no hay calificaciones
- List of Algorithms Interview QuestionsDocumento9 páginasList of Algorithms Interview QuestionsSivaselvi RAún no hay calificaciones
- Matlab FrequentlyDocumento60 páginasMatlab FrequentlyKarthik SharmaAún no hay calificaciones
- Ciao AlgorithmDocumento13 páginasCiao AlgorithmDiegoHenaoLeonAún no hay calificaciones
- Optimization Lectures 1Documento15 páginasOptimization Lectures 1Debdas GhoshAún no hay calificaciones
- Aerospace Course CurriculumDocumento52 páginasAerospace Course CurriculumNeal IyerAún no hay calificaciones
- Artificial Neural Networks Mathematical FoundationsDocumento16 páginasArtificial Neural Networks Mathematical Foundationsrashbari mAún no hay calificaciones
- Information Sciences: Eduarda Asfora Frej, Petr Ekel, Adiel Teixeira de AlmeidaDocumento12 páginasInformation Sciences: Eduarda Asfora Frej, Petr Ekel, Adiel Teixeira de AlmeidaJoão Paulo NevesAún no hay calificaciones
- John+Smith Summary+of+contributionsDocumento5 páginasJohn+Smith Summary+of+contributionsmaxor4242Aún no hay calificaciones
- Int. J. Production Economics: Mitchell A. Millstein, Liu Yang, Haitao LiDocumento10 páginasInt. J. Production Economics: Mitchell A. Millstein, Liu Yang, Haitao LiLaura CastañedaAún no hay calificaciones
- ECE/CS 559 - Neural Networks Lecture Notes #6: Learning: Erdem KoyuncuDocumento13 páginasECE/CS 559 - Neural Networks Lecture Notes #6: Learning: Erdem KoyuncuNihal Pratap GhanatheAún no hay calificaciones
- Third Year ItDocumento42 páginasThird Year ItSarang GhodeAún no hay calificaciones
- General Considerations For Research Methodology in Management DecisionsDocumento13 páginasGeneral Considerations For Research Methodology in Management Decisionsnazi1939aeddiAún no hay calificaciones
- Chapter 4 Cost MinimizationDocumento6 páginasChapter 4 Cost MinimizationXavier Hetsel Ortega BarraganAún no hay calificaciones
- A Review On Power Plant Maintenance and OperationaDocumento5 páginasA Review On Power Plant Maintenance and OperationaWAN MUHAMMAD IKHWANAún no hay calificaciones
- Zund Cut Center ZCC SoftwareDocumento7 páginasZund Cut Center ZCC SoftwareClaudiu MinaAún no hay calificaciones
- Tomasz Ambroziak, Agnieszka Malesa, Mariusz KostrzewskiDocumento16 páginasTomasz Ambroziak, Agnieszka Malesa, Mariusz KostrzewskiSajjad HossainAún no hay calificaciones