También podría gustarte
- Preparación de Arena para La FundiciónDocumento7 páginasPreparación de Arena para La Fundiciónjuan carlosAún no hay calificaciones
- Determinación Del Equivalente de ArenaDocumento13 páginasDeterminación Del Equivalente de ArenaEdgar Jimenez SaavedraAún no hay calificaciones
- Peso específico y absorción del agregado gruesoDocumento17 páginasPeso específico y absorción del agregado gruesoRoberto Jorge Flores100% (2)
- Ensayo de FundicionDocumento16 páginasEnsayo de Fundicionalexander lizzetti vargasAún no hay calificaciones
- Programación y control del riego y fertilización del césped. AGAJ0308De EverandProgramación y control del riego y fertilización del césped. AGAJ0308Aún no hay calificaciones
- III Arenas de Moldeo en VerdeDocumento59 páginasIII Arenas de Moldeo en VerdeJavier.Ceron100% (1)
- Apomazado y pulido de piedra natural. IEXD0108De EverandApomazado y pulido de piedra natural. IEXD0108Aún no hay calificaciones
- Arena Verde PDFDocumento4 páginasArena Verde PDFSergio GonzalesAún no hay calificaciones
- Arenas VerdesDocumento12 páginasArenas VerdesOz GuerreroAún no hay calificaciones
- Molde de Arena de La CarcasaDocumento3 páginasMolde de Arena de La CarcasaKevin Rojas SerrudoAún no hay calificaciones
- 7.5 Moldeo en ArenaDocumento32 páginas7.5 Moldeo en ArenaOtidnanref EkilAún no hay calificaciones
- Informe ArenasDocumento39 páginasInforme ArenasEnriqueGDAún no hay calificaciones
- Informe Arenas de MoldeoDocumento17 páginasInforme Arenas de MoldeoDevilSzexAún no hay calificaciones
- Reporte 1Documento10 páginasReporte 1Emmanuel BocheAún no hay calificaciones
- Laboratorio de ProcesosDocumento19 páginasLaboratorio de ProcesosDeiby LealAún no hay calificaciones
- Practica 7Documento8 páginasPractica 7Doni Fierro ÁlvarezAún no hay calificaciones
- Marco TeóricoDocumento8 páginasMarco TeóricoJoel JBAún no hay calificaciones
- Unidad 2 Arenas de MoldeoDocumento34 páginasUnidad 2 Arenas de MoldeoJose Roberto Davila Vielma50% (2)
- Moldeo en ArenaDocumento6 páginasMoldeo en ArenaEliane Caba LopezAún no hay calificaciones
- ArenasDocumento6 páginasArenasMelisa Llantoy TelloAún no hay calificaciones
- Ensayo de Arenas de MoldeoDocumento6 páginasEnsayo de Arenas de MoldeoVictor Alonso100% (1)
- Laboratorio 3 - Procesos de ManufacturaDocumento22 páginasLaboratorio 3 - Procesos de ManufacturaMarco CordobaAún no hay calificaciones
- Caracterización de ArenaDocumento11 páginasCaracterización de ArenaJhony PosadaAún no hay calificaciones
- Arenas para Fundición Colegio Técnico Don BoscoDocumento146 páginasArenas para Fundición Colegio Técnico Don BoscoGrecia De León Treviño67% (3)
- Ensayo de Arenas de MoldeoDocumento8 páginasEnsayo de Arenas de MoldeoJonathan Esqueche AragonAún no hay calificaciones
- Ensayo de Arenas de MoldeoDocumento15 páginasEnsayo de Arenas de MoldeoMitchell Espinoza100% (2)
- Análisis de arena para fundiciónDocumento25 páginasAnálisis de arena para fundiciónMIGUEL ANGEL HUAMAN MAMANIAún no hay calificaciones
- ManulaboDocumento19 páginasManulaboDavid Malaver DiazAún no hay calificaciones
- Análisis de arena para fundición UNIDocumento6 páginasAnálisis de arena para fundición UNIJORGE LUIS OCAMPO GUEVARAAún no hay calificaciones
- Ensayo de ArenasDocumento18 páginasEnsayo de ArenasjhossetenriquezAún no hay calificaciones
- Marco TeoricoDocumento23 páginasMarco TeoricoJulio Herbas ContrerasAún no hay calificaciones
- Tesis Joffre AguirreDocumento99 páginasTesis Joffre AguirreNora Yovanka Quispe OncebayAún no hay calificaciones
- Informe Labo 1 (Fundición en Molde de Arena)Documento11 páginasInforme Labo 1 (Fundición en Molde de Arena)vladimir quispe condoriAún no hay calificaciones
- Analisis de ArenaDocumento16 páginasAnalisis de Arenajhossetenriquez100% (1)
- Informe MoldeoDocumento9 páginasInforme MoldeoDuvan Oswaldo Acevedo BuenoAún no hay calificaciones
- Tecnologia para Recuperación de Arenas - TadashiDocumento67 páginasTecnologia para Recuperación de Arenas - TadashiDiego ChavezAún no hay calificaciones
- Fundicion A EstudiarDocumento17 páginasFundicion A Estudiaromar castroAún no hay calificaciones
- Informe N°2 - Analisis y Ensayos para Arena de Fundicion - MC216-CDocumento25 páginasInforme N°2 - Analisis y Ensayos para Arena de Fundicion - MC216-Cenrique AlcarrazAún no hay calificaciones
- Lab 9-Arenas de MoldeoDocumento12 páginasLab 9-Arenas de MoldeoRaphaelCaldeAún no hay calificaciones
- Analisis de ArenaDocumento20 páginasAnalisis de ArenaErik Calderon Zuñiga100% (2)
- La AFSDocumento2 páginasLa AFSAna Laura GonzálezAún no hay calificaciones
- Aspectos TeoricosDocumento4 páginasAspectos TeoricosjorgeAún no hay calificaciones
- Cuestionario FundicionDocumento10 páginasCuestionario FundicionLuz Selina de AceroAún no hay calificaciones
- Materiales de moldeo en fundiciónDocumento28 páginasMateriales de moldeo en fundiciónOBLITAS HUAYAPO HUGO ABDELAún no hay calificaciones
- Dosificación Universidad Central1Documento14 páginasDosificación Universidad Central1Flako Anderson VillavicencioAún no hay calificaciones
- Propiedades físicas arenas fundiciónDocumento20 páginasPropiedades físicas arenas fundiciónyesmir siraAún no hay calificaciones
- Base Estabilizada Con Cemento PortlandDocumento35 páginasBase Estabilizada Con Cemento PortlandJose PinenlaAún no hay calificaciones
- Arenas de Moldeo en VerdeDocumento59 páginasArenas de Moldeo en VerdeVanessa HernandezAún no hay calificaciones
- TECNOLOGÍA PARA RECUPERACIÓN DE ARENASDocumento65 páginasTECNOLOGÍA PARA RECUPERACIÓN DE ARENASFrancis DrakeAún no hay calificaciones
- Agregados GruesosDocumento19 páginasAgregados Gruesos0Emiliano067% (3)
- Fundicion en Molde de ArenaDocumento14 páginasFundicion en Molde de ArenaEdwin Garay100% (1)
- Empaque de Grava PDFDocumento18 páginasEmpaque de Grava PDFDaniel Sibauty Velasquez100% (2)
- Informe N°1 Control de HormigonesDocumento18 páginasInforme N°1 Control de HormigonesnicolasAún no hay calificaciones
- Laboratorio3 Procesos de ManufacturaDocumento23 páginasLaboratorio3 Procesos de ManufacturaDiegoAún no hay calificaciones
- Mc214-C-Informe 2 Grupo 1Documento19 páginasMc214-C-Informe 2 Grupo 1J. Abel C. S.Aún no hay calificaciones
- Informe de Ensayos para ArenaDocumento18 páginasInforme de Ensayos para ArenaAntony Carbajal VillafrancaAún no hay calificaciones
- Practica de Fundicion y MoldeoDocumento15 páginasPractica de Fundicion y MoldeoAlvaro CcapatintaAún no hay calificaciones
- Lavado arenas fundiciónDocumento4 páginasLavado arenas fundiciónAlejandra ZeaAún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. IEXD0409De EverandPastas, morteros, adhesivos y hormigones. IEXD0409Aún no hay calificaciones
- MANUAL 110 V2.4 FInal ESPAÑOLDocumento8 páginasMANUAL 110 V2.4 FInal ESPAÑOLIvan DuranAún no hay calificaciones
- Stanas PDFDocumento1 páginaStanas PDFDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Deber Práctica 3Documento1 páginaDeber Práctica 3Daniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Control AdoresDocumento25 páginasControl AdoresJhank MansbachAún no hay calificaciones
- Instrucciones Paper IEEEDocumento3 páginasInstrucciones Paper IEEENBELTRANCUELLARAún no hay calificaciones
- Capitulo 5Documento21 páginasCapitulo 5Daniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Stanas PDFDocumento1 páginaStanas PDFDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Marco TeoricoDocumento5 páginasMarco TeoricoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Circuitos Eléctricos de ControlDocumento6 páginasCircuitos Eléctricos de ControlDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- JM 1 5Documento16 páginasJM 1 5Daniela Estefania Barrionuevo SantanaAún no hay calificaciones
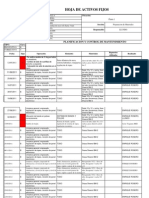
- Planificacion y Control de MantenimietoDocumento14 páginasPlanificacion y Control de MantenimietoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Intro Ducci OnDocumento82 páginasIntro Ducci OnDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- JM 1 5Documento16 páginasJM 1 5Daniela Estefania Barrionuevo SantanaAún no hay calificaciones
- 425 795 1 SM PDFDocumento11 páginas425 795 1 SM PDFAdan Cruz RiosAún no hay calificaciones
- M AquinasDocumento7 páginasM AquinasDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Plan de ManejoDocumento37 páginasPlan de ManejoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Códigos M TornoDocumento3 páginasCódigos M Tornospablo88Aún no hay calificaciones
- Diseño estructural de elementos metálicosDocumento9 páginasDiseño estructural de elementos metálicosDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Primeros AuxiliosDocumento1 páginaPrimeros AuxiliosDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Calculo de PorticosDocumento5 páginasCalculo de PorticosDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Guia de Modulo Estructuras MetalicasDocumento46 páginasGuia de Modulo Estructuras MetalicasDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Hoja de Información FotográficaDocumento1 páginaHoja de Información FotográficaDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Horario de MatriculasDocumento1 páginaHorario de MatriculasDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Consideraciones Sobre El MezcladoDocumento5 páginasConsideraciones Sobre El MezcladoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Declaración Del EmpleadoDocumento1 páginaDeclaración Del EmpleadoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Declaración Del TestigoDocumento1 páginaDeclaración Del TestigoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Alto HornoDocumento3 páginasAlto HornoinoxasAún no hay calificaciones
- Reporte de Accidentes-Incidentes Formato2Documento2 páginasReporte de Accidentes-Incidentes Formato2Pablo PozoAún no hay calificaciones
- Reporte de Accidentes-Incidentes Formato1Documento1 páginaReporte de Accidentes-Incidentes Formato1Daniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Acciones CorrectivasDocumento1 páginaAcciones CorrectivasDaniela Estefania Barrionuevo SantanaAún no hay calificaciones