También podría gustarte
- Machine ToolDocumento23 páginasMachine ToolMohammad Anaitullah HassanAún no hay calificaciones
- CH 2 Metal Cutting ToolsDocumento19 páginasCH 2 Metal Cutting ToolsAlex AdmasAún no hay calificaciones
- Design Principles of Metal-Cutting Machine ToolsDe EverandDesign Principles of Metal-Cutting Machine ToolsCalificación: 4 de 5 estrellas4/5 (4)
- Design of Single Point Cutting ToolDocumento11 páginasDesign of Single Point Cutting ToolSiddharth DubeyAún no hay calificaciones
- Theory of Metal CuttingDocumento147 páginasTheory of Metal Cuttingavutu_kunduru100% (1)
- Tool Geometry and Tool LifeDocumento29 páginasTool Geometry and Tool LifeSudeepHandikherkarAún no hay calificaciones
- Unit - 1 - Theory of Metal CuttingDocumento82 páginasUnit - 1 - Theory of Metal Cuttingashish RautAún no hay calificaciones
- Press Tool Components Die MakingDocumento29 páginasPress Tool Components Die Makingmayank123100% (1)
- Theory of Metal CuttingDocumento96 páginasTheory of Metal Cuttingneelesh singh100% (22)
- Unit One Material and Geometry of Cutting Tools 2015Documento46 páginasUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Machining of MetalsDocumento23 páginasMachining of MetalsFiq IskandarAún no hay calificaciones
- Theory of Metal Cutting-Theory of Chip FormationDocumento13 páginasTheory of Metal Cutting-Theory of Chip FormationIzi92% (13)
- Tool AnglesDocumento13 páginasTool AnglesAkshay KakaniAún no hay calificaciones
- 12 - Sheet Metalworking (Chapter 16)Documento51 páginas12 - Sheet Metalworking (Chapter 16)Taher al suhamiAún no hay calificaciones
- Turning and Lathe - Guia de Estudo - 2016Documento10 páginasTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasAún no hay calificaciones
- PDF File of Machine Shop Report PDFDocumento8 páginasPDF File of Machine Shop Report PDFNur Akmal100% (1)
- Parts of Single Point Cutting ToolDocumento8 páginasParts of Single Point Cutting ToolMukesh sutharAún no hay calificaciones
- Methods of Mounting of Jobs and Cutting ToolsDocumento19 páginasMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikAún no hay calificaciones
- Theory of Metal Cutting 2Documento39 páginasTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocumento16 páginasLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarAún no hay calificaciones
- Milling Tool DesignDocumento18 páginasMilling Tool DesignSiddharth DubeyAún no hay calificaciones
- Shaper MachineDocumento18 páginasShaper MachineSanyam JainAún no hay calificaciones
- A Method For Predicting Chatter Stability For Systems SchmitzDocumento8 páginasA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuAún no hay calificaciones
- Theory of Metal Cutting-Mechanics of Metal CuttingDocumento18 páginasTheory of Metal Cutting-Mechanics of Metal CuttingIzi88% (8)
- Unit I - Theory of Metal CuttingDocumento111 páginasUnit I - Theory of Metal CuttingSaravana KumarAún no hay calificaciones
- MillingDocumento33 páginasMillingRavichandran G0% (1)
- 21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.Documento29 páginas21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.PRASAD326100% (3)
- Milling: Prepared By: Dinbandhu Singh 1Documento23 páginasMilling: Prepared By: Dinbandhu Singh 1Dino SinghAún no hay calificaciones
- Unit-I Theory of Metal CuttingDocumento73 páginasUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- MACHINING-lathe and Milling)Documento29 páginasMACHINING-lathe and Milling)YosephAún no hay calificaciones
- Chip Formation and Tool LifeDocumento37 páginasChip Formation and Tool Lifeneelesh singh100% (10)
- Classification of Machine ToolsDocumento7 páginasClassification of Machine ToolsglisoAún no hay calificaciones
- Lathe OperationsDocumento35 páginasLathe OperationsMuraliAún no hay calificaciones
- High Speed Machining 2Documento14 páginasHigh Speed Machining 2jishnuAún no hay calificaciones
- Metal CuttingDocumento39 páginasMetal Cuttingavinashn12Aún no hay calificaciones
- CH 5 DrillingDocumento39 páginasCH 5 DrillingMANJEET KUMARAún no hay calificaciones
- Mercant CircleDocumento7 páginasMercant CircleKavi ArasuAún no hay calificaciones
- Ch#20 SHEET METAL WORKINGDocumento119 páginasCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Chapter 6 High Speed MachiningDocumento31 páginasChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- Me1008 Unit 3 Theory of Metal CuttingDocumento39 páginasMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodAún no hay calificaciones
- Various Types of Operations Performed in Lathe Machine - Education Discussion PDFDocumento13 páginasVarious Types of Operations Performed in Lathe Machine - Education Discussion PDFtinku meenaAún no hay calificaciones
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDocumento90 páginasMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamAún no hay calificaciones
- Milling MachineDocumento32 páginasMilling MachineIrfan Shaikh100% (2)
- Types of Lathe Cutting ToolsDocumento11 páginasTypes of Lathe Cutting ToolsDeenaKriShnanAún no hay calificaciones
- Lecture 5 Heat Generation in Metal Cutting OperationsDocumento36 páginasLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Aún no hay calificaciones
- Types of Chips Waqas MTMDocumento2 páginasTypes of Chips Waqas MTMirfan aminAún no hay calificaciones
- Broaching NotesDocumento5 páginasBroaching NotesfaAún no hay calificaciones
- Millingmachinehusain 151003135158 Lva1 App6891 PDFDocumento49 páginasMillingmachinehusain 151003135158 Lva1 App6891 PDFpatlninadAún no hay calificaciones
- Theory of Metal CuttingTool GeometryDocumento25 páginasTheory of Metal CuttingTool GeometryNisha SharmaAún no hay calificaciones
- MetrologyDocumento11 páginasMetrologylakshayAún no hay calificaciones
- 08cutting Tool Angles and Their Significance PDFDocumento37 páginas08cutting Tool Angles and Their Significance PDFHeineken Ya PraneetpongrungAún no hay calificaciones
- Cutting Tool:: Machine Shop Technology-IDocumento11 páginasCutting Tool:: Machine Shop Technology-IShivanshu shekharAún no hay calificaciones
- Introduction To Metal CuttingDocumento43 páginasIntroduction To Metal Cuttingmaitin100% (2)
- Cutting Tool Meaning, Types and Angles Metal WorkingDocumento9 páginasCutting Tool Meaning, Types and Angles Metal WorkingJackson SichingaAún no hay calificaciones
- Cutting ToolsDocumento85 páginasCutting ToolsRajyalakshmiAún no hay calificaciones
- Cutting Tool: Meaning, Types and Angles - Metal WorkingDocumento12 páginasCutting Tool: Meaning, Types and Angles - Metal WorkingKinku DasAún no hay calificaciones
- L8 - Tool Geometry and NomenclatureDocumento43 páginasL8 - Tool Geometry and NomenclatureAditya AdityaAún no hay calificaciones
- Definition of Family Member by Homeaffairs: Form 1496iDocumento2 páginasDefinition of Family Member by Homeaffairs: Form 1496iIziAún no hay calificaciones
- AlzheimerDocumento1 páginaAlzheimerIziAún no hay calificaciones
- 1442 IDocumento6 páginas1442 IIziAún no hay calificaciones
- openLCA 1.10.2 User-ManualDocumento127 páginasopenLCA 1.10.2 User-ManualIziAún no hay calificaciones
- Diesel Fuel InjectionDocumento5 páginasDiesel Fuel InjectionIziAún no hay calificaciones
- Usb 1616hs BNCDocumento49 páginasUsb 1616hs BNCIziAún no hay calificaciones
- FtirDocumento21 páginasFtirGaurav AcharyaAún no hay calificaciones
- Heat Flux Thermocouple MCTDocumento2 páginasHeat Flux Thermocouple MCTIziAún no hay calificaciones
- Hybrid Electric VehicleDocumento33 páginasHybrid Electric VehicleIzi75% (4)
- Sinus SamuraiDocumento5 páginasSinus SamuraiIziAún no hay calificaciones
- Duct DesignDocumento9 páginasDuct DesignjaswanthAún no hay calificaciones
- Study of Different Types of Pipe FittingsDocumento17 páginasStudy of Different Types of Pipe FittingsIzi50% (2)
- DOP Test ProtocolDocumento10 páginasDOP Test ProtocolIzi100% (2)
- How Torque Converters WorkDocumento13 páginasHow Torque Converters WorkIziAún no hay calificaciones
- Unit 7Documento39 páginasUnit 7vijay_oraerp1711Aún no hay calificaciones
- How Clutches WorkDocumento14 páginasHow Clutches WorkIziAún no hay calificaciones
- Steps in Hypothesis TestingDocumento4 páginasSteps in Hypothesis TestingIzi100% (1)
- One - and Two-Tailed TestsDocumento3 páginasOne - and Two-Tailed TestsIzi100% (1)
- Chi Square DistributionDocumento4 páginasChi Square DistributionIziAún no hay calificaciones
- Art 3 Sec 2Documento157 páginasArt 3 Sec 2KELVINAún no hay calificaciones
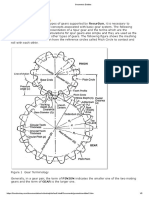
- Geometric Entities: Basic Gear TerminologyDocumento5 páginasGeometric Entities: Basic Gear TerminologyMatija RepincAún no hay calificaciones
- AngularJS Cheat SheetDocumento3 páginasAngularJS Cheat SheetZulqarnain Hashmi100% (1)
- Electrical NTPCDocumento24 páginasElectrical NTPCSenthil KumarAún no hay calificaciones
- Braided Composites ModellingDocumento33 páginasBraided Composites ModellingaamirmubAún no hay calificaciones
- Product Information DIGSI 5 V07.50Documento56 páginasProduct Information DIGSI 5 V07.50g-bearAún no hay calificaciones
- Introduction To Content AnalysisDocumento10 páginasIntroduction To Content AnalysisfelixAún no hay calificaciones
- Odontogenic CystsDocumento5 páginasOdontogenic CystsBH ASMRAún no hay calificaciones
- Agenda 9Documento46 páginasAgenda 9Bala Gangadhar TilakAún no hay calificaciones
- Fouzia AnjumDocumento3 páginasFouzia AnjumAbdul SyedAún no hay calificaciones
- Zone Controller: Th-LargeDocumento1 páginaZone Controller: Th-LargeIsmat AraAún no hay calificaciones
- 11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsDocumento6 páginas11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsCorrado BisottoAún no hay calificaciones
- 2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP GlycerinDocumento1 página2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP Glycerinchristian muñozAún no hay calificaciones
- Tarlac - San Antonio - Business Permit - NewDocumento2 páginasTarlac - San Antonio - Business Permit - Newarjhay llave100% (1)
- Nelson/Salmo Pennywise March 15, 2016Documento48 páginasNelson/Salmo Pennywise March 15, 2016Pennywise PublishingAún no hay calificaciones
- 3d Mug Tutorial in 3d MaxDocumento5 páginas3d Mug Tutorial in 3d MaxCalvin TejaAún no hay calificaciones
- (SPN) On J1939 Data LinkDocumento107 páginas(SPN) On J1939 Data LinkAM76Aún no hay calificaciones
- 1 Introduction To Pharmaceutical Dosage Forms Part1Documento32 páginas1 Introduction To Pharmaceutical Dosage Forms Part1Joanna Carla Marmonejo Estorninos-Walker100% (1)
- UN-HABITAT Quick Quide Urban Mobility Plans For Review - Fri 01-Feb-2013Documento59 páginasUN-HABITAT Quick Quide Urban Mobility Plans For Review - Fri 01-Feb-2013tarekyousryAún no hay calificaciones
- JKR SPJ 1988 Standard Specification of Road Works - Section 1 - GeneralDocumento270 páginasJKR SPJ 1988 Standard Specification of Road Works - Section 1 - GeneralYamie Rozman100% (1)
- Execution Lac 415a of 2006Documento9 páginasExecution Lac 415a of 2006Robin SinghAún no hay calificaciones
- Blockchain Unit Wise Question BankDocumento3 páginasBlockchain Unit Wise Question BankMeghana50% (4)
- New Form 2550 M Monthly VAT Return P 1 2 1Documento3 páginasNew Form 2550 M Monthly VAT Return P 1 2 1The ApprenticeAún no hay calificaciones
- Sterling PumpeDocumento20 páginasSterling PumpesrdzaAún no hay calificaciones
- Latitude 5424 Rugged Spec SheetDocumento5 páginasLatitude 5424 Rugged Spec SheetHaitemAún no hay calificaciones
- Magicolor2400 2430 2450FieldSvcDocumento262 páginasMagicolor2400 2430 2450FieldSvcKlema HanisAún no hay calificaciones
- ABES Engineering College, Ghaziabad Classroom Photograph: (Ramanujan Block, First Floor)Documento21 páginasABES Engineering College, Ghaziabad Classroom Photograph: (Ramanujan Block, First Floor)Avdhesh GuptaAún no hay calificaciones
- Stps 20 H 100 CTDocumento8 páginasStps 20 H 100 CTPablo Cruz ArchundiaAún no hay calificaciones
- MF 660Documento7 páginasMF 660Sebastian Vasquez OsorioAún no hay calificaciones
- 5-Benefits at A GlanceDocumento2 páginas5-Benefits at A GlanceBlackBunny103Aún no hay calificaciones