Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Tesis Fritura, Snacks o Boquitas
Cargado por
edgargarciaDescripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Tesis Fritura, Snacks o Boquitas
Cargado por
edgargarciaCopyright:
Formatos disponibles
MEMORIA DESCRIPTIVA
1. INTRODUCCIN
El presente proyecto se redacta con carcter de Trabajo Profesional de Fin de Carrera, para la obtencin por parte de quien lo suscribe del ttulo de Ingeniero Agrnomo y en base al deseo de un Promotor, que ha encargado la redaccin de un Proyecto de planta de elaboracin de patatas chips, en el Trmino Municipal de Albacete. Las motivaciones que han llevado al Promotor al encargo del mismo parten de su inters por introducirse en el Sector Agroalimentario con un producto novedoso, aunque ya conocido por los consumidores, y altamente demandado en el mercado espaol y europeo. Para tal fin desea disponer de una industria de elaboracin de patatas "chips", en el Polgono Industrial Campollano, situado en el Trmino Municipal de Albacete, con conexin directa con las autovas de Madrid, Valencia y Alicante, y las carreteras de Murcia, Jan y Ciudad Real.
Es iniciativa del Promotor potenciar la actividad industrial en Albacete, lo que, unido a la localizacin en el entorno de las materias primas necesarias para la fabricacin industrial del producto, lo llevan a pensar que esta localidad es el lugar idneo para la ubicacin de la planta objetivo de proyecto.
En los documentos que se presentan a continuacin, se recogen todos los datos y caractersticas que han sido obtenidos como resultado de los clculos desarrollados en los correspondientes anejos, y que permiten marcar las lneas directrices para la materializacin de las obras e instalaciones que se proyectan.
El proyecto consta de los documentos siguientes: Memoria Planos Pliego de condiciones Presupuesto 1
MEMORIA DESCRIPTIVA
Objeto de estudio dentro del mismo sern los fundamentos de las sucesivas operaciones bsicas de la lnea de elaboracin, el diseo de la obra civil y de las instalaciones e infraestructura, las bases para la redaccin del informe medioambiental e implantacin del futuro sistema de Anlisis de Peligros y Puntos de Control Crticos, la presupuestacin de las instalaciones, la determinacin del plan para su ejecucin y puesta en marcha, as como la evaluacin financiera de los resultados que cabe esperar.
En la redaccin y clculos realizados se tendrn en cuenta las disposiciones y preceptos contenidos en la legislacin vigente y se prestar especial atencin al medio ambiente y al entorno circundante a la planta.
Igualmente, se pretende obtener el mejor equilibrio posible entre la funcionalidad de las instalaciones proyectadas y su esttica, optimizando todos aquellos factores y agentes que intervienen, con el objetivo de producir un producto de alta calidad y rentable al mismo tiempo.
2. OBJETO DEL PROYECTO
El objeto del presente proyecto es, de acuerdo con los condicionantes fijados por el Promotor, disear, proyectar y ejecutar una planta de elaboracin de patatas chips, siempre que la rentabilidad econmica que se obtenga as lo aconseje.
As mismo, el presente proyecto ha de servir como documento administrativo para su presentacin ante los organismos competentes, al objeto de recabar de los mismos las ayudas financieras necesarias para su ejecucin, en lo que respecta a subvenciones a fondo perdido o a crditos hipotecarios a inters preferencial.
Tambin servir como base para la ejecucin y direccin de las obras.
MEMORIA DESCRIPTIVA
3. ANLISIS Y FORMULACIN DEL PROBLEMA
3.1. Directrices del proyecto
3.1.1. Objetivos del Promotor
El promotor pretende incrementar el precio de venta de la materia prima al incorporarle valor aadido tras su elaboracin, obteniendo un producto, las patatas chips, de alta demanda en el mercado espaol.
3.1.2. Finalidad del proyecto
La finalidad del presente proyecto es conseguir la transformacin de patatas, principal materia prima, junto con aceite y sal, en patatas chips, satisfaciendo los objetivos del Promotor.
El motivo principal de la realizacin del presente proyecto es la transformacin de una situacin problema o inicial en otra situacin objetivo o final.
El problema real consiste en la existencia de unos recursos disponibles, la materia prima, a la que se aade el factor capital, y unas necesidades insatisfechas por la infrautilizacin de estos recursos, junto a los objetivos del Promotor, que son los de obtener los mayores beneficios posibles.
Para pasar de la situacin problema a la situacin objetivo es preciso transformar los recursos en productos. Para ello se ha de crear un sistema capaz de realizar dicha transformacin. En estas circunstancias se plantea la necesidad de resolver el problema tcnico de creacin de un sistema que permita transformar los recursos disponibles en los productos que satisfagan las necesidades insatisfechas.
MEMORIA DESCRIPTIVA
Para ello se crear una industria que sea capaz de hacer frente a esta situacin con una moderna tecnologa de procesado.
3.1.3. Condicionantes del Promotor
Los condicionantes impuestos para la realizacin del proyecto son los siguientes:
Localizar la planta de elaboracin en el Polgono Industrial "Campollano" en el T.M. de Albacete. La industrializacin de patatas chips, facilitando la comercializacin de las mismas, de manera que satisfaga la demanda del mercado. La principal materia prima, las patatas, provendr de explotaciones de la zona, tratando con ello de contribuir a una mayor desarrollo agroindustrial de la misma. Mantener una presencia continuada en el mercado. El presupuesto se deber mantener dentro de unos lmites preestablecidos. El principal fin del presente proyecto ser la maximizacin del beneficio en base a aadir valor al producto actual, y obtener ste al menor coste posible. Por tanto, el proyecto habr de buscar la ptima solucin econmica que satisfaga estos condicionantes.
3.1.4. Condicionantes legales del producto: concepto de patatas chips
La Reglamentacin Tcnico-Sanitaria para la elaboracin y comercializacin de patatas fritas y productos de aperitivo define las patatas fritas como el producto obtenido a partir de patatas sanas, sin inicio de verdeo, peladas, debidamente lavadas, cortadas y fritas en aceite de oliva u otros aceites y grasas vegetales comestibles
Se elaboran a partir de: Patatas. Aceite. Sal. 4
MEMORIA DESCRIPTIVA
La normativa legal que afecta a este tipo de productos es la siguiente:
Real Decreto 126/1.989, de 3 de febrero: Reglamentacin Tcnico-Sanitaria para la elaboracin y comercializacin de patatas fritas y productos de aperitivo. Real Decreto 1424/1.983, de 27 de abril, modificado por el Real Decreto 1095/1.987: Reglamentacin Tcnico-Sanitaria para la obtencin, circulacin y venta de sal y salmueras comestibles.
Real Decreto 308/1.983, de 25 de enero: Reglamentacin Tcnico-Sanitaria de aceites vegetales comestibles, y modificaciones posteriores. Orden de 13 de enero de 1.986, modificada por la Orden de 1 de abril de 1.992: Lista positiva e aditivos y coadyuvantes tecnolgicos para uso en la elaboracin de aceites vegetales comestibles.
Orden de 26 de enero de 1.989, modificada por la Orden de 1 de febrero de 1.991: Norma de Calidad para los aceites y grasas calentados. Orden de 6 de julio de 1.983, modificada por la Orden de 29 de octubre de 1.986: Norma de Calidad para patata de consumo destinada al mercado interior. Decreto 2484/1.967 de 21 de Septiembre: Cdigo Alimentario Espaol. Real Decreto 2106/1.996 de 20 de septiembre: Normas de identidad y pureza de los edulcorantes utilizados en los productos alimenticios. Real Decreto 2107/1.996 de 20 de septiembre: Normas de identidad y pureza de los colorantes utilizados en los productos alimenticios. Real Decreto 145/1.997, de 31 de enero: Lista positiva de aditivos distintos de colorantes y edulcorantes para su uso en la elaboracin de productos alimenticios, as como sus condiciones y utilizacin.
Real Decreto 1268/1.997, de 24 de julio: Relativo a la indicacin en el etiquetado de determinados productos alimenticios de otras menciones obligatorias distintas de las previstas en el Real Decreto 212/1.992, de 6 de marzo, y por el que se modifica el artculo 20 de la Norma general de etiquetado, presentacin y publicidad de los productos alimenticios. 5
MEMORIA DESCRIPTIVA
Ley 1171.997 de 24 de abril: Envases y residuos de envases. Real Decreto 3177/1.983 de 16 de Noviembre: Reglamentacin Tcnico Sanitaria de Aditivos Alimentarios.
3.1.5. Criterios de diseo
Los criterios seguidos para la realizacin del presente proyecto se basan en el estudio de las condiciones actuales del sector y de la produccin de patatas en la zona, as como de las caractersticas y cualidades tecnolgicas de la materia prima y su demanda, enfocndolo hacia un producto de gran calidad y buscando la flexibilidad y adaptabilidad en el sistema a proyectar.
3.2 Antecedentes socioeconmicos
La patata chip es el principal producto dentro del sector snacks. El mercado de tal sector atraviesa ahora una etapa estacionaria despus de los continuos cambios en una etapa anterior, marcada por fuertes inversiones, nacimiento de nuevas empresas y reestructuracin de los lderes nacionales.
Paralelamente a la reduccin del crecimiento del sector, se observa tambin una reduccin en las inversiones, as, pasado el frenes inversor de finales de los 80 y principios de los 90, a partir de 1992 las inversiones se mantienen en un nivel ms discreto pero constante.
Una nota importante dentro del sector snacks es el liderazgo de tres grupos: SNACKS VENTURES EUROPE (marca Matutano), K.P. LARIOS Y CRESCPAN, que en los ltimos aos han estado inmersos en procesos de reestructuracin para afrontar el mercado en una situacin ms competitiva.
MEMORIA DESCRIPTIVA
4. ALTERNATIVAS DE PROYECTO
4.1. Generacin de alternativas
A la vista de la situacin y considerando que la industrializacin del producto es un condicionante del Promotor, se estudian una serie de alternativas, para alcanzar una situacin objetivo lo ms idnea posible.
Las posibles alternativas estratgicas que hay que tener en cuenta son las referidas a la materia prima que se va a procesar, a la capacidad de la planta, su ubicacin, a la tecnologa del proyecto y al material de envasado.
q q
Ubicacin de la industria. Respecto a la materia prima a utilizar, las alternativas de proyecto se refieren a la variedad de patata y al tipo de aceite de fritura.
La capacidad de la industria es un factor importante, teniendo tantos prejuicios un sobredimensionamiento de sta, como un subdimensionamiento. En la actualidad existen tecnologas para procesar desde volmenes muy pequeos hasta volmenes muy grandes.
La presentacin del producto es un factor relevante, que puede mejorar en gran medida el consumo de tales productos.
En cuanto a la tecnologa del proceso, para cada una de las fases existen diversas alternativas, que a continuacin se exponen: o Sistema de suministro y descarga de la materia prima: Se puede realizar a granel o descargando en tolvas. Tambin se puede llevar a cabo en cajas, mediante sistemas especficos de carga y descarga directa de las mismas. o Almacenamiento de la materia prima: Las patatas, en las mismas cajas donde se han recibido se introducen en la cmara frigorfica para su almacenamiento. Tambin pueden ser procesadas directamente.
MEMORIA DESCRIPTIVA
o Pelado: Existen diferentes mtodos de pelado, los ms extendidos utilizan el vapor, la leja o la abrasin como principios del mismo, dependiendo de la materia prima a utilizar y del volumen de materia a pelar. o Lavado: Puede realizarse de una forma hmeda o seca, dependiendo fundamentalmente de la materia prima que se pretenda lavar. o Escaldado: Puede realizarse escaldado al vapor o escaldado por agua caliente.
4.2. Restricciones impuestas a las alternativas
1. Respecto a la ubicacin, sta viene impuesta por el Promotor, que desea localizar la planta de elaboracin en el Polgono Industrial Campollano en el Trmino Municipal de Albacete. 2. En cuanto a la materia prima: Se tiene que utilizar una materia prima que permita la produccin de patatas chips, ofrecindose as un producto novedoso y que permita la apertura de mercado. Hay que utilizar ingredientes en buen estado y en proporciones adecuadas para obtener un producto que garantice su calidad. 3. Respecto a la capacidad, hay que considerar la rentabilidad de la inversin y la moderacin del desembolso inicial de la misma. As, segn las producciones que se desean obtener, se aumentar un porcentaje determinado en previsin de las acumulaciones en periodos punta que se puedan producir en el suministro de la materia prima. 4. Deber elegirse un material de envasado adecuado para el producto a elaborar y que sea de aceptacin en el mercado. 5. Por ltimo hay que emplear una tecnologa punta de elaboracin, con todos aquellos procedimientos que posibiliten la consecucin de un producto de alta calidad, capaz de competir en el mercado nacional e internacional.
MEMORIA DESCRIPTIVA
4.3. Evaluacin de las alternativas de proyecto. Solucin adoptada
Considerando las restricciones anteriormente expuestas y los criterios de seleccin o factores ms relevantes que deben tenerse en cuenta para analizar las ventajas e inconvenientes de cada alternativa, se aceptan como ptimas:
1. La Planta de Elaboracin de patatas chips se situar en el Polgono Industrial Campollano (Albacete), zona en la cual se tiene rpido acceso a las materias primas, adems de aprovechar los terrenos propiedad del Promotor y la no presencia de industrias semejantes en el entorno. 2. Se procesarn patatas de la variedad Agria dada su aptitud para la fritura, su productividad y su presencia en la zona donde se ubica la planta procesadora. En cuanto al aceite de fritura, se usar aceite de oliva virgen fino, que es el ptimo para este tipo de proceso industrial. 3. En cuanto a la capacidad, estudiado el mercado del comercio tanto a nivel espaol como europeo y teniendo en cuenta el volumen de comercializacin del producto, se obtendr la capacidad ptima productiva para el procesado de 400-500 kg/h de patatas, lo que implica una produccin de 242 tn/ao de patatas chips. 4. En cuanto a los envases a utilizar, se emplear un sistema de envase combinado: Las patatas chips irn envasadas en bolsas de pelcula flexible, material que presenta las siguientes ventajas: coste relativamente bajo; alta impermeabilidad al oxgeno, vapor de agua y gases; se puede termosellar; mantiene su resistencia tanto en condiciones hmedas como secas; puede imprimirse fcilmente; se maneja con facilidad y es un material muy ligero. Se realizar el envasado en bolsas de tres tamaos: 140 g; 225 g; y 400 g. Las bolsas de pelcula flexible sern embaladas en cajas de cartn. Las citadas cajas tienen capacidad para 6 bolsas de 400 g, 12 bolsas de 225 g, y 14 bolsas de 140 g. Las cajas se embalan a su vez, para su transporte, en plstico retrctil una vez se han formado los palets.
MEMORIA DESCRIPTIVA
5. En cuanto a la tecnologa del proceso: Suministro y descarga de la materia prima: Se considera ms favorable descargar en cajas directamente en la industria, lo que facilita el almacenaje de las patatas en caso de que no sean incorporadas a la lnea de procesado directamente, a la vez que se simplifican las instalaciones. Almacenamiento de la materia prima: Teniendo en cuenta la capacidad de conservacin de las patatas y las posibles prdidas que se pudieran dar durante el periodo de almacenamiento, se decide almacenarlas en cajas en cmara frigorfica. Pelado: Se realizar un pelado abrasivo, mediante el contacto del producto con unos rodillos de carborundo (material abrasivo a base de silicio y carbono). Las ventajas de este sistema de pelado son: su bajo coste energtico (debido a que esta operacin se realiza a temperatura ambiente), los escasos gastos de inversin que requiere y el buen aspecto de los alimentos pelados de esta manera. Lavado: Se realizar un lavado hmedo por inmersin ya que se trata de un lavado suave para eliminar los restos de piel y de almidn de la superficie de las lminas de patata, no deteriora al alimento y no supone la utilizacin de productos qumicos. Escaldado: Se realizar escaldado al vapor frente al escaldado con agua caliente debido a que produce una menor prdida de componentes hidrosolubles y un menor volumen de efluentes y, por tanto, menor gasto. Tales escaldadores son, adems, ms fciles de limpiar y esterilizar.
4.4. Planteamiento especfico del problema tcnico
El objetivo es disear y proyectar un sistema que permita la obtencin de un producto de alta calidad mediante la ordenacin e implantacin de las actividades industriales necesarias, la creacin de las construcciones y la instalacin de la infraestructura tcnica precisa. 10
MEMORIA DESCRIPTIVA
5. INGENIERA DEL PROYECTO
5.1. Ingeniera del proceso
A continuacin se describirn brevemente los aspectos tcnicos que caracterizarn el proceso productivo a desarrollar en la presente instalacin.
5.1.1. Caractersticas del producto
Se van a producir 125 kg/h de patatas chips, de las cuales, 100 kg/h sern chips con sal y 25 kg/h chips sin sal.
Los requerimientos de materia prima para el trabajo de la planta son:
400-500 kg/h de patatas 20-25 litros/h de aceite de fritura 1,5-2 kg/h de sal
5.1.2. Plan de produccin
Se disea una lnea de procesado en base a las siguientes consideraciones: Mximo aprovechamiento de la lnea. Mnimo sobredimensionamiento de la maquinaria. Mxima continuidad y uniformidad en la elaboracin.
La produccin ser constante a lo largo de todo el ao, almacenando aquella parte de la misma en los momentos en que la demanda disminuya.
11
MEMORIA DESCRIPTIVA
La lnea se disea para funcionar durante todo el ao, excepto, los das de fiesta y el mes de agosto, mes en que la industria permanecer cerrada para su limpieza y revisin de maquinaria en profundidad. Se trabajar de lunes a viernes con jornada partida y el siguiente horario:
Maana: de 9:00 a 14:00 horas. Tarde: de 15:00 a 18:00 horas.
En los meses de junio, julio, agosto y hasta el 15 de septiembre, la jornada ser continua de 7:00 a 15:00 horas.
Las necesidades diarias y el abastecimiento de las materias primas necesarias para la elaboracin de las patatas chips se recogen en la Tabla 1:
Tabla 1. Plan de suministro de las materias primas. MATERIA PRIMA
Patatas Aceite Sal 3.200-4.000 kg/da Recepcin semanal en cajas de madera de 37 kg. 160-200 litros/da Recepcin semanal en bidones de acero inoxidable de 50 l. 12-16 kg/da Recepcin semanal en bolsas de plstico de 10 kg.
NECESIDAD
SUMINISTRO
Con una produccin de 125 kg/h de patatas chips, en la planta se prev una produccin anual de 208 t de patatas chips con sal y 52 t de patatas chips sin sal.
5.1.3. Proceso productivo
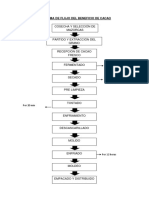
El esquema de la lnea de proceso se muestra a en la figura 1.
12
RECEPCIN MATERIAS PRIMAS
PATATAS ALMACENAMIENTO PELADO Y ENJUAGADO
RECIRCULACIN DE AGUA
INSPECCIN
CORTADO Y LAVADO
RECIRCULACIN DE AGUA
ESCALDADO
SECADO
ACEITE
FRITURA
SAL
SALADO
ENFRIAMIENTO
PRODUCTO ALMACENAMIENTO ELABORADO ENVASADO Y EMBALADO
EXPEDICIN
Fig. 1. Proceso de elaboracin de patatas chips.
MEMORIA DESCRIPTIVA
5.1.3.1. Recepcin y almacenamiento
Un camin de la empresa suministradora proveer semanalmente a la industria todas las materias primas necesarias para la transformacin en dicha semana. A su entrada a la industria, las materias primas se sometern a un control de calidad y cantidad.
Las patatas se recibirn en cajas de madera de 37 kg dispuestas en palets, los cuales se descargarn mediante carretillas en la cmara frigorfica de conservacin de las patatas.
El aceite se recibir en bidones de acero inoxidable de 50 litros y la sal en bolsas de plstico de 10 kg. Se descargarn mediante carretillas en el lugar adecuado dentro del almacn de materias primas.
5.1.3.2. Pelado de las patatas
El operario conductor de la carretilla abastecer de materias primas a la lnea de procesado.
Las patatas parten de una tolva en el inicio de la lnea, de 500 kg de capacidad, desde donde pasarn a la tolva de dosificacin volumtrica del equipo pelador mediante una cinta elevadora vertical.
Se trata de un pelado abrasivo, sistema que consiste en que el producto entra en contacto con unos rodillos de carborundo (material abrasivo a base de silicio y carbono). Esta superficie abrasiva arranca la piel, que es seguidamente arrastrada por una corriente de agua.
14
MEMORIA DESCRIPTIVA
La piel se recoger en dos cubos colectores y el agua procesada procedente del pelador ser recogida y filtrada, con reutilizacin de la misma en un 50 %.
Las patatas peladas pasan a continuacin a una correa lisa tipo parrilla, donde un operario las inspeccionar para eliminar las porciones deterioradas.
Las porciones deterioradas de patata, as como las patatas que no se procesen, sern vendidas a industrias de elaboracin de purs y sopas.
El agua residual del procesado ser evacuada a la red de saneamiento del polgono, previo paso por un separador de grasas y fangos presente en la parcela donde se ubica la industria que se proyecta.
5.1.3.3. Cortado y lavado
Tras la inspeccin, las patatas peladas pasan a una tolva y de sta a un transportador vertical de dosificacin, de velocidad variable, que las llevar a la mquina cortadora.
La cortadora consiste esencialmente en una serie de cuchillas rotatorias que cortan el alimento que circula bajo ellas, fabricada en estructura de acero inoxidable y que proporcionar un corte liso y de un espesor de lmina comprendido entre 1,2 y 2,5-3 mm.
Tras el cortado, el almidn presente en las rodajas de patata ha de ser eliminado, ya que ste afecta al aceite de fritura. Para ello, se somete a las rodajas de patata a un lavado suave, por inmersin en agua.
Para la reutilizacin de esta agua, el almidn presente ahora en ella ha de ser eliminado, por lo que el agua ser recogida y filtrada y se recircular en un 50%. El almidn se recoger en un cubo colector. 15
MEMORIA DESCRIPTIVA
5.1.3.4. Escaldado
Tras el lavado suave, las lminas de patata pasan a una mesa vibradora con criba para la eliminacin de pequeas piezas y separacin del agua.
Tras la eliminacin del agua, sigue la operacin de escaldado, la cual reduce el nmero de microorganismos contaminantes presentes en la superficie de los alimentos.
Se emplea el escaldado por vapor, consistente en mantener durante un tiempo el alimento en una atmsfera de vapor saturado. El escaldador a vapor est constituido esencialmente por una cinta sinfn de malla que transporta el producto en una atmsfera de vapor. El vapor necesario para esta operacin procede de una caldera instalada para tal fin en la industria.
5.1.3.5. Secado
Desde el escaldador, las lminas de patata pasarn a una cinta transportadora donde quedarn esparcidas y all les ser eliminada el agua mediante un equipo secador con ventilador de aire.
El equipo secador con ventilador de aire eliminar el agua de las lminas de patata, haciendo as ms efectivo el trabajo de la freidora. Constar de dos ventiladores.
5.1.3.6. Fritura
La fritura es una operacin que modificar las caractersticas organolpticas del alimento, consiguiendo tambin un efecto conservador por la destruccin de los microorganismos y enzimas presentes en el mismo y por la reduccin de la actividad de agua en toda la masa de las lminas de patata.
16
MEMORIA DESCRIPTIVA
El tiempo de fritura oscilar entre 2 y 3 minutos, y la temperatura de fritura entre 140 y 180 C. La proporcin entre el aceite y el peso de las lminas crudas ser de 6 a 1.
El mtodo de fritura utilizado es el de inmersin, en que el alimento recibe en toda su superficie el mismo tratamiento trmico, lo cual le confiere un color y aspecto uniformes.
La freidora est constituida por una cinta sinfn de malla de acero, sumergida en un bao de aceite, el cual es calentado a una temperatura determinada, para lo cual la freidora cuenta con un equipo auxiliar, un calentador trmico de aceite, con quemador para gasoil.
El aceite circula en la freidora de forma continua por intercambiadores de calor externo y a travs de un filtro, para eliminar las partculas de alimento.
El residuo procedente del filtrado del aceite ser recogido en bidones y recogido por una empresa de recogida de vertidos lquidos contaminantes.
El aceite usado ser vendido a industrias de elaboracin de jabones e industrias de elaboracin de biocombustibles.
En la limpieza de la freidora se emplearn disoluciones acuosas de NaOH, que sern eliminadas de la industria a travs de una empresa de recogida de vertidos lquidos contaminantes.
Al final de la lnea de produccin y antes del envasado y embalado, se realiza una inspeccin visual de las patatas chips eliminndose manualmente las de calidad inferior. La inspeccin se lleva a cabo sobre una cinta transportadora que va ligeramente inclinada hacia arriba hasta descargar en el tambor de salado.
17
MEMORIA DESCRIPTIVA
5.1.3.7. Salado
El sistema de salado consiste en una cinta sinfn que transporta el alimento bajo una tolva cuyo fondo est constituido por una malla que contiene la sal. Al final de la cinta sinfn el producto cae al interior de un tambor de acero inoxidable que rueda en posicin ligeramente inclinada. Los salientes que el tambor posee en su cara interna agitan suavemente el alimento y distribuyen la sal homogneamente por toda su superficie.
5.1.3.8. Envasado y embalado
El envasado se realizar una vez que el producto procesado est fro. Se trata de un envase combinado.
El producto terminado se envasar en bolsas de pelcula flexible mediante una pesadora envasadora multicabezal totalmente automatizada, que realiza las funciones de pesado de las patatas, formacin de las bolsas a partir de la pelcula flexible termosoldable embobinada y llenado y cerrado de las mismas. Se realizar el envasado en bolsas de tres tamaos: 140 g, 225 g, y 400 g.
A continuacin, las patatas chips envasadas en pelculas flexibles sern embaladas en cajas de cartn. Antes las cajas deben prepararse con una formadora de cajas totalmente automtica y prevista para trabajar con cajas de cartn ondulado. Se usarn cajas de un solo tamao, que tendrn capacidad para 6 bolsas de 400 g, 12 bolsas de 225 g, y 14 bolsas de 140 g. Las cajas son manipuladas con ventosas y expulsadas de la mquina para su posterior llenado y cerrado, que se har manualmente por un operario.
Una vez las bolsas embaladas en las cajas, se proceder al paletizado de las mismas. Se ha proyectado el paletizador como un equipo semiautomtico. Se usarn europalets, cuyas dimensiones son 1.200 x 800 mm. Cada capa del palet constar de 4 cajas y sern 5 las capas en altura. 18
MEMORIA DESCRIPTIVA
Por ltimo, se proceder al enfardado de los palets para su transporte. Para ello se emplear una enfardadora con pisn superior automtico, el cual se mueve hacia arriba y hacia abajo automticamente sujetando el palet durante el ciclo de enfardado.
5.1.3.9. Almacenamiento y expedicin
El almacenamiento se realizar mediante el empleo de carretillas elevadoras, siendo los palets colocados en mdulos de 2 palets, hasta llegar a una altura de 3,1 m. Los palets sern agrupados por lotes de las mismas referencias y siguiendo el orden de elaboracin.
El almacenamiento se realizar a temperaturas entre 25-16C, en locales amplios y bien ventilados, de forma que los envases queden aislados del exterior.
5.1.4. Control de calidad
Se desarrollar una metodologa que permita el aseguramiento de la calidad establecida por la industria, de forma que se puedan detectar todos los posibles fallos antes de que repercutan en el producto final. Esto se realizar mediante el anlisis de muestras y su control estadstico.
Se llevar a cabo un control de calidad de las materias primas antes de su entrada a la lnea de elaboracin, para lo cual se tomarn muestras de cada una de las partidas, realizndose los anlisis pertinentes.
Se realizar tambin un anlisis de los puntos de control crticos, para lo cual se ha llevado a cabo un Anlisis de Peligros y Puntos de Control Crticos (APPCC), as como un control de calidad del producto acabado, tras el envasado.
19
MEMORIA DESCRIPTIVA
Este control se llevar a cabo por el Departamento de Control de Calidad de la industria.
5.1.5. Personal necesario
Con objeto de desarrollar las actividades previstas para un funcionamiento adecuado de la Fbrica de Elaboracin de patatas chips, ser necesario el personal laboral que se indica a continuacin.
Un tcnico gerente. Un tcnico de laboratorio y gestin de calidad. Un auxiliar administrativo. Un mecnico encargado del taller. Tambin atender el control de la caldera y de la instalacin frigorfica. Controlar adems el abastecimiento de gas-oil al quemador del calentador trmico de aceite.
Un maestro de fbrica, que controlar al resto de los operarios y tomar las decisiones oportunas en cuanto al proceso de produccin. Vigilar las temperaturas y los tiempos en los equipos que lo requieran y dar la alarma en el caso de anomala en el funcionamiento de la instalacin.
Un conductor de carretillas que efectuar la descarga de las materias primas y su almacenamiento en los distintos almacenes, as como de la recogida de los palets formados, transporte hasta el almacn de producto elaborado y carga en los camiones de acuerdo con las indicaciones del encargado de recepcin y expedicin. Tambin se encargar del abastecimiento de materia prima a la lnea de procesado y de reponer los materiales de envasado y embalaje en los distintos equipos.
Un encargado del control de recepcin, que llevar a cabo un primer control cuantitativo y cualitativo de las materias primas. Esta misma persona se encargar del control de expedicin y almacn.
20
MEMORIA DESCRIPTIVA
Un operario que se encargar de la inspeccin de las patatas tras su pelado y eliminar las porciones deterioradas.
Un operario que se encargar de la inspeccin del producto elaborado antes de su envasado. Eliminar las chips de mala calidad.
Un operario que colocar las bolsas de patatas en las cajas previamente formadas, cerrndolas a continuacin.
Un encargado de limpieza y mantenimiento. Se ocupar de la limpieza de los locales y equipos y del cuidado de la parcela donde se ubica la fbrica
Un guarda jardinero.
A la vista de lo anterior, la demanda de personal laboral asciende a un total de 12 personas.
5.2. Ingeniera de las obras
5.2.1. Introduccin
Para el dimensionamiento de las distintas dependencias de la instalacin se han tenido en cuenta aspectos tales como la densidad de carga ptima de las salas, el espacio mnimo para desempear su funcin por parte de los empleados de la misma, la consideracin de espacios muertos y pasillos en ellas, el espacio ocupado por la maquinaria y equipos, etc.
La instalacin ha sido diseada para que los productos sigan un recorrido lgico desde la recepcin de las materias primas hasta la expedicin de los mismos una vez finalizado el proceso, sin que se produzcan marchas atrs de los mismos dentro de la instalacin.
En cualquier caso, el diseo general de la planta ha venido condicionado por la forma y dimensiones de la parcela.
21
MEMORIA DESCRIPTIVA
5.2.2. Diseo de la planta de procesado
La planta ha sido diseada con el objetivo de conseguir: Una organizacin racional del trabajo para minimizar los costes de operacin, de forma que se consiga la mxima operatividad y el menor tiempo muerto. El cumplimiento de los requisitos higinicos exigidos a la industria alimentaria para alcanzar la calidad perseguida en los productos elaborados. Minimizar las distancias a recorrer: los productos seguirn una trayectoria prcticamente lineal a lo largo de todo el proceso sin retrocesos en su recorrido, con el mximo aprovechamiento del espacio. Evitar interferencias entre las distintas funciones que se lleven a cabo en la fbrica. Cumplir la Ley de Prevencin de Riesgos Laborales, de 8 de Noviembre de 1.995 (BOE n 269 de 10 de Noviembre de 1.995).
En la planta diseada se pueden distinguir los siguientes tipos de locales: Local de elaboracin: En l se lleva a cabo todo el proceso productivo, desde que entra la materia prima hasta que es transformada y envasada. Almacenes: cmara frigorfica, almacn de aceite y sal, almacn de envases y embalajes y almacn de producto elaborado. Locales comunes: zonas de apoyo al proceso productivo como son el taller, la sala de mquinas, la sala de la caldera, la sala de distribucin en baja tensin, la sala de control de la bscula, el laboratorio, comedor, sala de descanso y los aseos y vestuarios del personal. Locales de oficinas: recepcin, despachos, despacho de direccin, sala de juntas, y los aseos de oficinas.
22
MEMORIA DESCRIPTIVA
5.2.3. Urbanizacin La nave industrial de procesado se ubicar en un terreno de 5.676 m2 formado por una parcela situada entre la calle A y la avenida 4 del Polgono Industrial Campollano en el Trmino Municipal de Albacete en la Provincia del mismo nombre.
5.2.3.1. Equipamientos
El Polgono Industrial tiene buenas vas de comunicacin y con facilidad de acceso, permitiendo as rpidas comunicaciones con Madrid, Valencia, Alicante y Murcia, en primera instancia.
El Polgono se abastece con una lnea elctrica de AT a la que se conectar el transformador ubicado en el centro de transformacin de la parcela.
El Polgono cuenta con una red de abastecimiento de agua incluyendo dos arquetas de acometida (IFA-24) en la propia parcela, as como una red de saneamiento que permite su conexin a travs de un pozo de registro (ISS-55).
Se pavimentarn todas las zonas inmediatamente exteriores a la nave, las vas y reas de circulacin de los vehculos y las zonas de espera de los camiones previa descarga o expedicin. Se emplear un pavimento flexible a base de material asfltico.
Para la ejecucin del pavimento se compactar la explanacin, previamente nivelada, se extender una sub-base de 15 cm de material granular, una base granular de 20 cm de mayor calidad y una capa de rodadura de mezcla asfltica constituida por una primera capa de 7 cm de espesor y una segunda capa de 5 cm, siendo el espesor total de la capa de 12 cm.
23
MEMORIA DESCRIPTIVA
Se colocar una acera de 1,6 m de anchura bordeando toda la nave, y tambin se colocar una acera de 1 m de anchura alrededor del centro de transformacin. La acera estar formada por solera de hormign HM-20/B/20/I de 15 cm bordillo prefabricado de H-400 achaflanado.
Se ha previsto que los vehculos entren por una de las cancelas y salgan por la otra, con recorrido distinto para los vehculos industriales y para los turismos. La anchura de los viales, 8 m, permite fcilmente realizar maniobras y la doble circulacin en toda la parcela.
Se dispondr una zona de aparcamientos con aforo suficiente para los vehculos del personal de la empresa as como vehculos de posibles visitas, de dimensiones 2,5 x 5 m, y sern sealizadas con pintura duroplstica.
Se disear una zona ajardinada en las zonas no pavimentadas que rodee a la nave, proporcionando a la misma barrera acstica y visual. Las especies vegetales que se usarn sern arbustivas, arbreas y tipo csped. Para el riego se han proyectado bocas de riego, que permiten el acceso a todas las zonas ajardinadas con ayuda de mangueras y aspersores.
El cerramiento exterior de la parcela se efectuar con fbrica de bloques huecos de hormign de 40 x 20 x 20 cm, hasta una altura de 1,20 m, y cerramiento metlico realizado con perfiles tubulares galvanizados de 50 mm de dimetro, separados 3 m y malla galvanizada de simple torsin, hasta completar una altura total de 3 m.
Se colocarn dos cancelas metlicas de cierre de la parcela. Una situada en la entrada de vehculos, junto al centro de transformacin, en el lateral de la parcela orientado al este, y otra en la salida de vehculos, en el lateral sur de la parcela. Las dimensiones de las cancelas sern de 8 x 3 m. En las proximidades inmediatas de tales cancelas destinadas bsicamente a la circulacin de vehculos, existirn puertas para el 24
MEMORIA DESCRIPTIVA
paso de peatones que estarn sealizadas de manera claramente visible y permanentemente expeditas.
5.2.4. Obra civil
5.2.4.1. Caractersticas generales
La nica nave de que consta la instalacin se desarrolla sobra una planta rectangular de 50 x 30 m, con su eje longitudinal orientado en la direccin N-S. Est formada por 12 cerchas metlicas tipo espaola peraltada montadas sobre soportes metlicos, limitada por sendos muros hastiales.
Estas cerchas metlicas cubrirn una luz de 30 m, estando separadas 5 m entre s. Se dispondrn a una altura de 7 m sobre los soportes metlicos antes citados. La cubierta tendr una pendiente de 10.
El acero a emplear en la estructura metlica ser del tipo A-42b, con un limite elstico de 2.600 kp/cm2 , y las constantes elsticas que a este tipo corresponden.
Se emplearn tres tipos de hormigones, en funcin del elemento de que se trate. Para la base de las zapatas de cimentacin, se emplear HM-20/P/40/I; para las zapatasvigas y forjado, HA-25/P/20/I; y para las soleras, HM-20/B/20/I.
Para las armaduras de los zunchos se emplearn barras de acero corrugado B400S, con un lmite elstico de 400 N/mm2 .
La instalacin dispondr de ventanas en todo el permetro de la nave.
La unin de los pilares a la cimentacin se realizar mediante placas de anclaje metlicas. Las dimensiones de las placas de anclaje sern distintas para cada uno de los tipos distintos de zapatas: 25
MEMORIA DESCRIPTIVA
De acuerdo con la naturaleza del terreno en la zona en la que se va a llevar a cabo la instalacin, correspondiente a una litologa de arcillas de bastante espesor, las cimentaciones de los elementos principales se efectuar mediante zapatas empotradas a nivel de arcillas.
Dado que la edificacin se encuentra en zona ssmica 2, de sismicidad media, la Norma PDS-1 obliga a establecer una retcula que una entre s todas las zapatas del edificio.
5.2.4.2. Cubierta
El material de cubierta empleado ser panel sandwich, constituido por dos chapas de acero perfiladas y un alma de espuma rgida de poliuretano de 40 kg/m3 de densidad y 30 mm de espesor, especialmente diseado para cubiertas. Tiene una anchura til de 1,15 m y su longitud puede llegar hasta 18 m.
El peso de tal material de cubierta, incluidos todos los elementos auxiliares de fijacin es de 16 kp/m2 .
5.2.4.3. Estructura Correas La estructura resistente est compuesta por: Correas de cubierta: tipo IPE-120, en un nmero de 9 por vertiente, separadas 190,39 cm en vertiente y 187,5 cm en proyeccin vertical, consideradas para el clculo como vigas continuas de dos tramos de 5 m cada uno. Correas laterales: tipo IPE-100, en un nmero de 2 en cada lateral de la cubierta, separadas 1 m. Se considerarn para el clculo como vigas continuas de dos tramos de 5 m cada uno.
26
MEMORIA DESCRIPTIVA
La sujecin de la cubierta a las correas se hace mediante ganchos de acero galvanizado que perforen la cresta de la greca. Cerchas
Se dispondrn 12 cerchas metlicas de tipo espaola, cubriendo 30 m de luz, y separadas 5 m, excepto las dos situadas a 30 m de la fachada norte de la nave, que estarn a 1 cm, sobre los pilares correspondientes, materializando la junta de dilatacin. Tendrn sus nudos articulados y sus apoyos fijos, de manera que las barras que la forman nicamente trabajen a esfuerzo axial.
La cercha se dimensionar con 8 vanos de 3,80 m por vertiente, tal y como se indica en la figura 1.
Dichas barras estarn formadas por perfiles cuadrados huecos, y se dimensionarn segn los diferentes tipos:
Pares: se dimensionarn con perfiles huecos cuadrados # 140 x 6. Tirantes: se dimensionarn con perfiles huecos cuadrados # 120 x 6. Montantes: se dimensionarn con perfiles huecos cuadrados # 90 x 4. Diagonales excepto las dos ms cercanas al montante central de la cercha: se dimensionarn con perfiles huecos cuadrados # 90 x 4. Diagonales centrales: se dimensionarn con perfiles huecos cuadrados # 80 x 3. 27
MEMORIA DESCRIPTIVA
Pilares Para el dimensionamiento de los pilares que sustentan las cerchas metlicas se toman perfiles HEB 200 distanciados 5 m en el sentido longitudinal de la nave.
Se consideran los pilares empotrados en la cimentacin y unidos a las cerchas metlicas mediante uniones articuladas. Muros hastiales Son los muros frontales que cierran la nave en los extremos de su eje longitudinal. Deben asegurar suficiente estabilidad frente a la accin del viento, para lo cual se situarn pilares que dividan el cerramiento en paos ms pequeos.
Los muros hastiales se conformarn mediante dos pilares extremos diseados con perfiles del tipo 2 UPN 120 soldados a tope y siete pilares intermedios HEB 200, equidistantes. Todos ellos irn unidos por un dintel en cabeza diseado con perfil IPE 180. Tambin se incluye en el diseo del muro hastial una viga horizontal de perfil HEB 140, de 6,5 m de longitud, para soportar el peso del forjado existente en el lateral oeste de la parcela.
5.2.4.4. Cimentaciones Placas de anclaje. Sus dimensiones son distintas en funcin del tipo de zapata. o Zapatas tipo 1. Las placas de anclaje sern de 300 x 300 x 18 mm, con 4 pernos de 16 mm de dimetros y 400 mm de longitud. o Zapatas tipo 2. Las placas de anclaje sern de 400 x 500 x 35 mm, con 4 pernos de 32 mm de dimetro y 350 mm de longitud. o Zapatas tipo 3. Las placas de anclaje sern de 350 x 500 x 35 mm, con 4 pernos de 20 mm de dimetro y 400 mm de longitud. 28
MEMORIA DESCRIPTIVA
o Zapatas tipo 4. Las placas de anclaje sern de 500 x 500 x 30 mm, con 4 pernos de 32 mm de dimetro y 300 mm de longitud. o Zapatas tipo 5. Las placas de anclaje sern de 500 x 500 x 25 mm, con 4 pernos de 32 mm de dimetros y 650 mm de longitud. Zapatas La cimentacin se realizar mediante zapatas. Se construirn cinco tipos de zapatas diferentes:
4 Zapatas tipo 1, de dimensiones: 120 x 120 x 60 cm. 16 Zapatas tipo 2, de dimensiones: 170 x 170 x 60 cm. 4 Zapatas tipo 3, de dimensiones: 220 x 220 x 130 cm. 18 Zapatas tipo 4, de dimensiones: 220 x 220 x 60 cm. 7 Zapatas tipo 5, de dimensiones: 240 x 240 x 90 cm.
Zunchos de cimentacin Las zapatas se unirn entre s mediante vigas de hormign armado que impedirn los desplazamientos horizontales de las mismas y, a la vez, soportarn el peso del cerramiento completo. Dado que la edificacin se encuentra en zona ssmica 2, de sismicidad media, la Norma PDS-1 obliga a establecer una retcula que una entre s todas las zapatas del edificio.
Se dispondrn zunchos de 35 x 35 cm, con una armadura longitudinal de 6 redondos de acero corrugado de 16 mm de dimetro. Los cercos sern barras de 6 mm de dimetro separados 20 cm.
29
MEMORIA DESCRIPTIVA
5.2.4.5. Soleras y pavimentos
En las dependencias interiores, la solera est compuesta por los siguientes materiales: - Grava, con tamao de rido inferior a 2 cm, formando capa compacta de 20 cm de espesor, extendida sobre suelo limpio y compactado. - Arena de ro, con tamao mximo de grano de 0,5 cm, formando una capa de nivelacin de 2 cm de espesor, extendida sobre la capa de grava. - Losa de hormign HM-20/B/20/I de 10 cm de espesor con malla electrosoldada. - Tratamiento superficial antidesgaste, antideslizante y anticorrosivo, con un pavimento continuo por tratamiento de resinas epoxi. - En la zona de oficinas, laboratorio y servicios se colocarn baldosas de terrazo sobre capa de mortero.
5.2.4.6. Cerramientos exteriores
Se realizarn con losas macizas de hormign armado de canto constante igual a 15 cm. Los perfiles laterales de la placa alveolar del cerramiento forman juntas machohembra. Los extremos de las placas quedarn enlazados a los pilares de la estructura, de modo que puedan transmitirle los esfuerzos. El acabado ser liso en el interior y rugoso en el exterior.
5.2.4.7.Cerramientos interiores
En las dependencias interiores de dispondr fbrica de ladrillo de 7 cm de espesor ms 1,5 cm de enfoscado en ambas caras con mortero de cemento P-350 de dosificacin 1:6.
30
MEMORIA DESCRIPTIVA
Las paredes, una vez enlucidas, irn pintadas con dos manos de pintura, a excepcin de las correspondientes a las cmaras frigorficas, cuya composicin se expone en el Anejo Instalacin Frigorfica. En la sala de la caldera la fbrica de ladrillo lleva un guarnecido por la parte interior. Las separaciones interiores en los aseos se harn con ladrillo hueco de 4 cm de espesor.
5.2.4.8. Falsos techos
En toda la superficie de la nave se dispondr un falso techo. Adems se dispondrn falsos techos en la sala de mquinas, en el almacn de aceite y sal, en el almacn de envases y embalajes, en el almacn de producto final y en la sala de control de la bscula.
Tales falsos techos constan de un panel rgido de lana de vidrio aglomerada con resinas termoendurecidas, con la cara vista recubierta de PVC blanco pegado con cola ignfuga.
La cmara frigorfica cuenta tambin con un falso techo, pero en este caso ser a base de panel sndwich con ncleo de espuma de poliuretano (PUR).
5.2.4.9. Forjado
Para soportar el peso de la segunda planta existente en una zona de la nave de dimensiones 50 x 6,5 m2 se disea un forjado de viguetas de acero formado por chapas galvanizadas grecadas, como encofrado perdido, y losa de hormign HA-25/P/20/I, levemente armado, de 5 cm de espesor. Las viguetas de forjado, separadas 80 cm, sern de perfil IPN 160.
31
MEMORIA DESCRIPTIVA
Para el acceso a tal planta superior se dispone una escalera de dos tramos con meseta intermedia.
5.2.4.10. Alicatados
Las paredes irn recubiertas de un alicatado a base de azulejo blanco de 15 x 15 cm en la zona de servicios y en el laboratorio.
5.2.4.11. Carpintera
5.2.4.11.1. Puertas
La sala de elaboracin cuenta con dos puertas al exterior, en sus caras norte y sur. Se trata de puertas con doble hoja abatible, y de dimensiones 1,5 x 2,2 m.
Existir una puerta de acceso al vestbulo de la nave, desde donde se podr acceder tanto a la sala de elaboracin como a la planta superior, donde se encuentra la zona de oficinas. Tal puerta est situada en la fachada oeste de la nave, y ser de doble hoja abatible de dimensiones 1,5 x 2,2 m.
Habr una puerta de acceso del personal a la zona de vestuarios y ser de doble hoja abatible y de dimensiones 1,5 x 2,2 m.
La sala de la caldera tendr una puerta de una hoja abatible que d al exterior, normalmente cerrada, y se usar en caso de avera si es necesario sacar piezas de la misma o toda ella. Sus dimensiones sern 0,9 x 2 m.
En la recepcin de materias primas y en la expedicin de producto elaborado existen dos persianas enrollables de aluminio anodizado con aislamiento trmico de dimensiones 5 x 4 m.
32
MEMORIA DESCRIPTIVA
Las puertas interiores sern de madera y las exteriores metlicas.
Las puertas en el interior de la industria sern de varios tipos:
Puerta de dos hojas abatibles, de dimensiones 1,2 x 2 m (5 unidades en la planta superior y 11 en la inferior). Puerta de dos hojas abatibles, de dimensiones 2 x 2,5 m (3 unidades, en los almacenes). Puerta de una hoja abatible, de dimensiones 0,8 x 2 m (4 unidades en la planta superior y 2 en la inferior). Puerta de una hoja abatible, de dimensiones 0,7 x 2 m (4 unidades en la planta superior y 14 en la inferior). Puerta metlica de acero de hoja simple y corredera, con apoyo en viga superior, que hace las veces de rail, para el acceso a la cmara frigorfica. Sus dimensiones sern 2 x 3 m.
5.2.4.11.2. Ventanas
Las ventanas sern correderas, de aluminio anodizado y su nmero se ha determinado en base a la necesidad de iluminacin que posee la sala de elaboracin para la realizacin de un trabajo de calidad.
Las ventanas se situarn en el cerramiento exterior en todo el permetro de la nave con diferentes medidas y posiciones.
A continuacin se describen las diferentes ventanas que se situarn, recogiendo las dimensiones y dependencia donde ir situada.
Su ubicacin exacta se puede observar en el Plano Alzados.
33
MEMORIA DESCRIPTIVA
Ventana de hoja simple de dimensiones 0,8 x 1 m. 3 unidades, ubicadas en el pasillo junto al taller, en un despacho y en la sala de control de la bscula, con vistas a la zona de elaboracin de materias primas.
Ventana de hoja simple de dimensiones 1 x 1 m. 8 unidades, ubicadas: 1 en el comedor, 4 en vestuario de hombres, 1 en la sala de mquinas y 2 en recepcin. Ventana de doble hoja, abatible en direccin vertical, de dimensiones 0,5 x 0,5 m. 9 unidades, ubicadas en los aseos de hombres, mujeres y oficinas, en los cuartos del inodoro con pared al exterior.
Ventana de doble hoja de dimensiones 1,5 x 1 m. 11 unidades, ubicadas: 1 en la sala de elaboracin, 1 en la sala de distribucin de baja tensin, 2 en la sala de limpieza, 3 en la sala de juntas, 1 en el taller, 1 en el laboratorio, 1 en un despacho y 1 en el despacho de direccin.
Ventana de triple hoja de dimensiones 2 x 1 m. 4 unidades, ubicadas: 1 en el comedor, 1 en las escaleras, 1 en el vestbulo de la planta superior y 1 en la sala de la caldera.
Ventana de triple hoja de dimensiones 2,5 x 1 m. 12 unidades, ubicadas: 8 en la sala de elaboracin, 2 en el almacn de producto elaborado y 2 en el almacn de envases u embalajes.
Ventana de cuatro hojas de dimensiones 3 x 1 m. 5 unidades, ubicadas: 1 en la zona de recepcin de materias primas, 1 en el comedor, 1 en la sala de descanso, 1 en el laboratorio y 1 en el vestuario de mujeres.
5.2.4.12. Vidriera
Se dispondrn 5 cristaleras, que constan de dos lunas incoloras de 6 mm y cmara de aire de 8 mm, con junta plstica, colocadas sobre aluminio y selladas con silicona. Las dimensiones y su lugar de ubicacin son:
34
MEMORIA DESCRIPTIVA
3 cristaleras de dimensiones 4,3 x 1,5 m en el pasillo de la zona de oficinas, con vistas a la sala de elaboracin. 1 cristalera de dimensin 4,5 x 1,5 m en el vestbulo de la planta superior, con vistas a la sala de elaboracin. 1 cristalera de dimensiones 3,9 x 1,5 m en el vestbulo de la planta baja, con vistas a la sala de elaboracin.
5.2.4.13. Pinturas y revestimientos
Los tabiques interiores ejecutados con fbrica de ladrillo llevarn 1,5 cm de enfoscado con mortero de cemento. Las paredes, despus de enlucidas, irn pintadas con dos manos de pintura, a excepcin de las paredes de la cmara frigorfica.
La fbrica de ladrillo en la sala de la caldera lleva un guarnecido por la parte interior.
5.3. Instalaciones
5.3.1. Instalacin frigorfica
La cantidad de patatas que se recibir con periodicidad semanal de la empresa suministradora ser algo superior a la necesidad semanal (20.000 kg) ya que se cuenta con un margen de seguridad. Se recibirn en total 23.976 kg/semana. Se dimensiona, por tanto, una cmara frigorfica para almacenar tal cantidad, y la conservacin se realizar a 9 C de temperatura y 90 % de humedad relativa.
La cmara se situar en una de las esquinas de la industria, orientando sus caras externas al norte y al este. Las otras dos caras interiores limitarn con el interior de la nave.
35
MEMORIA DESCRIPTIVA
5.3.1.1. Aislamiento
El aislamiento de las paredes de la cmara frigorfica que dan al exterior de la nave se realizar con panel de espuma de poliuretano. Tal aislante ser incorporado al cerramiento exterior de la nave.
En el aislamiento de las restantes paredes y techo se emplear un aislante tipo panel sndwich, con ncleo de espuma rgida de poliuretano entre dos chapas de acero galvanizado y lacado. El poliuretano es un excelente aislante trmico y posee ventajas con respecto a otros materiales en este tipo de aplicacin.
5.3.1.2. Caractersticas de la instalacin frigorfica
En la industria que se proyecta existe solamente un sistema desde el punto de vista frigorfico, la cmara frigorfica de conservacin de patatas.
El sistema de produccin de fro ser del tipo de compresin mecnica de simple efecto, el evaporador se calcula de acuerdo con las caractersticas del recinto a refrigerar y la condensacin de los vapores se realiza mediante agua que ser recirculada y enfriada de nuevo a travs de una torre de enfriamiento.
El fluido frigorgeno elegido para la instalacin es el Tetrafluoretano (R-134a). Es el sustituto directo de R-12, utilizndose en cmaras frigorficas de refrigeracin, tanto en instalaciones comerciales como industriales. Es un refrigerante muy seguro y a la vez, muy eficaz desde el punto de vista energtico. Este refrigerante no presenta toxicidad ni inflamabilidad, con ODP=0 y GWP=0,34. Es decir, que sigue contribuyendo al efecto invernadero, aunque en menor medida que los CFC y HCFC. La utilizacin de este fluido puro constituye una de las estrategias fro-gas para la sustitucin del R-12, tanto en instalaciones nuevas, como en las ya existentes y para compresores actuales. Adems se han diseado nuevos aceites (polisteres), que ya s son compatibles con el R-134a. 36
MEMORIA DESCRIPTIVA
Se propone un ciclo frigorfico de evaporacin y compresin simples.
5.3.1.3. Componentes del ciclo frigorfico
Se dispone un compresor cuya capacidad se adapta a la potencia frigorfica que se quiere evacuar (27.000 Kcal/h). Para ello se propone la utilizacin de un compresor alternativo semihermtico de 4 cilindros.
El condensador ser de tipo multitubular horizontal de carcasa y tubos. Se trata de un cambiador de calor que utiliza el calor sensible del agua para, en primer lugar enfriar los vapores del fluido refrigerante y, despus realizar la condensacin de los mismos. Es de un paso por la carcasa y dos pasos por los tubos.
La condensacin del fluido refrigerante se llevar a cabo mediante agua, la cual se enfriara de nuevo hacindola pasar por una torre de enfriamiento.
Se dispondrn dos evaporadores con dos ventiladores cada uno que asegurarn una circulacin de aire forzada. Estn construidos con tubos de cobre con aletas helicoidales exteriores de aluminio.
5.3.2. Instalacin de vapor
Las necesidades de vapor de la industria que se proyecta sern nicamente las derivadas del proceso de escaldado.
Se realizar la instalacin de una caldera de vapor de capacidad 200 Kg/h. Respecto a la construccin de la sala de calderas se han de cumplir una serie de condiciones mnimas especificadas en el Art. 8 de la ITC MIE AP1 del Reglamento de Aparatos a Presin del Ministerio de Industria y Energa.
37
MEMORIA DESCRIPTIVA
Segn el Reglamento de Aparatos a Presin del Ministerio de Industria y Energa, la caldera a instalar pertenece a la categora C, por lo que puede ser ubicada en cualquier dependencia del edificio industrial. Sus dimensiones son: 1,9 x 1,3 x 1,7 m.
El agua para alimentar la caldera procede de la red general de abastecimiento, por lo que se dispone en la industria un equipo completo para el tratamiento del agua que alimenta la caldera, evitando as la formacin de incrustaciones y la corrosin. Tal equipo est compuesto por un descarbonatador, un desmineralizador y un desgasificador.
La caldera cuenta con los siguientes accesorios:
Regulador automtico de nivel por boya. Dos indicadores de nivel pticos. Presostato de trabajo. Presostato de seguridad de rearme manual. Dos vlvulas de seguridad. Vlvula de interrupcin para la salida del vapor con una vlvula de retencin, para la entrada de agua.
Dos vlvulas de purga y vaciado de la caldera, una de asiento y una de esfera. Tapn fusible. Termmetro. Vlvula de desaire. Mirilla de inspeccin de llama.
Las conducciones de vapor y las de condensado sern de acero, ambas aisladas trmicamente mediante coquillas, compuestas de fibras concntricas impregnadas con sustancias aislantes. El espesor de las coquillas ser de 4 cm.
38
MEMORIA DESCRIPTIVA
5.3.3. Instalacin elctrica
El abastecimiento de energa elctrica se realizar a partir de una lnea area de alta tensin de 20 kV que abastece al Polgono Industrial. A partir de ella se derivar una lnea de media tensin hasta el centro de transformacin, que constituye el origen de la instalacin elctrica objeto de estudio en el presente proyecto.
Se contratar una tarifa elctrica 3.1. de utilizacin normal, aplicable a suministros en alta tensin, sin lmite de potencia, con complemento por energa reactiva y discriminacin horaria tipo 3 de uso general, sin discriminacin horaria de sbados y festivos.
La instalacin de enlace entre la red de distribucin pblica y la instalacin interior estar formada por los siguientes elementos:
Lnea elctrica de alta tensin, con sus correspondientes apoyos de entronque y fin de lnea.
Centro de transformacin de 400 kVA y tensin en el secundario de 380/220 V.
Equipo de medida en alta tensin.
La instalacin interior en baja tensin arrancar en el embarrado de baja tensin del cuadro general del centro de transformacin, transcurriendo de forma subterrnea hasta llegar al cuadro de distribucin general situado la sala de distribucin de baja tensin. A partir de aqu, excepto para algunas zonas de alumbrado exterior, la instalacin discurrir al aire. Desde el citado cuadro se abastecer a tres cuadros de control de motores, cuatro cuadros de tomas de fuerza y cinco cuadros de alumbrado.
39
MEMORIA DESCRIPTIVA
La instalacin incluye un equipo corrector del factor de potencia formado por un conjunto de condensadores autorregulables, situado en el centro de transformacin, con el que se consigue una compensacin discreta en funcin del factor de potencia de la instalacin en ese momento.
La red de alumbrado se ha diseado estimando las necesidades de alumbrado en base a las recomendaciones procedentes de las normas DIN 5035, NTE-EIE: Instalaciones de electricidad. Alumbrado interior y UNE 72.163-84. Las luminarias y lmparas que se instalarn sern:
Lmparas de vapor de mercurio de color corregido de 250 W montadas sobre luminarias reflectoras de flujo directo en la sala de elaboracin, en el almacn de aceite y sal, en el almacn de envases y embalajes, en el almacn de producto elaborado y en la sala de la caldera.
Lmparas de vapor de mercurio de color corregido de 700 W montadas sobre luminarias reflectoras de flujo directo en la zona de recepcin de materias primas. Lmparas fluorescentes con arranque a baja temperatura de ignicin de 40 W, montadas en luminarias de iluminacin semidirecta con armadura de celosas, colocando dos lmparas por luminara en la cmara frigorfica.
Lmparas de vapor de mercurio de color corregido de 400 W montadas sobre luminarias reflectoras de flujo directo en la sala de mquinas y en el taller. Lmparas fluorescentes de 65 W montadas en luminarias de iluminacin semidirecta con armadura de celosas, colocando dos lmparas por luminaria, en la sala de control de la bscula,en el comedor, en la sala de descanso, en el laboratorio, en los despachos, en recepcin, en el despacho de direccin y en la sala de juntas.
Lmparas fluorescentes de 40 W, montadas en luminarias de iluminacin semidirecta con armadura de celosas, colocando dos lmparas por luminaria en la sala de distribucin de baja tensin, en la sala del equipo de limpieza y en los vestbulos de las plantas baja y alta. 40
MEMORIA DESCRIPTIVA
Lmparas incandescentes de 100 W montadas con pantalla aislante hidrfuga en los pasillos de la planta baja. Lmparas incandescentes de 60 W montadas con pantalla aislante hidrfuga en los aseos y vestuarios de la planta baja y de la zona de oficinas. Lmparas fluorescentes de 40 W montadas en luminarias de iluminacin semidirecta con armadura de celosas, colocando una lmpara por luminaria en el pasillo de la planta alta.
Lmparas fluorescentes de 65 W montadas en luminarias de iluminacin semidirecta con armadura de celosas, colocando una lmpara por luminaria, en el pasillo de la zona de oficinas.
Para la iluminacin exterior se emplearn lmparas de vapor de mercurio, con una potencia de 150 W montadas sobre dos tipos de luminarias: Linterna asimtrica con armadura cerrada montada sobre brazo mural de acero de 1,5 m, con fijaciones a la nave a una altura de 4,5 m. Linterna asimtrica con armadura cerrada montada sobre columna de 4 m de altura, con fijaciones a macizos de hormign en el suelo mediante pernos de anclaje.
La instalacin de fuerza motriz fija est integrada por los equipos que constituyen las lneas de elaboracin. Para el clculo de la potencia instalada se ha supuesto que los motores tienen un factor de potencia de 0,8.
Se han distribuido tomas de fuerza trifsica 16/25A de 7.000 w y tomas de fuerza monofsica 10/16A de 2.500 w repartidas por toda la nave. Se considerar que el factor de potencia es de 0,8 para los posibles receptores a conectar.
Teniendo en cuenta el conjunto de cargas que componen la instalacin elctrica y considerando la simultaneidad de funcionamiento de los equipos, la potencia total demandada es: 41
MEMORIA DESCRIPTIVA
Alumbrado: Fuerza motriz fija: Tomas de fuerza: Total:
51.723 VA 70.965 VA 131.125 VA 253.812 VA
Los conductores que forman la red de distribucin en baja tensin sern de cobre, con una tensin de aislamiento de 1.000 V, y aislados con policloruro de vinilo en conducciones al aire libre, o con etileno propileno en conducciones enterradas.
La determinacin de las secciones de los conductores se realizar de acuerdo con los criterios de cada de tensin e intensidad mxima admisible recogidos en el "Reglamento Electrotcnico para Baja Tensin" e Instrucciones Complementarias.
En base al estudio de los fallos ms frecuentes en las instalaciones elctricas, como son los producidos por contacto entre conductores activos y entre stos y las masas metlicas, y de acuerdo con las prescripciones reglamentarias sobre las protecciones en instalaciones de baja tensin y las consideraciones sobre la seguridad de las personas, se considera una proteccin trmica contra sobrecargas, magntica contra cortocircuitos y diferencial contra intensidades de defecto.
La instalacin dispondr de la aparamenta necesaria para asegurar la correcta maniobra y proteccin de la misma.
5.3.4. Proteccin contra incendios
Aunque no existe legislacin nacional aplicable a la extincin y proteccin contra incendios en la industria, se han tenido en cuenta una serie de criterios para garantizar una adecuada proteccin de las personas y los bienes en el supuesto de producirse un incendio.
42
MEMORIA DESCRIPTIVA
As pues se han contemplado las disposiciones, generales y especficas de las siguientes Normas y Reglamentaciones:
Orden del M de Trabajo de 9 de marzo de 1.971. Ordenanza general de seguridad e higiene en el trabajo. B.O.E. 16 y 17 de marzo de 1.971. Captulo VII: Prevencin y extincin de incendios.
Real Decreto 485/1.997, de 14 de abril. Disposiciones mnimas en materia de sealizacin de seguridad y salud en el trabajo. B.O.E. de 23 de abril de 1.997. Real Decreto 486/1.997, de 14 de abril. Disposiciones mnimas de seguridad y salud en los lugares de trabajo. B.O.E. de 23 de abril de 1.997.
Se adoptan las siguientes medidas de proteccin contra incendios: - 9 unidades de extintores de polvo qumico polivalente y presin incorporada, de eficacia 13A/89B y 6 Kg de carga en lugares fcilmente accesibles, segn se refleja en el plano correspondiente. - 7 bocas de incendio de tipo normalizado abastecidas por la Red Municipal de Aguas que garantiza la presin y el caudal adecuados para su uso. - Instalacin de alumbrado de emergencia constituida por aparatos autnomos automticos, que se pondrn en marcha cuando se produzca una bajada de tensin por debajo del 70% y mantendrn, durante al menos 1 hora una intensidad luminosa mnima de 60 lux. - Instruccin adecuada al personal.
Teniendo en cuenta las Normas enumeradas y, segn se deduce de su aplicacin en el anejo Proteccin contra incendios del presente Proyecto, la Seguridad contra incendios es suficiente.
La localizacin de los distintos equipos de proteccin as como las posibles salidas de evacuacin quedan reflejados en el Plano Proteccin contra incendios. 43
MEMORIA DESCRIPTIVA
5.3.5. Instalacin de fontanera
El suministro se realizar a partir de dos arquetas de acometida situadas en la propia parcela, pertenecientes a la red del Polgono Industrial, que asegura la dotacin y presin necesaria en las conducciones para el consumo habitual en este tipo de instalaciones. Una de las arquetas de acometida abastecer el agua necesaria para uso industrial, para servicios y usos generales, y para el riego de la parcela, mientras que la otra arqueta de acometida abastecer el agua necesaria para la proteccin contra incendios.
Las lneas de abastecimiento desde las arquetas de acometida hasta los contadores generales correspondientes se realizarn mediante conducciones reforzadas de PVC de 80 mm, ya que transcurren por zonas en las que circulan vehculos (IFA-12).
En todos los casos, las conducciones correspondientes a la red de abastecimiento se encontrarn al menos 50 cm por encima de las de saneamiento. Adems, la red interior se dispondr a una distancia no menor de 30 cm de cualquier conduccin o cuadro elctrico.
Se consideran dos redes de tuberas, dada la existencia de dos arquetas de acometida:
Red 1 de fontanera: La correspondiente a la arqueta que abastece el agua de uso industrial, servicios y usos generales y de riego. Esta red estar constituida por canalizaciones enterradas de PVC desde la arqueta de acometida correspondiente a dicha red y hasta el punto en que se ubica el calentador elctrico, donde la tubera asciende y empieza a estar constituida por canalizaciones de cobre, que irn empotradas en los tabiques, tanto para agua caliente como fra.
44
MEMORIA DESCRIPTIVA
Red 2 de fontanera: La correspondiente a la arqueta que abastece el agua de proteccin contra incendios. Esta red estar constituida por canalizaciones de PVC enterradas en toda su distribucin. En los puntos donde la tubera asciende para alimentar a las bocas de incendio equipadas, pasan a ser de acero, para evitar que ardan en caso de incendio.
En los puntos de consumo se dispondrn grifos de agua fra y monobloc de latn cromado, segn el caso.
La red de agua caliente se ajustar a un sistema de produccin individual a partir de la red de agua fra mediante la instalacin de un calentador acumulador elctrico dispuesto en la sala del equipo de limpieza (IFC-33).
Estar realizada mediante conducciones de cobre (IFC-22), que transcurrirn a una distancia superior a 4 cm de las conducciones de agua fra, y nunca por debajo de stas.
Para asegurar unas condiciones de proteccin y maniobra adecuadas se colocarn llaves de paso (IFF-23) siempre que haya derivaciones.
Se dispondrn dos contadores generales (IFF-17) que permitirn el control del consumo total de agua de la instalacin. Se encuentran en cmaras impermeabilizadas y con desage. El calibre de los contadores ser de 65 mm, mientras que las dimensiones de las cmaras sern de 2,2 x 0,8 x 0,8 m.
Todo lo referente a la instalacin de fontanera se recoge con mayor detalle en el anejo y plano correspondientes.
45
MEMORIA DESCRIPTIVA
5.3.6. Instalacin de saneamiento
La instalacin de saneamiento estar formada por un sistema unitario que evacua todo tipo de aguas por una red nica de conductos hasta la acometida en la red de alcantarillado pblico presente en el Polgono Industrial.
a) Canalones y bajantes
Las aguas pluviales correspondientes a la cubierta sern recogidas mediante canalones de chapa y conducidas por medio de bajantes de PVC (ISS-43) hasta la red horizontal de saneamiento.
Los canalones tendrn una seccin rectangular y una pendiente del 1 %, situndose tanto en la parte este como en la parte oeste de la cubierta. Se dispondrn bajantes de seccin circular, separados 15 m entre s. Las secciones de estos dos tipos de elementos dependern de la superficie de cubierta en proyeccin horizontal y de la zona pluviomtrica en la que se encuentra la instalacin.
Se dispondr una arqueta enterrada a pi de cada bajante (ISS-50), a partir de la cual pasan dichas aguas a la red enterrada de saneamiento.
b) Dispositivos de desage y red de arquetas sumidero
El desage de los inodoros se realizar directamente a arquetas sifnicas. Las duchas, urinarios, lavabos, piletas de grifos de limpieza y fregaderos desaguarn a botes sifnicos.
Las aguas residuales procedentes de los equipos de la lnea de procesado y de limpieza de la nave sern vertidas hacia arquetas sumidero (ISS-53), pasando as a la red de colectores enterrada. 46
MEMORIA DESCRIPTIVA
Tambin se colocarn arquetas sumidero alrededor de la nave, para recoger el agua de lluvia del exterior de la nave.
c) Red horizontal enterrada.
La red horizontal se compone de colectores enterrados de PVC rgido, que irn siempre por debajo de la red de distribucin de agua fra, y con una pendiente no menor al 1 %.
Se dispondrn arquetas en la red enterrada, a pie de bajantes, en los encuentros de colectores, cambios de direccin o pendiente y en los tramos rectos con un intervalo mximo de 20 m. pendiente uniforme. La conduccin entre stas se realizar mediante tramos rectos y
El clculo de las secciones de los diferentes colectores se realizar segn las indicaciones recogidas en la NTE-ISS-1.973: Instalaciones de Salubridad.
Saneamiento, en funcin de la zona pluviomtrica de la instalacin, de la superficie de cubierta asociada, del nmero de aparatos que vierten al colector y de la pendiente del tramo.
A la salida de la lnea de conductos se colocar un separador de grasas y fangos (ISS-54) para retener las materias flotantes y slidos sedimentables que pudieran ser arrastrados por las aguas de la limpieza de las instalaciones.
La acometida a la red de alcantarillado ser llevada a cabo segn la especificacin correspondiente de la NTE-ISA, y de acuerdo con las Ordenanzas Municipales locales.
47
MEMORIA DESCRIPTIVA
6. SEGURIDAD Y SALUD EN LAS OBRAS
En la realizacin de las diferentes obras e instalaciones de un proyecto, es necesario garantizar el mantenimiento de la salud, la integridad fsica y la vida de los trabajadores de las mismas, cumpliendo con lo que ordena el Real Decreto 1627/97 del 24 de Octubre (B.O.E. de 25/10/97).
En base a esto, resulta obligatorio la redaccin de un Estudio de Seguridad y Salud en las obras, que sirva de base para la elaboracin de un Plan de Seguridad y Salud por parte de las Empresas Constructoras, Contratistas, Subcontratistas y trabajadores autnomos que participen en las obras.
De acuerdo a dicho Real Decreto y debido a que el presupuesto de ejecucin supera 75 millones de pesetas, se ha elaborado un Estudio Completo de Seguridad y Salud en las Obras, en el correspondiente tomo, en el que se tienen en cuenta los posibles riesgos en las diferentes unidades de obra, las medidas preventivas generales, las medidas preventivas especficas de cada unidad de obra, y la legislacin, normativas y convenios que se aplican al estudio.
7. SEGURIDAD Y SALUD EN EL TRABAJO
Los derechos y obligaciones en materia de seguridad y salud reflejados en la Ley de Prevencin de Riesgos Laborales (Ley 31/1.995 de 8 de noviembre, BOE de 10 de noviembre de 1.995), debern ser conocidos por todo el personal directivo, tcnico, operarios y toda aquella persona implicada en la actividad de la empresa. Del mismo modo, deber ser conocido lo dispuesto en el ttulo III de dicha Ley que hace mencin a las responsabilidades y posibles sanciones por incumplimiento de los preceptos de la misma.
48
MEMORIA DESCRIPTIVA
Con el fin de lograr el cumplimiento de lo anteriormente expuesto, se pondr a disposicin del personal un ejemplar de dicha Ley. Adicionalmente, antes de que el personal comience a desempear cualquier puesto de trabajo, se le facilitar la adecuada instruccin acerca de los riesgos y peligros que en el mismo pueden afectarle; y sobre la forma, mtodos y procesos que deben observarse para prevenirlos o evitarlos.
Todo esto se realizar con el fin de evitar los riesgos ms frecuentes en las industrias de este tipo, como son: quemaduras, contacto con vapor, cadas y los arreglos provisionales con carcter de definitivos.
7.1. Seguridad y aspectos sanitarios
No se permitir sacar o trasegar agua para la bebida por medio de vasijas, barriles, cubos u otros recipientes abiertos o cubiertos provisionalmente. Se prohbe tambin beber aplicando los labios directamente sobre los grifos.
Se dispondr de cuartos vestuarios y de aseo para uso personal, convenientemente separados para los trabajadores de uno y otro sexo.
Los vestuarios estarn dotados de asientos y taquillas individuales, con llave, para guardar ropa y calzado.
Los aseos tendrn ventilacin exterior.
Las puertas sern opacas, impidiendo la visibilidad desde el exterior y estarn dotadas de cierre interior y de una percha.
Los inodoros se instalarn y conservarn en debidas condiciones de desinfeccin, desodorizacin y supresin de emanaciones.
49
MEMORIA DESCRIPTIVA
Los suelos y paredes de los servicios, lavabos, duchas y vestuarios sern continuos, de azulejo claro que permita la limpieza con lquidos desinfectantes o antispticos con la frecuencia necesaria.
Las carretillas elevadoras sern elctricas, para evitar la emanacin de gases txicos.
Se habilitarn dos botiquines, uno para cada vestuario, convenientemente sealizados.
Cada botiqun incluir como mnimo: alcohol 96, agua oxigenada, mercurocromo, tintura de yodo, gasa estril, amoniaco, algodn hidrfilo, vendas, esparadrapo, antiespasmdicos, analgsicos y tnicos cardacos de urgencia, torniquete, bolsas de goma para agua o hielo, guantes esterilizados, jeringuilla, hervidor, agujas para inyectables y termmetro clnico. Se revisar mensualmente y se repondr inmediatamente lo usado.
7.2 Higiene y seguridad personal.
Se obligar a los trabajadores a usar ropa de trabajo, con el fin de evitar riesgos para los consumidores de los alimentos elaborados en la planta.
Estarn obligados adems a cuidar y mantener su higiene personal, para evitar enfermedades contagiosas o molestias a sus compaeros de trabajo.
El personal tendr vigente el carnet sanitario individual.
El personal no podr introducir bebidas u otras sustancias no autorizadas en los centros de trabajo, ni presentarse o permanecer en los mismos en estado de embriaguez o de cualquier otro gnero de intoxicacin. 50
MEMORIA DESCRIPTIVA
Se prohbe el consumo de alimentos o bebidas durante el trabajo.
El personal tendr tiempo libre en la jornada labora, para proceder al aseo personal antes de las comidas y al abandonar el trabajo.
8. ESTUDIO MEDIOAMBIENTAL
La industria que se proyecta deber someterse a una evaluacin de impacto ambiental previamente a su autorizacin por el rgano sustantivo que corresponda, de la forma prevista en la Ley 5/1.999, de 8 de abril, de Evaluacin de Impacto Ambiental de la Comunidad Autnoma de Castilla la Mancha.
Esta evaluacin se extender a la obra, construccin, instalacin o actuacin completa, incluidas todas las obras, instalaciones, elementos y actuaciones auxiliares necesarias para su puesta en funcionamiento y susceptibles de producir impacto ambiental.
Se identificarn los impactos ms relevantes, incluyendo descripciones cualitativas y su objetivo ms destacado ser el servir como indicador de la incidencia ambiental que la actuacin origine.
A continuacin se recoge la informacin relativa a las consecuencias ambientales que se habrn de tener en cuenta en la redaccin del Estudio de Impacto Ambiental:
Localizacin: En un polgono industrial de reciente creacin, por lo que se presupone la existencia del correspondiente Estudio de Impacto Ambiental en el cual se evalan las afecciones derivadas de la creacin del mismo.
51
MEMORIA DESCRIPTIVA
Segn el Reglamento de Actividades Molestas, Insalubres, Nocivas y Peligrosas, de 30 de noviembre de 1961, la industria proyectada: No se considera insalubre por no evacuar productos directamente o indirectamente perjudiciales para la salud humana. No se considera nociva por no dar lugar a residuos, vertidos, emisiones o cualquier otro elemento derivado de la actividad, tanto en fase de ejecucin de proyecto como en la de produccin, que pueda dar lugar a daos en la riqueza agrcola, forestal, pecuaria o pisccola. Los vertidos lquidos pasarn por un separador de grasas y fangos antes de ser eliminados a la red de saneamiento del Polgono Industrial, con lo que se eliminarn los slidos en suspensin de las aguas residuales de la industria. En cuanto a las disoluciones acuosas de silicio y carbono (carborundo) que surgen en el lavado posterior a la operacin de pelado abrasivo y las de NaOH procedentes de la limpieza de los equipos, sern eliminadas de la industria a travs de una Empresa de Recogida de vertidos lquidos contaminantes. En cuanto a los residuos slidos, stos sern eliminados a travs del Servicio Municipal de Recogida de Basura, conducindolos al vertedero municipal. En el caso de las emisiones, el combustible utilizado es gasleo C, con un contenido de azufre mnimo. No se considera peligrosa por no fabricar, manipular, expedir o almacenar productos susceptibles de originar riesgos graves de explosiones,
combustiones o radiaciones. No se producen olores desagradables. No se considera molesta pues la maquinaria instalada estar provista de bancadas antivibratorias y los niveles de ruido estarn por debajo de 80 dB.
Teniendo en cuenta lo anteriormente expuesto, se considera que la planta proyectada no afecta al medio perceptual (elementos paisajsticos singulares y vistas panormicas) o al medio natural (calidad de agua y de aire), habindose tomado las medidas oportunas para paliar los efectos mencionados segn se ha sealado. 52
MEMORIA DESCRIPTIVA
9. NORMATIVA LEGAL
En la redaccin y realizacin del presente proyecto se han tenido en cuenta las normas que se detallan a continuacin: - Real Decreto 1.829/1.995, de 10 de noviembre de 1.995. NBE EA-95: Estructuras de acero en edificacin. - Real Decreto 1.371/1.988, de 11 de noviembre. NBE AE-88: Acciones en la edificacin. - Real Decreto 2.543/1.994, de 29 de diciembre: Norma de construccin sismorresistente. Parte general y edificacin (NCSE-94). - Real Decreto 1.244/1.979, de 4 de abril: Reglamento de Aparatos a Presin y modificaciones posteriores. - Ley 42/1.975, de 19 de noviembre de 1.975: Desechos y residuos slidos urbanos. - Real Decreto 2661/1998, de 11 de diciembre: Instruccin de Hormign Estructural (EHE) - Decreto 2.431/1.973, de 20 de septiembre de 1.973: Reglamento electrotcnico de Baja Tensin , as como todas las instrucciones complementarias publicadas posteriormente. - Real Decreto 2.177/96, de 4 de octubre de 1.996: NBE CPI-96: Condiciones de proteccin contra incendios en los edificios. - Orden del Ministerio de Trabajo del 9 de marzo de 1.971: Ordenanza general de seguridad e higiene en el trabajo. - Real Decreto 3.099/1.977, de 8 de septiembre de 1.977: Reglamento de Seguridad para Plantas e Instalaciones Frigorficas. - Real Decreto 754/1.981, de 13 de marzo de 1.981, por el que se modifican los artculos 28, 29 y 30 del Reglamento de Seguridad para Plantas e Instalaciones Frigorficas.
53
MEMORIA DESCRIPTIVA
- Real Decreto 168/1.985 de 6 de febrero de 1.985, por el que se aprueba la Reglamentacin Tcnico Sanitaria y Condiciones Generales de
Almacenamiento Frigorfico de Alimentos y Productos Alimentarios. - Real Decreto 1.316/1.987: Reglamento de proteccin de los trabajadores frente al ruido en los lugares de trabajo (Transposicin a la legislacin espaola de la Directiva 86/188/CEE). - Ley 31/1.995: Prevencin de Riesgos Laborales. - Real Decreto 487/1.997: Disposiciones mnimas de seguridad y salud en los lugares de trabajo. - Real Decreto 773/1.997: Disposiciones mnimas de seguridad y salud relativas a la utilizacin por los trabajadores de equipos de proteccin individual . - Real Decreto 1215/1.997: Disposiciones mnimas de seguridad y salud para la utilizacin por los trabajadores de equipos de trabajos. - Real Decreto Legislativo 1.302/1.986 del Ministerio de Obras Pblicas y Urbanismo, de 28 de junio de 1.986: Evaluacin de impacto ambiental . - Real Decreto 1.131/1.988 del Ministerio de Obras Pblicas y Urbanismo, de 30 de septiembre de 1.988, por el que se aprueba el Reglamento para la ejecucin del Real Decreto Legislativo 1.302/1.986: Evaluacin de impacto ambiental . - Ley 5/1999, de 8 de abril, de Evaluacin de Impacto Ambiental . - Ley 9/1999, de 26 de mayo, de Conservacin de la Naturaleza. - Orden del Ministerio de Industria del 9 de diciembre de 1.975: Normas bsicas para las instalaciones interiores de suministro de agua , y correccin de errores. - Real Decreto 2.207/1.995: Normas de higiene de los productos alimenticios. Decreto 1324/1972, de 20 de abril, referente a la Norma MV-201/1972 de Muros resistentes de Fbrica de Ladrillo. - Norma NTE-RSS/1973. Revestimientos de suelos. Soleras. - Norma NTE-RTP/1973. Revestimiento de techos. Placas. - Norma NTE-RPA/1973. Revestimiento de paramentos. Alicatados . - Norma NTE-QTG/1976. Cubiertas. Tejados Galvanizados. - Norma NTE-EAZ/1976. Escaleras. 54
MEMORIA DESCRIPTIVA
- Norma NTE-ISS/1973. Instalaciones de Salubridad. Saneamiento. - Norma NTE-IFA/1976. Instalaciones de Fontanera. Abastecimiento. - Norma NTE-IFA/1973. Instalaciones de Fontanera. Agua fra. - Norma NTE-IFA/1973. Instalaciones de Fontanera. Agua caliente.
10. EVALUACIN FINANCIERA DEL PROYECTO
La evaluacin financiera del proyecto ha sido realizada en base al criterio de los flujos de caja, para lo que se han contabilizado los flujos ordinarios (inversin, cobros y pagos) y los extraordinarios (reinversiones y valores de desecho). La vida til de la instalacin se ha estimado en 25 aos, producindose en ao quince una renovacin de la maquinaria.
Para evaluar la inversin se han tenido en cuenta tres ndices de rentabilidad: V.A.N. (Valor Actual Neto), T.I.R. (Tasa Interna de Recuperacin), y el perodo de recuperacin.
En el anejo Evaluacin Financiera se recoge el valor de los distintos ndices de rentabilidad obtenidos con los flujos de caja. Como conclusin significar que el proyecto resultar rentable para cualquiera de las circunstancias evaluadas.
El estudio de viabilidad contempla el modo de financiacin de las inversiones. Se han analizado una nica alternativa de financiacin: mixta, con participacin pblica y privada, tanto propia como ajena.
Por ltimo, se ha efectuado un anlisis de sensibilidad del nivel de produccin y precio del producto elaborado encontrndose que la rentabilidad se mantiene con variaciones del precio del producto, siendo mayor su sensibilidad a las variaciones del nivel de produccin.
55
MEMORIA DESCRIPTIVA
11. RESUMEN GENERAL DEL PRESUPUESTO
El presupuesto para la Ejecucin del presente proyecto se ha dividido en dos grupos de inversin:
Presupuesto de ejecucin por Contrata de Obra Civil e Instalaciones Presupuesto por compra directa de Maquinaria
128.593.649 pta 72.995.275 pta
16% IVA
32.254.228 pta
TOTAL DEL PRESUPUESTO =
233.843.152 pta 1.405.425,65 Euros
Asciende el total del Presupuesto del presente Proyecto de Planta de Elaboracin de patatas chips en el T.M. de Albacete, a la cantidad de DOSCIENTOS TREINTA Y TRES MILLONES OCHOCIENTAS CUARENTA Y TRES MIL CIENTO
CINCUENTA Y DOS pesetas.
Crdoba, Mayo de 2001 La alumna,
Fdo: Mercedes de la Cruz Segu.
56
MEMORIA DESCRIPTIVA
MEMORIA DESCRIPTIVA NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. OBJETO DEL PROYECTO ............................................................................................ 2 3. ANLISIS Y FORMULACIN DEL PROBLEMA...................................................... 3 3.1. Directrices del proyecto ............................................................................................ 3 3.1.1. Objetivos del Promotor ...................................................................................... 3 3.1.2. Finalidad del proyecto........................................................................................ 3 3.1.3. Condicionantes del Promotor............................................................................. 4 3.1.4. Condicionantes legales del producto: concepto de patatas chips ................... 4 3.1.5. Criterios de diseo.............................................................................................. 6 3.2 Antecedentes socioeconmicos.................................................................................. 6 4. ALTERNATIVAS DE PROYECTO ............................................................................... 7 4.1. Generacin de alternativas........................................................................................ 7 4.2. Restricciones impuestas a las alternativas................................................................. 8 4.3. Evaluacin de las alternativas de proyecto. Solucin adoptada................................ 9 4.4. Planteamiento especfico del problema tcnico ...................................................... 10 5. INGENIERA DEL PROYECTO.................................................................................. 11 5.1. Ingeniera del proceso ............................................................................................. 11 5.1.1. Caractersticas del producto ............................................................................. 11 5.1.2. Plan de produccin............................................................................................... 11 5.1.3. Proceso productivo ........................................................................................... 12 5.1.3.1. Recepcin y almacenamiento..................................................................... 14 5.1.3.2. Pelado de las patatas................................................................................... 14 5.1.3.3. Cortado y lavado ........................................................................................ 15 5.1.3.4. Escaldado ................................................................................................... 16 5.1.3.5. Secado ........................................................................................................ 16 5.1.3.6. Fritura......................................................................................................... 16 5.1.3.7. Salado......................................................................................................... 18 57
MEMORIA DESCRIPTIVA
5.1.3.8. Envasado y embalado................................................................................. 18 5.1.3.9. Almacenamiento y expedicin................................................................... 19 5.1.4. Control de calidad ............................................................................................ 19 5.1.5. Personal necesario............................................................................................ 20 5.2. Ingeniera de las obras............................................................................................. 21 5.2.1. Introduccin..................................................................................................... 21 5.2.2. Diseo de la planta de procesado ..................................................................... 22 5.2.3. Urbanizacin.................................................................................................... 23 5.2.3.1. Equipamientos............................................................................................ 23 5.2.4. Obra civil.......................................................................................................... 25 5.2.4.1. Caractersticas generales............................................................................ 25 5.2.4.2. Cubierta ...................................................................................................... 26 5.2.4.3. Estructura ................................................................................................... 26 5.2.4.4. Cimentaciones ............................................................................................ 28 5.2.4.5. Soleras y pavimentos.................................................................................. 30 5.2.4.6. Cerramientos exteriores.............................................................................. 30 5.2.4.7.Cerramientos interiores............................................................................... 30 5.2.4.8. Falsos techos .............................................................................................. 31 5.2.4.9. Forjado ....................................................................................................... 31 5.2.4.10. Alicatados................................................................................................. 32 5.2.4.11. Carpintera................................................................................................ 32 5.2.4.11.1. Puertas ................................................................................................ 32 5. 2.4.11.2. Ventanas............................................................................................ 33 5.2.4.12. Vidriera ................................................................................................... 34 5.2.4.13. Pinturas y revestimientos ......................................................................... 35
58
MEMORIA DESCRIPTIVA
5.3. Instalaciones............................................................................................................ 35 5.3.1. Instalacin frigorfica ....................................................................................... 35 5.3.1.1. Aislamiento ................................................................................................ 36 5.3.1.2. Caractersticas de la instalacin frigorfica ................................................ 36 5.3.1.3. Componentes del ciclo frigorfico.............................................................. 37 5.3.2. Instalacin de vapor ......................................................................................... 37 5.3.3. Instalacin elctrica.......................................................................................... 39 5.3.4. Proteccin contra incendios ............................................................................. 42 5.3.5. Instalacin de fontanera .................................................................................. 44 5.3.6. Instalacin de saneamiento............................................................................... 46 6. SEGURIDAD Y SALUD EN LAS OBRAS ................................................................. 48 7. SEGURIDAD Y SALUD EN EL TRABAJO ............................................................... 48 7.1. Seguridad y aspectos sanitarios............................................................................... 49 7.2 Higiene y seguridad personal. .................................................................................. 50 8. ESTUDIO MEDIOAMBIENTAL................................................................................. 51 9. NORMATIVA LEGAL ................................................................................................. 53 10. EVALUACIN FINANCIERA DEL PROYECTO ................................................... 55 11. RESUMEN GENERAL DEL PRESUPUESTO.......................................................... 56
59
ANEJO I
MATERIAS PRIMAS
1. PATATAS CHIPS: DESCRIPCIN DEL PRODUCTO Las patatas chips son lminas delgadas de patata (entre 1,2 y 1,5 mm de espesor) fritas en un bao de aceite a 170-180 C. Deben ser de color claro y uniforme, crujientes y no grasas (el contenido en agua ha de ser del 2-3 %, y el contenido en aceite del 30-40 %).
Los principales factores de calidad de este producto son: Color Sabor Textura/Consistencia Crujencia Contenido de aceite
El color de los chips est determinado por el contenido de azcares reductores en las patatas. Si este contenido es bajo, obtendremos chips dorados de buena calidad, sin embargo, un excesivo contenido de azcares reductores en las patatas provocar una coloracin marrn oscura en los chips, que los har inaceptables tanto por su color como por su sabor. Por tanto, no se deben procesar patatas con un contenido en azcares reductores mayor del 0,2-0,3 %, factor imprescindible en la variedad de patata.
El sabor de los chips est influenciado tambin por el tipo de aceite usado y por las operaciones de salado y condimentado cuando stas se lleven a cabo. Tambin afecta al sabor un excesivo contenido en aceite. Si las patatas tienen un alto contenido de materia seca y son cortadas lo ms lisas posible, absorbern menos aceite.
La consistencia de los chips est fundamentalmente afectada por las caractersticas de la variedad de patata.
ANEJO I
MATERIAS PRIMAS
La obtencin de chips crujientes se logra por la evaporacin del agua durante el proceso de fritura y puede ser afectada por un mal envasado o por largos tiempos de almacenaje.
Valores nutricionales aproximados de las patatas chips (por 100 gramos)
Energa Protenas Hidratos de carbono Grasas
521 kcal = 2.171 kj 6,4 g 49,5 g 33,1 g
El producto resultante de la transformacin industrial, se presentar en bolsas de tres tamaos distintos y de capacidades: 400 g, 225 g, y 140 g.
Una quinta parte de la produccin de la planta procesadora no experimentar la operacin de salado, obteniendo por tanto dos lneas de producto: Patatas chips con sal Patatas chips sin sal
La produccin horaria de patatas chips ser de 125 kg. Considerando que la planta procesar 8 horas cada da, la produccin diaria de patatas chips ser de 1.000 kg y, por ltimo, considerando un trabajo de la planta a lo largo 11 meses en el ao y 22 das trabajados al mes, la produccin anual de patatas chips ser de 242.000 kg. De esta produccin total:
Produccin de patatas chips con sal: Horaria: 100 kg Diaria: 800 kg Anual: 193.000 kg
ANEJO I
MATERIAS PRIMAS
Produccin de patatas chips sin sal: Horaria: 25 kg Diaria: 200 kg Anual: 48.400 kg 1.1. Mercado del sector snacks En este sector se mantiene la patata chip como producto principal. Se analizar a continuacin la evolucin de este sector en los ltimos aos.
Tras unos aos de continuos cambios en el sector, perodo marcado por fuertes inversiones, nacimiento de nuevas empresas y, fundamentalmente, la reestructuracin de los lderes nacionales, definitivamente integrados en multinacionales, el mercado de patatas chips y snacks afronta una etapa de ralentizacin, en la que cada cual debe saber vender lo que es capaz de fabricar.
El mercado, acostumbrado a crecimientos que hasta los 90 llegaron al 20%, con acusados descensos desde entonces, podra situarse en 1992 en torno a los 72.000 millones de pesetas de facturacin, un 3% superior a 1991, y las 120.000 t.
En 1991 el segmento de snacks empezaba a ganar un cierto terreno y las novedades se centraban en la proliferacin de sabores. Junto al buen momento de los snacks de patata destacaba el fenmeno de los fritos de maz. La exportacin resultaba poco importante salvo excepciones y, por contra, la importacin comenzaba a ser negocio. El mercado europeo se situaba, segn qu fuentes, entre los 900.000 t y las 1.200.000 t. De este volumen se estima en ms del 40% la parte que corresponda a las patatas chips. Mientras que en Espaa o Italia la patata suba al 70%, la situacin cambiaba en pases como los centroeuropeos.
ANEJO I
MATERIAS PRIMAS
Estaba en marcha, durante este ao, una concentracin empresarial europea enfocada hacia mercados en desarrollo como Francia, Espaa e Italia, y de alto consumo per capita como Holanda y Blgica, pases que en conjunto estaban araando cuota relativa a los mercados tradicionalmente ms destacados como Reino Unido y Alemania.
En 1992, la facturacin global del sector snacks super los 70.000 millones de pesetas, si bien un 25% fue gracias a otras actividades, como frutos secos, dulces o golosinas. Algunos fabricantes del sector atribuan este crecimiento moderado del mercado, que podra llegar a estancarse en 1993, a la concentracin de la produccin en un reducido nmero de empresas, la presin que ejerce la distribucin, la competencia feroz de precios y la recesin econmica del pas. Algunos de estos planteamientos eran discutibles, como es la creencia de que el mercado no creca porque no innovaba: en los ltimos aos se haba producido la aparicin de los extrusionados fritos de maz o las patatas fritas presentadas en forma artesana, o la invasin de las palomitas para microondas, palomitas con sabor a mantequilla, patatas fritas en forma de paja envasadas en tarro de cristal y acompaadas con ketchup, palitos de patata, cortezas de jamn, etc. A veces la innovacin iba por otros derroteros: la sustitucin del envase tradicional por el metalizado, la explotacin de marcas o anagramas como la serie Sensacin de vivir o Fido Dido.
Una nota esencial del sector de snacks era el liderazgo de tres grupos, Snacks Ventures Europe, K.P. Larios y Crescpan, que sumaban cerca del 60% de la facturacin alcanzada por el segmento marquista, y que, en los ltimos aos haban estado inmersos en procesos de reestructuracin para afrontar el mercado en situacin ms competitiva.
Pese al dominio de estos tres grupos en el negocio espaol de snacks, era innegable la aparicin de nuevas empresas, con crecimientos que en alguno casos superaban el 100% y que les estaban restando cuota de mercado, aunque era impensable hablar de un nuevo orden (Tosfrit, Liven, Cotrading, Garias Prez)
ANEJO I
MATERIAS PRIMAS
Tambin se observ una disminucin en las inversiones: mientras que las 10 principales inversiones del sector en 1991 sumaban ms de 3.700 millones de ptas, esta cifra apenas ha superado los 2.500 millones anuales en los dos siguientes ejercicios. Esta reduccin pareca ir pareja a la del crecimiento del sector.
En 1993, tras varios aos de reestructuracin de los grupos de cabeza y aparicin de nuevos proyectos ya consolidados, la pugna del mercado de snacks se centra en estrategias comerciales y de marketing, en un proceso auspiciado por el lder Snacks Ventures Europe, cuya marca es Matutano. A su campaa mencionada del Precio joven, hay que unir su introduccin en el segmento de marca blanca, fabricando la lnea de patatas chips que comercializa con ensea propia El Corte Ingls. Sumamos adems la estrategia de recorte de precios en sus formatos familiares de patatas fritas en un claro intento de extender la presin a todos los frentes. Todo ello en un contexto de ralentizacin sectorial, que la mayora de las fuentes consultadas coinciden en cifrar en un crecimiento en facturacin y volumen por debajo del 2-3%, aunque no faltan los que hablan de crecimiento cero y bajada del consumo, tanto en 1993 como en 1994.
Los resultados no se hicieron esperar y muchas empresas comienzan a sufrir la entrada del lder en su antiguo feudo infantil. Los ms perjudicados por esta situacin buscan alternativas al segmento infantil a travs de otros canales como alimentacin y hostelera. El segmento de las palomitas para microondas es el nico con crecimientos considerables, tres aos despus de su introduccin en Espaa.
Pasado el frenes inversor de finales de los 80 y principios de los 90, a partir de 1992 las inversiones se han mantenido a un nivel ms discreto pero constante.
ANEJO I
MATERIAS PRIMAS
El ao 1994 se caracteriz ms por la agresividad comercial que por la aparicin de novedades en el sector de los snacks, como fueron las patatas artesanas o los extrusionados 3-Ds en aos anteriores. Con todo, se lanzaron novedades como morretes de cerdo fritos, patatas fritas con aceite de oliva virgen, palomitas con sabor a queso y patatas paja destinadas al canal de hostelera.
En este ao, la continua presin de Matutano afecta de forma ms directa a sus ms inmediatos seguidores. Se trata de un perodo particularmente expansivo para Snacks Ventures Europe. Sus ltimos movimientos, en especial su irrupcin en el canal infantil con la lnea Precio joven, primero, y la campaa promocional de los Tazos despus, junto a su lnea de patatas chips con un p.v.p. recomendado de 99 pta, la que elabora con marca de distribuidor para El Corte Ingls y novedades como los snacks extrusionados que comercializa con la submarca de campaa Power Rangers, le permitieron alcanzar crecimientos en facturacin poco frecuentes para empresas de su dimensin.
En 1994, la marca blanca y el mercado de impulso siguen siendo los segmentos ms dinmicos del sector de snacks y el captulo de inversiones no registra variaciones significativas respecto a 1994.
Una vez puesta en duda la rentabilidad de los envases y formatos 5 duros, con Matutano como precursor, que aunque potenciaba la penetracin marquista y disparaba las ventas por unidades, no trasladaba los crecimientos ni a toneladas ni a pesetas, se tiende en 1997 a la lnea de ms gramaje y precio recomendado en torno a las 100 ptas, para tiendas detallistas, y por encima de las 200 ptas para distribucin.
ANEJO I
MATERIAS PRIMAS
No es de extraar, teniendo en cuenta la evolucin del sector en los ltimos aos, que a la cabeza de esta estampida hacia el canal de alimentacin, nos topemos de lleno con Snacks Ventures, idelogo de la mayora de las promociones, precios e innovaciones del sector de snacks y patatas chips. Tras el bajn experimentado en 1996 (-18% en ventas totales) hasta los 31.224 millones (89% patatas y snacks), Snacks Ventures prev un crecimiento en ventas del 12% para 1997, hasta ubicar su facturacin neta en los 35.000 millones de pesetas y elevar su produccin de patatas chips y snacks a las 41.800 t (excluyendo pipas y frutos secos, y su divisin de chicles y caramelos). Este bajn de Snacks Ventures en 1996 estabiliz el segmento marquista en los 69.000 millones.
Tabla 1. Principales elaboradores de patatas chips y snacks en 1996 (millones de ptas)
Empresa SNACKS VENTURES, S.A. CRECS APERITIVOS ESPAOLES, S.A. GREFUSA, S.L. LENG-DOR, S.A. Localidad Barcelona Barcelona Ventas-95 38.455 7.000 Ventas-96 31.224 7.500 Prev-97 34.971 7.500 Marca Matutano Crecs Cuota* (%) 42,6 7,6
FRIT RAVICH; S.L. GALLETAS SIRO, S.A. TOSTADOS Y FRITOS, S.A. (TOSFRIT) COTRADING, S.L. PAPAS VICENTE VIDAL, S.A. RISI, S.A. APERITIVOS Y EXTRUSIONADO S S.A. OTROS Fuente: Alimarket, 1997
Alcira (Valencia) Castellbisbal (Barna) Mass.Selva (Gerona) Venta de Baos (Palencia) Manzanares (C. Real) Granollers (Barcelona) Benifay (Valencia) Madrid Ribaforada (Navarra)
4.164 3.154 3.965 10.700 938
6.200 3.400 3.900 15.250 1.500
n/d 3.500 3.900 n/d 1.600
Grefusa Leng Dor Frit Ravich Dora Tosfrit
6,2 4,9 3,3 3,6 2,1
1.100 979 1.058 1.026
1.500 1.212 1.177 1.100
750 1.500 1.300 n/d
Vico Vicente Vidal Risi Aspil/Abrego
2,1 1,7 1,7 1,5
18.281
20.781
n/d
22,7
La cuota total del segmento marquista en 1996 es de 69.000 millones de pesetas 7
ANEJO I
MATERIAS PRIMAS
1.2. Materias primas para la elaboracin de patatas chips Los requerimientos de materia prima para el trabajo de la planta son: 400-500 kg/h de patatas 20-25 l/h de aceite 1,5-2 kg de sal por cada 100 kg de chips Para hacer los clculos de las necesidades semanales de materias primas consideraremos: La planta trabajar 8 h/da y 5 das/semana 1/5 de la produccin (125 kg/h) se destinar a chips sin salar, por lo que slo necesitaremos sal para 100 kg/h de chips, es decir, necesitaremos 1,5-2 kg/h de sal Se trabajar con el valor superior de cada intervalo de los referidos a las necesidades de materias primas para evitar carencias a la hora del procesado, adems, en el caso de las patatas se aadir un pequeo margen de seguridad que ser igual a la provisin necesaria para un da (4.000 kg)
Una vez realizados los clculos, se obtienen las necesidades semanales de materias primas: 20.000 + 4.000 = 24.000 kg de patatas 1.000 litros de aceite 80 kg de sal
ANEJO I
MATERIAS PRIMAS
2. SITUACIN DEL SECTOR DE LA PATATA 2.1. Produccin mundial de patata Con cerca de 3 millones de toneladas, la patata es el cuarto producto en produccin mundial despus del trigo, el maz y el arroz, segn la F.A.O. (1995). Los tres principales pases productores son Rusia, China y Polonia, seguidos por EE.UU. y por los miembros de la U.E. Estas estadsticas cubren en realidad distintas condiciones de produccin, ya que la produccin puede estar completamente reservada a la alimentacin humana, como es el caso de EE.UU. o U.E.; puede estar reservada en parte importante a la alimentacin animal (China, Europa del Este); o puede que la produccin dependa de las condiciones climatolgicas (frica, Latinoamrica, Asia suroriental). Tales variaciones tienen su origen en los niveles de rendimientos. El mayor rendimiento en produccin de patata corresponde al Benelux, con 40,4 t/ha, seguido de Reino Unido, Dinamarca y EE.UU. El rendimiento correspondiente a Espaa es de 19,9 t/ha.
2.2. Produccin de patata en la Unin Europea Como ha sido ya indicado, la U.E. es el quinto pas en importancia en la produccin de patata a nivel mundial. Su produccin es de 35,4 millones de toneladas, segunda en importancia tras la produccin china.
Las superficies dedicadas al cultivo y las producciones obtenidas se indican, para los principales pases productores, en la siguiente tabla:
ANEJO I
MATERIAS PRIMAS
Tabla 2. Superficies, produccin y rendimientos en patata de los principales pases productores de la U.E. en 1995. PAS Alemania Benelux Reino Unido Francia Espaa Italia Portugal Superficie(ha) 346.000 52.000 164.000 171.000 211.000 89.000 96.000 Produccin (t x 103) Rendimiento (t/ha) 10.382 30,0 2.100 40,4 6.445 39,4 5.754 33,7 4.195 19,9 2.061 23,3 1.454 15,2
Fuente: P. Rouselle, Y. Robert, J.C. Crosnier. 1999
Se puede comprobar, como ocurre a escala mundial, cierta variabilidad en los rendimientos. Tambin es muy variable el consumo humano segn los pases, aunque es relativamente estable en el interior de cada pas desde hace varios aos.
La evolucin del consumo en la U.E. entre 1984 y 1991 ha sido negativa, pasando de 973,2 kg/habitante en 1984-1985 a 968,3 kg/habitante en 1990-1991, siendo el principal consumidor Irlanda, seguido de Espaa y, ltimamente, Portugal. En Espaa esta evolucin es tambin negativa, de 110,90 kg/habitante en 1984-1985 a 106,3 kg/habitante en 1990-1991.
2.3. Produccin de patata en Espaa 2.3.1. Tipos de produccin Habitualmente se distinguen cuatro categoras en la patata: Patata de consumo, que puede tener varias denominaciones segn la longitud de su ciclo. Se destina al mercado de consumo en fresco o a la transformacin industrial para la alimentacin humana. Patata feculera, destinada a la transformacin industrial para produccin de fcula con destino a distintas utilizaciones como la qumica, farmacutica, para papelera, etc. Patata de siembra o simiente. Patata forrajera, para la alimentacin del ganado
10
ANEJO I
MATERIAS PRIMAS
La principal produccin es la destinada al consumo humano en sus distintas clases o ciclos. Antes de mostrar cifras de produccin, se analizar la clasificacin oficial de los distintos tipos de patata cultivadas en Espaa en funcin de la longitud de su ciclo:
Patata extratemprana (Recoleccin entre 15 de enero y 15 de abril) Las principales zonas de produccin son Andaluca (Granada, 32%; Mlaga, 20%); Canarias (Tenerife, 17%; Las Palmas, 9%). Por su calidad, se ha de destacar tambin Baleares.
Patata temprana (Recoleccin entre 15 de abril y 15 de junio) Las ms importantes zonas de produccin estn en Andaluca, con casi el 50% de la produccin nacional, principalmente en las provincias de Crdoba, Sevilla, Mlaga y Granada
Patata de media estacin (Recoleccin entre 15 de junio y 30 de septiembre) Galicia es la regin espaola donde mayor produccin se alcanza en este tipo de patata, con el 43% del total espaol, seguida de Castilla y Len (13%) y Andaluca (8%)
Patata tarda (Recoleccin entre 30 de septiembre y 15 de enero) La regin con mayor produccin de este tipo de patata es Castilla y Len (40%), siendo tambin importante la produccin de esta patata en lava y La Rioja
Observando los rendimientos de estos cuatro tipos de patata en Espaa, se puede detectar que el menor rendimiento corresponde a la patata extratemprana cultivada en secano (6,9 t/ha) y el mayor a la patata tarda cultivada en regado (26 t/ha). Segn datos del M.A.P.A. (1994), la patata de media estacin es la clase ms cultivada (118.792 ha y 2.236.621 t), seguida de la patata tarda (47.579 ha y 970.762 t), la temprana (30.377 ha y 586.126 t), y la extratemprana (3.928 ha y 66.153 t). En total, la superficie cultivada de patata de consumo humano en Espaa alcanz en 1994 las 200.676 ha y una produccin de 3.859.662 t. Los rendimientos medios fueron de 14,4 t/ha en secano y 23,7 t/ha en regado.
La Comunidad Autnoma con ms importante superficie y produccin fue Galicia (74.685 ha y 1.104.076 t), seguida de Andaluca (27.783 ha y 597.819 t) y Castilla Len (23.428 ha y 670.450 t).
11
ANEJO I
MATERIAS PRIMAS
El Boletn Mensual de Estadstica del Ministerio de Agricultura, Pesca y Alimentacin nos da un avance de la superficie y produccin de patata para el ao 1999:
Tabla 3. Avance de superficies y producciones de patata a 30-9-99.
Superficie (ha x 103 ) Cultivo 1997 definitivo Total Extratemprana Temprana Media estacin Tarda 150,1 3,4 27,3 79,4 39,9 1998 provisional 141,7 4,2 23,1 77,3 37,1 1999 avance 136,7 3,4 31,2 37,9 34,2 1997 definitivo 3.253,9 38,7 516,2 1.743,8 955,2 Produccin (t x 103 ) 1998 provisional 3.246,8 43,9 466,9 1.776,4 959,6 1999 avance 3.342,8 55,4 694,4 1.630,2 962,8
Fuente: Boletn mensual de Estadstica del Ministerio de Agricultura, Pesca y Alimentacin, 1999.
2.3.2. Datos histricos del cultivo de patata en Espaa Son datos proporcionados por el Anuario de Estadstica Agraria Espaola desde 1930.
La mayor superficie cultivada correspondi a la cosecha de 1940, con 466.800 ha, siendo actualmente de unas 200.000 ha, es decir, un 43% de la de 1940. El mayor rendimiento se obtuvo en 1992, con una media de 20,1 t/ha; y la mayor produccin total en 1984 (casi 6 millones de toneladas). Se deduce una fuerte disminucin de la superficie total cultivada, compensada en parte por un aumento de los rendimientos (170%). La produccin actual es un 64% menor que la alcanzada en el mximo anteriormente indicado de 6 millones de toneladas.
12
ANEJO I
MATERIAS PRIMAS
Respecto al comercio exterior, Espaa export casi siempre mayor cantidad de patata que import, pero a partir de 1986 el saldo es francamente negativo para Espaa. En 1994, este saldo fue muy importante, unas 380.000 t anuales de dficit. Esta situacin responde a la evolucin de la agricultura espaola. El aumento del nivel de vida y su calidad han influido sin duda de forma muy importante. La patata constituy un alimento fundamental para la poblacin, especialmente en los aos de inestabilidad poltica y salarios muy bajos. Es a partir de los aos 70 y 80 cuando aumentan fuertemente los rendimientos as como disminuye el consumo de patata. Al no encontrar mercados exteriores competitivos, nuestras exportaciones disminuyeron y aumentaron
considerablemente las importaciones, especialmente de patata tarda y de media estacin, compensadas con la exportacin de las excelentes y bien valoradas patatas espaolas de clases extratemprana y temprana.
2.3.3. Destino de la produccin espaola de patata En la tabla 4 se observa el destino de la produccin espaola de patatas, que incluye las estimaciones segn el Ministerio de Agricultura, Pesca y Alimentacin, y que son las de produccin en las explotaciones, no incluyendo las compras efectuadas por los agricultores a otras personas para tales fines (1). Asimismo, observamos en esta tabla el total de la simiente utilizada, propia o adquirida, que se emplea en la obtencin de la produccin correspondiente, excluyendo la patata de siembra utilizada para la plantacin de cultivos forrajeros (2).
13
ANEJO I
MATERIAS PRIMAS
Tabla 4. Destino de la produccin espaola de patatas y total de la simiente utilizada (propia o adquirida que se emplea en la obtencin de la correspondiente produccin, con exclusin de la simiente empleada para la plantacin de cultivos forrajeros).
Destino de la produccin en las explotaciones (1) Total Reservas para consumo propio (t) Ventas fuera Utilizada Clases Produccin Para siembra Prdidas las Para siembra y Alimentacin De (t) (2) (t) explotaciones alimentacin humana (t) animal Extratemprana 66253 315 776 3312 61750 8212 Temprana 586126 6251 17828 42902 519145 47015 Media estacin 2236621 45089 331132 426238 1434162 167651 Tarda 970762 22436 63240 87694 797392 70003 Total 3859662 74091 412976 560146 2812449 292881 Fuente: P. Rouselle, Y. Robert, J.C. Crosnier. 1999 (en base a datos del Anuario de Estadstica Agraria del M.A.P.A.)
2.3.4. La patata en Castilla la Mancha y Albacete Aproximadamente el 85% de la superficie cultivada anualmente en Castilla la Mancha est ocupada por la vid, el olivar y los cereales, estando basado el modelo de agricultura de esta regin fundamentalmente en grandes cultivos de carcter extensivo muy adaptados a sus condiciones agroclimticas. No obstante, existen otros cultivos de un marcado carcter zonal o comarcal que contribuyen a diversificar la alternativa agrcola en la explotacin y que tienen una gran importancia social en las zonas donde estn instalados por la gran cantidad de jornales generados tanto en las tareas de cultivo como en las posteriores de comercializacin.
El total de las tierras de cultivo de Castilla la Mancha se distribuye de la siguiente manera: -Secano: 3.758.032 ha -Regado: 454.633 ha
14
ANEJO I
MATERIAS PRIMAS
Esta misma distribucin aplicada a los cultivos herbceos castellano-manchegos : -Secano: 1.770.063 ha -Regado: 343.350 ha Las tierras de cultivo de Albacete se distribuyen: -Secano: 664.710 ha -Regado: 135.549 ha Los cultivos herbceos de Albacete se distribuyen: -Secano: 299.184 ha -Regado: 111.251 ha Centrndonos ya en el cultivo de la patata (tabla 5)
Tabla 5. Cultivo de patata en Castilla la Mancha y Albacete
Castilla la Mancha Superficie (ha) Secano Regado Total Rendimento (kg/ha) Secano Regado 942 9.561 10.503 6.113 23.123 226.834 Albacete 304 2.895 3.199 6.436 21.758 64.946
Produccin (t)
Fuente: Anuario de Estadstica Agroalimentaria 1999. M.A.P.Y.A.
3. ELECCIN DE LA VARIEDAD La patata es una planta perteneciente a la familia Solanaceae, siendo su nombre cientfico Solanum tuberosum L.
Es una planta herbcea, vivaz, provista de un sistema caulinar areo y otro subterrneo, de naturaleza rizomtica, en el que se originan los tubrculos. Sus races son fibrosas y muy ramificadas.
Sus tallos areos, en un principio, son desarrollarse de forma ms pegada al suelo.
erguidos y, con el tiempo, tienden a
15
ANEJO I
MATERIAS PRIMAS
Sus hojas tienen el aspecto claro de compuestas imparipinnadas, con 3 4 pares de foliolos ovales, pudiendo aparecer en la base del foliolo pequeos foliolillos.
Las inflorescencias son cimas umbeliformes, las flores poseen la corola rotcea gamoptala y de color blanco, violeta, rosado, etc. La infrutescencia es en forma de baya redondeada.
En los rizomas pueden verse hojas escuamiformes y de ellas surgen races adventicias. En estos tallos subterrneos se producen unos hinchamientos o tubrculos, de forma oval, redondeada o claviforme, con estructura caulinar tpica, observndose a simple vista unas escamitas en cuyas axilas se encuentran yemas de crecimiento llamadas "ojos" y que se disponen en espiral sobre la superficie del tubrculo.
Los tubrculos, que son los rganos comestibles de esta planta, tienen bajo contenido en prtidos, aunque de alta calidad biolgica, y alto contenido en hidratos de carbono.
En toda la planta de la patata existe un alcaloide muy venenoso, llamado solanina, que aparece en los tubrculos si sufren accin directa de la luz solar.
Las variedades de patata son muy numerosas y las caractersticas que las diferencian y por las que se pueden clasificar son asimismo muchas: color y textura de la piel, color de la carne, nmero de ojos, forma del tubrculo, aptitudes culinarias, caractersticas de los brotes, caractersticas de la parte area, productividad, aptitudes de utilizacin, precocidad en la brotacin, precocidad de la tuberizacin, precocidad de la cosecha, resistencia a plagas y enfermedades, etc., pero el criterio agronmico ms utilizado para establecer la clasificacin varietal de la patata es la duracin del ciclo de cultivo, que clasifica las patatas en extratempranas, tempranas, de media estacin y tardas.
16
ANEJO I
MATERIAS PRIMAS
Vimos que haba cuatro categoras en la patata; dentro de la patata de consumo encontramos en general variedades con tubrculos de carne poco fina, con frecuencia muy harinosa, de no muy buen comportamiento frente a la coccin, pero que tienen en mayor o menor grado una amplia gama de aptitudes culinarias. Su precocidad de maduracin, traducido en la duracin relativa del ciclo vegetativo, condiciona su forma de explotacin. Las variedades precoces, sobre todo las de tuberizacin rpida, se cultivan principalmente para la produccin de primores, es decir, para cosechar antes de su madurez y que se comercializan con esta denominacin. Las variedades semiprecoces, medias, semitardas y tardas proporcionan las patatas llamadas de conservacin, destinadas al consumo directo o a la transformacin industrial; poseen muy variable contenidos en materia seca y en azcares reductores, lo que determina en parte su aptitud para distintos usos.
Hemos visto, por tanto, que las patatas se cultivan para muchos destinos, y cada uno tiene sus propias exigencias y precisa una calidad distinta de tubrculo. En consecuencia, existen distintos tipos de productos:
Los chips son lminas delgadas de patata (entre 1,2 y 1,5 mm de espesor) fritas en un bao de aceite a 170-180 C. Deben ser de color claro y uniforme, crujientes y no grasas (el contenido en agua ha de ser del 2-3 %, y el contenido en aceite del 30-40 %). El rendimiento medio es de 1 kg de producto acabado por 4 kg de patatas.
La elaboracin de chips requiere tubrculos de calibre medio (30-60 mm), ya que las prdidas por pelado son ms importantes con los calibres pequeos que con los grandes y, adems, los chips de dimensiones demasiado grandes se rompen en las bolsas. No obstante, generalmente se tolera una proporcin de aproximadamente el 30 % de los tubrculos superiores a 60 mm.
17
ANEJO I
MATERIAS PRIMAS
Tubrculos oblongos cortos o redondos son los preferidos para la elaboracin de tal transformado industrial de la patata. Se han de poder pelar fcilmente y los ojos no deben ser profundos ya que, de lo contrario, permanecen despus de la eliminacin de la piel.
Para minimizar la retencin de aceite y obtener un buen rendimiento industrial, el contenido en materia seca debe estar comprendido preferentemente entre el 21 y el 25 % del peso de la materia fresca, es decir, un alto contenido en materia seca, siempre que las patatas no se desintegren ni resulten demasiado harinosas.
El contenido en azcares reductores debe ser lo menor posible, es decir, un mximo del 0,2-0,3 % del peso de la materia fresca, ya que, cuando el contenido de estos azcares es alto, el producto toma un color pardo oscuro con la fritura que, en general, es inaceptable.
Estas caractersticas se deben en parte a la variedad del tubrculo, pero tambin son afectadas por la madurez de la cosecha, la estacin y las condiciones de almacenamiento. Los cultivos de patata son, por tanto, influenciados por los factores de produccin ms que cualquier otro vegetal. Factores tales como la eleccin de la variedad, maduracin al recolectar, tipo de suelo y localidad, tcnicas de cultivo y condiciones de almacenamiento ejercen en su totalidad una profunda influencia sobre su conveniencia para un determinado fin.
Los cultivos de patata destinados a la produccin de chips se plantan con baja densidad para obtener una alta produccin de tubrculos de calibre medio. La cosecha no se recolecta hasta alcanzar su maduracin mxima de forma que aumenta el contenido en materia seca y disminuye el contenido en azcares reductores. Adems, se cultivan variedades especficas para la elaboracin de tal transformado.
18
ANEJO I
MATERIAS PRIMAS
Tras un examen de las variedades de patata, y considerado especialmente su aptitud para la fritura, su productividad y su presencia en la zona donde se ubica la planta a proyectar, se ha elegido como materia prima de tal planta la variedad de patata Agria. A continuacin, se indican las caractersticas ms sobresalientes de esta variedad:
Caractersticas agrcolas: Maduracin semitarda, lo que significa una duracin de ciclo de 120 a 150 das. Tubrculos grandes a muy grandes, poco sensibles al azuleado, con ojos superficiales. Rendimiento muy bueno. Contenido bastante alto en materia seca. Calidad culinaria: harinosa, de color puro, apta para la preparacin de patatas fritas. Follaje de desarrollo rpido, alto y erguido, de tallos robustos y fuertes, cubriendo bien el terreno. Enfermedades: medianamente sensible a la Phytophthora de la hoja, poco sensible a la del tubrculo, muy poco sensible al virus Yn y poco sensible al virus A, inmune al virus X, resistente al patotipo a del nematodo dorado.
Caractersticas morfolgicas: Planta: tallos poco numerosos, gruesos, erguidos, de color morado plido; hojas bastante grandes, flexibles, de color verde oscuro; foliolos primarios grandes, anchos, con nervios superficiales; floracin abundante, inflorescencias grandes, flores blancas. Tubrculos: de forma oval alargada; piel amarilla predominantemente lisa; carne amarilla oscura; ojos superficiales. Brote: cilndrico, de color morado azulado muy intenso, muy peloso; yema terminal bastante grande, abierta; yemas laterales cortas, poco numerosas.
Ya elegida la variedad ms idnea para esta transformacin y descritas sus caractersticas, se analizar su calendario de recoleccin:
19
ANEJO I
MATERIAS PRIMAS
Existen varias cosechas al ao, siendo el ciclo de esta variedad semitarda de 120 a 150 das.
La siembra de la patata comienza a finales de Diciembre o principios de Enero, y se sigue sembrando hasta Mayo aproximadamente, de forma que se comienza a obtener patata fresca cuando se coseche la patata sembrada en Enero, lo cual ocurre hacia Abril o Mayo y hasta Octubre o Noviembre.
4. CONSERVACIN Y ALMACENAMIENTO DE LA PATATA En patatas destinadas a transformacin industrial, el perodo de conservacin puede durar 250 a 300 das. En este perodo, las tcnicas de conservacin tienen la finalidad de limitar las prdidas de peso, impedir la brotacin y el desarrollo de enfermedades, preservar la presentacin, la calidad culinaria de los lotes comercializables y la calidad tecnolgica de los destinados a la transformacin industrial. Por ello son indispensables las naves especializadas de almacenamiento para responder al conjunto de estas exigencias.
4.1. Evolucin de los tubrculos despus de la conservacin Desde la recoleccin hasta la utilizacin, los tubrculos respiran y transpiran activamente y estn expuestos a diversos ataques (daos mecnicos y desarrollo de enfermedades) que pueden provocar rpidamente su destruccin si el medio ambiente es favorable para ello. Asimismo, su contenido en azcares reductores, del que depende mucho la aptitud para la conservacin en productos fritos, vara durante la conservacin.
4.2. Respiracin Una parte de la energa necesaria para la vida del tubrculo durante el almacenamiento procede de la respiracin (formacin de gas carbnico y agua a partir de los glcidos) la cual produce una importante cantidad de calor.
20
ANEJO I
MATERIAS PRIMAS
La intensidad de la respiracin aumenta con la temperatura (la intensidad respiratoria es mnima entre 4 y 8 C), con el grosor del tubrculo, con el nmero de las manipulaciones sufridas por el tubrculo en el almacenamiento, y, por ltimo, con el nmero y la importancia de las heridas sufridas durante la recoleccin.
4.3. Transpiracin Se traduce en un desprendimiento de vapor de agua, que es importante despus de la recoleccin y que se estabiliza a continuacin si las condiciones de conservacin son satisfactorias. La transpiracin es responsable del 90 % de las prdidas naturales de peso y supone en algunos casos el arrugamiento de los tubrculos.
La intensidad de la transpiracin depende de la cantidad de agua que puede tomar el aire que rodea a los tubrculos antes de que se sature, es decir, el poder desecante del aire ambiente (humedad relativa y temperatura), y de la permeabilidad de la epidermis al vapor de agua; es alta cuando los tubrculos estn inmaduros, ya que en este momento su epidermis es poco espesa, o cuando estn heridos, aunque despus de la cicatrizacin la transpiracin se reduce al mnimo.
Durante el primer mes de conservacin, los tubrculos inmaduros pueden perder entre el 3 y el 5 % de su peso y los maduros entre el 1 y el 3 %. A continuacin, las prdidas son mensualmente del orden del 0,6-0,8 % cuando las condiciones de almacenamiento son buenas.
4.4. Azcares solubles Principalmente son la sacarosa y los azcares reductores: glucosa y fructosa. Estos ltimos condicionan mucho el color de los productos transformados. En la recoleccin, el contenido de azcares reductores de los tubrculos depende sobre todo de la variedad y del grado de madurez. A continuacin, puede evolucionar fuertemente durante la conservacin. El edulcorado de las patatas durante la conservacin depende de la
21
ANEJO I
MATERIAS PRIMAS
variedad, de la madurez del tubrculo en el momento de su colocacin en almacn, de la temperatura y de la duracin de la conservacin. Es controlado al menos por tres mecanismos distintos:
La disponibilidad de sacarosa en la recoleccin. El almacenamiento a temperaturas menores de 10 C: edulcorado a bajas temperaturas. El envejecimiento fisiolgico: edulcorado de senescencia.
Algunos estudios (Sowokinos, 1973, 1978) demuestran que cuanto ms elevado es el contenido de sacarosa al comienzo del almacenamiento, mayor es la acumulacin de azcares reductores. Por tanto, el contenido de sacarosa en la recoleccin no debera sobrepasar el 0,28 % del peso fresco para las patatas destinadas a la fabricacin de chips. La sacarosa presente en la recoleccin puede ser realmente el origen de la formacin de azcares reductores en la conservacin. La medicin del contenido de sacarosa como mtodo de evaluacin de la aptitud de almacenamiento con vistas a la transformacin parece un buen parmetro de estimacin de la madurez fisiolgica; pero el efecto de la madurez sobre la evolucin de los azcares reductores es distinto segn la variedad de patata.
La formacin de azcares reductores asociada a bajas temperaturas (activacin enzimtica) a partir de almidn sucede generalmente a partir de los 10 C, aunque es especialmente importante por debajo de los 6-8 C. Las diferencias de comportamiento varietal son importantes. Este edulcorado a baja temperatura es reversible parcialmente por calentamiento de los tubrculos a 15-18 C, al reconvertirse una fraccin de los azcares formados en sacarosa, o ser consumido por la respiracin
(reacondicionamiento).
22
ANEJO I
MATERIAS PRIMAS
Por ltimo, el aumento del contenido en azcares reductores puede ser el resultado de un envejecimiento fisiolgico del tubrculo despus de un largo perodo de almacenamiento. Este edulcorado de senescencia se debe a importantes modificaciones de las membranas que recubren los granos de almidn debido a la presin germinativa y se caracteriza por una formacin de azcares no reacondicionables. Aparece tanto ms rpidamente cuanto mayor es la temperatura de almacn.
Algunos autores han demostrado tambin que una insuficiente ventilacin (acumulacin de CO2 ) provoca una estimulacin de la brotacin, sobre todo durante el perodo de cicatrizacin y una acumulacin de azcares reductores durante la conservacin.
Entre los distintos mecanismos que condicionan la formacin de azcares reductores durante la conservacin, dos ms de ellos pueden producirse simultneamente segn la variedad, la temperatura y la duracin del almacenamiento, haciendo ms complejo el problema.
4.5. Principios de almacenamiento Los aspectos que hay que tener en consideracin al tratar el almacenamiento de la patata son:
4.5.1. Prdidas de agua (Este aspecto ya ha sido considerado al hablar de la transpiracin, dentro del apartado 4.1. Evolucin de los tubrculos despus de la recoleccin)
4.5.2. Endulzamiento (Este aspecto ya ha sido considerado al hablar de los azcares solubles, dentro del apartado 4.1. Evolucin de los tubrculos despus de la recoleccin)
23
ANEJO I
MATERIAS PRIMAS
4.5.3. Germinacin El porcentaje de germinacin es una caracterstica de la variedad, pero est infludo tambin por la temperatura de almacenamiento. En la mayora de las variedades, esta germinacin es inapreciable a 4,4C, pero por encima de esta temperatura se produce en una proporcin que es mayor a medida que va aumentando la temperatura hasta 21,123,8 C. El crecimiento de los tallos germinativos, incluso si la temperatura est por encima de los 4,4 C, no comienza inmediatamente despus de la recoleccin. Hay por lo general un tiempo de descanso, el perodo latente, que puede durar varias semanas. Su duracin depende de la variedad, condiciones de almacenamiento, condiciones de crecimiento antes de la recoleccin, dureza del manejo durante la misma y de si los tubrculos llevan alguna infeccin. Los efectos de estas variables sobre el perodo latente y sobre la proporcin de crecimiento hacen imposible predecir la prdida potencial debida a la germinacin en un ao.
4.5.4. Prdidas ocasionadas por enfermedades durante el almacenamiento Se deben fundamentalmente a la difusin de la putrefaccin bacteriana. Los organismos capaces de producir esta enfermedad se encuentran en la tierra y por consiguiente estn presentes en la superficie de las patatas almacenadas, donde causan daos a temperaturas mayores de 1,5-4,4 C (dependiendo del organismo) y si hay una pelcula de agua sobre los tubrculos que facilite su crecimiento y difusin. En tales condiciones, penetran en la patata a travs de cualquier abertura en la piel, como las lenticelas, las grietas hechas por golpes o rozaduras, o lesiones debidas a enfermedades. La pelcula de agua puede resultar de la condensacin atmosfrica, penetracin de lluvia, introduccin de cargas hmedas durante la recoleccin o exudado de patata ya podrida.
4.5.5. Daos causados por las heladas y corazn negro Son alteraciones fisiolgicas resultantes de fallos de almacenamiento o transporte.
24
ANEJO I
MATERIAS PRIMAS
El punto de congelacin de las patatas se halla entre 2,2 y 1,1 C. Si se exponen los tubrculos a estas temperaturas o inferiores pueden congelarse, pero si las patatas estn totalmente sanas pueden no congelarse tras varias horas de exposicin incluso a temperaturas menores.
Las lesiones de la congelacin se deben a la formacin de hielo y ruptura de las clulas. A mayor intensidad de la helada, mayor nmero de clulas afectadas y mayor intensidad del dao, manifestndose desde pequeas motas negro-azuladas en el anillo vascular hasta afectar a todo el tubrculo, ocurriendo, en este caso que, al descongelarse, la patata queda totalmente estropeada, siguindose una invasin bacteriana. La putrefaccin puede propagarse a los tubrculos adyacentes que no haban sido afectados por la helada.
La alteracin conocida como corazn negro se debe a una reduccin de oxgeno en el centro del tubrculo ocasionada, generalmente, por una elevada temperatura de almacenamiento (mayor de 35 C) que hace que aumente la tasa de respiracin. Esta alteracin puede producirse tambin a bajas temperaturas cuando el suministro de oxgeno es restringido, por ejemplo, puede producirse en el campo en suelos
encharcados, aunque en tales casos el tejido muerto tiende a repartirse por todo el tubrculo.
4.6. Condiciones de almacenamiento Para el caso de patatas para transformacin en chips, la temperatura de conservacin es el resultado de un compromiso entre un valor relativamente elevado (910 C), que permite evitar el edulcorado a baja temperatura y un valor ms bajo (5-6 C), que limita las prdidas de peso, la brotacin y el edulcorado de senescencia
25
ANEJO I
MATERIAS PRIMAS
Con la obtencin de tcnicas eficaces para supresin de la germinacin, se ha dado una mayor importancia a la calidad, y el fin perseguido debe ser almacenar a la ms baja temperatura posible que no produzca un contenido alto de azcar, es decir, unos 8-10 C. Se pretende con ello reducir el peligro de putrefaccin y el gasto de supresin de tubrculos germinados. Al evitarse un contenido excesivo de azcares y la germinacin se satisfarn dos de las necesidades de almacenamiento, pero quedan sin solucionar otros dos problemas: las prdidas por enfermedad y el marchitamiento. Las primeras pueden reducirse manejando con el mximo cuidado la cosecha para reducir al mnimo el dao ocasionado; no almacenando tubrculos enfermos, ni los que estn realmente hmedos, y evitando que las patatas se humedezcan, ya sea por la lluvia, ya por condensacin. Puede evitarse que los tubrculos se marchiten impidiendo la libre circulacin del aire entre ellos cuando estn almacenados. Si se amontonan las patatas, las del interior no estarn
expuestas al aire libre del campo o del edificio, pero s al que queda encerrado entre ellas. Incluso en un edificio, el aire comprendido entre los tubrculos no est quieto, sino en continuo movimiento, porque se calienta por el calor desprendido por las patatas, sube por encima del montn y es reemplazado por el aire del montn.
Aunque existen importantes diferencias en el comportamiento varietal, las temperaturas ptimas de conservacin se indicarn en la Tabla 6
Tabla 6. Temperatura y tiempo de conservacin de las patatas Duracin de la conservacin (meses) 2-6 6-10
Fuente: P. Rouselle, Y. Robert, J.C. Crosnier. 1999
Temperatura de conservacin (C) 8-10 6.5-8
Para impedir la antes mencionada brotacin, se usan tambin inhibidores qumicos de la germinacin ya que las patatas germinarn naturalmente despus de enero o febrero. En general, a mayor temperatura de almacenamiento, menor ser el periodo de latencia, es decir, antes se producir la germinacin. La germinacin no es conveniente ya que
26
ANEJO I
MATERIAS PRIMAS
determina cambios en la calidad de los tubrculos y se asocia con un aumento del contenido de azcares reductores.
La aplicacin de inhibidores de la brotacin es necesaria desde el momento en que la temperatura de conservacin sea mayor de 6C y la duracin de la misma ha de ser de dos ms meses. En Espaa, estn autorizadas las siguientes materias activas:
N-fenilcarbamato de isopropilo Profam (IPC) N-(3-clorfenilo) carbamato de isopropilo Clorprofam (CIPC)
Estas materias activas actan por sus vapores, que impiden el crecimiento de los ojos, bloqueando las divisiones celulares. Se aplican despus de la recoleccin por espolvoreo o durante la conservacin por termonebulizacin.
4.7. Almacenamiento de las patatas Ser necesario el diseo de una pequea cmara frigorfica para la conservacin de las patatas a procesar en el perodo de una semana. Esta cantidad ser, considerando que la planta trabajar 8h/da y 5 das/semana y requiere de 400 a 500 kg/h de patatas para una produccin de 100-125 kg/h de patatas chips, de 20.000 kg, aadiendo un margen de seguridad de 4.000 kg. Por tanto, la capacidad de la cmara a proyectar ser de 24.000 kg de patata.
Se ha elegido como mtodo de conservacin la refrigeracin, debido a que la ventilacin por aire exterior no permite el mantenimiento de una temperatura de 8-10 C y una humedad relativa del 90% a lo largo de todo el ao, recurriendo por tanto al fro artificial. Es posible la utilizacin de una cmara frigorfica sin ventilacin, ya que se trata de un almacenaje de corta duracin en contenedores, a condicin de que los tubrculos estn secos en el momento de su colocacin en cmara fra y que los pasillos, que representan alrededor del 20% de la superficie total del local, estn situados entre las pilas de contenedores.
27
ANEJO I
MATERIAS PRIMAS
La temperatura de los tubrculos a la entrada puede ser relativamente alta (entre 20 y 25C) y debe ser tenida en cuenta en el clculo del balance frigorfico. Se necesita generalmente un coeficiente de mezcla de aire de 60 veces por hora el volumen de la cmara fra vaca para asegurar un enfriamiento homogneo.
Aislamiento trmico. Cualquier local de almacenamiento ventilado debe disponer de un aislamiento trmico suficiente para evitar los fenmenos de condensacin sobre las paredes y para mantener un control adecuado de la temperatura inferior, sobre todo cuando est equipado con una unidad de fro artificial. Se considera correcto un valor de q (cantidad de calor por unidad e superficie y tiempo) de 8 kcal/m2 h. Las puertas y accesos de entrada y salida del aire deben estar aislados de la misma forma y cerrarse hermticamente.
Potencia frigorfica. Deben tenerse en cuenta las distintas fuentes de calor a evacuar, particularmente la respiracin y enfriamiento de los tubrculos; prdidas por las paredes, techo y suelos; enfriamiento del aire de renovacin; calor de los motores; e iluminacin. La respiracin de los tubrculos representa alrededor de 0,02 kw/t a 20-25C y 0,01 kw/t a 515C. El calor de enfriamiento es de 3,6 kJ/kgC para el rango de temperaturas analizado.
5. El ACEITE La funcin del aceite en la fritura es doble: por un lado acta como medio transmisor del calor, y, por otro, llega a ser un ingrediente del producto frito, al ser absorbido por el mismo.
Existen diferencias en cuanto al comportamiento de los aceites y grasas de fritura. Los aceites sometidos a un calentamiento excesivo y a una baja reposicin se deterioran ms rpidamente. Por el contrario, los que se calientan de forma continuada sin fluctuaciones de temperatura duran ms.
28
ANEJO I
MATERIAS PRIMAS
Al elegir el aceite, se consideran como caractersticas principales el precio, la estabilidad, el sabor y el producto a frer. Hay que tener tambin en cuenta el uso permitido de antioxidantes y antiespumantes que contribuirn a un mejor control y uso del aceite.
En la fritura, las altas temperaturas empleadas (175-185C) sellan la superficie del producto evitando, en cierta manera, que se desprenda el vapor rpidamente, facilitando as la coccin del interior del producto y permitiendo que quede ms jugoso. Al mismo tiempo, esta superficie sufre procesos de tostado, caramelizacin o pardeamiento no enzimtico (reaccin de Maillard) apareciendo colores entre dorados y pardos que dan un aspecto agradable al producto. Estas mismas reacciones desarrollan sabores deseados en los productos fritos. La importancia del aceite en la obtencin de un sabor adecuado en el producto es muy manifiesta.
Al introducir un alimento en un aceite caliente para frerlo ocurren una serie de procesos y reacciones que producen cambios en el alimento:
Mejora de la textura: los productos se vuelven crujientes y ms agradables por su textura y sonido al ser mordidos. Mejora de la presentacin: los alimentos adquieren un color dorado uniforme y brillante. Potenciacin y matizacin de los sabores y aromas: debido al propio aceite o al desarrollo de nuevos compuestos despus de someter el alimento a las altas temperaturas. De ah que el proceso de fritura requiera un correcto control por la posible potenciacin de determinadas caractersticas organolpticas debido a la degradacin, la cual puede resultar incluso nociva para la salud.
Modificacin del contenido de grasa del producto: en general los productos pierden humedad y ganan grasa, con el aumento de la palatabilidad que conlleva. Prolongacin del periodo de conservacin del producto debido a la destruccin de microorganismos y enzimas presentes en los alimentos.
29
ANEJO I
MATERIAS PRIMAS
5.1. Parmetros del proceso de fritura Temperatura Hay que evitar temperaturas superiores a 191C, ya que el deterioro del aceite en estos rangos comienza a ser inaceptable. De igual manera, se evitarn los calentamientos improcedentes, que oscurecen el alimento antes de que est cocido. Si la temperatura es demasiado baja, al no "sellarse" la superficie del alimento tan rpidamente como a altas temperaturas, se producir un alimento muy grasiento.
Tipo de aceite Al elegir el tipo de aceite, consideraremos las siguientes caractersticas fundamentales: precio, estabilidad y sabor. Se indicar ms adelante el fundamento de tal eleccin.
Forma y preparacin del alimento
El producto a frer ha de estar seco, ya que, en caso contrario, se realiza una evaporacin rpida, que adems de producir salpicaduras provoca una capa de vapor que dificulta la accin del aceite. Adems, el deterioro del aceite en presencia de humedad complica el alcance de una temperatura estable y suficientemente alta durante todo el proceso.
Otro inconveniente de la presencia de humedad en el alimento a frer es la formacin de espuma, que provoca un mayor deterioro del aceite, contribuye a su hidrlisis y puede ser peligroso.
30
ANEJO I
MATERIAS PRIMAS
Relacin aceite-alimento La ms idnea es "aceite-peso de las lminas crudas de patata" = 6:1. Si la proporcin de aceite es menor, el alimento ser ms graso, debido a que la temperatura de fritura baja demasiado rpidamente en el momento de la inmersin. Si la proporcin de aceite es mayor, disminuye la absorcin, pero el deterioro ser mayor y ms rpido.
Relacin superficie/volumen de aceite A mayor valor de esta relacin, la velocidad de alteracin de la grasa aumentar. Esto se debe a que hay ms proporcin de grasa en contacto con el aire ambiente y por tanto habr ms posibilidad de ocurrencia de reacciones oxidativas.
Adicin de aceite nuevo
Algunos autores recomiendan aadir frecuentemente aceite nuevo para compensar el absorbido por el alimento, siendo esto beneficioso por la dilucin de los productos de alteracin. Sin embargo, otros autores consideran que se produce un mayor deterioro del aceite debido al efecto cataltico de los productos de alteracin que se encuentran en los aceites usados. Adems la evolucin ltima de algunas molculas que perviven en el aceite puede ser peligrosa y txica. Por tanto, debemos realizar una sustitucin completa de la totalidad del aceite.
A medida que aumenta el nmero de frituras sucesivas, disminuye el valor nutricional del aceite que penetra en el alimento, as como su valor como potenciador del sabor, llegando no slo a perderse totalmente, sino incluso a tener un efecto negativo al respecto.
No hay que esperar a que las caractersticas organolpticas del aceite obliguen a la sustitucin del mismo, se sustituirn el aceite tan pronto como lo permita la relacin de calidad buscada y el coste de la sustitucin.
31
ANEJO I
MATERIAS PRIMAS
La reposicin parcial del aceite de forma continua puede provocar modificaciones muy importantes en molculas, evolucionando stas de forma reiterada en calentamientos sucesivos, aparte de no beneficiar las caractersticas organolpticas.
Limpieza del aceite Son necesarias una filtracin y una purga de humedad peridicas. Con las filtraciones eliminaremos los restos de alimento carbonizados, que aportan sabor amargo y oscurecen el aceite de fritura; y con las purgas de humedad evitaremos dificultades para alcanzar la temperatura objetivo as como una merma de calidad del proceso ocasionada por la aparicin de humos y malos olores y la aceleracin de la descomposicin en presencia de humedad.
La periodicidad en la limpieza de equipos ser semanal, con un vaciado total del aceite y una limpieza a fondo de todo el sistema, incluidas tuberas, vlvulas y bombas. Se realizar el siguiente proceso:
Limpieza mecnica de los residuos del fondo y superficies laterales. Llenado de la freidora con hidrxido sdico (NaOH) en solucin 2N y calentar hasta temperaturas cercanas a la ebullicin.
Circulacin de tal solucin caliente por todo el circuito. Vaciado. Enjuague mediante mangueras a presin, llenando la freidora y haciendo circular agua por todo el circuito.
Neutralizacin de los restos de lcali con cido ctrico al 2 % y recirculacin del mismo.
Enjuagues sucesivos hasta que las aguas de recogida tengan un pH neutro. Favorecimiento del secado por calentamiento.
32
ANEJO I
MATERIAS PRIMAS
Para una mayor calidad del aceite, cuidaremos los elementos elctricos y la corrosin, evitando cobre, hierro o bronce en los materiales, prefiriendo aluminio o acero inoxidable. Las instalaciones de la planta a elaborar son de acero inoxidable
Es necesario un especial cuidado con el extractor de humos y las conducciones.
Optimizar el proceso de fritura exige un control de todos sus parmetros, consiguiendo una mayor vida til del aceite de fritura, menor porcentaje de aceite absorbido por el alimento, mayor eficacia de la limpieza y tiempos empleados ms cortos, ahorro energtico y, menores costes de produccin. 5.2. Aditivos del aceite Con el fin de mantener en las mejores condiciones posibles los aceites empleados para frer, se emplean distintas sustancias normalmente clasificadas como aditivos con cuyo uso se obtiene un producto de mejor calidad organolptica y, al mismo tiempo, se alarga el tiempo de utilizacin del aceite.
Actualmente existen muchos compuestos, naturales o sintticos, con propiedades antioxidantes. La mayora de los antioxidantes contienen estructuras tipo fenol que actan a un doble nivel: transfiriendo un tomo de H al radical hidroperxido y actuando a su vez como aceptores de los radicales libres formados en la primera fase de la autooxidacin, detenindola a este nivel. Los antioxidantes con funcin radical libre son estables al ataque por oxgeno, por lo que ellos mismos no pueden actuar como propagadores de la autooxidacin. Las estructuras fenlicas que han bloqueado un radical libre no se regeneran, por lo que el antioxidante se va gastando a medida que acta. Por otro lado, hay que sealar que los antioxidantes no revierten los procesos de oxidacin, sino que evitan su propagacin, por lo que es intil utilizar antioxidantes cuando el proceso de oxidacin est avanzado.
33
ANEJO I
MATERIAS PRIMAS
La Legislacin Espaola no permite el uso de aditivos en el aceite de oliva virgen, pero s en el aceite de oliva refinado, aceite de oliva y aceite de orujo refinado. Se permite, para sustituir el tocoferol natural perdido en la refinacin, el uso de alfa-tocoferol (E-307), en una cantidad inferior a 200 mg por kg de producto terminado.
Para el caso de aceites de otras semillas oleaginosas, entre los aditivos permitidos se encuentran los siguientes antioxidantes qumicos:
Butilhidroxianisol (BHA) Butilhidroxi-tolueno (BHT) Galato de propilo Galato de dodecilo cido ctrico
5.3. Evolucin del aceite en la fritura Las grasas y aceites pueden obtenerse de distintas fuentes, cada una con sus caractersticas propias, pero todas con la misma estructura qumica. Las distintas grasas y aceites difieren en los tipos de cidos grasos de su estructura qumica, as como en los insaponificables (tocoferoles, esteroles, colorantes, etc.)
Todos los procesos qumicos y enzimticos se aceleran al aumentar la temperatura, de ah que una grasa calentada tienda a degradarse con bastante rapidez, en especial si en ella hay sustancias o residuos que actan como catalizadores o potenciadores de la alteracin.
Para conocer la cantidad de compuestos de alteracin en los aceites el mtodo ms fiable actualmente es la determinacin de compuestos polares. En Espaa, la Norma de Calidad sobre Aceites y Grasas Calentados establece un lmite en el 25% de compuestos polares, para los compuestos de alteracin (BOE nm. 26, de 31/01/1989). A partir del 20% de compuestos polares se considera que el aceite est alterado y debe ser vigilado. Se
34
ANEJO I
MATERIAS PRIMAS
entiende por compuestos polares aquellos de polaridad mayor a la de los triglicridos, estando stos en una proporcin mayor del 95% en la mayora de los aceites y grasas no calentados. Los compuestos polares difieren en su peso molecular y en su significacin nutricional: los compuestos de hidrlisis tienen pesos moleculares inferiores a los de los triglicridos y son compuestos normales originados por la accin de la lipasa pancretica. Los compuestos que se forman a travs de la va oxidativa y trmica tienen pesos moleculares similares o superiores a los triglicridos iniciales y contienen cidos grasos alterados capaces de modificar el valor nutricional de la grasa. Los productos no voltiles no son eliminados durante la fritura y pasan al alimento siendo de mayor inters desde el punto de vista nutricional. El origen de las alteraciones producidas durante la fritura es mltiple:
Hidrlisis Los triglicridos del aceite en contacto con humedad o agua (proveniente del producto a frer o no) se descomponen en diglicridos y monoglicridos, liberando una o dos cadenas de cidos grasos. Los triglicridos con cidos grasos de cadenas cortas son ms sensibles que los que presentan cidos grasos de cadena larga. Durante el proceso de fritura, a temperaturas de 180-190 C, el proceso de hidrlisis tiene poca importancia puesto que la humedad se elimina en forma de vapor, aunque algunos autores describen contenidos de agua del 0,5-1,5 % incluso a esas temperaturas. Las mayores alteraciones ocurren si existe humedad en el momento de calentar o enfriar el aceite (<100C) y durante el almacenamiento del mismo, puesto que el agua no se evapora.
El resultado de la hidrlisis es la aparicin de cidos grasos libres, que aumentan la acidez del aceite, y, en menor cantidad, la formacin de metilcetonas y lactonas, que pueden producir aromas desagradables. Se produce adems liberacin del aldehdo insaturado acrolena a partir de la deshidratacin del glicerol debida al sobrecalentamiento de la grasa.
La aparicin de la acrolena provoca un aumento del punto de humo de la grasa. La sosa custica y otros lcalis utilizados para limpiar favorecen la hidrlisis, por lo que han de ser bien eliminados tras su uso. Es necesario realizar purga inferior para eliminar los residuos de humedad.
35
ANEJO I
MATERIAS PRIMAS
Autooxidacin La autooxidacin es un proceso oxidativo no enzimtico, el ms frecuente en los procesos de fritura, caracterizado por la oxidacin de los cidos grasos en presencia del oxgeno del aire, dando lugar a compuestos intermedios inestables denominados hidroperxidos o perxidos, que darn lugar a la formacin de radicales libres. Este proceso se ve favorecido y potenciado por la incidencia de luz, que acta como catalizador, y por la presencia de sustancias fotosensibles en el medio, tales como la riboflavina y eritrosina. Los cidos grasos insaturados son ms sensibles a la oxidacin que los saturados.
Las grasas que han sufrido un proceso de oxidacin tienden a oscurecerse, aumentar la viscosidad, incrementar la formacin de espuma y desarrollar gustos y olores anmalos.
Algunos metales, principalmente el hierro, son catalizadores de los procesos de oxidacin, por lo que es conveniente el uso de recipientes de acero inoxidable.
Al tratarse de una reaccin en cadena, es fcil comprender que la extendida prctica de desechar el 50 % de un aceite de fritura en punto de descarte y sustituirlo por aceite nuevo con el fin de alargar la vida del primero, no slo no es beneficioso, sino que acelera la alteracin del aceite nuevo incorporado.
Polimerizacin Los radicales libres tienden a combinarse entre ellos o con otros cidos grasos, formando compuestos lineales, ms o menos largos y ramificados, o compuestos cclicos, especialmente en el caso de que existan dobles enlaces.
36
ANEJO I
MATERIAS PRIMAS
Estos polmeros, al ser de mayor tamao y peso molecular, tienden a aumentar la viscosidad del aceite, lo que, por un lado, favorece la formacin de espuma y por lo tanto la oxidacin y, por otro lado, producen un arrastre mayor de aceite por parte del producto frito debido a que gotea con ms dificultad. Los polmeros forman en la superficie del aceite y en los laterales de la freidora una capa muy adherente y difcil de eliminar de consistencia plstica.
Desde el punto de vista nutricional, parece ser que los polmeros de alto peso molecular son indigeribles, por lo que tienen poca importancia respecto a la nutricin y salud, pero los compuestos ms cortos s que son absorbido por la pared intestinal, repercutiendo en la salud del consumidor.
Se resumen a continuacin las degradaciones que sufre el aceite:
Oscurecimiento del aceite y del alimento frito. El oscurecimiento del aceite se debe a los productos formados en la oxidacin del mismo y a la dilucin de los productos derivados de la caramelizacin del alimento. El oscurecimiento del alimento frito se debe a tal caramelizacin.
Aparicin de olores y flavores debidos a los nuevos componentes surgidos de la descomposicin de la grasa (fundamentalmente en las reacciones de oxidacin e hidrlisis). Suelen ser desagradables y, al ser voltiles, acompaan al vapor formado.
Espesamiento del aceite conforme aumenta el nmero de frituras. La causa es principalmente la polimerizacin. El espesamiento del aceite provoca un oscurecimiento del mismo as como la necesidad de un mayor tiempo de fritura, ya que el aceite es el medio de transmisin de calor al alimento. Otras consecuencias son el aumento del porcentaje de aceite adsorbido por el alimento y el aumento de la oxidacin, ya que las burbujas se hacen ms estables en la superficie del aceite, estando ms expuesto al aire.
37
ANEJO I
MATERIAS PRIMAS
Formacin de humos del aceite debido al incremento de cidos grasos libres presentes. A menor temperatura de fritura, menor cuanta de humo se formar, siendo el humo un indicador de las condiciones en que se encuentra el aceite. Cada aceite tiene un punto de humo diferente, es decir, una temperatura a la que el humo se hace visible.
Tendencia a la formacin de espuma, provocada por las reacciones de oxidacin e hidrlisis, y por algunas impurezas, como las materias activas usadas en la limpieza de los recipientes. Estas reacciones provocan tambin una mayor penetracin del aceite en el alimento.
5.4. Eleccin del aceite de fritura Se han tenido en cuenta ensayos realizados con diversos tipos de aceite (oliva, girasol, soja, palma, cacahuete y maz) que ofrecen las siguientes conclusiones:
La transformacin interna de los cidos grasos es mucho mayor en los aceites poliinsaturados que en los monoinsaturados. Por ello, en el aceite de oliva la alteracin est retardada por la mnima velocidad de desaparicin del cido oleico.
En los aceites estudiados, los nicos antioxidantes son los tocoferoles, excepto en el aceite de oliva, que presenta al menos cuarenta compuestos distintos de accin antioxidante.
El aceite de oliva virgen presenta mayor resistencia a la oxidacin que los dems aceites en las mismas condiciones. El aceite de oliva, en un calentamiento prolongado, forma menos perxidos que los dems aceites. Tambin es menor la concentracin de los productos de descomposicin.
La penetracin de aceite en el alimento es mayor para el aceite de soja que para el de oliva, debido al mayor porcentaje de cidos grasos insaturados de sus triglicridos constituyentes. Por otro lado, en el aceite de soja se produce mayor liberalizacin de cidos grasos por hidrlisis de los triglicridos que en el aceite de oliva.
38
ANEJO I
MATERIAS PRIMAS
Vemos, pues, que el aceite de oliva goza de unas caractersticas que le hacen ideal para su uso como aceite de fritura. Una de ellas es su grado de insaturacin medio-bajo: con su elevado contenido en cido oleico es lquido a temperatura ambiente, lo que favorece todas sus aplicaciones en fro y hace no necesario un gasto extra de energa para fundirlo a la hora de su utilizacin para la fritura. El bajo contenido en cidos grasos poliinsaturados le proporciona gran estabilidad frente a la oxidacin y escasa tendencia a la polimerizacin. Sus caractersticas organolpticas, debidas a sus componentes voltiles de origen natural, son nicas y muy apreciadas por el consumidor. Tiene una alta concentracin, mxima en el aceite de oliva virgen, de componentes menores beneficiosos entre los que destacan los polifenoles y tocoferoles, inhibidores de la oxidacin; el -sitosterol, inhibidor de la polimerizacin; y compuestos voltiles y cidos grasos libres, que garantizan su uso a la temperatura de fritura y pueden modificar caractersticas fsicas de la grasa, como la tensin superficial y el volumen especfico, contribuyendo a un mayor rendimiento. No experimenta cambios qumicos sustanciales ni produce reacciones txicas cuando se le somete a fritura en condiciones normales de temperatura, mejorando, al mismo tiempo, las cualidades gastronmicas de los alimentos. Al frer, forma una capa ms fina y consistente alrededor del producto frito que impide que absorba ms aceite y permite retener todos los jugos por lo que el consumo de aceite de oliva es menor que el de otros aceites.
Los fenmenos de oxidacin son proporcionales al grado de insaturacin de las grasas y a la eventual presencia de sustancias antioxidantes. Las grasas animales, aunque poseen un bajo grado de insaturacin, sufren rpidamente el proceso de autooxidacin, porque estn privadas de agentes antioxidantes. Por contra, los aceites de semilla tienen buena cantidad de antioxidantes (tocoferoles), pero presentan un alto grado de insaturacin. En el caso del aceite de oliva ambas circunstancias son favorables: posee un grado intermedio de insaturacin y contiene numerosas sustancias antioxidantes (alfa-tocoferoles y polifenoles), de forma que tiene un comportamiento muy estable frente a los ataques de oxgeno. Adems se observa, durante el proceso de fritura, un descenso porcentual de los cidos grasos poliinsaturados, quedando sin modificar los monoinsaturados.
39
ANEJO I
MATERIAS PRIMAS
El uso del aceite de oliva en los procesos industriales est, por tanto, plenamente justificado, por lo que se usar como aceite de fritura en la planta a proyectar aceite de oliva virgen fino.
Tal aceite de fritura se suministrar a la planta elaboradora con periodicidad semanal y el volumen ser de 1.000 litros/semana. La forma de recepcin ser en bidones de acero inoxidable de 50 litros.
6. MATERIAS PRIMAS AUXILIARES 6.1. Sal La sal para alimentacin es el producto cristalino, blanco, de grano muy fino, soluble en agua y con sabor franco, constituido fundamentalmente por cloruro sdico en un porcentaje no inferior al 97% de la materia seca y en condiciones que le hacen apto para usos alimenticios.
El suministro de esta materia prima es, al igual, que el de las restantes, de periodicidad semanal. La cantidad recibida es de 80 kg por semana y la forma de recepcin es en bolsas de plstico con capacidad para 10 kg de sal.
7. PLAN DE SUMINISTRO DE MATERIAS PRIMAS. CONTRATOS Para la adquisicin de las materias primas, la industria agraria debe entrar en contacto con el agricultor. Un problema especial de las industrias agrarias deriva de determinadas caractersticas de la materia prima agraria y en especial su carcter perecedero y la estacionalidad de la produccin. Estos inconvenientes pueden minimizarse diversificando la produccin en lo que se refiere a variedades y especies, adaptando los procesos de forma que puedan aprovecharse al mximo las instalaciones. Tambin pueden
40
ANEJO I
MATERIAS PRIMAS
disminuirse en algunos casos utilizando sistemas de conservacin de la materia prima que permiten alargar el perodo de industrializacin, aunque ello da lugar a un aumento de los costes.
La falta de homogeneidad de la produccin agraria, como consecuencia de la aleatoriedad de las condiciones atmosfricas es otro inconveniente caracterstico de las industrias agrarias, que puede ser disminuido por medio de contratos o acuerdos con los agricultores en donde se fijan determinadas condiciones relativas a variedades, sistemas de cultivo, etc.
Para la distribucin del producto elaborado, las industrias deben establecer relaciones con comerciantes distribuidores (mayoristas o minoristas)
7.1. Contrato compra-venta Los contratos de compra entre el agricultor que suministra la materia prima y la industria han de contar con una serie de especificaciones:
Situacin de la mercanca
Las distintas situaciones de la mercanca dan lugar a que los distintos costes (carga, transporte, descarga, seguros, etc.) sean a cargo del comprador o del vendedor. El sistema usado vara segn factores tales como costumbres, disponibilidad de medios de transporte por parte de compradores y vendedores, etc.
En el caso de la industria a proyectar, el contrato de compra-venta especificar que la mercanca se situar sobre muelle de fbrica, de modo que la recoleccin (en el caso de las patatas), el transporte y la descarga de los productos corren a cargo del suministrador.
41
ANEJO I
MATERIAS PRIMAS
Fecha de entrega de la mercanca Es una especificacin muy importante, sobre todo en el caso de productos perecederos o que tienen grandes oscilaciones de precios, como es el caso de la patata. En el caso que nos ocupa, la entrega ser de forma escalonada en periodos posteriores a la realizacin del contrato, ya que la empresa suministradora de materias primas cuenta con almacenes, evitando as la necesidad de stos en la planta a proyectar. La periodicidad de la entrega ser semanal.
Precio de la mercanca
Especificacin muy importante, sobre todo en los contratos de entrega diferida. El contrato de la empresa suministradora de materias primas y la planta procesadora a proyectar establecer un sistema de "precio fijo con aumentos progresivos". Es una variante del sistema de "precio fijo preestablecido", el cual es independiente de que el precio del mercado est por encima o por debajo. El "precio fijo con aumentos progresivos" es aplicable a otros casos de suministro continuado a lo largo de la campaa y considera los costes de almacenamiento y otros aspectos de la estacionalidad de precios.
Forma de pago
Se establecer en el contrato el pago "al contado", entendindose normalmente unos das despus de la entrega de la mercanca.
Envase a utilizar Las patatas sern recibidas en muelle de fbrica en cajas de madera, cada una con una capacidad de 37 kg y dimensiones: 60 x 31 x 31 cm, dispuestas en palets de dimensiones 100 x 120 cm . La capa de palet consta de 6 cajas y cada palet consta de tres capas en altura, de manera que el palet contiene 666 kg de patatas. Dado que se reciben 24.000 kg de patatas a la semana, el nmero de palets recibidos ser 36 semanalmente.
42
ANEJO I
MATERIAS PRIMAS
El aceite de fritura ser recibido en muelle de fbrica en bidones de acero inoxidable de 50 litros (se reciben 1.000 litros/semana)
La sal se recibir en muelle de fbrica en bolsas de plstico de capacidad 10 kg. Se recibirn 8 de estas bolsas ya que el suministro es de 80 kg a la semana.
Plan de suministro y devolucin de envases
El plan de suministro de la materia prima ser detallado ms adelante en el epgrafe "Programa de suministro de la materia prima", quedando resumido como sigue:
La periodicidad de suministro ser semanal y las cantidades suministradas cada semana sern: 24.000 kg de patatas 1.000 litros de aceite de fritura 80 kg de sal
La devolucin de envases ser igualmente semanal y simultnea a la recepcin de la siguiente partida de materias primas.
Forma de presentacin y calidad del producto Dado que la forma de pago de la mercanca es "al contado", (frecuentemente, unos das despus de la entrega de la mercanca), y que hay presencia fsica de la misma, el observador puede proceder a la observacin directa de toda la partida, juzgando sobre su calidad.
43
ANEJO I
MATERIAS PRIMAS
Peso
El peso bruto es el peso total de una mercanca incluyendo envase y, en su caso, otros elementos ajenos a la naturaleza del producto, mientras que en el peso neto stos no se incluyen. Los tipos de contrato en cuanto al peso son: contrato en base al peso neto sistema bruto por neto, en el que el peso estipulado se refiere al peso bruto
Al igual que ocurre con la calidad, el peso puede experimentar prdidas desde que sale del puerto de origen hasta que llega al punto de destino, estas prdidas pueden estimarse y tenerse presentes en el contrato con el objeto de evitar conflictos. En el caso de la planta a proyectar, el contrato se har en base al peso neto y las posibles prdidas en el transporte sern estimadas y pasarn a cargo de la empresa suministradora, de manera que, en caso de producirse, habrn de ser suplantadas por tal empresa.
Momento de realizacin del contrato
En cuanto al momento en que se hace el contrato de venta, es un sistema muy extendido para los productos destinados a la industria el sistema de contratos previos a la siembra. Al tener los productos industrializados unos precios ms estables, a la industria le interesa, en general, conocer a priori los precios de las materias primas y, al mismo tiempo, asegurarse el abastecimiento de las mismas, para lo cual establece contratos con los agricultores previos a la siembra, en los cuales se fijan de forma ms o menos precisa los precios y las cantidades, y, a causa de la aleatoriedad de los rendimientos, puede fijarse en el contrato tambin la superficie.
El establecimiento de un precio fijo en el contrato presenta un inconveniente importante cuando existe un mercado libre del mismo producto. Si el precio del mercado libre es mayor que el establecido en el contrato, el agricultor tiende a entregar a la industria la menor cantidad posible, para vender el resto en el mercado. Si, por el contrario, el precio
44
ANEJO I
MATERIAS PRIMAS
del mercado libre es ms bajo que el establecido en el contrato, es el industrial el que tiende a incumplir el contrato para comprar la mayor parte en el mercado libre. Un sistema muy utilizado por las industrias, en este ltimo caso, consiste en la limitacin de la distribucin de los envases cuando aqullos son los propietarios de stos.
En el contrato se establecen otras clusulas relativas a variedades y cuidados del cultivo, siendo frecuentemente los industriales quienes suministran las semillas, aunque ste no es el caso de la industria a proyectar.
7.2. Canales de comercializacin El conjunto de los agentes por los que pasa el producto desde que sale de la explotacin agraria hasta que llega al consumidor final suele recibir el nombre de canales o circuitos de comercializacin. En la mayor parte de los casos, un producto puede circular por varios canales de importancia variable, empezando todos en el agricultor y terminando en el consumidor y pudiendo tener una o varias fases en comn.
Los canales se representan normalmente por medio de grficos que empiezan en el agricultor y terminan en el consumidor, en medio de los cuales se sitan los agentes de comercializacin o los mercados u otras instituciones. La importancia relativa o absoluta de cada canal paralelo suele indicarse con el porcentaje o el valor absoluto del producto que pasa por cada uno de ellos.(fig. 1)
45
ANEJO I
MATERIAS PRIMAS
3 COOPERATIVA (3) 2
AGRICULTOR PRODUCCIN COMERCIALIZABLE (100) 54 28 MAYORISTA EN ORIGEN (82)
30 12 CORREDOR (30)
3 77 3 MAYORISTA EN DESTINO (82) INDUSTRIA (4) 2 CANALES PARALELOS (15)
DETALLISTA (87)
COLECCTIVIDADES (10)
CONSUMIDOR (100)
Figura 1.Flujos de comercializacin de la patata
Fuente: Instituto de Reforma de las Estructuras comerciales. 1984
46
ANEJO I
MATERIAS PRIMAS
7.3. Funciones de la comercializacin En la comercializacin de productos agrarios, se consideran tres funciones: Acopio. Esta funcin se deriva de la existencia de un gran nmero de explotaciones agrarias. La produccin se halla dispersa en un gran nmero de pequeos lotes en poder de los agricultores individuales. Hay que reunir tales lotes en partidas de mayor volumen para pasar a la fase siguiente con una rentabilidad mnima. Preparacin para el consumo. Esta funcin surge debido a que el producto es obtenido en unas condiciones de forma, tiempo y lugar que no son las que pide el consumidor. Distribucin. Como unidad de produccin considerbamos la explotacin agraria, como unidad de consumo se suele considerar la familia, aunque existen unidades de consumo menos tpicas como hoteles, restaurantes, comedores
colectivos, etc. Exceptuando algunas de estas unidades, que pueden adquirir productos alimenticios en grandes cantidades, la mayor parte de las unidades de consumo, es decir, las familias y algunas instituciones, adquieren pequeos lotes. Por lo tanto, las grandes partidas que se han formado anteriormente deben ser divididas en lotes pequeos para atender a la demanda de las unidades familiares. Esta es la funcin conocida con el nombre de distribucin.
En el caso de la industria suelen coincidir los conceptos de distribucin y comercializacin ya que, al producir la industria en grandes cantidades, no es necesario reagrupar en lotes mayores, como ocurra con los productos agrcolas y, por tanto, no es necesario el acopio. Tampoco es necesaria la preparacin para el consumo, ya que los productos suelen salir dispuestos para su uso por las familias, incluida la presentacin en envases.
47
ANEJO I
MATERIAS PRIMAS
ANEJO I. MATERIAS PRIMA NDICE
1. PATATAS CHIPS: DESCRIPCIN DEL PRODUCTO................................................ 1 1.1. Mercado del sector snacks...................................................................................... 3 1.2. Materias primas para la elaboracin de patatas chips ............................................ 8 2. SITUACIN DEL SECTOR DE LA PATATA.............................................................. 9 2.1. Produccin mundial de patata.................................................................................... 9 2.2. Produccin de patata en la Unin Europea ................................................................ 9 2.3. Produccin de patata en Espaa............................................................................... 10 2.3.1. Tipos de produccin.......................................................................................... 10 2.3.2. Datos histricos del cultivo de patata en Espaa............................................... 12 2.3.3. Destino de la produccin espaola de patata..................................................... 13 2.3.4. La patata en Castilla la Mancha y Albacete ...................................................... 14 3. ELECCIN DE LA VARIEDAD.................................................................................. 15 4. CONSERVACIN Y ALMACENAMIENTO DE LA PATATA................................ 20 4.1. Evolucin de los tubrculos despus de la conservacin......................................... 20 4.2. Respiracin............................................................................................................... 20 4.3. Transpiracin........................................................................................................... 21 4.4. Azcares solubles..................................................................................................... 21 4.5. Principios de almacenamiento ................................................................................. 23 4.5.1. Prdidas de agua ................................................................................................ 23 4.5.2. Endulzamiento................................................................................................... 23 4.5.3. Germinacin...................................................................................................... 24 4.5.4. Prdidas ocasionadas por enfermedades durante el almacenamiento ............... 24 4.5.5. Daos causados por las heladas y corazn negro.............................................. 24 4.6. Condiciones de almacenamiento.............................................................................. 25 4.7. Almacenamiento de las patatas................................................................................ 27
48
ANEJO I
MATERIAS PRIMAS
5. El ACEITE..................................................................................................................... 28 5.1. Parmetros del proceso de fritura............................................................................. 30 5.2. Aditivos del aceite.................................................................................................... 33 5.3. Evolucin del aceite en la fritura ............................................................................. 34 5.4. Eleccin del aceite de fritura.................................................................................... 38 6. MATERIAS PRIMAS AUXILIARES .......................................................................... 40 6.1. Sal............................................................................................................................. 40 7. PLAN DE SUMINISTRO DE MATERIAS PRIMAS. CONTRATOS........................ 40 7.1. Contrato compra-venta............................................................................................. 41 7.2. Canales de comercializacin.................................................................................... 45 7.3. Funciones de la comercializacin............................................................................ 47
49
ANEJO II
INGENIERA DEL PROCESO
1. INTRODUCCIN En el presente anejo se va a realizar una descripcin de las operaciones bsicas de las lneas de proceso y de los equipos que se proyectan instalar en la industria. La lnea se disea para funcionar durante todo el ao, excepto, evidentemente, los das de fiesta y el mes de agosto, mes en el que la industria permanecer cerrada para su limpieza y revisin de maquinaria en profundidad. Se trabajar de lunes a viernes con jornada partida y el siguiente horario: Maana: de 9:00 a 14:00 horas. Tarde: de 15:00 a 18:00 horas. En los meses de junio, julio, agosto y hasta el 15 de septiembre, la jornada ser continua de 7:00 a 15:00 horas. Dicho cambio de jornada partida a jornada intensiva est recogido en el Convenio Laboral que rige este tipo de industrias.
2. DEFINICIN Y DESCRIPCIN DEL PROCESO PRODUCTIVO La produccin de la planta elaboradora de patatas chips a proyectar ser de 125 kg/h. Se esquematizan a continuacin las operaciones unitarias en que se divide el proceso productivo: RECEPCIN ALMACENAMIENTO PELADO INSPECCIN CORTADO LAVADO 1
ANEJO II
INGENIERA DEL PROCESO
ESCALDADO SECADO FRITURA SALADO ENFRIAMIENTO ENVASADO Y EMBALADO ALMACENAMIENTO EXPEDICIN Cuando las patatas, tras su adquisicin, llegan a la planta procesadora, se descargan y se almacenan en condiciones adecuadas, a una temperatura de 9 C, y una humedad relativa del 90 %. Los mtodos ms extendidos de pelado utilizan el vapor, la leja o la abrasin como principios de pelado. En nuestro caso se trata de un pelado abrasivo, mtodo preferido en muchos casos debido a los menores costes energticos. Las prdidas medias originadas por el pelado varan en funcin del tamao, forma, profundidad de los ojos y tiempo de almacenamiento de la patata. Algunos investigadores apuntan que el pelado no resulta necesario en todos los casos, obtenindose sin dicho proceso un producto final con similar apariencia, sabor, resistencia al almacenamiento y estabilidad en el aceite, pero con un mayor rendimiento y menor volumen de residuo. Sin embargo, hay que tener en cuenta que la Legislacin Alimentaria Espaola indica que las patatas fritas se elaborarn a partir de patatas peladas. Tras el pelado, y una vez enjuagadas, las patatas pasan por una cadena de inspeccin para la eliminacin de las porciones deterioradas.
ANEJO II
INGENIERA DEL PROCESO
A continuacin se procede a realizar el corte del producto. Las mquinas cortadoras sern de tipo rotatorio, permitiendo la obtencin de rodajas de distinto espesor dependiendo de variables tales como la edad, variedad, turgencia y contenido en azcar de la patata, temperatura del aceite y tiempo de fritura. A continuacin, las rodajas se lavan para eliminar el almidn de la superficie cortada y separar los trozos no deseados. Para mejorar el color final de las patatas chips, evitando su pardeamiento, se realiza un escaldado para inactivar las enzimas. Antes de la descarga en la freidora se elimina la humedad superficial de las rodajas de patata mediante el uso de ventiladores de aire comprimido. El tipo de fritura empleado para la produccin de patatas chips se conoce con el nombre de fritura por inmersin o "Deep frying". Se realiza en una freidora que opera de forma continua. Las rodajas son descargadas en un bao de aceite previamente calentado a la temperatura de fritura (140-180 C) y donde stas permanecen sumergidas durante dos o tres minutos aproximadamente. La adicin de sal se produce a la salida de la freidora y, por ltimo, las chips se dejan enfriar antes de proceder al envasado. El envasado incluye pesado e introduccin en envases. El material de envase, en el caso de la planta a procesar, es flexible, aplicndose el trmino de pelcula flexible a materiales fibrosos de grosor inferior a 0,25 mm. El producto final obtenido se almacena en un lugar fresco, seco y preservado del sol hasta el momento de su expedicin. A continuacin se describirn las operaciones ms importantes del proceso productivo.
ANEJO II
INGENIERA DEL PROCESO
3. RECEPCIN La recepcin se realizar mediante camiones de gran tonelaje, generalmente entre 25 y 30 tn, por ser ste el medio de transporte ms adecuado teniendo en cuenta la localizacin de la planta. Un camin de la empresa suministradora proveer semanalmente a la industria todas las materias primas necesarias para la transformacin en dicha semana. A su entrada en la industria, las materias primas se sometern a un control de calidad y cantidad. Las cantidades de materias primas a recibir semanalmente son: 24.000 kg de patatas/semana 1.000 litros aceite/semana 80 kg sal/semana Las patatas se recibirn y almacenarn en cajas de madera dispuestas en palets de 100 x 120 cm. El nmero de cajas por palet ser de 18, y el peso de cada caja ser de 37 kg. El aceite se recibir envasado en 20 bidones de acero inoxidable de 50 litros cada uno. La sal se recibir en bolsas de plstico de 10 kg cada una. Antes de que el camin descargue su mercanca, se pesar en una bscula de suelo controlada desde la sala de control de la bscula, localizada en el interior de la nave, junto a la zona de recepcin. Las caractersticas ms importantes de la bscula puente son las siguientes: Fuerza de pesada: 60 t. Dimensiones de la plataforma: 16,05 x 3,05 m 8 puntos de apoyo
La bscula puente consta de un mecanismo de impresin digital que imprime a color el 4
ANEJO II
INGENIERA DEL PROCESO
peso bruto y la tara, en boletos de 34 x 170 mm, con hasta cinco copias. El control automtico en vaco garantiza pesadas invulnerables. Este aparato no requiere prcticamente mantenimiento, ya que no presenta problemas de polvo, humedad, o cambios de temperatura. Una vez vacos los vehculos, se pesarn de nuevo y, por diferencia, se calcular la cantidad de materia prima recepcionada.
4. ALMACENAMIENTO En el Anejo de Materias Primas se trat con amplitud el almacenamiento de las patatas. stas se almacenarn en una cmara frigorfica donde se conservarn las patatas a procesar en el periodo de una semana. Las condiciones de conservacin de las patatas sern de 9 C de temperatura y 90 % de humedad relativa. El almacenamiento del aceite y de la sal se llevar a cabo en el almacn previsto para ello y contenidos en los mismos envases en los que han sido recepcionados. El transporte de las materias primas desde la zona de recepcin hasta sus respectivos almacenes ser realizado mediante una carretilla elevadora de horquilla.
5. PELADO DE LAS PATATAS Para proceder al funcionamiento de la lnea de procesado de las patatas, un operario conductor de la carretilla, se encargar de abastecer de materias primas a la lnea de procesado, as como de reponer los materiales de envasado y embalaje en los distintos equipos. De este modo, se inicia el procesado de las patatas. Las patatas parten de una tolva en el inicio de la lnea, desde donde pasarn a la tolva de dosificacin volumtrica del equipo pelador mediante una cinta elevadora vertical. La tolva inicial tiene una capacidad para 500 kg de patatas y cuenta con un sensor de control de nivel 5
ANEJO II
INGENIERA DEL PROCESO
con seal de alarma que avisa al operario de su funcionamiento en vaco. La potencia instalada de la cinta vertical elevadora ser de 2 CV, y su longitud, 2.650 mm. El coste de la operacin de pelado se procura reducir al mnimo eliminando la menor parte posible del producto - el dextro del pelado supone nicamente un 6-10 %- y reduciendo al mximo los gastos energticos, de material y de mano de obra. Durante el pelado el tubrculo no debe sufrir daos y, despus de ste, la superficie del mismo ha de quedar limpia. El pelado ser por abrasin, consistiendo este sistema en que el producto entra en contacto con unos rodillos de carborundo (material abrasivo a base de silicio y carbono). Esta superficie abrasiva arranca la piel, que es seguidamente arrastrada por una corriente abundante de agua. Las ventajas de este sistema de pelado son su bajo coste energtico, ya que esta operacin se realiza a temperatura ambiente, los escasos gastos de inversin que requiere, y el buen aspecto de los alimentos pelados de esta manera. El equipo de pelado posee un sistema abrasivo con fondo giratorio, camisa recambiable y la apertura y cierre son automticos por pistn neumtico. Las caractersticas tcnicas son las siguientes: - Potencia instalada: 4,5 CV. - Consumo de agua: 0,3 litros/s. - Dimensiones: 1.500 x 1.150 x 2.780 mm. - Instalacin elctrica: 220/380 V. 50 Hz. Trifsico - Material de construccin: acero inoxidable18/8.
ANEJO II
INGENIERA DEL PROCESO
Un inconveniente del pelado abrasivo es el efluente generado, por lo que el equipo de pelado estar dotado con un tanque de recogida y filtrado del efluente, con reutilizacin de ste en un 50 %, con lo que se consigue eliminar los posibles restos que quedarn adheridos a las patatas. Tal recirculacin se lleva a cabo con una bomba de 0,5 CV, tras pasar por una criba para reducir el consumo y hacer ms eficaz el tratamiento del vertido procedente del lavado. La piel se recoger en dos cubos colectores. Las patatas peladas pasarn a continuacin a una correa lisa tipo parrilla, donde un operario las inspeccionar para eliminar las porciones deterioradas. La longitud de la correa de inspeccin es de 1.700 mm, y la potencia instalada de la misma de 1 CV.
6. CORTADO DE LAS PATATAS El dextro obtenido del cortado en rodajas y lavado de las mismas depende del tamao de las rodajas deseado y de la consistencia y estructura de las patatas crudas. Se debe contar con un mnimo del 6 %. Tras la inspeccin, las patatas peladas pasan a una tolva y de sta a un transportador vertical de dosificacin, de velocidad variable, que las llevar a la mquina cortadora. Las caractersticas tcnicas de este transportador vertical son las mismas que las del anterior, precedente al equipo de pelado, es decir, 2 CV de potencia instalada, y una longitud de 2.650 mm. La cortadora consiste esencialmente en una serie de cuchillas rotatorias que cortan el alimento que circula bajo ellas, fabricada en estructura de acero inoxidable y que proporcionar un corte liso y de un espesor de lmina de entre 1,2 y 2,5-3 mm, ya que, a menor espesor de las lminas, stas se rompern con menor frecuencia y absorbern menos aceite. Junto a la cortadora hay una plataforma de servicio para el intercambio del cabezal de cuchillas cuando stas se deterioren y no sean aptas para el corte del producto.
ANEJO II
INGENIERA DEL PROCESO
Despus del proceso de cortado, el almidn presente en las rodajas de patata ha de ser eliminado, ya que ste afecta al aceite de fritura. Para ello, se somete a las rodajas de patata a un lavado suave, por inmersin en agua. Para la reutilizacin de este agua, el almidn presente ahora en ella ha de ser eliminado, utilizndose para ello un equipo de filtracin y recirculacin de agua como el anterior incluido en el equipo de pelado. El almidn se recoger en un cubo colector. Las caractersticas tcnicas de la mquina cortadora son las siguientes: - Potencia instalada: 5 CV. - Consumo de agua: 0,2 litros/s. - Dimensiones: 1.800 x 1.150 x 2.780 mm. - Instalacin elctrica: 220/380 V. 50 Hz. Trifsico - Material de construccin: acero inoxidable. Tras el lavado suave, las rodajas de patata pasan a una mesa vibradora con criba para la eliminacin de pequeas piezas y separacin del agua. Las caractersticas tcnicas de la mesa vibradora con criba son las siguientes: - Potencia instalada: 3 CV. - Dimensiones: 2.400 x 1.150 x 1.425 mm. - Instalacin elctrica: 220/380 V. 50 Hz. Trifsico - Material de construccin: acero inoxidable.
ANEJO II
INGENIERA DEL PROCESO
7. ESCALDADO La rotura celular y el incremento de superficie que se produce como consecuencia del cortado de las patatas favorece la oxidacin y la actividad microbiolgica y enzimtica. Para destruir esta actividad enzimtica se realiza un escaldado previo a la fritura. El escaldado reduce el nmero de microorganismos contaminantes presentes en la superficie de los alimentos y contribuye, por tanto, al efecto conservador de las operaciones subsiguientes. El mtodo de escaldado que se emplear en la planta a procesar ser el escaldado por vapor, consistente en mantener durante un tiempo el alimento en una atmsfera de vapor saturado. Se ha elegido el escaldado por vapor frente al escaldado por agua caliente, debido a que produce una menor prdida de componentes hidrosolubles y un menor volumen de efluentes, y por tanto menor gasto, que los escaldadores de agua caliente, especialmente cuando se usan sistemas de enfriamiento por aire, en lugar de por agua. Son adems fciles de limpiar y esterilizar. Un escaldador a vapor est constituido, esencialmente, por una cinta sinfn de malla que transporta el producto en una atmsfera de vapor. El tiempo de permanencia del producto se controla variando la velocidad de la cinta, siendo para este tipo de producto de 3 minutos. El vapor necesario para esta operacin proceder de una caldera instalada para tal fin en la industria. El alimento entra y sale del escaldador a travs de unas vlvulas rotatorias o cierres hidrostticos que reducen las prdidas de vapor. La calidad del agua de alimentacin de la caldera ser crtica para el buen funcionamiento de la misma, por lo que se instalar, en la sala de la caldera, un conjunto de equipos para el tratamiento de tales aguas de alimentacin de la caldera. Dichos equipos son un descarbonatador, un desmineralizador, y un desgasificador, como aparece recogido en el Anejo de Instalacin de Vapor.
ANEJO II
INGENIERA DEL PROCESO
- Potencia instalada: 3,5 CV. - Dimensiones: 3.000 x 1.150 x 4.700 mm. - Instalacin elctrica: 220/380 V. 50 Hz. Trifsico - Material de construccin: acero inoxidable. Desde el escaldador, las lminas de patata pasarn a una cinta transportadora donde quedarn esparcidas y all les ser eliminada el agua mediante un equipo secador con ventilador de aire, ya que, si las patatas estn secas, se freirn mejor y ms rpido. Tal cinta transportadora, de acero inoxidable, tiene una potencia instalada de 1 CV y unas dimensiones de 2.000 x 1.150 mm. La disposicin de la misma ser ligeramente inclinada para depositar las lminas de patata en la siguiente cinta transportadora cubierta, que est a una altura algo inferior, y que ser la que lleve las rodajas hasta la freidora. Esta ltima cinta transportadora tiene, asimismo, una potencia instalada de 1 CV y unas dimensiones de 1.800 x 1.150 mm, y se encuentra a una altura superior, de 1.570 mm. El equipo secador con ventilador de aire eliminar el agua de las lminas de patata, haciendo as ms efectivo el trabajo de la freidora. Constar de dos ventiladores, con un radio de 300 mm cada uno. La potencia instalada del equipo secador ser de 3 CV.
8. FRITURA La fritura es una operacin unitaria destinada a modificar las caractersticas organolpticas del alimento, consiguiendo tambin un efecto conservador por la destruccin trmica de los microorganismos y enzimas presentes en el mismo y por la reduccin de la actividad de agua en su superficie, o en toda su masa, en el caso de los alimentos cortados en rodajas finas, tales como las patatas chips.
10
ANEJO II
INGENIERA DEL PROCESO
La vida til de los alimentos sometidos a fritura depende esencialmente de su contenido en agua residual. Las patatas chips, sometidas a un intenso proceso de fritura, se conservan hasta doce meses envasadas a temperatura ambiente en condiciones adecuadas. En el proceso de fritura es muy importante la grasa a emplear, pero no menos importante es el equipo de fritura, tanto a nivel de diseo, como de limpieza y mantenimiento. El tiempo de fritura depende del contenido de humedad de las patatas y del agua de lavado que no se ha conseguido eliminar en el secado de las rodajas. Normalmente este tiempo oscila entre 2 y 3 minutos. La temperatura de fritura oscilar entre 140-180 C. Se puede frer a una temperatura inferior para evitar un oscurecimiento excesivo de las lminas de chips en algunas variedades. La proporcin entre el aceite y el peso de las lminas crudas ha de ser de 6 a 1. Dentro de los mtodos comerciales de fritura, se utilizar el de inmersin, en el que la transmisin de calor se produce por una combinacin de conveccin (en la masa del aceite) y de conduccin (en el interior del alimento). En este tipo de fritura, el alimento recibe en toda su superficie el mismo tratamiento trmico, lo cual le confiere un color y aspecto uniformes. La instalacin utilizada para esta operacin ser una freidora continua automtica con bajo consumo de aceite, de 20-25 litros/h. Esta instalacin est constituida por una cinta sinfn de malla de acero, sumergida en un bao de aceite. El aceite es calentado por gasoil a una temperatura determinada, controlada por un termostato, para lo cual la freidora cuenta con un equipo auxiliar, un calentador trmico de aceite, con quemador para gasoil.
11
ANEJO II
INGENIERA DEL PROCESO
El alimento se introduce en el bao a la cadencia adecuada y es impulsado por unas paletas que lo mueven lentamente, sumergindose en l y atravesndolo sobre la cinta sinfn. Ya que la densidad del alimento le permite flotar, ste se mantiene sumergido por una segunda cinta sinfn a poca altura sobre la anterior. El tiempo de fritura se controla mediante la velocidad de la cinta y la temperatura del aceite. Una vez frito, el alimento es extrado del bao por una cinta sinfn en la que escurre. El aceite circula en la freidora de forma continua por intercambiadores de calor externo y a travs de un filtro, para eliminar las partculas de alimento. El filtrado aumenta el tiempo de utilizacin del aceite eliminando las partculas de alimento que, de otra forma, se quemaran, afectando al aroma y al bouquet del producto. Adems, esta instalacin posee un sistema para controlar la polucin, que evita que el humo y otros productos de degradacin del aceite se evacuen a la atmsfera, ya que los gases evacuados se reconducen al quemador que calienta el aceite. La freidora cuenta con dos tanques de aceite en una estructura comn: un tanque para el almacenamiento del aceite de fritura durante el tiempo en que no hay procesado, y el otro tanque para suministrar aceite fresco. Las caractersticas tcnicas del equipo de la freidora son: - Potencia instalada: 7,5 CV. - Dimensiones: 6.450 x 1.550 x 4.700 mm. - Capacidad de aceite mxima = 200 litros - Capacidad de aceite mnima = 89 litros - Instalacin elctrica: 220/380 V. 50 Hz. Trifsico. - Material de construccin: acero inoxidable, debido a la no conveniencia de la presencia de trazas de metales en el aceite, que actuaran como catalizadores, acelerando todas las reacciones de degradacin.
12
ANEJO II
INGENIERA DEL PROCESO
Se hicieron, en el Anejo Materias Primas, unas consideraciones acerca de la fritura, que han determinado el consumo de aceite de la freidora: La relacin alimento: aceite ms adecuada es 1:6. La adicin de aceite nuevo al aceite ya usado para reponer las prdidas debidas a evaporacin y absorcin por el producto provoca un deterioro mayor del aceite usado. Debido a las caractersticas del aceite, es posible utilizarlo en una jornada de fritura de 8 horas, sin que con ello se exceda el lmite del 25% de polifenoles marcado en la legislacin. Para mantener la proporcin deseada alimento:aceite durante la fritura sin adicionar aceite se ir reduciendo la produccin horaria desde 175 kg/h hasta 80 kg/h de patatas chips segn:
Tiempo (h) 0:00 - 1:00 1:00 - 2:00 2:00 - 3:00 3:00 - 4:00 4:00 - 5:00 5:00 - 6:00 6:00 - 7:00 7:00 - 8:00
Kg de patata 790 700 624 556 500 448 400 356
Litros de aceite 200 175 156 139 125 112 100 89
Kg de patatas chips 175 155 140 125 110 100 90 80
De esta manera, considerando unas prdidas por evaporacin y absorcin por el producto de un 10-12%, se obtiene una produccin media de 125 kg/h de patatas chips y la renovacin del aceite ser total al trmino de cada jornada.
13
ANEJO II
INGENIERA DEL PROCESO
Al final de la lnea de produccin y antes del empaquetado se lleva a cabo una inspeccin visual de las patatas chips eliminndose a mano las de calidad inferior. La inspeccin se lleva a cabo sobre una cinta transportadora de dimensiones 2.000 x 600 mm, que va ligeramente inclinada hacia arriba hasta descargar en el tambor de salado. La potencia instalada de tal cinta transportadora es de 1 CV.
9. SALADO Se emplearn dos lneas en la produccin de chips, unas con sal y otras sin sal. La cantidad de sal, en su caso, ser de 1,5-2 kg por cada 100 kg de chips. La sal no debe contener humedad. El sistema de salado consiste en una cinta sinfn que transporta el alimento bajo una tolva cuyo fondo est constituido por una malla y que contiene la sal. Al final de la cinta sinfn, el producto cae al interior de un tambor de acero inoxidable que rueda en posicin ligeramente inclinada. Los salientes que el tambor posee en su cara interna agitan suavemente el alimento y distribuyen la sal homogneamente por toda su superficie. El ngulo y velocidad de rotacin se ajustan para controlar el tiempo de permanencia del producto en su interior. Las caractersticas tcnicas del equipo de salado son: - Potencia instalada: 4,5 CV. - Dimensiones: 2.400 x 1.250 x 2.565 mm. - Instalacin elctrica: 220/380 V. 50 Hz. Trifsico. - Material de construccin: acero inoxidable.
14
ANEJO II
INGENIERA DEL PROCESO
10. ENVASADO El envase constituye una barrera entre el alimento y el medio ambiente, que se opone a la transmisin de calor, de humedad, de gases, y a la eventual contaminacin por microorganismos o insectos. El envasado se realizar una vez el producto procesado est enfriado. El envase que se usar en la planta a proyectar ser una pelcula flexible, dadas las siguientes ventajas: su coste es relativamente bajo, es bastante impermeable al oxgeno, al vapor de agua y a los gases, se puede termosellar, puede emplearse en cadenas de llenado a gran velocidad, mantiene su resistencia tanto en condiciones hmedas como secas, puede imprimirse fcilmente, se maneja con facilidad y es un material muy ligero. Para el envasado se dispone de una pesadora envasadora multicabezal totalmente automatizada, que realiza las funciones de pesado de las patatas, formacin de las bolsas a partir de la pelcula flexible termosoldable embobinada y llenado y cerrado de las mismas. Se trata de una instalacin vertical donde una bobina de material es estirada intermitentemente sobre un dispositivo de moldeo, por el movimiento vertical de unas mandbulas cerradoras. En el proceso se forma una costura lateral, el fondo del envase se sella por una pinza caliente y ste se rellena. Seguidamente se cierra de forma simultnea la boca del envase y el fondo del envase siguiente. La dosificacin se realiza mediante el ascenso a la tolva de alimentacin de las patatas mediante una noria de cangilones.
15
ANEJO II
INGENIERA DEL PROCESO
Caractersticas: Sistema automtico de taraje para autocalibracin y correccin de errores. Armazn de acero al carbono. Protecciones antiaccidentes y antirruido. Dosificacin mediante mecanismo de seleccin y pesado automtico. Dosificador doble. Peso mximo de las bolsas: 1000 g. Dimensiones mximas de las bolsas: 250 x 600 mm. Dimetro del agujero del paquete: 60-70 mm. De 100 a 210 pesadas por minuto. Potencia instalada: 8,85 CV. Presin aire: 6 kg/cm2. Instalacin elctrica: 220/380 V. 50 hz. Trifsico. Dimensiones: 3.200 x 1.600 x 3.450 mm. Se realizar el envasado en bolsas de tres tamaos: 140 g. Dimensiones: 270 x 190 mm. 225 g. Dimensiones: 380 x 220 mm. 400 g. Dimensiones: 590 x 250 mm.
11. FORMACIN DE CAJAS Se emplear un sistema de envasado combinado, ya que las patatas chips envasadas en pelculas flexibles sern embaladas en cajas de cartn. Estas cajas se embalan a su vez, para su transporte, en plstico retrctil.
16
ANEJO II
INGENIERA DEL PROCESO
Antes de que las bolsas de patatas se dispongan en las cajas de cartn, hay que preparar tales cajas, se har con una formadora de cajas completamente automtica y prevista para trabajar con cajas de cartn ondulado. Puede ser ajustada a los distintos tamaos de cajas. En este proyecto se usar un solo tamao de cajas para los distintos tamaos de bolsas. Las cajas sern de dimensiones: 530 x 360 x 310 mm. y se llenarn con : 6 bolsas de 400 g. 12 bolsas de 225 g. 14 bolsas de 140 g. Las cajas son manipuladas con ventosas y expulsadas de la mquina para su posterior llenado. La formadora est equipada con un almacn que puede contener hasta 80 cajas. Caractersticas: Formadora de cajas en acero inoxidable. Capacidad mxima: 10 cajas/minuto. Potencia instalada: 1 CV. Presin de aire comprimido: 0,6 kPa (6 bar). Consumo de aire: 20-40 litros de aire libre por caja. Instalacin elctrica: 220/380 V. 50 hz. Trifsico. Dimensiones: 2.240 x 1.685 x 1.740 mm.
17
ANEJO II
INGENIERA DEL PROCESO
12. PALETIZADO Una vez las bolsas embaladas en las cajas, se proceder al paletizado y enfardado de las mismas para su transporte. Se ha proyectado el paletizador como un equipo semiautomtico. Se usarn Europalets, cuyas dimensiones son: 1.200 x 800 mm. Cada capa del palet constar de cuatro cajas y sern 5 las capas, por lo que la altura de palet ser de 1.550 mm. El paletizador est controlado por una serie de transmisores que convierten las seales en movimientos. La altura del palet est controlada por dos clulas fotoelctricas. Especificaciones tcnicas del paletizador: Altura de entrada de la bandeja: Ajustable. Altura mxima de cajas: 500 mm. Peso mximo por capa: 250 kg. Capacidad: 10-15 cajas/minuto, dependiendo de las medidas y del mosaico. Potencia: 3 CV. El paletizador no requiere aire comprimido. Equipamiento de seguridad: Estera elctrica de seguridad bajo la bandeja de transferencia. Corta la corriente si existe contacto. Estera elctrica de seguridad en la zona del operario. Protecciones de seguridad en los laterales libres. Peso neto del equipo: aproximadamente 600 kg. Dimensiones: 3.010 x 1.808 x 2.250 mm.
18
ANEJO II
INGENIERA DEL PROCESO
13. ENFARDADO Para el embalado del papel en el plstico retrctil se usar una enfardadora con pisn superior automtico. El pisn superior se mueve hacia arriba y hacia abajo automticamente sujetando el palet durante el ciclo de enfardado. El pisn superior puede ajustarse en altura de acuerdo con la altura mxima del palet: el desplazamiento es entonces minimizado, obteniendo una mayor produccin de la mquina. Caractersticas: Dos programas automticos. Nmero opcional de vueltas arriba y abajo. Fcil eleccin entre enfardado simple o doble (espiral). Ajuste manual de la tensin del film y fcil colocacin del mismo. Accesorios: freno electromagntico, pre-estiraje, sistema automtico de corte del film, velocidad variable del carro portabobinas, carro para malla, arranque suave, motor frenado de la plataforma, rampa de acceso, rodillos sobre la plataforma, sistema de transporte de la mquina, alarma fin de film. Dimensiones de los palets: longitud: 1.200 mm.(mx.) anchura: 8.00 mm. (mx.) altura: 1.755 mm. (mx.); 570 mm. (mn.) Dimensiones de la mquina: anchura: 1.500 mm. longitud: 2.615 mm. Dimetro de la plataforma: 1.480 mm. Nmero de vueltas/minuto: 10 rpm. Altura de columna: 2.500 mm. Capacidad de la mquina por hora: mximo 50 enfardados. Peso mximo del palet: 1.500 kg. Instalacin elctrica: 220/380 V. 50 hz. Trifsico.
19
ANEJO II
INGENIERA DEL PROCESO
Potencia instalada: 1 CV. Bobina de film: dimetro mximo del ncleo 400 mm. dimetro del ncleo 76 mm. anchura de la bobina 440-520 m.
20
ANEJO II
INGENIERA DEL PROCESO
ANEJO II. INGENIERA DEL PROCESO NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. DEFINICIN Y DESCRIPCIN DEL PROCESO PRODUCTIVO ............................... 1 3. RECEPCIN.................................................................................................................... 4 4. ALMACENAMIENTO .................................................................................................... 5 5. PELADO DE LAS PATATAS .......................................................................................... 5 6. CORTADO DE LAS PATATAS ...................................................................................... 7 7. ESCALDADO .................................................................................................................. 9 8. FRITURA ....................................................................................................................... 10 9. SALADO ........................................................................................................................ 14 10. ENVASADO ................................................................................................................ 15 11. FORMACIN DE CAJAS .......................................................................................... 16 12. PALETIZADO .............................................................................................................. 18
21
ANEJO III
CONTROL DE CALIDAD
1. INTRODUCCIN
Las empresas agroalimentarias estn fuertemente influenciadas por el marketing, y pretenden, cada vez ms, satisfacer al consumidor por encima de cualquier otro objetivo, para lo cual llevan a cabo un adecuado manejo de sus variables comerciales o de marketing. La calidad constituye una ms de estas variables comerciales, siendo cada vez ms demandada, junto con un bajo precio, a tales empresas. Esto requiere la implantacin de un sistema de calidad que pueda garantizar ambos requerimientos.
En la actualidad, por tanto, la calidad constituye el factor clave de la gran mayora de las empresas agroalimentarias con xito comercial, donde se est erigiendo como el mximo responsable de los niveles de ventas y beneficios, aunque para las pequeas y medianas empresas est ya dejando de ser un argumento de competitividad para convertirse en un factor de supervivencia en el mercado
El concepto de calidad es muy intuitivo aparentemente, pero resulta en la prctica difcil de acotar con una definicin. Segn las Normas Industriales Japonesas, la calidad de un producto es la totalidad de las caractersticas o rendimientos propios que son objeto de evaluacin para determinar si un producto o servicio satisface o no las finalidades de su uso. Esta definicin es bsicamente la mantenida tambin por la Sociedad Americana para el Control de Calidad, para quien la calidad es la totalidad de funciones o caractersticas de un producto o servicio dirigidas a su capacidad para satisfacer las necesidades de un cierto usuario. Otra definicin coincidente con las anteriores es la que aparece reflejada en la Norma Internacional ISO 8401-1986, para quien la calidad es el conjunto de propiedades y caractersticas de un producto o servicio que le confieren aptitud para satisfacer unas necesidades expresadas o implcitas.
ANEJO III
CONTROL DE CALIDAD
Atendiendo a estas definiciones del concepto de calidad, se puede decir que la calidad se orienta en la actualidad hacia el consumidor, de modo que un producto de calidad es aquel que, a un menor coste, cubre mejor las necesidades y expectativas del consumidor. Por lo tanto, el objetivo principal de la empresa ser identificar y definir qu es lo que los consumidores entienden por un producto de calidad. Conseguido este primer objetivo, es necesario establecer un sistema que permita garantizar que la empresa puede proporcionar de forma continuada productos con dicha calidad.
Segn Pagola (1994), la calidad de una empresa puede conseguirse mediante diferentes planteamientos: Control de calidad, basado en la inspeccin de los productos finales Aseguramiento de la calidad, basado en la prevencin Calidad total, principio de cero defectos
Lo ideal es tender a la calidad total, pero esto requiere una evolucin que pase por los anteriores estados. Una vez implantado el sistema de aseguramiento de calidad, la empresa puede plantearse la obtencin de la certificacin de empresa concedida por AENOR.
Por tanto, la calidad en una empresa es una evolucin continua en busca de la mejora desde el control de calidad hasta la certificacin y, an ms, hasta la calidad total. En su obtencin son claves la implicacin de la totalidad del equipo humano que compone la empresa y una fluida comunicacin con el consumidor para mantenerse en todo momento prximo a sus preferencias.
ANEJO III
CONTROL DE CALIDAD
2. FACTORES QUE AFECTAN A LA CALIDAD
Las buenas prcticas higinicas estn basadas en la Directiva 93/43/CEE del Consejo, de 14 de junio, relativa a la Higiene de los Productos Alimenticios. y se encuentran vinculadas a los siguientes elementos:
- Hbitos higinicos de los manipuladores. - Requisitos y mantenimiento de instalaciones, equipos y utensilios. - Transporte de productos alimenticios. - Buenas prcticas de fabricacin. - Formacin del personal.
2.1. Hbitos higinicos de los manipuladores
El personal que trabaja en la industria alimentaria y que manipula materias primas y alimentos debe tomar conciencia de la importancia y repercusin social que tiene el correcto desempeo de su labor, as como de su influencia en la calidad sanitaria y comercial del producto final. Pueden suponer un riesgo de transmisin de microorganismos patgenos a los alimentos y, por tanto, de producir infecciones e intoxicaciones en los consumidores.
La contaminacin debida a los manipuladores puede reducirse al mnimo con una buena higiene personal. Algunos procedimientos son: Lavado cuidadoso de las manos y posterior secado con aire caliente tras la utilizacin de los servicios y antes de empezar a trabajar. Durante la manipulacin debern lavarse las manos tantas veces como sea necesario y despus de todo tipo de interrupcin. Las uas deben llevarse limpias, sin esmaltes y cortas, puesto que debajo de ellas se albergan con gran facilidad todo tipo de microorganismos.
3
ANEJO III
CONTROL DE CALIDAD
Se debe comunicar de forma inmediata cualquier patologa o enfermedad infectocontagiosa que se sufra y que pueda representar un riesgo de transmisin de agentes patgenos a los alimentos. Cuando hay lesiones cutneas ya reconocidas por el mdico, ste deber certificar la adecuacin del empleado y, en caso de permanencia en la cadena, la herida deber aislarse por completo, protegindola con una cubierta impermeable, preferiblemente de color vivo para facilitar su hallazgo en caso de prdida. Si se permite fumar, debe limitarse a zonas especiales, nunca en las zonas de elaboracin, recepcin ni expedicin. En las zonas de elaboracin, recepcin y expedicin estar prohibido tomar caramelos y masticar chicle, ya que aumenta el riesgo de contaminacin. La ropa de trabajo debe ser distinta de la de calle, limpia y preferentemente de colores claros. No debe estar confeccionada con material absorbente, que puede acumular microorganismos y residuos de alimentos. El pelo y la barba deben protegerse con mallas y redecillas, para evitar contaminacin por pelos. Los manipuladores y personal en contacto con los alimentos no deben usar joyas, pendientes, relojes, gemelos, laca de uas, etc. Higiene personal en las instalaciones sanitarias y en los aseos convenientemente ubicados.
2.2. Requisitos y mantenimiento de las instalaciones, equipos y utensilios
Todas las instalaciones y equipos que entren en contacto con los productos alimenticios han de mantenerse en buen estado de conservacin y se deben limpiar y desinfectar de acuerdo con el programa correspondiente.
ANEJO III
CONTROL DE CALIDAD
Los lavabos para la limpieza de las manos debern estar debidamente localizados y en nmero suficiente, as como los inodoros de cisterna, que debern estar conectados a un sistema de desage adecuado para los objetivos previstos y en cuya construccin y diseo deber haberse evitado cualquier riesgo de contaminacin de los productos alimenticios. Los inodoros no debern comunicar directamente con los locales en los que se manipulen alimentos.
Las estructuras de apoyo tales como mesas, carros, etc. se conservarn en perfecto estado y se inspeccionarn y limpiarn peridicamente. Las superficies de tales estructuras se mantendrn en todo momento limpias, cuidando especialmente aquellas que se encuentran en contacto directo con los alimentos.
Las superficies de las paredes se conservarn en buen estado y sern fciles de limpiar y desinfectar. Los techos, falsos techos y dems instalaciones suspendidas estarn diseados, construidos y acabados de forma que impidan la acumulacin de suciedad y reduzcan la condensacin.
Las ventanas y dems huecos practicables debern tener una construccin tal que impida la acumulacin de suciedad. Si al abrir las ventanas se favorece la contaminacin, stas permanecern cerradas durante la produccin.
2.3. Transporte de los productos alimenticios
Se utilizarn vehculos que se encuentren en condiciones adecuadas de limpieza y mantenimiento con el fin de proteger a los alimentos de la contaminacin. El transporte de los alimentos ser exclusivo si, en caso contrario se puede producir contaminacin de los mismos.
ANEJO III
CONTROL DE CALIDAD
2.4. Buenas prcticas de fabricacin
Los puntos en los que el control ha de ser mayor de cara a la obtencin de la mxima calidad son: las materias primas, la preparacin y fabricacin del producto, el producto final obtenido y las operaciones finales tales como el envasado o la distribucin.
Materias primas Personal del Departamento de Calidad participar en la seleccin y valoracin de los proveedores apropiados. Para cada lote de material a adquirir se obtendr y analizar una muestra; de cada una de ellas se evaluar la calidad y la idoneidad y se comprobar que el material cumple las especificaciones y corresponde a lo esperado de l.
Donde las circunstancias lo permitan se comprobar que el proveedor posee un sistema adecuado de control de calidad, pero, en cualquier caso, los envos deben ser inspeccionados y, si el tiempo lo permite, tomar una muestra y realizar un anlisis antes de que el material sea descargado o trasvasado. Cuando las materias primas estn ya descargadas o en depsito, se realizar un muestreo ms amplio y un anlisis ms completo.
Cada partida ser claramente identificada con el fin de relacionarla con las muestras tomadas para el anlisis y con los documentos aportados por el proveedor.
El tcnico de laboratorio y el encargado del almacn realizarn un examen completo de las existencias, asegurando la calidad de las mismas y, en el caso de que las materias primas no cuenten con la calidad exigida, se devolvern las partidas inadecuadas y se tomarn las medidas oportunas para asegurar la continuidad de la produccin del alimento con la calidad deseada.
ANEJO III
CONTROL DE CALIDAD
Procesado Para asegurar la elaboracin satisfactoria del producto se efectuarn pruebas, y stas se realizarn lo ms cerca posible de la lnea de procesado, ya que, de esta manera, la aplicacin de la informacin se har con la mayor brevedad.
El producto elaborado se someter a comprobaciones adicionales para confirmar que los controles durante el proceso han asegurado la obtencin de un producto satisfactorio. Se comprobarn parmetros tales como: color, aspecto, sabor, humedad, etc.
Envasado y etiquetado Aunque los materiales de envasado tienen la consideracin de materias primas, el tema del envasado es amplio y complejo en el contexto del control de calidad.
En el caso de las patatas chips, el envase, adems de cumplir su funcin de contenedor del producto, tambin sirve de informacin promocional, proporcionando una apariencia atractiva que ayuda a la venta del producto. El material de envasado, adems de cumplir las anteriores funciones, debe interaccionar satisfactoriamente con el equipo de produccin, tanto mecnico como humano, de acuerdo con el coste real y sin causar una excesiva prdida de tiempo, dar origen a residuos o afectar a la integridad final del producto.
Es importante el establecimiento de las especificaciones del material de envasado y el cumplimiento de las mismas en su recepcin.
Ya envasado el producto tambin se tomarn muestras para comprobar que el pesado se haya realizado de acuerdo con los lmites permitidos y que el producto en su conjunto cumple las normas que la industria desea. Es ms difcil tomar muestras representativas del producto ya envasado, pero estas muestras son importantes ya que representan la forma en la
7
ANEJO III
CONTROL DE CALIDAD
que el consumidor lo adquirir y utilizar. La fama del productor depender de la calidad que tenga el producto en esta fase.
El envase ha de mantener el producto con la calidad deseada durante un tiempo superior al de vida til declarado y con un margen de exceso.
Se marcar cada envase con un cdigo que estar relacionado con el nmero de lote de produccin, guardndose los oportunos registros. De esta manera, cualquier envase devuelto tras un examen posterior, podr ser relacionado con una partida determinada de materias primas o con algn problema u operacin defectuosa en la lnea de elaboracin.
Respecto al etiquetado, las Normas para el Etiquetado de Alimentos de 1984, obligan a indicar la naturaleza del producto, una lista de ingredientes, en orden descendente, y de los pesos declarados, y una indicacin de la caducidad.
Almacenamiento y distribucin El producto final debe almacenarse en unas condiciones ptimas a una temperatura adecuada. El encargado de almacn realizar un control de los productos que permanezcan unos das almacenados enviando muestras peridicamente a la seccin oportuna.
Los envases se controlarn inmediatamente antes de su distribucin para comprobar que estn en buen estado y asegurar que su contenido se corresponde con el que figura en la etiqueta.
Antes de la carga de los vehculos para la distribucin, se comprobar que estn limpios y en buen estado y que no hayan transportado otros artculos que hayan podido causar contaminacin.
ANEJO III
CONTROL DE CALIDAD
Establecimiento de cambios Si la industria alimentaria cuya planta se proyecta evoluciona prsperamente es muy probable que se establezcan cambios en la misma, incluso varios al ao. Ejemplos de cambios en la industria alimentaria son la introduccin de una nueva lnea de elaboracin, un nuevo proceso o un envasado diferente. En el caso de que se produzca un cambio, habr de ser debidamente documentado y notificado con antelacin. Se identificarn los suministros de ingredientes y los lotes de produccin correspondientes para que cualquier problema que pueda presentarse durante la venta del producto pueda analizarse.
Cuando se produce un cambio es difcil saber todas las implicaciones que del mismo se derivan, debido a lo cual se implantar un sistema de comprobaciones que tenga en cuenta todos los aspectos.
Sistemas que garanticen la calidad La comprobacin de los puntos crticos de control se llevar a cabo por el Departamento de Control de Calidad, el cual ser informado de los PCC que ha de comprobar, de los mtodos analticos a utilizar, de la frecuencia de aplicacin de los mismos, de los lmites aceptables y de las acciones a tomar cuando se superan tales lmites. Los datos deben ser revisados con regularidad para comprobar que todos los PCC se hallan bajo control y que no son necesarios puntos adicionales o distintos criterios de control.
Para facilitar la interpretacin de los datos por el personal del Departamento de Control de Calidad, del Departamento de Produccin y por las autoridades reguladoras, se implantar un sistema de registro de tales datos.
ANEJO III
CONTROL DE CALIDAD
2.5. Formacin del personal
Como se ha indicado anteriormente, el personal que trabaja en la industria alimentaria y que manipula materias primas y alimentos debe mantener la mxima higiene, tanto personal, como la higiene de las operaciones y manipulaciones. Para conseguir este cometido, se realizarn programas de formacin en materia de higiene.
Adems, todo manipulador de alimentos tiene la obligacin de contar con un Carnet de Manipulador expedido por la Administracin competente y un certificado mdico que acredite, en el momento del inicio de la relacin laboral, que no existe ningn impedimento sanitario para la realizacin de su trabajo.
3. CONTABILIDAD DE LOS COSTES TOTALES DE CALIDAD Y AUDITORAS
La Gestin de la Calidad consiste en ofrecer la calidad demandada en un mercado de manera rentable para la empresa, lo cual implcitamente exige el menor coste posible. Los costes que conlleva la implantacin de un sistema de control de calidad se definen a continuacin. En primer lugar estn los costes controlables derivados de las actividades de prevencin y de evaluacin. Con la prevencin, la empresa intenta reducir o evitar los fallos. Con la evaluacin, la empresa intenta comprobar el nivel de calidad de su producto. La ltima componente del coste total de calidad son los costes debidos a los fallos. Se pueden clasificar en internos (los aparecidos antes de la venta o de que lleguen al cliente) o externos, ocurridos cuando el producto ya ha sido vendido o est en manos del cliente. En este ltimo caso, los costes pueden ser de tipo tangible (los ocasionados por el cambio de un producto defectuoso)
10
ANEJO III
CONTROL DE CALIDAD
o intangibles (la prdida de imagen comercial o la desmotivacin de los empleados o del equipo de vendedores).
Se muestran a continuacin, con ms detalle, los diferentes componentes de los costes de cada grupo anterior:
Costes de prevencin: Coste de la investigacin de mercados inicial para analizar cul es el concepto de Calidad (y sus variables) que tienen los clientes de la empresa. Costes de formacin previa implantacin del plan de control de calidad. Costes de los grupos de control de calidad. Coste de edicin de los manuales de calidad. Coste del funcionamiento de los crculos de calidad. Coste de las actividades de mantenimiento preventivo. Costes de preparacin, diseo y puesta en marcha del plan de control de la calidad total.
Costes de evaluacin: Coste de funcionamiento del Departamento de Calidad. Coste de formacin de evaluadores. Coste de auditoras (internas o externas) Costes de los estudios de mercado para conocer la imagen de calidad de los productos ofrecidos. Coste de los materiales y productos utilizados en la evaluacin.
Costes de los fallos: Coste de productos defectuosos (productos no vendidos que no alcanzan la adecuada calidad). Costes de los retrasos y aceleraciones.
11
ANEJO III
CONTROL DE CALIDAD
Costes de las ventas perdidas. Costes de los accidentes. Coste de desmotivacin de empleados. Coste de exceso de stocks. Coste de incrementos del plazo de cobro de clientes. Coste de reclamaciones, pleitos e indemnizaciones. Coste de la prdida de imagen por los fallos. Costes financieros.
4. LAS NORMAS DE CALIDAD ALIMENTARIA EN LA EMPRESA AGROALIMENTARIA
La gestin de la calidad en la empresa agroalimentaria est pasando de estar centrada en el cumplimiento de la normativa de calidad alimentaria, referida bsicamente al producto, a ser un ambicioso proyecto para alcanzar la Calidad Total.
Del concepto de calidad tal como se ha definido, es decir, como un juicio del consumidor, se puede deducir fcilmente la existencia, en cada mercado o segmento, de unas condiciones mnimas de venta para cada producto agroalimentario. Las Normas de Calidad pueden entenderse como estos requisitos mnimos, pero en vez de ser exigencias del consumidor, lo son de la legislacin, siendo siempre independientes del mercado objetivo de la empresa.
La Normalizacin, es decir, el establecimiento de normas para un producto agroalimentario, puede resultar un trmino equvoco, pues parece estar relacionado exclusivamente con las Normas Alimentarias de Calidad. Sin embargo, se utilizar el concepto de Normalizacin en un sentido ms amplio, como el establecimiento de especificaciones o
12
ANEJO III
CONTROL DE CALIDAD
documentos (las Normas) que prescriban las exigencias a las que el producto y la propia empresa agroalimentaria deben estar conformes. As pues, exigencias sobre la calidad establecidas libremente por una empresa agroalimentaria debern entenderse tambin como una Norma Alimentaria de Calidad, evidentemente diferenciada de las habituales Normas de Calidad. Como muchas otras actividades empresariales, la agroalimentaria no est exenta del intervencionismo por parte de los poderes pblicos nacionales y de la U.E. con la finalidad de garantizar aspectos tan bsicos como la salud y la correcta informacin al consumidor.
En una primera aproximacin, las Normas Alimentarias de Calidad que regulan la actividad agroalimentaria pueden clasificarse en tres grandes grupos: Las Normas de Derecho Alimentario Las Normas Comunes de Comercializacin La Normativa Medioambiental
Las
Normas
de
Derecho
Alimentario
incluyen
disposiciones
destinadas
fundamentalmente a proteger la salud del consumidor, por ello estas normas se basan en variables como la composicin, el etiquetado, el envasado, los aditivos, los aromas y los materiales en contacto con los alimentos. En este apartado se pueden incluir las siguientes Directivas de la C.E.E.: "Norma general de Etiquetado, Presentacin y Publicidad de los productos alimenticios" (Directivas 89/395/CEE, 89/396/CEE y 91/72/CEE). "Marcas de identificacin de los lotes" (Directiva 91/238/CEE). "Regulacin de cantidades nominales y de capacidades nominales para determinados productos envasados" (Directiva 88/316/CEE y 89/676/CEE). "Norma general de etiquetado nutricional de los productos alimenticios" (Directiva 90/496/CEE). "Gama de envases" (Directiva 88/316/CEE).
13
ANEJO III
CONTROL DE CALIDAD
"Reglamentacin tcnico-sanitaria de aditivos autorizados en los productos alimenticios destinados al consumo humano" (Directiva 89/107/CEE). "Materiales en contacto con los alimentos" (Directiva 89/109/CEE). "Reglamento sobre Registro General Sanitario de Alimentos" (Real Decreto 1712/1991, BOE 4,XII, 1991) "Normas relativas a los manipuladores de alimentos" (R.D. 202/2000, de 11-2)
Las Normas Comunes de Comercializacin tienen como objetivos principales el eliminar del mercado los productos con calidad deficiente y el facilitar los intercambios intracomunitarios.
La Normativa Medioambiental (Directiva 83/189/CEE) incide tanto en la recuperacin de los envases y embalajes, aspecto importante en un sector que los utiliza con profusin, como en la regulacin de la materia orgnica vertida como agua residual (Directiva 91/271/CEE), aspecto no menos importante en la actividad de ciertas empresas del sector.
5. LOS SISTEMAS DE ASEGURAMIENTO DE LA CALIDAD
La gestin de la calidad en la empresa agroalimentaria est pasando de estar centrada en el cumplimiento de la normativa alimentaria, referida nicamente al producto, a un ambicioso proyecto para alcanzar la Calidad Total.
El Aseguramiento de la Calidad es, segn lo define la Norma ISO 8402-1986, el conjunto de las acciones preestablecidas y sistemticas necesarias para dar la confianza apropiada de que un producto o servicio satisfar las exigencias fijadas en cuanto a calidad. El Aseguramiento de Calidad exige en la prctica disponer de un sistema de calidad, es decir, de la estructura organizativa, los procedimientos y los recursos necesarios para la puesta en marcha de un sistema de aseguramiento de la calidad (Norma ISO 8402-86). Existen unas
14
ANEJO III
CONTROL DE CALIDAD
normas que sirven como indicadores tanto para crear un sistema de aseguramiento de la calidad como para evaluar dicho sistema: las normas Internacionales ISO serie 9000.
15
ANEJO III
CONTROL DE CALIDAD
Por otra parte, la Certificacin de Empresa Registrada dada por AENOR (Asociacin Espaola de Normalizacin y Certificacin) es el reconocimiento por este organismo de la conformidad del Sistema de Aseguramiento de Calidad de la empresa a las normas UNE 66.901, UNE 66.902 y UNE 66.903 equivalentes a las internacionales ISO 9001, ISO 9002 e ISO 9003 (nos referiremos a ellas indistintamente). En ningn caso la certificacin anterior es un reconocimiento tcnico o sobre la bondad del producto. En la actualidad existe reciprocidad en el reconocimiento a nivel europeo de esta certificacin debido a que AENOR pertenece a la red EQNet.
La empresa que desee esta certificacin de Empresa Registrada debe demostrar que para el conjunto de su organizacin, las responsabilidades, los procedimientos, los procesos y los recursos satisfacen las exigencias descritas en una de las Normas UNE 901, 902, 903. Estas Normas precisan adems la documentacin del Sistema de Aseguramiento de la Calidad (Manual de Calidad, Plan de Calidad, etc.) Las Normas ISO serie 9000 pueden ser utilizadas como indicadores tanto para crear un sistema de aseguramiento de la calidad como para evaluar dicho sistema. Describen lo que un proveedor tiene que hacer para garantizar que sus productos cumplan con los requisitos/normas contractuales y que un nivel de calidad acordado sea alcanzado. No sustituyen a los requisitos tcnicos de normas de producto o contractuales, sino que los complementan.
Las Normas internacionales pertenecientes a la familia ISO 9000 son genricas e independientes de cualquier industria o sector econmico. En conjunto proporcionan una gua para la gestin de la calidad y modelos para el aseguramiento de la calidad. En general, describen los elementos que deberan componer los sistemas de calidad, no cmo implantarlos en una organizacin especfica.
16
ANEJO III
CONTROL DE CALIDAD
La certificacin del Sistema de aseguramiento de Calidad otorgado por AENOR es un estmulo para la puesta en marcha y, posteriormente, para el mejoramiento del Sistema de Calidad en la empresa agroalimentaria. Adems esta certificacin es positiva para la imagen de la empresa, representando una ayuda para la expansin y conquista de mercados exteriores. Permite tambin suprimir las auditoras por parte de los clientes y, por tanto, sus costes asociados. Por ltimo, permite valorar el plan de control de la calidad en la empresa.
Se exponen, a continuacin, las exigencias de cada uno de los tres Sistemas de Calidad:
ISO 9001 Establece los requisitos que debe cumplir un sistema de calidad cuando contractualmente debe ponerse de manifiesto la capacidad de un suministrador para concebir, desarrollar, producir, instalar y, en ocasiones, mantener un proyecto. Dos son los objetivos de esta norma: evitar productos no conformes en todas las etapas, desde la concepcin del proyecto hasta el final de su vida til; y en su caso, permitir detectar tales productos no conformes y tomar las oportunas medidas correctivas.
La certificacin se centra en este caso en la capacidad de la empresa y el funcionamiento de su sistema de aseguramiento de la calidad, que es evaluado en todas las fases del proyecto (concepcin, realizacin, instalacin y mantenimiento).
ISO 9002 Establece los requisitos que debe cumplir un sistema de calidad cuando contractualmente se exige que se demuestre la capacidad de un suministrador para producir e instalar un proyecto.
17
ANEJO III
CONTROL DE CALIDAD
La certificacin se centra en este caso en los procesos de realizacin e instalacin del producto o servicio, considerando especialmente aquellos procedimientos que tienen una incidencia directa sobre la calidad.
ISO 9003 Establece los requisitos que debe cumplir un sistema de calidad cuando contractualmente se exige que se demuestre la capacidad de un suministrador para poner de manifiesto y controlar cualquier producto no conforme durante la inspeccin y ensayos finales.
La certificacin se centra en este caso en determinar la aptitud de la empresa para detectar cualquier no conformidad del producto.
Conviene comentar posibles malentendidos acerca de estas normas. El primero es que las propias Normas recogen que son complementos a los requisitos tcnicos especificados para el producto o servicio. No deben entenderse como sustitutivas de otras condiciones que deben reunir los productos. En segundo lugar, el cumplimiento de estas normas no es garanta de que el cliente quede satisfecho, ya que pueden producirse deficiencias en las especificaciones o en el propio sistema organizativo de la empresa.
Las Normas ISO 9001 y 9002 exigen la realizacin de auditoras internas totalmente planificadas y con informes escritos. Respecto a estas auditoras existen las Normas UNE 66905-87/1, UNE 66-905-87/2 y UNE 66-905-87/3, que sirven de gua en la evaluacin de los sistemas de calidad de una empresa, en relacin a su conformidad con los requisitos establecidos en las Normas UNE 66.901, 66.902 y 66.903.
La Norma ISO 9004, equivalente a la UNE 66.904.89, describe el conjunto bsico de elementos con los que puede desarrollarse e implantarse un sistema de gestin de calidad, siendo cada empresa responsable de adaptarlos y seleccionar los ms apropiados.
18
ANEJO III
CONTROL DE CALIDAD
Aunque un Sistema de Anlisis de Peligros y Puntos de Control Crticos, APPCC, y un Sistema de Aseguramiento de la Calidad son por definicin cosas diferentes y el primero es obligatorio y el segundo voluntario, ambos tienen una relacin muy estrecha y el hecho de tener uno de ellos facilita enormemente el poder implantar el otro.
El APPCC responde a una exigencia de controles preventivos, adecuadamente registrados, impuesta para todas las empresas de alimentacin por el Real Decreto 202/2000, de 11 de Febrero, sobre Normas relativas a los manipuladores de alimentos. Para su implantacin es necesario que la empresa identifique sus procesos, sus riesgos y las medidas de control. Garantiza, principalmente desde la prevencin, la integridad y salud de los consumidores de alimentos, sin embargo, se para ah, no contempla, pues no es su objetivo, la satisfaccin del cliente y del consumidor, la adecuacin de las materias primas, el tratamiento de las reclamaciones, las acciones de mejora sobre el proceso, etc., que s son contempladas en las normas ISO 9000. De hecho, tanto la Directiva 93/43 como el Real Decreto 202/2000 recomiendan, de manera especfica, la aplicacin de las normas ISO 9000.
El APPCC es un subsistema de calidad, que tiene su entronque ms lgico en un sistema de calidad y, hoy por hoy, los nicos sistemas que proporcionan una garanta son aquellos que cumplen las normas ISO 9000 y que han sido certificados por una entidad independiente.
Pero que el APPCC no sea la panacea no es bice para su no consideracin, ya que es obligatorio en las industrias alimentarias y porque la experiencia demuestra que constituye un primer paso en el desarrollo de un sistema de calidad en tales industrias.
Una vez que el sistema est documentado y funciona efectivamente, la expansin hacia los modelos ISO 9000 es el siguiente paso lgico a dar, y, cuando el sistema de Gestin de
19
ANEJO III
CONTROL DE CALIDAD
Calidad est implantado, es importante que la empresa solicite la certificacin de acuerdo con las normas ISO 9000. Si la consigue, la confianza del mercado en la empresa y su prestigio aumentarn, pudiendo obtener contratos de compradores importantes que insisten en que sus suministradores estn certificados.
El Sistema de Aseguramiento de la calidad es voluntario, y es aplicado por muchas empresas por razones de mejora, de imagen o de exigencia de los clientes. Tiene por objeto el establecer las pautas de actuacin, de forma documentada, para el control de los procesos y productos. Dentro del Sistema de Calidad se deben contemplar todas las actividades recogidas en la Norma de referencia UNE -EN- ISO 9001/2/3 que aplique la empresa. No es un requisito de las normas ISO la evaluacin de riesgos.
Se refiere por tanto a la Calidad en el proceso de produccin, esto es, en el modo de hacer las cosas o trabajar. No entra en la calidad del producto en s, que puede ser superior o inferior, dependiendo de la clientela objetivo, ni en la rentabilidad de la empresa.
Desde el punto de vista prctico, la implantacin de un Sistema de Gestin de Calidad en una empresa exige la identificacin de sus procesos, los controles operacionales, el establecimiento de registros, la elaboracin de instrucciones y procedimientos, etc. y la definicin de una poltica de calidad recogida en un Manual de Calidad.
En definitiva, una vez implantado adecuadamente un Sistema APPCC, se ha realizado una buena parte del trabajo que hay que hacer para implantar un Sistema de Aseguramiento de la Calidad, en concreto todo lo relativo al control operacional
20
ANEJO III
CONTROL DE CALIDAD
6. EL SISTEMA APPCC
Muchas veces, cuando se han llevado a cabo programas para el control de la calidad microbiolgica, se ha centrado tal programa en la comprobacin del producto acabado, lo cual supone un planteamiento ineficaz para el control. El sistema APPCC incluye la anticipacin de los riesgos asociados con la produccin o empleo de los alimentos y la identificacin de los puntos en que pueden ser controlados tales riesgos.
El concepto de anlisis de peligros y puntos de control crticos supone un planteamiento sistemtico para la identificacin, valoracin y control de los riesgos. Al centrar el inters en aquellos factores que influyen directamente en la inocuidad microbiolgica y en la calidad del alimento, elimina el empleo intil de recursos en consideraciones superfluas, con lo que resultan ms favorables las relaciones coste/beneficios.
Si se determina que un alimento sea producido, transformado y utilizado de acuerdo con el sistema APPCC, existe un elevado grado de seguridad sobre su inocuidad microbiolgica y su calidad. El sistema es aplicable a todos los eslabones de la cadena alimentaria, desde la produccin, procesado, transporte y comercializacin, hasta la utilizacin final en los establecimientos dedicados a la alimentacin o en los propios hogares. . 6.1. Antecedentes
El sistema APPCC, conocido internacionalmente por sus siglas inglesas HACCP (Hazard Analysis and Critical Control Points), tiene su origen en la metodologa desarrollada por la NASA para el control de la seguridad de los alimentos empleados en los Programas espaciales. Esto ocurra en los aos 70 en EE.UU., aunque previamente exista la idea en
21
ANEJO III
CONTROL DE CALIDAD
Europa, pero no lleg a ser desarrollada. En Europa se promocion con las siglas LISA (Garanta de Seguridad Sanitaria Integrada en la Lnea).
Para generalizar la implantacin de este sistema en todas las industrias ha comenzado a incluirse como exigencia en la legislacin. As, en la Directiva 93/43/ CEE, artculo 3.3., relativa a la Higiene de los Productos Alimentarios, cuyo cumplimiento entr en vigor el 19 de enero de 1996, se impone la obligacin de disponer de sistemas de autocontrol basados en el APPCC no slo a toda la industria de elaboracin o transformacin de la Unin Europea, sino tambin a las empresas de distribucin (mayoristas y minoristas), restauracin, etc.
Es aplicable de forma eficaz tanto a problemas microbiolgicos como de otro tipo, tales como fsicos, qumicos, etc., por lo que es un instrumento muy til en el control de calidad en general. El Comit del Codex Alimentarius, desde 1986, recomienda a las empresas
alimentarias la aplicacin de los sistemas de autocontrol basados en la metodologa APPCC.
Es fundamental en esta metodologa el hecho de que concentra todos sus esfuerzos en corregir primero los defectos ms importantes, es decir, los que provocan la alteracin de los alimentos y las enfermedades del consumidor, relegando a un segundo plano los aspectos ms relacionados con lo accesorio o lo esttico.
6.2. Trminos y componentes del sistema APPCC
El sistema APPCC comprende las siguientes etapas secuenciales:
1. Identificacin de los riesgos, valoracin de su gravedad y valoracin de la probabilidad de su presentacin (anlisis de riesgos). 2. Determinacin de los puntos crticos de control (PCC), en los que pueden ser controlados los peligros o riesgos identificados.
22
ANEJO III
CONTROL DE CALIDAD
3. Especificacin de los criterios que indican si una operacin est bajo control en un determinado PCC. 4. Establecimiento y aplicacin de procedimiento(s) para comprobar que cada PCC a controlar funciona correctamente. 5. Si la comprobacin de resultados muestra que un determinado PCC se encuentra fuera de control, aplicar la accin correctora conveniente. 6. Verificacin o confirmacin, es decir, el empleo de informacin suplementaria para asegurar que funciona correctamente el sistema APPCC.
El significado de los trminos usados en el mbito del mtodo de Anlisis de Peligros y Puntos de Control Crticos:
Peligro o riesgo (hazard): contaminacin inaceptable, crecimiento inaceptable y/o produccin o persistencia inaceptable en los alimentos de productos derivados del metabolismo microbiano.
Gravedad: magnitud del riesgo o peligro.
Riesgo (risk): estimacin de la probabilidad de que exista un riesgo o peligro.
Punto Crtico de Control (PCC): lugar, prctica, procedimiento o proceso en los que puede ejercerse control sobre uno o ms factores, que si son controlados, podra reducirse al mnimo o prevenirse un peligro o riesgo. Se consideran dos tipos de PCC:
PCC1, que asegurar el control de un riesgo o peligro PCC2, que reducir al mnimo, aunque no asegurar el control de un riesgo o peligro.
Criterios: lmites especificados de caractersticas de naturaleza fsica, qumica o biolgica.
23
ANEJO III
CONTROL DE CALIDAD
Comprobacin, vigilancia o monitorizacin: procedimiento mediante el cual se averigua si un procedimiento de procesado o de manipulacin en un PCC se lleva a cabo correctamente y se halla bajo control. Supone la observacin sistemtica, la medicin y/o el registro de los factores significativos necesarios para el control. Los procedimientos de comprobacin o vigilancia seleccionados deben permitir que se tomen acciones para rectificar una situacin que est fuera de control, bien antes de iniciar, o durante el desarrollo de una operacin en un proceso.
6.3. Anlisis de peligros
Consiste en la valoracin de todos los procedimientos relacionados con la produccin, distribucin y empleo de materias primas para: identificar materias primas y alimentos potencialmente peligrosos que puedan contener sustancias venenosas, microorganismos patgenos o un nmero elevado de grmenes capaces de alterar los alimentos y/o que puedan permitir la multiplicacin microbiana. identificar las fuentes potenciales y los puntos especficos de contaminacin mediante el anlisis de cada etapa en la cadena alimentaria. determinar el potencial de los microorganismos para sobrevivir o multiplicarse durante la produccin, procesado, distribucin, almacenamiento y preparacin para el consumo. valorar la probabilidad de presentacin y la gravedad de los peligros o riesgos identificados.
La identificacin de peligros se puede producir debido a la evidencia proporcionada por la informacin epidemiolgica. Si se carece de tal evidencia sobre un riesgo microbiolgico, debe obtenerse informacin tcnica sobre todos los aspectos relativos a la produccin, procesado, almacenamiento, distribucin y empleo de un determinado alimento que pudieran constituir un riesgo. Aunque pueda obtenerse informacin exacta acerca de la composicin del
24
ANEJO III
CONTROL DE CALIDAD
producto y la influencia de su procesado, suele ser difcil relacionar esto con los efectos posteriores del almacenamiento, distribucin y empleo del producto, ya que el fabricante del alimento desconoce los detalles sobre todas las posibles incorrecciones. Por tanto, si se desea someter a anlisis de riesgos un producto, deber ser consultado un microbilogo de alimentos y especialistas cualificados en el proceso y en el producto.
El anlisis de peligros ha de ser cuantitativo para que sea significativo, lo que impone la valoracin de dos factores en relacin con cualquier riesgo o peligro: la probabilidad de presentacin y la gravedad. A partir de la valoracin de los aspectos cuantitativos del anlisis de riesgos sern identificados los PCC, en los que puede ser controlado el peligro.
Si aparecen problemas cuando los PCC han sido correctamente controlados y comprobados o monitorizados, esto se debe a que no se ha identificado un determinado peligro o a que la posterior manipulacin del producto puede diferir de la que se supuso en el anlisis inicial de peligros. La presentacin de un peligro imprevisto desencadenar una posterior valoracin de los peligros, as como cambios en materias primas, elaboracin, distribucin o condiciones de empleo. El anlisis de peligros ser repetido siempre que se sospeche que han cambiado ciertos peligros y/o la posibilidad de su presentacin.
6.4. Puntos de Control Crticos
Los PCC1 se pueden controlar con seguridad, frecuentemente mediante la vigilancia o monitorizacin continuada de parmetros tales como temperatura y tiempo. Los PCCs que minimizan un riesgo aunque no lo controlan totalmente son denominados PCC2. Ambos tipos de PCCs son importantes y deben ser controlados. Algunos PCCs no pueden ser vigilados o comprobados de forma continua y el control se logra mediante determinaciones peridicas en la cadena de elaboracin o fuera de ella.
25
ANEJO III
CONTROL DE CALIDAD
La identificacin de PCCs requiere experiencia tcnica y un planteamiento cuantitativo. Deben ser puntos en los que puede ejercerse el control y el mismo resulta necesario. En cualquier operacin existirn otras etapas o localizaciones en las que se reconozca la necesidad del control aunque ste no sea crtico porque la posibilidad de presentacin es baja y/o escasa la gravedad de los peligros posibles. Tales etapas sern controladas y comprobadas con menor intensidad que aquellas identificadas como PCCs. Si un peligro puede ser controlado en varios puntos, debe decidirse cual ser probablemente el ms efectivo. Si es necesario controlar ms de un peligro, el control se aplicar primero normalmente al peligro ms importante.
De cara a la identificacin de los PCCs, debe establecerse qu constituye contaminacin, supervivencia o multiplicacin inaceptable de grmenes patgenos transmitidos por alimentos o capaces de alterar un producto. Aqu es importante considerar el futuro manejo o empleo del producto.
Es importante identificar los medios que se emplearn para controlar el peligro en un PCC. stos pueden ser: necesidades de tiempo y temperatura para alimentos procesados mediante el calor, aw para alimentos con humedad intermedia, control de humedad en el almacenamiento de los productos desecados, instrucciones en las etiquetas de los productos acabados que describen los procedimientos adecuados para su preparacin y empleo por el consumidor, etc. Todos estos hechos deben ser documentados de forma clara o como especificaciones en los manuales de trabajo, incluyendo, cuando sea conveniente, tolerancias. La eleccin de las opciones de control depender de su utilidad, coste y capacidad de la empresa alimentaria en particular para aplicar la opcin de control.
26
ANEJO III
CONTROL DE CALIDAD
6.5. Comprobacin, vigilancia o monitorizacin
Consiste en determinar que el tratamiento o proceso de manipulacin en un determinado PCC se encuentra bajo control. La implantacin de unos procedimientos eficaces de vigilancia o monitorizacin requiere disponer de experiencia tcnica. La comprobacin ser capaz de detectar cualquier prdida de control y aportar esta informacin a tiempo de que pueda establecerse una accin correctora que permita volver a controlar el proceso antes de que sea necesario rechazar el producto.
Para que los resultados de los anlisis de comprobacin sean significativos deben realizarse sobre muestras tomadas u observaciones realizadas, de acuerdo con un plan de muestreo con una base estadstica. Los principales tipos de comprobacin son: observacin visual, valoracin sensorial, determinaciones fsicas, anlisis qumicos y examen microbiolgico.
Observacin visual Al estar la eficacia de la comprobacin en relacin directa con la rapidez en la obtencin de resultados, las observaciones visuales suelen ser sumamente tiles. Pueden incluir el examen visual de las materias primas, limpieza de la planta y el equipo, higiene de los trabajadores, procedimientos de procesado, medios para almacenamiento y transporte. No necesita de un equipo costoso e incluso puede que no sea necesario un personal altamente especializado, pero para que sea eficaz debe ser bien organizada y correctamente supervisada.
Hay que asegurarse de que la comprobacin cumple su finalidad, es decir, una verificacin de la eficacia de las medidas de control, y no constituye una inspeccin repetitiva, ya que en este caso la inspeccin inicial supone un esfuerzo intil y el control sigue sin estar asegurado. La comprobacin o monitorizacin visual ser realizada segn un programa predeterminado o lista de verificaciones con registro de los resultados.
27
ANEJO III
CONTROL DE CALIDAD
Constituyen parte de la comprobacin las verificaciones sobre la aplicacin correcta de otras formas de comprobacin. Estas verificaciones y comprobaciones tambin sern registradas.
Valoracin sensorial La comprobacin de atributos del producto correspondientes a su sabor y olor constituye una ampliacin de la comprobacin visual que algunas veces puede aportar una indicacin rpida de prdida de control.
Hay que tener en cuenta ciertas consideraciones cuando se aplica una tcnica simple aunque eficaz de la valoracin organolptica o tctil. Una de ellas es que los productos agrcolas suelen llegar en contenedores que representan varios lotes de material, de forma que el muestreo para la inspeccin debe realizarse asegurndonos que el producto examinado es representativo del embarque como un todo. En el caso de que el transporte se efecte en grandes cajones, se buscar incluir material de las partes superior, central e inferior.
Determinaciones fsicas/qumicas Existen numerosas determinaciones fsicas/qumicas que pueden realizarse en la cadena de produccin o fuera de la misma y que aportan informacin til en un perodo de tiempo relativamente corto, tales como las comprobaciones de temperatura, pH, acidez total, aw, o humedad, cuando estos factores constituyen los medios de control en un determinado PCC. Estas pruebas fsicas y qumicas son mtodos normalizados. Sin embargo, con frecuencia es preciso modificar tales mtodos para acomodarlos a un propsito particular.
El anlisis microbiolgico desempea un papel limitado en la comprobacin de los PCC debido a la lentitud en la obtencin de resultados, pero sirve de ayuda a las observaciones visuales y sensoriales y a las determinaciones fsico-qumicas rpidas.
28
ANEJO III
CONTROL DE CALIDAD
Los resultados de estos anlisis indican si el sistema APPCC ha sido aplicado correctamente, es decir, si se han controlado los PCCs. Si los anlisis de confirmacin indican la existencia de un peligro inesperado, deber determinarse el origen del fallo. Si esto no se descubre a travs de los resultados de la comprobacin, puede haberse pasado por alto un PCC en el anlisis de peligros, o puede haber sido ineficaz la comprobacin de un PCC existente.
La comprobacin suele ser realizada por personas con escasa preparacin tnica. Sin embargo, cada vez va siendo ms comn el empleo de microprocesadores o dispositivos similares para comprobar o monitorizar un PCC, instrumentos que son programados para responder antes de llegar a una situacin de prdida de control. Los mtodos de vigilancia o comprobacin sern ajustados generalmente a mtodos de anlisis que puedan ser aprendidos por personal no tcnico.
Registro Hay que especificar la frecuencia de la comprobacin y el plan de muestreo que ha de seguirse. Estos aspectos sern determinados en relacin con la posibilidad de presentacin y la gravedad del peligro que debe ser controlado en un determinado PCC.
Mediante el empleo de listas de control para registrar las observaciones visuales, as como tablas o grficos para registrar parmetros tales como la temperatura, tiempo, pH y contenido en sal, ser posible contemplar los resultados de la comprobacin con respecto a un determinado PCC sobre una base histrica. Tales registros estarn disponibles para ser revisados por el personal responsable de la garanta de la calidad, ya que es esencial un anlisis de la tendencia mediante un estudio adecuado de los datos de comprobacin, ya que sin el mismo resulta imposible saber si un proceso o una fase del mismo estn dejando de ser controlados. Tambin son importantes los registros de comprobacin para que sean revisados
29
ANEJO III
CONTROL DE CALIDAD
por las autoridades reguladoras. Para que el sistema APPCC sea un instrumento eficaz para la Administracin, sta debe tener acceso a todos los registros de los resultados de la
comprobacin en los PCCs que tienen importancia directa sobre la inocuidad del alimento, junto con los registros de la accin tomada cuando se han superado los lmites.
6.6. Confirmacin o verificacin
La confirmacin se define como el empleo de informacin suplementaria para comprobar que funciona el sistema APPCC. Se usa la confirmacin cuando un sistema de control basado en el APPCC se introduce por primera vez en un proceso nuevo, o como parte de la necesaria revisin continuada del rendimiento de un programa APPCC establecido. Cuando ha de confirmarse un sistema establecido, pueden realizarse pruebas adicionales en un PCC que sean ms intensas o minuciosas, aunque como consecuencia de limitaciones de tiempo no sean adecuadas para una comprobacin rutinaria.
7. SISTEMA DE CONTROL DE CALIDAD APLICADO A UNA PLANTA PROCESADORA DE PATATAS CHIPS
7.1. Objetivos a cumplir por una empresa que desee implantar un sistema de aseguramiento de calidad
Implantar un sistema de calidad basado en el Anlisis de Peligros y Puntos de Control Crticos (APPCC) que acte sobre cada etapa que compone el proceso de produccin desarrollado en la empresa, tratndose en este caso de la elaboracin de patatas chips a partir de patatas frescas enteras, sal y aceite, y permita obtener, al menor coste, un producto de la calidad exigida por el consumidor al que va destinado.
30
ANEJO III
CONTROL DE CALIDAD
Disear un sistema de aseguramiento de la calidad que permita: Prevenir la aparicin de defectos en cualquier actividad de la empresa. Detectar los posibles defectos a pesar de las acciones, para poder mejorar los procesos y los productos. Poder demostrar mediante documentos y registros de las actividades que se han cumplido todos los requisitos de calidad.
Obtener el reconocimiento de AENOR, siempre que se demuestre su necesidad, ya por exigencias del cliente o del consumidor, ya por suponer la obtencin de una mayor cuota de mercado. Para conseguirlo, hay que adaptar el sistema de aseguramiento de calidad previamente implantado a los requerimientos de la certificacin de empresa que AENOR otorga.
7.2. Legislacin
La " Legislacin Alimentaria Espaola" establece la siguiente definicin de patatas fritas: Producto obtenido a partir de patatas sanas, sin inicios de verdeo, peladas, debidamente lavadas, cortadas y fritas en aceite de oliva u otros aceites y grasas vegetales comestibles.
La "Reglamentacin Tcnico Sanitaria para la Elaboracin y Comercializacin de Patatas Fritas y Productos de Aperitivo" establecida por el Real Decreto 126/1989 (BOE del 8 de Febrero de 1989) obliga a fabricantes, elaboradores, envasadores, comerciantes e importadores de patatas fritas y productos de aperitivo que ejerzan su actividad en instalaciones fijas, establecimientos de hostelera y similares e instalaciones no permanentes, que elaboren y comercialicen este tipo de producto.
31
ANEJO III
CONTROL DE CALIDAD
En esta Reglamentacin se recoge: las condiciones que deben reunir las industrias, los materiales y el personal; las manipulaciones permitidas y prohibidas; las caractersticas de las materias primas y otros ingredientes utilizados en el proceso de elaboracin; los lmites establecidos para el producto final en cuanto a humedad, contenido en cloruro sdico, productos contaminantes, pesticidas y sustancias txicas, as como residuos de metales; los requisitos microbiolgicos que ha de cumplir el producto final; as como requisitos acerca de las condiciones de envasado, etiquetado, rotulacin, publicidad, transporte, almacenamiento y venta.
Permanece pendiente de aprobacin la regulacin de la toma de muestra y mtodos analticos, sealndose que en tanto no sean aprobados, podrn ser utilizados los establecidos por los Organismos nacionales e internacionales de reconocida solvencia.
En cuanto a la reglamentacin referente a las materias primas utilizadas en la elaboracin de patatas chips, cabe sealar el vaco legal existente para la normalizacin del uso de la patata con fines industriales. Los aceites y grasas comestibles se regulan segn el Real Decreto 308/1983 (BOE del 21 de Febrero de 1983, modificada posteriormente), por el que se aprueba la "Reglamentacin Tcnico Sanitaria de Aceites Vegetales Comestibles" .
El BOE del 31 de Enero de 1989 recoge la orden del 26 de Enero de 1989 por la que se aprueba la "Norma de Calidad para los Aceites y Grasas Calentados" . En esta Norma se recogen las manipulaciones permitidas y prohibidas y las caractersticas higinico-sanitarias que deben reunir, apuntando que el contenido en componentes polares, indicativo del grado de deterioro de los aceites empleados en la fritura, ser inferior al 25% determinado segn el mtodo analtico que se recoge en dicha Norma.
32
ANEJO III
CONTROL DE CALIDAD
La sal se regula por la "Reglamentacin Tcnico Sanitaria para la Obtencin, Circulacin y Venta de la Sal y Salmueras Comestibles" , aprobada por el Real Decreto 1424/1983 (BOE del 1 de Julio de 1983), modificada posteriormente. Esta disposicin obliga a aquellas personas dedicadas a la elaboracin, envasado, circulacin y comercio de los productos definidos por ella. En cuanto al uso de la sal en otros sectores de la industria alimentaria, especifica slo condiciones de transporte y almacenamiento.
7.3. Diseo de un sistema de control de calidad basado en el Anlisis de Peligros y Puntos de Control Crticos (APPCC)
7.3.1. Etapas en la aplicacin del sistema APPCC
1. Constitucin del equipo de trabajo. 2. Descripcin del producto. 3. Identificacin de la utilizacin esperada. 4. Definicin del proceso productivo y diagrama de flujo. 5. Verificacin in situ del diagrama de flujo. 6. Identificacin de los riesgos y de su gravedad. 7. Determinacin de los puntos crticos. 8. Seleccin de los criterios para el control y establecimiento de los lmites de aceptacin. 9. Establecimiento de un sistema de monitorizacin y vigilancia para controlar que cada uno de los puntos crticos de control funciona correctamente. 10.Aplicacin de acciones correctoras. 11.Validacin del sistema establecido. 12.Registro y archivo de datos.
Etapa 1. Constitucin del equipo de trabajo
33
ANEJO III
CONTROL DE CALIDAD
Este grupo debe incluir personas con conocimientos del proceso y del comportamiento del producto y tcnicos con experiencia en los distintos aspectos del proceso.
34
ANEJO III
CONTROL DE CALIDAD
Etapa 2. Descripcin del producto
Denominacin: patatas fritas tipo chips. Ingredientes: patata, aceite y sal. Composicin media: 30-40% de aceite; 2-5% de humedad; 1,5-2% de sal. Modo de conservacin: envasadas en pelcula flexible y mantenidas en lugar fresco y seco, protegido del sol. Presentacin: en bolsas de tres formatos distintos y de capacidades: 140 g; 225 g; y 400 g, cumpliendo los requisitos especificados en la Reglamentacin Tcnico Sanitaria de las patatas fritas en cuanto a normas de etiquetado y rotulacin.
Etapa 3. Identificacin de la utilizacin esperada
El grupo de consumidores al cual va dirigido este producto est constituido fundamentalmente por personas jvenes, aunque tambin se incluye un nmero elevado de personas de cualquier edad. Se suelen utilizar para aperitivos o reuniones entre horas. Tambin en formatos grandes tienen amplia aplicacin en hostelera.
Etapa 4. Descripcin del proceso productivo y diagrama de flujo
La descripcin del proceso productivo de patatas chips se ha hecho en el Anejo II. Ingeniera del proceso.
La figura 1 refleja el diagrama de flujo del proceso:
35
ANEJO III
CONTROL DE CALIDAD
36
ANEJO III
CONTROL DE CALIDAD
Figura 1. Diagrama de flujo del proceso de elaboracin de patatas chips
37
ANEJO III
CONTROL DE CALIDAD
Etapa 5. Verificacin in situ del diagrama de flujo
El equipo humano encargado de aplicar el sistema APPCC debe contrastar las operaciones que se lleven a cabo en la planta de produccin para verificar que el diagrama corresponde a la realidad; y en caso contrario, introducir las modificaciones oportunas.
Etapas 6, 7, 8, 9 y 10
Las siguientes cinco etapas constituyen el ncleo central del sistema APPCC . Se trata de las etapas:
Etapa 6. Identificacin de los peligros y de su gravedad. Etapa 7. Determinacin de los puntos crticos. Etapa 8. Seleccin de los criterios para el control y establecimiento de los lmites de aceptacin. Etapa 9. Establecimiento de un sistema de monitorizacin y vigilancia para controlar que cada uno de los puntos crticos funciona correctamente. Etapa 10. Aplicacin de acciones correctoras.
Estas etapas son, por lo tanto, claves en la implantacin del sistema APPCC y han de tenerse en cuenta a nivel de recepcin de materia prima, formulacin, operaciones de procesado, ambiente de trabajo, empaquetado y almacenamiento.
Se muestra a continuacin, para cada operacin, la relacin existente entre cada una de estas cinco etapas:
38
ANEJO III
CONTROL DE CALIDAD
Recepcin de materias primas Peligros: Caractersticas fsicas / qumicas / organolpticas inadecuadas. Contaminacin microbiana. Contaminacin fsica. PCC: No. Procedimiento de control: Control organolptico. Control analtico, si procede. Control documental al proveedor. Control visual. Anlisis microbiolgicos, si procede. Nivel objetivo / tolerancia: Caractersticas visuales organolpticas, fsicas y qumicas establecidas. Parmetros microbiolgicos y analticos. Vigilancia: Anotaciones de controles visuales, organolpticos, fsicos y qumicos. Anotaciones de control documental al proveedor y transporte. Acciones correctoras: Rechazar materia prima.
Almacenamiento Peligros: Germinacin de patatas. Endulzamiento por exceso de fro. Reblandecimiento y podredumbre por proliferacin microbiana y fngica. Enranciamiento.
39
ANEJO III
CONTROL DE CALIDAD
PCC: PCC2. Procedimiento de control: Control de las condiciones fsico-qumicas de la cmara de almacenamiento (temperatura, humedad, luz). Control de las condiciones higinico-sanitarias de la cmara. Nivel objetivo / tolerancia: Valores determinados de temperatura, humedad. Nivel de oreacin y oscuridad. Lmites de procesos degradativos. Tiempo en cmara limitado. Vigilancia: Anotaciones control, temperatura y humedad. Control microbiolgico, si procede. Anotaciones de la entrada y salida de lotes. Acciones correctoras: Rechazar producto. Revisar condiciones de almacenamiento. Revisar la limpieza e higienizacin de las cmaras.
Lavado Peligros: Contaminacin microbiana por agua de lavado, equipos. Contaminacin fsico-qumica (metales, nitratos, nitritos). Proliferacin microbiana por humedad residual tras lavado. PCC: No. Procedimiento de control: Control de procedencia de aguas. Control del sistema de potabilizacin de aguas.
40
ANEJO III
CONTROL DE CALIDAD
Control de las condiciones higinico-sanitarias de los equipos.
Nivel objetivo / tolerancia: Lmites microbiolgicos y fsico-qumicos de aguas segn legislacin. Vigilancia: Anotaciones del control microbiolgico y fsico-qumico del agua. Anotaciones del control de las condiciones higinico-sanitarias de los equipos. Acciones correctoras: Potabilizacin de aguas. Reprocesar producto.
Pelado Peligros: Contaminacin microbiolgica por equipos. Contaminacin fsica y qumica. Modificaciones en la calidad del producto. PCC: No. Procedimiento de control: Control higinico-sanitario de equipos y utensilios. Control de los parmetros del sistema de pelado. Control fsico y qumico. Control visual. Nivel objetivo / tolerancia: Producto adecuado para continuar el proceso. Vigilancia: Anotaciones del control microbiolgico de maquinaria y utensilios. Anotaciones del control de los parmetros del sistema de pelado. Anotaciones del control fsico-qumico y visual.
41
ANEJO III
CONTROL DE CALIDAD
Acciones correctoras: Revisar proceso. Reprocesar producto. Rechazar producto.
Enjuagado Peligros: Contaminacin por agua de enjuagado. Contaminacin por equipo. PCC: No. Procedimiento de control: Control de la procedencia de las aguas. Control del sistema potabilizador de aguas. Control de las condiciones higinico-sanitarias del equipo. Nivel objetivo / tolerancia: Lmites microbiolgicos y fsico-qumicos del agua segn legislacin. Vigilancia: Anotaciones del control microbiolgico y fsico-qumico. Anotaciones del control de las condiciones higinico-sanitarias del equipo. Acciones correctoras: Potabilizacin del agua.
Inspeccin Peligros: Separacin incompleta de porciones deterioradas. Contaminacin por equipo o manipuladores.
PCC: No.
42
ANEJO III
CONTROL DE CALIDAD
Procedimiento de control: Control visual. Control de las condiciones higinico-sanitarias del equipo y manipuladores. Nivel objetivo / tolerancia: Caractersticas visuales. Parmetros microbiolgicos establecidos para equipo, manipuladores y producto. Vigilancia: Anotaciones del control visual. Anotaciones del control de las condiciones higinico-sanitarias. Acciones correctoras: Revisar sistemas de limpieza e higienizacin. Reprocesado.
Cortado Peligros: Contaminacin microbiana por equipos. Contaminacin fsica y qumica. Espesor inadecuado para parmetros de tiempo y temperatura de fritura. PCC: No. Procedimiento de control: Control higinico-sanitario de maquinaria y utensilios. Control visual y fsico. Control de los parmetros del equipo. Nivel objetivo / tolerancia: Caractersticas aparentes y fsicas establecidas. Espesor establecido en funcin de parmetros de fritura y caractersticas de la patata. Parmetros de equipo establecidos.
43
ANEJO III
CONTROL DE CALIDAD
Vigilancia: Anotaciones del control de funcionamiento del equipo. Anotaciones del control microbiolgico del equipo y utensilios. Anotaciones caractersticas del producto. Acciones correctoras: Revisar proceso. Rechazar producto.
Lavado Los peligros, procedimientos de control, nivel objetivo/tolerancia, vigilancia y acciones correctoras son los mismos que los considerados para la operacin de lavado que sigue al pelado de las patatas.
Escaldado Peligros: Color indeseable en el producto final. Contaminacin por equipos. PCC: No. Procedimiento de control: Control de los parmetros del proceso. Control de las condiciones higinico-sanitarias de los equipos. Nivel objetivo / tolerancia: Parmetros establecidos del proceso. Producto adecuado para continuar el proceso. Vigilancia: Anotaciones del control del proceso. Anotaciones del control de las condiciones higinico-sanitarias de los equipos.
44
ANEJO III
CONTROL DE CALIDAD
Acciones correctoras: Reprocesar el producto. Revisar el proceso. Rechazar el producto.
Secado Peligros: Secado incompleto. Modificacin de la calidad del producto. PCC: No. Procedimiento de control: Control visual. Control de los parmetros del proceso. Nivel objetivo / tolerancia: Parmetros establecidos del proceso. Vigilancia: Anotaciones de las caractersticas del producto. Anotaciones del control del proceso. Acciones correctoras: Revisar proceso. Reprocesar. Rechazar producto.
Fritura Peligros: Aroma, color y sabor desagradables. Fritura no homognea, excesiva o insuficiente. Excesiva absorcin de grasa.
45
ANEJO III
CONTROL DE CALIDAD
PCC: PCC1.
46
ANEJO III
CONTROL DE CALIDAD
Procedimiento de control: Control visual organolptico y analtico (de composicin). Control analtico del aceite de fritura segn legislacin y recomendaciones experimentales. Control de los parmetros del proceso: temperatura y tiempo de fritura, longitud y velocidad de la cinta transportadora, turnover del aceite de fritura. Control del sistema de filtracin de partculas carbonizadas. Control de las condiciones higinico-sanitarias del equipo. Control de la idoneidad del equipo de fritura (materiales, diseo, capacidad,etc.). Nivel objetivo / tolerancia: Caractersticas organolpticas aceptables y acordes con la legislacin. Parmetros de proceso establecidos: valores definidos de temperatura y tiempo de fritura, longitud y velocidad de la cinta. Aceite en buenas condiciones segn el turnover ptimo para el proceso; lmites analticos por debajo del punto de descarte. Equipos con material de acero inoxidable y de diseo higinico, con proteccin del aire y luz. Vigilancia: Anotaciones del control organolptico. Anotaciones de los parmetros del proceso. Anotaciones del control analtico rpido del aceite. Anotaciones del control higinico-sanitario del equipo Acciones correctoras: Revisin de los parmetros del proceso. Descartar el aceite. Descartar producto. Revisar la idoneidad del equipo: sistema de calentamiento, de filtracin, materiales, diseo, proteccin ambiental,etc.
Recepcin y almacenamiento de sal
47
ANEJO III
CONTROL DE CALIDAD
Peligros: Carga microbiana inicial. Proliferacin microbiana. PCC: No. Procedimiento de control: Control organolptico y microbiano, si procede. Control documental del suministrado. Control analtico, si procede. Nivel objetivo / tolerancia: Parmetros analticos requeridos. Tiempo y condiciones de conservacin adecuados. Vigilancia: Anotaciones del control analtico y documental del suministrador. Anotaciones tiempo/temperatura de almacenamiento. Acciones correctoras: Revisar las condiciones de almacenamiento. Rechazar ingrediente.
Adicin de sal Peligros: Proporcin inadecuada en la adicin. Introduccin de contaminantes. PCC: No. Procedimiento de control: Control analtico de la pureza/contaminantes. Control del sistema de adicin. Control analtico del producto, si procede.
48
ANEJO III
CONTROL DE CALIDAD
Nivel objetivo / tolerancia: Parmetros de pureza establecidos por el suministrador. Proporcin adecuada de adicin. Vigilancia: Anotaciones de los controles de pureza/contaminantes. Anotaciones de los controles del sistema de adicin. Anotaciones de los controles analticos. Acciones correctoras: Revisar sistemas de adicin. Reprocesado. Rechazar productos.
Enfriamiento Peligros: Contaminacin por equipo o manipuladores. PCC: PCC2. Procedimiento de control: Control de las condiciones higinico-sanitarias del equipo y manipuladores. Control microbiolgico del producto, si procede. Nivel objetivo / tolerancia: Parmetros microbiolgicos establecidos para equipo, manipuladores y producto. Vigilancia: Anotaciones del control de las condiciones higinico-sanitarias. Anotaciones del control del producto. Acciones correctoras: Revisar sistemas de limpieza e higienizacin. Rechazar producto.
49
ANEJO III
CONTROL DE CALIDAD
Recepcin y almacenamiento de embalajes Peligros: Etiquetado y rotulacin incorrectos. Calidad no higinica de los envases. Manipulacin inadecuada. PCC: No Procedimiento de control: Control visual del etiquetado y rotulacin. Control de la calidad fsica de los envases y embalajes. Control de la calidad higinica de los envases y embalajes Control documental de los proveedores. Control de la proteccin de los envases y embalajes en recepcin y almacenamiento. Nivel objetivo / tolerancia: Etiquetado y rotulacin segn legislacin vigente. Buenas condiciones de almacenamiento. Buenas condiciones higinico-sanitarias en la nave de almacenamiento. Vigilancia: Anotaciones de los controles de recepcin y almacenamiento de envases y embalajes. Anotaciones del control de las condiciones higinicas de los envases y embalajes. Anotaciones del control de la calidad fsica de los envases y embalajes. Acciones correctoras: Rechazo de envases y embalajes. Rectificar condiciones de recepcin y almacenamiento. Rectificacin de las condiciones de la nave de almacenamiento.
50
ANEJO III
CONTROL DE CALIDAD
Envasado y embalado Peligros: Contaminacin microbiana y fsico-qumica por equipos. Modificaciones en la calidad del producto final (roturas). Llenado excesivo o insuficiente de los envases y embalajes. Cierre incorrecto. PCC: PCC2. Procedimiento de control: Control de posibles contaminaciones. Control visual del producto. Control del peso. Control regular del cierre. Nivel objetivo / tolerancia: Tiempo de llenado adecuado. Sistema de envasado adecuado por las caractersticas fsicas del producto. Declaracin legal de peso. Cierre total sin defectos. Vigilancia: Anotaciones de control del envasado y embalaje. Anotaciones del estado fsico del producto. Anotaciones del peso. Anotaciones del estado de los cierres. Acciones correctoras: Rechazar producto. Reenvasar / reembalar producto. Revisar tiempo de llenado. Revisar mquinas de envasado y embalaje.
51
ANEJO III
CONTROL DE CALIDAD
Almacenamiento y expedicin Peligros: Modificacin de la calidad por condiciones inadecuadas. Daos mecnicos originados por manipulacin inadecuada. Recontaminacin microbiana por defecto de cierres. PCC: No. Procedimiento de control: Control de la manipulacin de los envases y embalajes. Control de los cierres. Control de las condiciones ambientales e higinico-sanitarias en la nave de almacenamiento. Control de la entrada y salida de lotes de fabricacin en la nave de almacenamiento. Nivel objetivo / tolerancia: Perfecta localizacin de lotes. Distribucin rpida. Temperatura, humedad, oreacin y proteccin de la luz adecuada en las naves de almacenamiento. Aspecto correcto de los envases y embalajes. Vigilancia: Anotaciones del control de cierres. Anotaciones del control de las condiciones ambientales en la nave. Anotaciones del control de la entrada y salida de lotes de fabricacin. Acciones correctoras: Rechazar producto. Reenvasar producto. Rectificar las condiciones de almacenamiento. Rectificar las pautas de manipulacin.
52
ANEJO III
CONTROL DE CALIDAD
Etapa 11. Validacin del sistema establecido
Para comprobar la validez y operatividad del sistema APPCC establecido, es conveniente el establecimiento de una serie de pruebas, tales como:
Anlisis fsico-qumico y microbiolgico de materias primas y aditivos en recepcin. Anlisis microbiolgicos de superficies, tanto de equipos como de utensilios, para establecer la eficacia de los sistemas de limpieza y desinfeccin. Anlisis microbiolgicos y de composicin centesimal del producto final para establecer que estn dentro de los lmites fijados por la legislacin. Anlisis microbiolgicos de los envases en recepcin.
Etapa 12. Registro y archivo de datos
Se clasificar y archivar toda la documentacin, datos y observaciones referidas a los controles efectuados, correspondientes a un perodo de tiempo establecido por los Organismos oficiales.
8. LABORATORIO DE CONTROL DE CALIDAD
La planta a proyectar contar con un laboratorio de calidad adecuadamente equipado y dispondr de personal cualificado para realizar los ensayos necesarios y proporcionar los servicios con precisin y rapidez. En caso necesario, se podr recurrir a anlisis fuera del laboratorio propio o al servicio de otros expertos.
53
ANEJO III
CONTROL DE CALIDAD
Se realizar revisin del laboratorio con una periodicidad semestral, en la que se controlar:
Que se siguen los procedimientos establecidos de recepcin de muestras, manipulacin, y los sistemas de informacin. Que la seleccin cuidadosa de las muestras y los puntos de muestreo, y el anlisis de la informacin disponible proporcionan la obtencin de unos resultados detallados. Que los mtodos designados se siguen fielmente sin la supresin de pagos y modificaciones no autorizadas. Cmo se seleccionan los mtodos analticos, comprobando as que los mtodos utilizados son adecuados, que han sido controlados adecuadamente y que el equipamiento de que se dispone es idneo. Los ensayos de nuevos mtodos para conseguir un laboratorio puesto al da, con un coste adecuado, y que no introduzca modificaciones de los mtodos estndar. 8.1. Ensayos que se deben realizar
Entre los ensayos y determinaciones que se deben realizar en el laboratorio, se encuentran las siguientes pruebas:
Determinacin del contenido de humedad. Determinacin del contenido de Cloruro Sdico sobre sustancia seca. Determinacin del contenido de productos contaminantes, pesticidas y sustancias txicas; para lo cual se llevar a cabo un anlisis microbiolgico. Determinacin del contenido de residuos de metales. Determinacin de compuestos polares en aceites y grasas calentados.
54
ANEJO III
CONTROL DE CALIDAD
Los lmites e intervalos permitidos para tales parmetros a determinar estn establecidos en la "Reglamentacin Tcnico Sanitaria para la Elaboracin y Comercializacin de Patatas Fritas y Productos de Aperitivo" , incluida al final del presente Anejo.
8.2. Equipos y materiales de laboratorio
Los materiales y equipos con los que cuenta el laboratorio de calidad se relacionan a continuacin: Probetas Embudos y matraces Pipetas Buretas Erlenmeyer Balanza analtica con precisin de 0,1 mg pH-metros Tubos de ensayo Vasos de precipitado Estufa isotrmica de calefaccin elctrica Desecador provisto de un deshidratante eficaz Varillas de vidrio con una extremidad aplanada Crisoles con dimensiones de 40 mm de altura y 45 mm de dimetro superior Reactivos necesarios Centrfuga Butirmetros Otros equipos y materiales
55
ANEJO III
CONTROL DE CALIDAD
9. PROCEDIMIENTOS DE EMERGENCIA
Es posible que se produzca la deteccin de lotes de alimentos que presenten peligro sanitario inmediato, debido a defectos en la lnea de elaboracin, en el envasado, a alteraciones provocadas, etc.
Ante situaciones de emergencia como las anteriores, los fabricantes de alimentos han de contar con un sistema de retirada de alimentos del mercado que sea rpido y eficaz. Se retirar el producto inmediatamente de la venta o distribucin y se pondrn en prctica medidas que solucionen el problema.
Para que la cantidad de producto a retirar sea lo menor posible en una situacin de emergencia, se llevar a cabo un control, por medio de los cdigos de las etiquetas de los envases, para poder identificar a qu proceso de fabricacin pertenece el lote de alimentos que presenta el problema. Se intentar tambin relacionar los lotes de produccin con los suministros individualizados de los distintos ingredientes y material de envasado, y as retirar del mercado una cantidad relativamente pequea del total distribuido.
10. UBICACIN, DISTRIBUCIN Y DISEO DE LA INDUSTRIA
Estos tres aspectos de la industria han de ser cuidados con el fin de prevenir una contaminacin cruzada entre materias primas, producto elaborado y semi-elaborado y residuos.
Los alrededores de la fbrica se mantendrn bien cuidados, sin basuras ni trastos viejos que puedan acumular suciedades y cobijar plagas. Las entradas a la fbrica, puertas, ventanas, sumideros y tuberas deben estar diseados de tal manera que impidan la entrada de pjaros,
56
ANEJO III
CONTROL DE CALIDAD
roedores u otros mamferos. Cerca de estas entradas, pero no a la vista, deben colocarse venenos contra insectos. Son adecuadas las telas metlicas renovables.
Los edificios de industrias alimentarias han de ser luminosos, limpios, slidos y bien conservados. Con esto se consigue, entre otras cosas, que los empleados se mentalicen de que all se espera que salgan unos productos alimenticios con unos valores elevados de calidad.
En el interior de la industria, la distribucin de los locales y reas de procesado ha de ser adecuada, siendo de gran importancia la separacin de zonas limpias y sucias.
Las paredes han de ser de acabado liso con superficie altamente resistente a impactos y formacin de grietas. Se evitarn, al constituir un cobijo para insectos, las cavidades y agujeros en las paredes as como cualquier colgado en ellas. Los suelos sern de material impermeable, no absorbente, sin fisuras ni grietas y fcilmente lavables. Contarn con una leve pendiente hacia los drenajes, para facilitar la limpieza hmeda, siendo favorable para sta la uniformidad de los suelos, aunque no total, ya que se podran producir resbalos en el caso de derrame de agua o de grasa.
Las tuberas y los cables de la instalacin elctrica deben situarse circundando la zona de produccin. En los casos en que sea inevitable que la atraviesen, nunca se instalarn en zonas donde los alimentos estn al descubierto o por encima de equipos en proceso de elaboracin.
Se disear un programa de limpieza que especifique los siguientes aspectos: el mtodo de limpieza a utilizar, la necesidad o no de desmontar las mquinas en sus piezas individuales, los materiales y productos de limpieza a emplear en las zonas ms sensibles de la sala de elaboracin y el modo de montar las mquinas en el caso de ser necesario su desmontaje para la limpieza.
57
ANEJO III
CONTROL DE CALIDAD
ANEJO III. CONTROL DE CALIDAD NDICE
1. INTRODUCCIN ...........................................................................................................1 2. FACTORES QUE AFECTAN A LA CALIDAD..............................................................3 2.1. Hbitos higinicos de los manipuladores.....................................................................3 2.2. Requisitos y mantenimiento de las instalaciones, equipos y utensilios ...........................4 2.3. Transporte de los productos alimenticios....................................................................5 2.4. Buenas prcticas de fabricacin.................................................................................6 2.5. Formacin del personal...........................................................................................10 3. CONTABILIDAD DE LOS COSTES TOTALES DE CALIDAD Y AUDITORAS......10 4. LAS NORMAS DE CALIDAD ALIMENTARIA EN LA EMPRESA AGROALIMENTARIA......................................................................................................12 5. LOS SISTEMAS DE ASEGURAMIENTO DE LA CALIDAD......................................14 6. EL SISTEMA APPCC....................................................................................................21 6.1. Antecedentes ..........................................................................................................21 6.2. Trminos y componentes del sistema APPCC..........................................................22 6.3. Anlisis de peligros..................................................................................................24 6.4. Puntos de Control Crticos ......................................................................................25 6.5. Comprobacin, vigilancia o monitorizacin...............................................................27 6.6. Confirmacin o verificacin.....................................................................................30 7. SISTEMA DE CONTROL DE CALIDAD APLICADO A UNA PLANTA PROCESADORA DE PATATAS CHIPS.......................................................................30 7.1. Objetivos a cumplir por una empresa que desee implantar un sistema de aseguramiento de calidad ......................................................................................................................30 7.2. Legislacin..............................................................................................................31
58
ANEJO III
CONTROL DE CALIDAD
7.3. Diseo de un sistema de control de calidad basado en el Anlisis de Peligros y Puntos de Control Crticos (APPCC)........................................................................................33 7.3.1. Etapas en la aplicacin del sistema APPCC ....................................................33
8. LABORATORIO DE CONTROL DE CALIDAD..........................................................53 8.1. Ensayos que se deben realizar .................................................................................54 8.2. Equipos y materiales de laboratorio .........................................................................55 9. PROCEDIMIENTOS DE EMERGENCIA .....................................................................56 10. UBICACIN, DISTRIBUCIN Y DISEO DE LA INDUSTRIA .............................56
59
ANEJO IV
ESTUDIO GEOTCNICO
1. ANTECEDENTES
El presente estudio tiene como objetivo determinar los siguientes parmetros:
Caractersticas geolgicas geotcnicas del terreno. Tipo de cimentacin a emplear. Profundidad de apoyo. Tensiones admisibles del terreno en la cota de cimentacin.
2. CARACTERSTICAS GEOLGICAS
La zona donde se encuentra la planta de elaboracin es de altitud media (690 m) y totalmente llana. Est constituida por terrenos modernos que, conforme a su estratigrafa, van desde el Mioceno al Cuaternario.
El Mioceno se sita en la regin de los Llanos y es de facies lacustre-continental, con variaciones locales a facies de borde y sedimentacin qumica. La datacin miocnica exacta no ha sido posible, pero los escasos datos faunsticos existentes permiten atribuirle una edad entre el Vindoboniense y Plioceno. En conjunto est formado por un tramo inferior de arcilla arenosa roja, con intercalaciones de yeso y conglomerado de caliza y cuarcita en la base, y sobre l las calizas y margas del Pontiense.
El Cuaternario est constituido por material indiferenciado. Estos depsitos cuaternarios antiguos indican una sedimentacin continental bajo condiciones de aridez, marcada tanto por las series rojas de facies raa como por las costras que aparecen en los coluviones y cuaternario de los Llanos.
ANEJO IV
ESTUDIO GEOTCNICO
3. TIPO DE CIMENTACIN
En base a la informacin recopilada en bibliografa, se recomienda una cimentacin consistente en zapatas empotradas a nivel de arcillas.
La profundidad que se deber alcanzar se estima en 1-1,50 m, por lo que se debern ejecutar zapatas, rellenando con hormign armado.
Adems se deber fijar los asientos.
4. TENSIN ADMISIBLE
Dado que el tipo de suelo corresponde a una litologa de arcillas de bastante espesor, se tomar para el clculo de las cimentaciones una tensin admisible de 1-1,5 kg/cm2 .
Es importante constatar que el valor de esta presin admisible se ha fijado por mtodos meramente empricos, por lo que sirve slo como indicador en clculos y predimensionados de la cimentacin.
5. OBSERVACIONES Y PRECAUCIONES DURANTE LA EJECUCIN
Las dimensiones de los elementos de cimentacin no deben ser menores de 0,50 m, a fin de evitar que singularidades puntuales puedan afectar al correcto funcionamiento.
La terminacin de la excavacin de los elementos de cimentacin, tanto en el fondo como en paredes, debe tener lugar inmediatamente antes de la ejecucin de la capa de regulacin de hormign de limpieza de 5-10 cm de espesor. 2
ANEJO IV
ESTUDIO GEOTCNICO
Adems la excavacin se debe hacer evitando en lo mximo que se modifiquen las caractersticas del suelo.
Se inspeccionar el terreno durante la ejecucin de las obras, con la intencin de verificar que las caractersticas aparentes del terreno que existe realmente corresponden a los datos en que se basa este informe.
En el caso de que se encontraran discordancias en los resultados reales, debern ser objeto de un estudio ms detallado y completar la prospeccin si fuese necesario.
ANEJO IV
ESTUDIO GEOTCNICO
ANEJO IV. ESTUDIO GEOTCNICO NDICE
1. ANTECEDENTES........................................................................................................... 1 2. CARACTERSTICAS GEOLGICAS ........................................................................... 1 3. TIPO DE CIMENTACIN ............................................................................................. 2 4. TENSIN ADMISIBLE.................................................................................................. 2 5. OBSERVACIONES Y PRECAUCIONES DURANTE LA EJECUCIN .................... 2
ANEJO V
CLCULOS CONSTRUCTIVOS
1. INTRODUCCIN
El presente anejo tiene como objeto recoger el dimensionamiento y diseo de los elementos constructivos de las edificaciones de que consta el proyecto, calculando la estructura resistente, cimentaciones, placas de anclaje de los pilares y cerramientos.
La industria a proyectar se emplazar en el Polgono Industrial Campollano, dentro del trmino municipal de Albacete. Se trata de suelo industrial de categora compatible con el tipo de instalacin a que se refiere este proyecto.
Para el clculo de la estructura del edificio de la instalacin industrial se utilizar el programa informtico CYPECAD, sin olvidar las comprobaciones que dicta la norma y atendiendo a los siguientes criterios:
La tensin deducida a partir de los esfuerzos mximos mayorados deber ser inferior a la tensin mxima admisible para el material de que se trate. La flecha que se produzca deber ser menor que la admisible para el elemento, segn su longitud y funcin dentro del esquema de la estructura.
Las acciones consideradas en los clculos se obtendrn de acuerdo con la NBE-AE88, Acciones en la edificacin.
2. CARACTERSTICAS CONSTRUCTIVAS Y DE DISEO DE LA NAVE
Se proyecta la construccin de una nave a dos aguas con cerchas sobre pilares metlicos. Tendr 30 m de luz, 50 m de longitud y una altura de pilares de 7m. La nave tendr dos plantas en una zona de la misma, de dimensiones 50 x 6,5 m2.
1
ANEJO V
CLCULOS CONSTRUCTIVOS
Situacin: Polgono industrial Campollano, en Albacete.
Altitud topogrfica: 690 m.
Situacin topogrfica del emplazamiento del edificio: Normal.
Zona elica: W.
Longitud de la nave: 50 m.
Luz de la nave: 30 m.
Altura de pilares: 7 m.
Altura de coronacin: 10,64 m.
ngulo de vertiente: = 10.
Separacin entre cerchas: 5 m.
Nmero de correas por vertiente: 9
Separacin entre correas: 187,5 cm en proyeccin vertical 190,39 cm en vertiente
Nave con menos del 33 % de huecos
ANEJO V
CLCULOS CONSTRUCTIVOS
2.1. Materiales de construccin
Se emplear acero y hormign en la construccin de la estructura resistente de la edificacin.
Acero
Para la estructura metlica se emplearn aceros laminados del A-42b, de acuerdo con la NBE-EA-95, Estructuras de acero en edificacin. Sus caractersticas son:
Lmite elstico: e = 2.600 kp/cm2 Mdulo de elasticidad: E = 2,1 x 106 kp/cm2 Mdulo de rigidez: G = 8,1 x 105 kp/cm2
Hormign
El hormign ser empleado en la ejecucin de las cimentaciones, soleras y forjado. Se utilizarn los siguientes hormigones, de acuerdo con la Instruccin de Hormign Estructural, EHE:
Base zapatas cimentacin:
HM-20/P/40/I
Resistencia caracterstica a compresin: fck = 20 N/mm2 Peso especfico = 2.500 kg/cm3 Zapatas-vigas; Forjado: HA-25/P/20/I
Resistencia caracterstica a compresin: fck = 25 N/mm2 Peso especfico = 2.500 kg/cm3 Soleras: HM-20/B/20/I
3
ANEJO V
CLCULOS CONSTRUCTIVOS
Resistencia caracterstica a compresin: fck = 20 N/mm2 Peso especfico = 2.500 kg/cm3
Para las armaduras del hormign armado se utilizarn barras corrugadas de acero B400S, segn la norma EHE. El lmite elstico de la armadura utilizada es:
fYk = 400 N/mm2
2.2. Cubierta
El material de cubierta empleado ser panel sandwich, constituido por dos chapas de acero perfiladas y un alma de espuma rgida de poliuretano de 40 kg/m3 de densidad y 30 mm de espesor, especialmente diseado para cubiertas. Tiene una anchura til de 1,15 m y su longitud puede llegar hasta 18 m.
Se instala el panel sandwich sobre las correas metlicas, teniendo en cuenta que la zona de apoyo debe tener como mnimo 60 mm de anchura.
Las correas se sujetarn a la chapa mediante ganchos de acero galvanizados que la perforen en la cresta de la greca.
Se considerarn en los clculos un peso del material de cubierta de 16 kp/m2, en el que se incluyen todos los elementos auxiliares de fijacin.
Se ha elegido este material de cubierta por las ventajas que presenta: gran aislamiento trmico, buen aspecto esttico y alta rigidez.
ANEJO V
CLCULOS CONSTRUCTIVOS
2.3. Correas
Las correas se disearn como vigas continuas de dos tramos de acero de perfil laminado, del tipo IPE, teniendo en cuenta que la flexin en el plano de la cubierta se limitar mediante el arriostramiento con tirantillas en el caso de las correas de cubierta.
2.4. Cerchas
La estructura metlica de la nave estar formada por cerchas metlicas de 30 m de luz y separadas 5 m sobre las que se sitan las correas. Las cerchas transmitirn los esfuerzos a los pilares a travs de sus apoyos, ambos fijos.
Las cerchas estarn formadas por perfiles cuadrados huecos normalizados regulados por la NBE-EA 95.
2.5. Pilares
Para el dimensionamiento de los pilares se usarn perfiles laminados tipo HEB. Se dispondrn los pilares distanciados 5 m en el sentido longitudinal de la nave.
Se consideran empotrados en la cimentacin y unidos a las cerchas mediante uniones articuladas.
2.6. Muros hastiales
Los cerramientos de los extremos de la nave se harn por medio de muros hastiales que soportarn la accin del viento.
ANEJO V
CLCULOS CONSTRUCTIVOS
Estos muros hastiales, tambin denominados muros pin, se conformarn mediante dos pilares extremos diseados con perfiles del tipo 2 UPN soldados a tope y siete pilares intermedios del tipo HEB, equidistantes, que dividen el muro en paos de menor dimensin, unidos todos mediante un dintel en cabeza.
ANEJO V
CLCULOS CONSTRUCTIVOS
2.7. Cimentacin
La cimentacin se realizar con hormign HA-25/P/20/I, y estar formada por:
Zapatas en la base de los pilares, unidas a ellos por medio de placas de asiento y
pernos de anclaje. nave. Zunchos de cimentacin, que formarn una retcula que unir entre s las zapatas de la
2.8. Arriostramientos
Se dispondrn arriostramientos en cubierta con objeto de mantener la estabilidad longitudinal de la nave.
Los arriostramientos en cubierta evitarn el vuelco de los prticos por una posible accin del viento sobre los muros hastiales.
2.9. Soleras
El revestimiento del suelo en el interior de la nave se realizar de acuerdo con la NTERSS (1.973) Revestimientos de Suelos. Soleras. Se propone para ello una solera semipesada, que se compone de:
- Grava, con tamao de rido inferior a 2 cm, formando capa compacta de 20 cm de espesor, extendida sobre suelo limpio y compactado. - Arena de ro, con tamao mximo de grano de 0,5 cm, formando una capa de nivelacin de 2 cm de espesor, extendida sobre la capa de grava.
7
ANEJO V
CLCULOS CONSTRUCTIVOS
- Losa de hormign HM-20/B/20/I de 10 cm de espesor con malla electrosoldada. - Tratamiento superficial antidesgaste, antideslizante y anticorrosivo, con un pavimento continuo por tratamiento de resinas epoxi. - En la zona de oficinas, laboratorio y servicios se colocarn baldosas de terrazo sobre capa de mortero. - El suelo de la cmara frigorfica se describe en el anejo correspondiente al diseo de la misma.
2.10. Cerramientos
Los cerramientos exteriores estarn formados a base de placas prefabricadas de hormign armado de 15 cm de espesor, con acabado liso en su interior y rugoso en el exterior. Dichas placas discurrirn entre las almas de los pilares a modo de corredera. Para corregir el exceso de anchura de los pilares respecto a la placa, en stos se dispondrn pletinas 30 x 10 mm soldadas a las almas de dichos pilares.
El arranque desde el suelo se resuelve apoyando las placas sobre la superficie superior de la cimentacin, debidamente nivelada, y macizando los pies de las placas dentro de la zanja, una vez aplomadas, para fijar su posicin y darles un cierto grado de empotramiento.
Los extremos de las placas quedarn enlazados a los pilares de la estructura, de modo que puedan transmitirle los esfuerzos.
En las dependencias interiores se dispondr de fbrica de ladrillo de 7 cm de espesor, ms 1,5 cm de enfoscado en ambas caras con mortero de cemento P-350 de dosificacin 1:6. Las paredes, despus de enlucidas, irn pintadas con dos manos de pintura, a excepcin de las correspondientes a la cmara frigorfica, cuya composicin se expone en el anejo
ANEJO V
CLCULOS CONSTRUCTIVOS
correspondiente a la instalacin frigorfica. En la sala de la caldera la fbrica de ladrillo lleva un guarnecido por la parte interior.
Las separaciones interiores en los aseos se harn con ladrillo hueco de 4 cm de espesor.
La zona de servicios y el laboratorio estarn alicatados hasta el techo con azulejo blanco de 15 x 15 cm.
2.11. Falsos techos
En toda la superficie de la nave se dispondr un falso techo a 7 m de altura. En la sala de mquinas, en el almacn de aceite y sal, en el almacn de envases y embalajes y en el almacn del producto final se dispondr un falso techo a 4 m de altura. En la sala de control de la bscula, a 3,5 m de altura.
Consta de un panel rgido de lana de vidrio aglomerada con resinas termoendurecidas, con la cara vista recubierta de PVC blanco pegado con cola ignfuga, decorativo, aislante y de gran absorcin acstica.
El falso techo de la cmara frigorfica se dispondr tambin a 4 m de altura y su descripcin se encuentra en el Anejo Instalacin Frigorfica.
2.12. Forjado
Se indic anteriormente la existencia de una doble planta en una zona de la nave de
2 superficie 50 x 6,5 m . Para soportar el peso de la planta superior se disea un forjado de
viguetas de acero formado por chapas galvanizadas grecadas, como encofrado perdido, y losa
ANEJO V
CLCULOS CONSTRUCTIVOS
de hormign HA-25/P/20/I, levemente armado, de 5 cm de espesor. Las viguetas de forjado, separadas 80 cm, sern de perfil IPN 160.
La solera que se dispondr estar constituida de baldosas recibidas con mortero sobre 2 cm de arena y su espesor total ser de 5 cm.
Para el acceso a la planta superior de esta zona de la nave se disear una escalera de dos tramos con meseta intermedia cuyas caractersticas se incluyen en el apartado de clculo del primer piso.
3. CLCULO DE LA CUBIERTA
3.1. Clculo de las correas de cubierta
Las correas deben cubrir 10 vanos de 5 m, debiendo quedar interrumpidas en la junta de dilatacin. Se colocarn por tanto 5 vigas continuas de 2 tramos de 5 m cada uno de perfil IPN. Se dispondrn 9 correas por vertiente siendo la separacin entre ellas de 190,39 cm. Llevarn tirantillas en el centro de cada vano.
Se establecer una junta de dilatacin a una distancia de 30 m en el eje longitudinal de la nave. En este punto se duplicar la cercha. La junta de dilatacin se extiende desde la cubierta hasta la cimentacin. Las correas quedan interrumpidas en la junta.
Se efecta un predimensionamiento para un perfil IPE-120.
Las cargas que soportarn estas correas son:
10
ANEJO V
CLCULOS CONSTRUCTIVOS
Cargas gravitatorias
Peso de la correa: 10,4 kp/m Sobrecarga de nieve: 80 kp/m2 x 1,87 m = 150 kp/m Peso de la cubierta: 16 kp/m2 x 1,87 m = 30 kp/m
Cargas de viento
Para la zona elica W, exposicin normal, edificacin con menos del 33 % de huecos y una altura H = 10,64 m, se tendr:
Hiptesis A: m = 0 kp/m2 n = -14 kp/m2
Hiptesis B: m = -39,5 kp/m2 n = -53 kp/m2
Como en ningn caso se ve la estructura cargada por causa del viento, resulta como hiptesis ms desfavorable la siguiente:
q* = 1,33 x qac. constantes + 1,5 x qnieve
qac. constantes = 10 kp/m + 30 kp/m = 40,4 kp/m
qnieve = 150 kp/m
11
ANEJO V
CLCULOS CONSTRUCTIVOS
Aplicando los coeficientes de ponderacin indicados y descomponiendo las cargas segn los ejes principales del perfil propuesto:
qx* = ( 1,33 x 40,4 kp/m + 1,5 x 150 kp/m) x sen 10 = 48,4 kp/m
qy* = ( 1,33 x 40,4 kp/m + 1,5 x 150 kp/m) x cos 10 = 274,5 kp/m
El momento flector mximo en una viga continua de 2 tramos de longitud l, con una carga uniforme q, viene dado por: q l2 M= 8 siendo l la separacin entre prticos, que es de 5 m. Por tanto, los momentos flectores generados por estas cargas son:
En el plano perpendicular a la cubierta:
2 q* y l
M =
* x
274,5 x 5 2 = = 857,81 kp m = 85.781,25 kp cm 8
En el plano de la cubierta:
2 q* 48,4 x 2,5 2 x (l/2) = = 37,8 kp m = 3.781,25 kp cm 8 8
M* y =
Comprobacin de resistencia
Se debe cumplir que la tensin ponderada, *, no supere la resistencia de clculo del acero: e = 2.600 kp/cm2.
Para un perfil IPE-120, la tensin producida ser:
12
* M * M y 85.781,25 3.781,25 *, = x + = + = 2.055,65 kp/cm 2 Wx Wy 53 8,65
ANEJO V
CLCULOS CONSTRUCTIVOS
* = 2.055,65 kp/cm2 < e = 2.600 kp/cm2
13
ANEJO V
CLCULOS CONSTRUCTIVOS
Comprobacin de flecha
Para las correas se debe cumplir que la relacin flecha/luz bajo la accin de la carga caracterstica sea inferior a l/250, es decir:
fadm < l/250 = 500/250 = 2 cm
En este caso, la flecha mxima se produce en el plano perpendicular a la cubierta, y en una viga continua de 2 tramos uniformemente cargada, la flecha mxima viene definida por: siendo: 2 x 5 x q l4 f= 5 x 384 x E I x f: flecha mxima (cm). q: carga caracterstica (sin mayorar) que acta sobre la viga (kp/cm). l: luz del tramo de la viga (cm). E: mdulo de elasticidad del acero (kp/cm2). Ix: momento de inercia respecto al eje x (cm4).
Debemos pues calcular la carga que acta sobre la correa sin mayorar:
q = qac. constantes + qnieve q = 40,4 + 150 = 190,4 kp/m
Descomponiendo la carga segn los ejes principales del perfil propuesto:
qx = (40,4 kp/m + 150 kp/m) x sen 10 = 33,06 kp/m
qy = (40,4 kp/m + 150 kp/m) x cos 10 = 187,5 kp/m
14
ANEJO V
CLCULOS CONSTRUCTIVOS
La flecha que se produce: 2 x 1,875 x 500 4 f = = = 0,91 cm 384 E I x 384 x 2,1 x 10 6 x 318 f = 0,91 cm < 2 cm 2 qy l4
El perfil elegido cumple las dos condiciones impuestas, por lo que ser considerado como vlido.
3.2. Clculo de las correas laterales
La fijacin del panel sandwich de la cubierta requiere el apoyo de unas correas laterales.
Se dispondrn dos correas en cada lateral de la cubierta, separadas 1 m, es decir, cada correa se colocar en los extremos superior e inferior del montante extremo de cada lateral de la cercha.
Las correas deben cubrir 10 vanos de 5 m, debiendo quedar interrumpidas en la junta de dilatacin. Se colocarn, por tanto, 5 vigas continuas de 2 tramos de 5 m cada uno de perfil IPE.
Se predimensionar con un perfil IPE-100.
Las cargas que soportar la correa son:
15
ANEJO V
CLCULOS CONSTRUCTIVOS
Cargas gravitatorias:
Peso de la correa:
8,10 kp/m
Peso del cerramiento (panel sandwich): 16 kp/m2 x 0,5 m = 8 kp/m
Cargas de viento:
q = 69 kp/m2 Presin a barlovento: p = 46 kp/m2 Succin a sotavento: s = 23 kp/m2
Aplicando los coeficientes de ponderacin y descomponiendo las cargas segn los ejes generales X e Y:
qx* = 1,5 x 46 kp/m x 0,5 m = 34,5 kp/m
qy* = 1,33 x 8,10 kp/m + 1,33 x 8 kp/m = 21,41 kp/m
Los momentos flectores generados por estas cargas son: 21,41 x 5 2 M = = = 66,91 kp m = 6.691,56 kp cm 8 8 2 q* 34,5 x 5 2 x l M* = = = 107,81 kp m = 10.781,25 kp cm y 8 8
* x 2 q* y l
Comprobacin de resistencia
Se debe cumplir que la tensin ponderada, *, no supere la resistencia de clculo del acero: e = 2.600 kp/cm2.
16
ANEJO V
CLCULOS CONSTRUCTIVOS
Para un perfil IPE-100, la tensin producida ser: M* M* 6.691,56 10.781,25 y x = + = + = 2.057,7 kp/cm 2 Wx Wy 34,2 5,79
*
* = 2.057,7 kp/cm2 < e = 2.600 kp/cm2
Comprobacin de flecha
Para las correas se debe cumplir que la relacin flecha/luz bajo la accin de la carga caracterstica sea inferior a l/250, es decir:
fadm < l/250 = 500/250 = 2 cm 2 x 5 x q l4 f= 5 x 384 x E I x La flecha que se produce: f = 2 qy l4 384 E I x = 2 x 0,161 x 500 4 = 0,14 cm 384 x 2,1 x 10 6 x 171
f = 0,14 cm < 2 cm
El perfil elegido cumple las dos condiciones impuestas, por lo que ser considerado como vlido.
17
ANEJO V
CLCULOS CONSTRUCTIVOS
4. DISEO Y CLCULO DEL PRIMER PISO
Antes de calcular el prtico se ha de calcular el primer piso, es decir, cada una de las vigas que van colocadas en dicho piso, as como el clculo de la escalera que unir la planta baja con el citado primer piso.
4.1. Escalera
Diseo de la escalera
La escalera se va a disear segn la Norma NTE-EAZ dentro de las normas NTEEstructuras.
Se disear una zanca tipo I, definida como zanca para escalera de dos tramos con meseta intermedia.
La zanca viene definida por los siguientes parmetros:
Altura entre los solados de dos plantas consecutivas (cm): A = 350 cm. Pendiente de los tramos inclinados: = 2 = 0,625. Longitud de la prolongacin horizontal de la zanca, medida entre la lnea de quiebro de la zanca y la cara interna a la escalera del elemento de apoyo: D = 0 cm. Anchura de tramo, igual a la longitud del descanso intermedio, medida de igual forma que el parmetro D: I = 120 cm. Anchura del ojo de la escalera, en los dos tramos: J = 0 cm. Longitud de la proyeccin horizontal de los tramos inclinados: T = 280 cm.
18
ANEJO V
CLCULOS CONSTRUCTIVOS
Dimensin longitudinal total de la escalera, medida entre apoyos: L = T + I + D = 280 +120 + 0 = 400 cm.
Canto de los perfiles: H. Se obtendrn posteriormente en el clculo.
Consideraremos ambos tramos de la escalera como zancas biapoyadas.
Se comprueba que las zancas cumplen las exigencias de resistencia al fuego establecidas en la NTE-IPF Instalaciones de Proteccin contra el Fuego:
Se cumplen las siguientes restricciones:
CPI-96: 60 cm < 2c + h < 70 cm 13 cm < c < 18,5 cm
Seguridad y Salud en los lugares de trabajo: 13 cm < c < 20 cm 23 cm < c < 36 cm siendo: c: contrahuella = 17,5 cm h: huella = 28 cm 2c + h = 63cm
Especificacin de la escalera:
EAZ-2. Zanca de 2 tramos con meseta intermedia.
19
ANEJO V
CLCULOS CONSTRUCTIVOS
EAZ-5. Apoyo en viga de acero (2 tramo). EAZ-7. Apoyo en soporte de acero (1 tramo).
Clculo de la escalera
La zanca ser analizada como elemento lineal y en cuanto a condiciones de apoyo, se considerar la siguiente hiptesis: Hiptesis III: zanca biarticulada.
Cargas permanentes: Peso propio del tablero: 0,2 t/m2 Peso del material de formacin de peldaos, cuya densidad es 2,2 t/m3 Peso propio del solado: 0,1 t/m2 Peso propio de los perfiles
Sobrecargas: Sobrecarga de uso: 300 kg/m2
Caractersticas del material Acero A42b, de caractersticas: Lmite elstico: e = 2.600 kg/cm2 Mdulo de elasticidad: E = 2,1 x 106 kg/cm2
Coeficientes de seguridad
En el mtodo de clculo desarrollado, la seguridad se introduce a travs de tres coeficientes, correspondientes al estado lmite ltimo, y que toman los siguientes valores:
20
ANEJO V
CLCULOS CONSTRUCTIVOS
Coeficiente de minoracin del material: a = 1. Coeficiente de mayoracin de la carga permanente: q = 1,33. Coeficiente de mayoracin de la sobrecarga: s = 1,50.
Flecha mxima admisible
L = 4 m (< 5 m) Para esta dimensin longitudinal total de la escalera, la flecha mxima admisible es: f < L/300 f < 1,33
Dimensionamiento de la zanca
Segn la norma y consultando las tablas correspondientes, obtenemos el canto de los perfiles y las acciones, dependiendo de las caractersticas geomtricas de la zanca.
Obtencin del canto del perfil de la zanca:
Altura
Especificacin
Tipo de perfil (IPE)
Sobrecarga
Pendiente
Perfil
El perfil que se obtiene es: IPE-160.
Obtencin de las acciones:
Altura
21
ANEJO V
CLCULOS CONSTRUCTIVOS
Especificacin
Sobrecarga
Pendiente
Acciones
Las acciones que se obtienen en los extremos de las zancas son dos acciones verticales en sentido descendente. Las acciones recaern en el primer tramo sobre el suelo y sobre dos soportes de acero, y en el segundo tramo, sobre los dos soportes de acero y una viga horizontal ya en el primer piso. Se representa a continuacin un esquema de estas acciones sobre las zancas
VI = 0,9 t VD = 1,1 t
VD
VI
VD VI
Las escaleras, los soportes y la ltima viga en la que se apoya el 2 tramo se esquematizan de la siguiente manera:
Clculo de los soportes:
22
ANEJO V
CLCULOS CONSTRUCTIVOS
Como se ha indicado, entre los dos tramos de escaleras hay un pequeo descansillo que se apoyar en cuatro soportes. Estos soportes tambin van a recibir las acciones de los dos tramos de escaleras.
De los cuatro soportes, los dos ms desfavorables son los que reciben las acciones de ambos tramos de la escalera.
Vamos a analizar un soporte de los ms desfavorables con las siguientes cargas:
Accin del primer tramo de escalera: 0,9 t = 900 kg. Accin del segundo tramo de escalera: 0,9 t = 900 kg. Sobrecarga de uso: 300 kg/m2 x (1,2 x 2,4) m2 = 864 kg. 864 kg/4 soportes = 216 kg/soporte.
Total: 2.016 kg sobre cada uno de los soportes ms desfavorables.
2.016 kg
1,75 m
Se proceder al clculo del perfil para el soporte. Se har un predimensionamiento con un perfil HEB 100.
Longitud de pandeo (lk) = x l = 2 x 1,75 = 3,5 m. Esbeltez () = lk/iy = 350/2,53 = 138,34
23
ANEJO V
CLCULOS CONSTRUCTIVOS
139 = 3,45 * = (N x )/A = 2.016 x 3,450/26 = 267,5 kg/cm2 < 2.600 kg/cm2
Por tanto, el predimensionamiento es correcto y el perfil adoptado para los soportes de las escaleras es HEB 100.
4.2. Diseo del primer piso
El diseo del primer piso de la nave se representa en un esquema en la figura 1
Fig.1. Esquema del forjado que soporta el peso del primer piso.
Se disea un forjado formado por chapas galvanizadas grecadas, como encofrado perdido, y losa de hormign levemente armado, de 5 cm de espesor. Las chapas apoyan en viguetas, que a su vez apoyan en vigas de carga, las cuales irn sobre los pilares de la nave y sobre otros, que se dimensionan a continuacin. Con esta solucin se consigue una separacin entre viguetas de 80 cm.
La solera que se dispondr estar constituida de baldosas recibidas con mortero sobre 2 cm de arena y su espesor total ser de 5 cm.
Las viguetas de forjado, separadas 80 cm, sern de dos tipos:
24
ANEJO V
CLCULOS CONSTRUCTIVOS
Vigas tipo 1: vigas continuas de dos tramos de 5 m de longitud cada uno. Vigas tipo 2: vigas continuas de tres tramos de 5 m de longitud cada uno.
Clculo de las vigas tipo 1
Se utilizar un perfil IPN-160 para el clculo.
Las cargas que deben soportar tales vigas se consideran uniformemente repartidas y son las siguientes:
25
ANEJO V
CLCULOS CONSTRUCTIVOS
Acciones constantes:
Peso del forjado de viguetas de acero: 170 kp/m2 x 0,8 m = 136 kp/m Peso de la solera: 90 kp/m2 x 0,8 m = 72 kp/m
Sobrecarga:
Sobrecarga de uso: 200 kp/m2 x 0,8 m = 160 kp/m Sobrecarga de tabiquera: 100 kp/m2 x 0,8 m = 80 kp/m
La combinacin de hiptesis ms desfavorable en este caso es:
q* = 1,5 x Sobrecarga + 1,33 x Acciones constantes
q* = 1,5 x (160 + 80) + 1,33 x (136 + 72) = 636,64 kp/m
Para una viga de dos tramos tenemos que: M* = q * l 2 636,64 x 5 2 = = 1.989,5 kp m = 198.950 kp cm 8 8
M * 198.950 = = = 1.700,42 kp/cm 2 Wx 117
*
* = 1.700,42 kp/cm2 < 2.600 kp/cm2
La flecha mxima admisible ser:
f < l/500 = 500/500 = 1 cm 2 x 5 x q l4 2 x 4,48 x 500 4 f = = = 0,74 cm 5 x 384 x E I x 384 x 2,1 x 10 6 x 935
26
ANEJO V
CLCULOS CONSTRUCTIVOS
q = 136 + 72 + 160 + 80 = 448 kp/m = 4,48 kp/cm
f = 0,74 cm < 1cm
Hechas las comprobaciones podemos decir que este perfil es adecuado para las vigas tipo 1.
Clculo de las vigas tipo 2
Se utilizar un perfil IPN-160 para el clculo.
Las cargas que deben soportar tales vigas se consideran uniformemente repartidas y son las siguientes:
Acciones constantes:
Peso del forjado de viguetas de acero: 170 kp/m2 x 0,8 m = 136 kp/m Peso de la solera: 90 kp/m2 x 0,8 m = 72 kp/m
Sobrecarga:
Sobrecarga de uso: 200 kp/m2 x 0,8 m = 160 kp/m Sobrecarga de tabiquera: 100 kp/m2 x 0,8 m = 80 kp/m
La combinacin de hiptesis ms desfavorable en este caso es:
q* = 1,5 x Sobrecarga + 1,33 x Acciones constantes
27
ANEJO V
CLCULOS CONSTRUCTIVOS
q* = 1,5 x (160 + 80) + 1,33 x (136 + 72) = 636,64 kp/m
Para una viga de tres tramos tenemos que: q * l 2 636,64 x 5 2 = = 1.591,6 kp m = 159.160 kp cm 10 10
M* =
M * 159.160 = = = 1.360,34 kp/cm 2 Wx 117
*
* = 1.360,34 kp/cm2 < 2.600 kp/cm2
La flecha mxima admisible ser:
f < l/500 = 500/500 = 1 cm f = 13 x 5 x q l 4 13 x 5 x 4,48 x 500 4 = = 0,96 cm 25 x 384 x E I x 25 x 384 x 2,1 x 10 6 x 935 q = 136 + 72 + 160 + 80 = 448 kp/m = 4,48 kp/cm
f = 0,96 cm < 1 cm
Hechas las comprobaciones podemos decir que este perfil es adecuado para las vigas tipo 2. El perfil adecuado para ambas vigas del forjado es el IPN-160.
28
ANEJO V
CLCULOS CONSTRUCTIVOS
5. CLCULO DE PILARES, CERCHA Y VIGA QUE SOPORTA EL FORJADO Para soportar el peso de la cubierta y del primer piso, se dispondrn doce cerchas con sus correspondientes pilares que las sustentan, tales como los que se esquematizan en figura 2, que muestra una vista frontal de la nave que se proyecta.
Figura 2. Esquema de la vista frontal de la nave. Los nudos 1, 16 y 20, que son la base de los pilares, se considerarn como nudos empotrados en la cimentacin. El nudo 17 ser un nudo rgido y en el caso del nudo 21 se considerar la barra 17-21 articulada a la barra 20-22. Los restantes nudos se considerarn articulados. La separacin entre cerchas ser de 5 m. La nave consta de doce prticos. Se calcular el ms desfavorable de ellos, siendo ste el prtico que tiene adjudicado 5 m de anchura de forjado.
29
ANEJO V
CLCULOS CONSTRUCTIVOS
5.1. Acciones Cargas gravitatorias: Peso de la cubierta = 16 kp/m2 x 5 m (separacin entre cerchas) = 80 kp/m Peso de las correas Peso correas = 9 correas/ve rtiente x 5 m x 10,4 kp/m = 6,14 kp/m 2 5 m x 15,23 m
Multiplicando por la separacin entre cerchas, 5 m, se obtiene un valor por metro lineal de 30,72 kp/m. Peso de las correas laterales = 2 correas x 5 m x 8,10 kp/m = 81 kp. El peso de las correas laterales se considerar como una carga puntual en la parte superior de cada uno de los montantes exteriores. Peso de la chapa lateral =16 kp/m2 x 5 m x 1 m = 80 kp. El peso de la chapa lateral se considerar como una carga puntual aplicada de igual manera que el peso de las correas laterales. Peso propio de la estructura: Es generado por el programa mediante la opcin Generar peso propio, y considera al mismo como un peso uniformemente repartido en la barra (kp/m lineal) y con sentido negativo con respecto al eje vertical. Peso del forjado de viguetas de acero: 170 kp/m2 x 5 m = 850 kp/m. Peso de la solera: 90 kp/m2 x 5 m = 450 kp/m. Sobrecarga de uso: 200 kp/m2 x 5 m = 1.000 kp/m.
30
ANEJO V
CLCULOS CONSTRUCTIVOS
Sobrecarga de tabiquera: 100 kp/m2 x 5 m = 500 kp/m. Sobrecarga de nieve: 80 kp/m2 x 5 m = 400 kp/m. Todos estos pesos se consideran uniformemente repartidos y con sentido negativo del eje vertical a excepcin del peso de las correas laterales y el peso de la chapa lateral que son considerados como cargas puntuales. Cargas de viento Para la zona elica W, exposicin normal, edificacin con menos del 33 % de huecos, con un ngulo de cubierta de 10 y una altura H = 10,64 m, se tiene:
Sobre la cubierta: Hiptesis A (viento A) m = 0 kp/m2 n = -14 kp/m2 Hiptesis B (viento B) m = -39,5 kp/m2 n = -53 kp/m2 Estas acciones se consideran uniformemente repartidas en los pares de la cercha y con sentido perpendicular a tales barras. Sobre los cerramientos: q = 69 kp/m2 p = 46 kp/m2 s = 23 kp/m2
31
ANEJO V
CLCULOS CONSTRUCTIVOS
Este valor se ha obtenido en funcin de la zona y de la altura de pilares. Esta accin se considera uniformemente repartida en el pilar y con un sentido perpendicular al mismo. Acciones trmicas Segn la NTE-ECT, Estructuras, cargas trmicas, en la estructura metlica se puede prescindir de la accin trmica creando juntas de dilatacin a una distancia mxima de 40 m. Acciones ssmicas Segn la Norma Sismorresistente, por obra perteneciente al grupo 2, ubicada en la zona de intensidad VI y del tipo C, no resulta necesaria la consideracin de la accin ssmica en el clculo de la estructura. Se muestra a continuacin el esquema de cada una de las acciones que afectan a la estructura:
163,2 kp
kp/m 113,09
113,09 kp/m
163,2 kp
1.450 kp/m
PESO PROPIO
32
ANEJO V
CLCULOS CONSTRUCTIVOS
1.500 kp/m
SOBRECARGA
70kp/
VIENTO 1
33
ANEJO V
CLCULOS CONSTRUCTIVOS
197,5
kp/m
265 k p/m
VIENTO 2
p/m 400 k
400 k p/m
NIEVE
5.2. Resolucin de la cercha, pilares y viga de forjado Se definen en el programa los siguientes elementos: Cotas de las barras.
34
ANEJO V
CLCULOS CONSTRUCTIVOS
Descripcin de los nudos. Nmero de hiptesis de carga y valor de dichas cargas dentro de cada una de las
hiptesis. Dentro de esta opcin se han propuesto 1 hiptesis de peso propio, 1 hiptesis de sobrecarga, 1 hiptesis de nieve, y dos hiptesis de viento (viento 1 y viento 2). Perfil de las barras. Se ha escogido: perfiles cuadrados huecos para todas las barras de la cerchas perfil HEB para los pilares y la viga que soporta el peso del forjado.
Pandeos en las barras. Se definen los coeficientes de pandeo, , de cada barra en la
tabla 1. Tabla 1. Coeficientes de pandeo (1) Plano de la cercha Barra 1-2 Barra 21-22 Barra 20-21 Barra 23-20 Barra 19-20 Montantes Diagonales Pares Tirantes 2 2 0 0,5 2 1 1 1 1 Plano perpendicular a la cercha 0,7 0,7 0 0,7 0,7 1 1 1 2
35
ANEJO V
CLCULOS CONSTRUCTIVOS
Obtencin de los coeficientes : Coeficiente de pandeo de la barra 23-20 en el plano de la cercha. K1 = 1 (empotramiento en la base del pilar) K2 = 1 (se considera empotramiento debido al efecto del forjado) Para un soporte empotrado en sus dos extremos, el coeficiente de pandeo es = 0,5. Coeficiente de pandeo de la barra 19-20 en el plano de la cercha. K1 = 1 (se considera empotramiento debido al efecto del forjado) K2 = 0 (unin articulada con la cercha). Para un soporte empotrado en un extremo y articulado en el otro, el coeficiente de pandeo es = 2. Coeficiente de pandeo en el tirante de la cercha Para el tirante de la cercha, si no se somete a ningn tipo de arriostramiento, la longitud de pandeo en el plano perpendicular a la cercha es igual a la longitud del tirante, en cuyo caso, el coeficiente de pandeo sera = 8. Para evitar un coeficiente de pandeo tan alto, se arriostrarn los puntos 6, 10 y 14 mediante cables paralelos al suelo entre cerchas y entre cerchas y muros pin. De este modo, la longitud de pandeo en el plano de la cercha se reduce a 7,5 m y, con ella, el coeficiente de pandeo se reduce a = 2, como queda reflejado en la Tabla 1, que muestra los coeficientes de pandeo.
36
ANEJO V
CLCULOS CONSTRUCTIVOS
5.3. Listados Se muestran a continuacin una serie de listados procedentes del programa utilizado. Se expone a continuacin un resumen de los nudos que componen la estructura formada por la cercha, pilares, y viga que soporta el forjado.
________________________________________________________________________ __________________________________________________________ NUDOS COORDENADAS(m) COACCIONES VINCULOS ______ _________________________ _________________ _____ _______________________ ______________________________________________ X Y Z DX DY DZ GX GY GZ V0 EP DX/DY/DZ Dep. ________________________________________________________________________ __________________________________________________________ 1 -15.000 0.000 -4.751 X X X X X X X Empotrado 2 -15.000 0.000 2.249 - - - - - - - Articulado 3 -15.000 0.000 3.249 - - - - - - - Articulado 4 -11.250 0.000 2.249 - - - - - - - Articulado 5 -11.250 0.000 3.910 - - - - - - - Articulado 6 -7.500 0.000 2.249 - - - - - - - Articulado 7 -7.500 0.000 4.571 - - - - - - - Articulado 8 -3.750 0.000 2.249 - - - - - - - Articulado 9 -3.750 0.000 5.232 - - - - - - - Articulado 10 0.000 0.000 2.249 - - - - - - - Articulado 11 0.000 0.000 5.894 - - - - - - - -(9,13) -(10) 12 3.750 0.000 2.249 - - - - - - - Articulado 13 3.750 0.000 5.232 - - - - - - - Articulado 14 7.500 0.000 2.249 - - - - - - - Articulado 37
ANEJO V 15 7.500 Articulado 16 8.500 Empotrado 17 8.500 Empotrado 18 11.250 Articulado 19 11.250 Articulado 20 15.000 Empotrado 21 15.000 Articulado 22 15.000 Articulado 23 15.000 Articulado 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 4.571 -4.751 -1.251 2.249 3.910 -4.751 -1.251 2.249 3.249 X X X X X X X X X X -
CLCULOS CONSTRUCTIVOS X X X X -
El siguiente listado es un resumen de las caractersticas mecnicas de las barras.
________________________________________________________________________ __________________________________________________________ CARACTERISTICAS MECANICAS DE LAS BARRAS ________________________________________________________________________ __________________________________________________________ Inerc.Tor. Inerc.y Inerc.z Seccin cm4 cm4 cm4 cm2 ________________________________________________________________________ __________________________________________________________ 49.100 5700.000 2000.000 78.100 Acero, HEB200, Perfil simple (HEB) 65.400 8090.000 2840.000 91.000 Acero, HEB220, Perfil simple (HEB) 140.338 85.924 85.924 8.897 Acero, #80x3, Perfil simple (Huecos cuadrados) 260.971 158.536 158.536 13.198 Acero, #90x4, Perfil simple (Huecos cuadrados) 912.739 548.474 548.474 26.095 Acero, #120x6, Perfil simple (Huecos cuadrados) 1480.242 902.058 902.058 30.895 Acero, #140x6, Perfil simple (Huecos cuadrados)
Los materiales que han sido empleados y sus caractersticas se resumen a continuacin:
38
ANEJO V
CLCULOS CONSTRUCTIVOS
________________________________________________________________________ __________________________________________________________ MATERIALES UTILIZADOS ________________________________________________________________________ __________________________________________________________ Md.Elst. Md.El.Trans. Lm.Els.\Fck Co.Dilat. Peso Espec. Lamb.Lm. Material (Kp/cm2) (Kp/cm2) (Kp/cm2) (m/mC) (Kg/dm3) ________________________________________________________________________ __________________________________________________________ 2100000.00 807692.31 2600.00 1.2e-005 7.85 200 Acero (A42)
Se muestra en el siguiente listado un resumen de la medicin de acero:
________________________________________________________________________ __________________________________________________________ RESUMEN MEDICION(Acero) ________________________________________________________________________ __________________________________________________________ Peso(Kp) Longitud(m) ____________________________ ____________________________________________ ______________________________________________________ Perfil Serie Acero Perfil Serie Acero ________________________________________________________________________ __________________________________________________________ HEB200, Perfil simple 1072.90 17.50 HEB220, Perfil simple 464.33 6.50 HEB 1537.23 24.00 1537.23 24.00 #80x3, Perfil simple 66.94 9.58 #90x4, Perfil simple 459.64 44.34 #120x6, Perfil simple 614.56 30.00 #140x6, Perfil simple 738.80 30.48 Huecos cuadrados 1879.94 114.40 (A42) 1879.94 114.40 ---------------------------39
ANEJO V
CLCULOS CONSTRUCTIVOS
3417.17 Kp
138.40 m
Se incluye a continuacin la descripcin de las barras de la estructura.
________________________________________________________________________ __________________________________________________________ BARRAS DESCRIPCION __________ ________________________________________________________________________ ______________________________________________ Peso Volumen Longitud Co.Pand.xy Co.Pand.xz Esb.Mx. Dist.Arr.Sup. Dist.Arr.Inf. (Kp) (m3) (m) (m) (m) ________________________________________________________________________ __________________________________________________________ 1/2 Acero (A42), HEB200 (HEB) 429.16 0.055 7.00 0.70 2.00 163.88 2/3 Acero (A42), #90x4 (Huecos cuadrados) 10.36 0.001 1.00 1.00 1.00 28.85 2/4 Acero (A42), #120x6 (Huecos cuadrados) 76.82 0.010 3.75 2.00 1.00 163.59 4/3 Acero (A42), #90x4 (Huecos cuadrados) 40.21 0.005 3.88 1.00 1.00 111.98 3/5 Acero (A42), #140x6 (Huecos cuadrados) 92.35 0.012 3.81 1.00 1.00 70.47 4/5 Acero (A42), #90x4 (Huecos cuadrados) 17.21 0.002 1.66 1.00 1.00 47.93 4/6 Acero (A42), #120x6 (Huecos cuadrados) 76.82 0.010 3.75 2.00 1.00 163.59 6/5 Acero (A42), #90x4 (Huecos cuadrados) 42.49 0.005 4.10 1.00 1.00 118.34 5/7 Acero (A42), #140x6 (Huecos cuadrados) 92.35 0.012 3.81 1.00 1.00 70.47 6/7 Acero (A42), #90x4 (Huecos cuadrados) 24.06 0.003 2.32 1.00 1.00 67.01 6/8 Acero (A42), #120x6 (Huecos cuadrados) 40
ANEJO V 76.82 163.59 Acero (A42), 45.70 127.27 Acero (A42), 92.35 70.47 Acero (A42), 30.91 86.08 Acero (A42), 76.82 163.59 Acero (A42), 33.47 154.21 Acero (A42), 92.35 70.47 Acero (A42), 37.76 105.16 Acero (A42), 76.82 163.59 Acero (A42), 33.47 154.21 Acero (A42), 92.35 70.47 Acero (A42), 30.91 86.08 Acero (A42), 76.82 163.59 Acero (A42), 45.70 127.27 Acero (A42), 92.35 70.47 Acero (A42), 24.06 67.01 Acero (A42), 76.82 163.59 Acero (A42), 42.49 118.34
CLCULOS CONSTRUCTIVOS 0.010 3.75 #90x4 (Huecos cuadrados) 0.006 4.41 #140x6 (Huecos cuadrados) 0.012 3.81 #90x4 (Huecos cuadrados) 0.004 2.98 #120x6 (Huecos cuadrados) 0.010 3.75 #80x3 (Huecos cuadrados) 0.004 4.79 #140x6 (Huecos cuadrados) 0.012 3.81 #90x4 (Huecos cuadrados) 0.005 3.64 #120x6 (Huecos cuadrados) 0.010 3.75 #80x3 (Huecos cuadrados) 0.004 4.79 #140x6 (Huecos cuadrados) 0.012 3.81 #90x4 (Huecos cuadrados) 0.004 2.98 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.006 4.41 #140x6 (Huecos cuadrados) 0.012 3.81 #90x4 (Huecos cuadrados) 0.003 2.32 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.005 4.10 2.00
1.00 8/7 1.00 7/9 1.00 8/9 1.00 8/10 1.00 10/9 1.00 9/11 1.00 10/11 1.00 10/12 1.00 10/13 1.00 13/11 1.00 12/13 1.00 12/14 1.00 12/15 1.00 15/13 1.00 14/15 1.00 14/18 1.00 14/19 1.00
1.00
1.00
1.00
2.00
1.00
1.00
1.00
2.00
1.00
1.00
1.00
2.00
1.00
1.00
1.00
2.00
1.00
41
ANEJO V 19/15 1.00 16/17 2.00 17/21 0.00 18/19 1.00 18/22 1.00 18/23 1.00 23/19 1.00 20/21 0.50 21/22 2.00 22/23 1.00 Acero (A42), 92.35 70.47 Acero (A42), 214.58 81.94 Acero (A42), 464.33 0.00 Acero (A42), 17.21 47.93 Acero (A42), 76.82 163.59 Acero (A42), 40.21 111.98 Acero (A42), 92.35 70.47 Acero (A42), 214.58 48.41 Acero (A42), 214.58 81.94 Acero (A42), 10.36 28.85
CLCULOS CONSTRUCTIVOS #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.027 3.50 HEB220 (HEB) 0.059 6.50 #90x4 (Huecos cuadrados) 0.002 1.66 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.005 3.88 #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.027 3.50 HEB200 (HEB) 0.027 3.50 #90x4 (Huecos cuadrados) 0.001 1.00 -
1.00
0.70
0.00
1.00
2.00
1.00
1.00
0.70
0.70
1.00
Se expone a continuacin un resumen de las cargas introducidas en el programa que actan sobre la estructura.
________________________________________________________________________ __________________________________________________________ NUDOS CARGAS __________ ________________________________________________________________________ ______________________________________________ Hipt. Tipo P1 P2 L1(m) L2(m) Direccin ________________________________________________________________________ __________________________________________________________ 3 1 (PP 1) Puntual 0.163 Tn ( 0.000, 0.000,-1.000) 23 1 (PP 1) Puntual 0.163 Tn ( 0.000, 0.000,-1.000) 42
ANEJO V
CLCULOS CONSTRUCTIVOS
________________________________________________________________________ __________________________________________________________ BARRAS CARGAS __________ ________________________________________________________________________ ______________________________________________ Hipt. Tipo P1 P2 L1(m) L2(m) Direccin ________________________________________________________________________ __________________________________________________________ 1/2 1 (PP 1) Uniforme 0.061 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme 0.230 Tn/m ( 1.000, 0.000, 0.000) 4 (V 2) Uniforme 0.230 Tn/m ( 1.000, 0.000, 0.000) 2/3 1 (PP 1) Uniforme 0.010 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme 0.230 Tn/m ( 1.000, 0.000, 0.000)
2/4 4/3 3/5 4/5 4/6 6/5 5/7 -
4 (V 2) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 4 (V 2) Uniforme (-0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
0.230 Tn/m
0.020 Tn/m
0.010 Tn/m
0.024 Tn/m 0.113 Tn/m 0.198 Tn/m 0.400 Tn/m
0.010 Tn/m
0.020 Tn/m
0.010 Tn/m
0.024 Tn/m
43
ANEJO V 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 4 (V 2) Uniforme (-0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 4 (V 2) Uniforme (-0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS 0.113 Tn/m 0.198 Tn/m 0.400 Tn/m -
6/7
0.010 Tn/m
6/8
0.020 Tn/m
8/7
0.010 Tn/m
7/9
0.024 Tn/m 0.113 Tn/m 0.198 Tn/m 0.400 Tn/m 8/9 0.010 Tn/m
8/10
10/9 9/11 10/11 10/12 10/13 -
1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 4 (V 2) Uniforme (-0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
0.020 Tn/m
0.007 Tn/m
0.024 Tn/m 0.113 Tn/m 0.198 Tn/m 0.400 Tn/m
0.010 Tn/m
0.020 Tn/m
0.007 Tn/m
44
ANEJO V 13/11 12/13 12/14 12/15 15/13 14/15 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 4 (V 2) Uniforme ( 0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 4 (V 2) Uniforme ( 0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS
0.024 Tn/m 0.113 Tn/m 0.070 Tn/m 0.265 Tn/m 0.400 Tn/m
0.010 Tn/m
0.020 Tn/m
0.010 Tn/m
0.024 Tn/m 0.113 Tn/m 0.070 Tn/m 0.265 Tn/m 0.400 Tn/m
0.010 Tn/m
14/18 14/19 19/15 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 4 (V 2) Uniforme ( 0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 0.024 Tn/m 0.113 Tn/m 0.070 Tn/m 0.265 Tn/m 0.400 Tn/m 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 0.010 Tn/m 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 0.020 Tn/m -
45
ANEJO V 16/17 18/19 18/22 18/23 23/19 20/21 21/22 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 4 (V 2) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 4 (V 2) Uniforme ( 0.174, 0.000, 0.985) 5 (N 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 2 (SC 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS
0.061 Tn/m 1.450 Tn/m 1.500 Tn/m
0.010 Tn/m
0.020 Tn/m
0.010 Tn/m
0.024 Tn/m 0.113 Tn/m 0.070 Tn/m 0.265 Tn/m 0.400 Tn/m
0.061 Tn/m 0.115 Tn/m 0.115 Tn/m
0.061 Tn/m 0.115 Tn/m
22/23 -
4 (V 2) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 4 (V 2) Uniforme ( 1.000, 0.000, 0.000)
0.115 Tn/m
0.010 Tn/m 0.115 Tn/m 0.115 Tn/m
46
ANEJO V
CLCULOS CONSTRUCTIVOS
El siguiente listado es un resumen de las coacciones en los nudos de la estructura.
________________________________________________________________________ __________________________________________________________ NUDOS REACCIONES (EJES GENERALES) __________ ________________________________________________________________________ ____________________________________________ RX(Tn) RY(Tn) RZ(Tn) MX(Tnm) MY(Tnm) MZ(Tnm) ________________________________________________________________________ __________________________________________________________ 1 COMBINACION 1 (Cim.Equil.) -0.1186 0.0000 2.9281 0.0000 -0.8301 0.0000 COMBINACION 2 (Cim.Equil.) -0.2108 0.0000 5.2055 0.0000 -1.4758 0.0000 COMBINACION 3 (Cim.Equil.) -0.3541 0.0000 2.9281 0.0000 -2.4786 0.0000 COMBINACION 4 (Cim.Equil.) -0.4463 0.0000 5.2055 0.0000 -3.1242 0.0000 COMBINACION 5 (Cim.Equil.) -0.0543 0.0000 12.6762 0.0000 -0.3801 0.0000 COMBINACION 6 (Cim.Equil.) -0.1465 0.0000 14.9536 0.0000 -1.0258 0.0000 COMBINACION 7 (Cim.Equil.) -0.2898 0.0000 12.6762 0.0000 -2.0285 0.0000 COMBINACION 8 (Cim.Equil.) -0.3820 0.0000 14.9536 0.0000 -2.6742 0.0000 COMBINACION 9 (Cim.Equil.) -2.2209 0.0000 2.6025 0.0000 -7.4322 0.0000 COMBINACION 10 (Cim.Equil.) -2.2888 0.0000 4.2781 0.0000 -7.9072 0.0000 COMBINACION 11 (Cim.Equil.) -2.4329 0.0000 2.6025 0.0000 -8.9158 0.0000 COMBINACION 12 (Cim.Equil.) -2.5007 0.0000 4.2781 0.0000 -9.3908 0.0000 COMBINACION 13 (Cim.Equil.) -2.1631 0.0000 11.3758 0.0000 -7.0272 0.0000 COMBINACION 14 (Cim.Equil.) -2.2309 0.0000 13.0513 0.0000 -7.5022 0.0000 COMBINACION 15 (Cim.Equil.) -2.3750 0.0000 11.3758 0.0000 -8.5107 0.0000 COMBINACION 16 (Cim.Equil.) -2.4429 0.0000 13.0513 0.0000 -8.9858 0.0000
COMBINACION 17 (Cim.Equil.) 0.0000 -1.6492 0.0000 COMBINACION 18 (Cim.Equil.) 0.0000 0.0263 0.0000
-2.2455 -7.6043 -8.0793 0.0000 -2.3134 0.0000 47
ANEJO V COMBINACION 19 (Cim.Equil.) 0.0000 -1.6492 0.0000 -9.0879 COMBINACION 20 (Cim.Equil.) 0.0000 0.0263 0.0000 -9.5629 COMBINACION 21 (Cim.Equil.) 0.0000 7.1240 0.0000 -7.1993 COMBINACION 22 (Cim.Equil.) 0.0000 8.7996 0.0000 -7.6743 COMBINACION 23 (Cim.Equil.) 0.0000 7.1240 0.0000 -8.6829 COMBINACION 24 (Cim.Equil.) 0.0000 8.7996 0.0000 -9.1579 COMBINACION 1 (Cim.Tens.Terr.) 0.0000 3.2535 0.0000 -0.9224 COMBINACION 2 (Cim.Tens.Terr.) 0.0000 3.2535 0.0000 -1.9526 COMBINACION 3 (Cim.Tens.Terr.) 0.0000 9.3460 0.0000 -0.6411 COMBINACION 4 (Cim.Tens.Terr.) 0.0000 9.3460 0.0000 -1.6714 COMBINACION 5 (Cim.Tens.Terr.) 0.0000 2.9709 0.0000 -5.4911 COMBINACION 6 (Cim.Tens.Terr.) 0.0000 2.9709 0.0000 -6.5214 COMBINACION 7 (Cim.Tens.Terr.) 0.0000 9.0634 0.0000 -5.2099 COMBINACION 8 (Cim.Tens.Terr.) 0.0000 9.0634 0.0000 -6.2401 COMBINACION 9 (Cim.Tens.Terr.) 0.0000 0.0183 0.0000 -5.6107 COMBINACION 10 (Cim.Tens.Terr.) 0.0000 0.0183 0.0000 -6.6409 COMBINACION 11 (Cim.Tens.Terr.) 0.0000 6.1108 0.0000 -5.3294 COMBINACION 12 (Cim.Tens.Terr.) 0.0000 6.1108 0.0000 -6.3597 16 COMBINACION 1 (Cim.Equil.) 0.0000 5.1382 0.0000 -0.2895 COMBINACION 2 (Cim.Equil.) 0.0000 9.1346 0.0000 -0.5147 COMBINACION 3 (Cim.Equil.) 0.0000 13.8135 0.0000 -0.6892 COMBINACION 4 (Cim.Equil.) 0.0000 17.8099 0.0000 -0.9144 COMBINACION 5 (Cim.Equil.) 0.0000 5.1194 0.0000 -0.5398 COMBINACION 6 (Cim.Equil.) 0.0000 9.1158 0.0000 -0.7649 COMBINACION 7 (Cim.Equil.) 0.0000 13.7948 0.0000 -0.9395 COMBINACION 8 (Cim.Equil.) 0.0000 17.7912 0.0000 -1.1646
CLCULOS CONSTRUCTIVOS -2.4575 0.0000 -2.5253 0.0000 -2.1877 0.0000 -2.2555 0.0000 -2.3996 0.0000 -2.4675 0.0000 -0.1318 0.0000 -0.2789 0.0000 -0.0916 0.0000 -0.2388 0.0000 -1.5894 0.0000 -1.7366 0.0000 -1.5493 0.0000 -1.6964 0.0000 -1.6065 0.0000 -1.7537 0.0000 -1.5663 0.0000 -1.7135 0.0000 0.8363 0.0000 1.4868 0.0000 2.3478 0.0000 2.9983 0.0000 0.7300 0.0000 1.3805 0.0000 2.2415 0.0000 2.8919 0.0000 48
ANEJO V
CLCULOS CONSTRUCTIVOS
COMBINACION 9 (Cim.Equil.) 0.0000 4.8139 0.0000 COMBINACION 10 (Cim.Equil.) 0.0000 7.7541 0.0000 COMBINACION 11 (Cim.Equil.) 0.0000 12.6217 0.0000 COMBINACION 12 (Cim.Equil.) 0.0000 15.5619 0.0000 COMBINACION 13 (Cim.Equil.) 0.0000 4.7970 0.0000 COMBINACION 14 (Cim.Equil.) 0.0000 7.7372 0.0000 COMBINACION 15 (Cim.Equil.) 0.0000 12.6048 0.0000 COMBINACION 16 (Cim.Equil.) 0.0000 15.5450 0.0000 COMBINACION 17 (Cim.Equil.) 0.0000 4.8240 0.0000 COMBINACION 18 (Cim.Equil.) 0.0000 7.7642 0.0000 COMBINACION 19 (Cim.Equil.) 0.0000 12.6318 0.0000 COMBINACION 20 (Cim.Equil.) 0.0000 15.5720 0.0000 COMBINACION 21 (Cim.Equil.) 0.0000 4.8071 0.0000 COMBINACION 22 (Cim.Equil.) 0.0000 7.7473 0.0000 COMBINACION 23 (Cim.Equil.) 0.0000 12.6149 0.0000 COMBINACION 24 (Cim.Equil.) 0.0000 15.5551 0.0000 COMBINACION 1 (Cim.Tens.Terr.) 0.0000 5.7091 0.0000 COMBINACION 2 (Cim.Tens.Terr.) 0.0000 11.1312 0.0000 COMBINACION 3 (Cim.Tens.Terr.) 0.0000 5.6974 0.0000 COMBINACION 4 (Cim.Tens.Terr.) 0.0000 11.1195 0.0000 COMBINACION 5 (Cim.Tens.Terr.) 0.0000 5.3848 0.0000 COMBINACION 6 (Cim.Tens.Terr.) 0.0000 10.8069 0.0000 COMBINACION 7 (Cim.Tens.Terr.) 0.0000 5.3731 0.0000 COMBINACION 8 (Cim.Tens.Terr.) 0.0000 10.7951 0.0000 COMBINACION 9 (Cim.Tens.Terr.) 0.0000 5.3918 0.0000
-1.6316 -5.9811 -6.1467 -6.3408 -6.5065 -6.2063 -6.3720 -6.5660 -6.7317 -5.8485 -6.0142 -6.2083 -6.3739 -6.0738 -6.2394 -6.4335 -6.5992 -0.3217 -0.5715 -0.4781 -0.7279 -4.2686 -4.5184 -4.4250 -4.6748 -4.1765 0.0000 -1.1531 0.0000 -0.2713 0.0000 0.2072 0.0000 -1.7273 0.0000 -1.2488 0.0000 -0.3670 0.0000 0.1115 0.0000 -1.5750 0.0000 -1.0964 0.0000 -0.2147 0.0000 0.2639 0.0000 -1.6707 0.0000 -1.1921 0.0000 -0.3104 0.0000 0.1682 0.0000 0.9293 0.0000 1.8739 0.0000 0.8628 0.0000 1.8075 0.0000 -0.8007 0.0000 0.1439 0.0000 -0.8672 0.0000 0.0774 0.0000 -0.7614 0.0000
49
ANEJO V COMBINACION 10 (Cim.Tens.Terr.) 0.0000 10.8139 0.0000 -4.4264 COMBINACION 11 (Cim.Tens.Terr.) 0.0000 5.3801 0.0000 -4.3329 COMBINACION 12 (Cim.Tens.Terr.) 0.0000 10.8022 0.0000 -4.5828 20
CLCULOS CONSTRUCTIVOS 0.1832 0.0000 -0.8279 0.0000 0.1168 0.0000
COMBINACION 1 (Cim.Equil.) 0.0000 6.8834 0.0000 COMBINACION 2 (Cim.Equil.) 0.0000 12.2372 0.0000 COMBINACION 3 (Cim.Equil.) 0.0000 13.8081 0.0000 COMBINACION 4 (Cim.Equil.) 0.0000 19.1619 0.0000 COMBINACION 5 (Cim.Equil.) 0.0000 16.6503 0.0000 COMBINACION 6 (Cim.Equil.) 0.0000 22.0041 0.0000 COMBINACION 7 (Cim.Equil.) 0.0000 23.5749 0.0000 COMBINACION 8 (Cim.Equil.) 0.0000 28.9287 0.0000 COMBINACION 9 (Cim.Equil.) 0.0000 6.4366 0.0000 COMBINACION 10 (Cim.Equil.) 0.0000 10.3755 0.0000 COMBINACION 11 (Cim.Equil.) 0.0000 12.6688 0.0000 COMBINACION 12 (Cim.Equil.) 0.0000 16.6076 0.0000 COMBINACION 13 (Cim.Equil.) 0.0000 15.2268 0.0000 COMBINACION 14 (Cim.Equil.) 0.0000 19.1656 0.0000 COMBINACION 15 (Cim.Equil.) 0.0000 21.4589 0.0000 COMBINACION 16 (Cim.Equil.) 0.0000 25.3978 0.0000 COMBINACION 17 (Cim.Equil.) 0.0000 2.2003 0.0000 COMBINACION 18 (Cim.Equil.) 0.0000 6.1391 0.0000 COMBINACION 19 (Cim.Equil.) 0.0000 8.4324 0.0000 COMBINACION 20 (Cim.Equil.) 0.0000 12.3713 0.0000 COMBINACION 21 (Cim.Equil.) 0.0000 10.9904 0.0000 COMBINACION 22 (Cim.Equil.) 0.0000 14.9293 0.0000
-0.7177 -2.0971 -3.7281 -5.7387 -7.3697 -2.1749 -3.8059 -5.8165 -7.4476 -4.3724 -5.5724 -7.6499 -8.8499 -4.4425 -5.6425 -7.7200 -8.9199 -4.3319 -5.5319 -7.6093 -8.8093 -4.4019 -5.6019 0.0000 -1.2760 0.0000 -1.9937 0.0000 -2.5520 0.0000 -0.6757 0.0000 -1.2340 0.0000 -1.9517 0.0000 -2.5099 0.0000 -0.3884 0.0000 -0.7991 0.0000 -1.5368 0.0000 -1.9475 0.0000 -0.3506 0.0000 -0.7613 0.0000 -1.4989 0.0000 -1.9096 0.0000 -0.4109 0.0000 -0.8216 0.0000 -1.5593 0.0000 -1.9700 0.0000 -0.3731 0.0000 -0.7838 0.0000 50
ANEJO V COMBINACION 23 (Cim.Equil.) 0.0000 17.2226 0.0000 COMBINACION 24 (Cim.Equil.) 0.0000 21.1615 0.0000 COMBINACION 1 (Cim.Tens.Terr.) 0.0000 7.6483 0.0000 COMBINACION 2 (Cim.Tens.Terr.) 0.0000 11.9762 0.0000 COMBINACION 3 (Cim.Tens.Terr.) 0.0000 13.7525 0.0000 COMBINACION 4 (Cim.Tens.Terr.) 0.0000 18.0804 0.0000
CLCULOS CONSTRUCTIVOS -1.5215 -7.6794 -8.8794 -2.3301 -4.6061 -2.3787 -4.6547 0.0000 -1.9322 0.0000 -0.7975 0.0000 -1.5950 0.0000 -0.7712 0.0000 -1.5687 0.0000
COMBINACION 5 (Cim.Tens.Terr.) 0.0000 7.2052 0.0000 -3.8697 COMBINACION 6 (Cim.Tens.Terr.) 0.0000 11.5331 0.0000 -6.1457 COMBINACION 7 (Cim.Tens.Terr.) 0.0000 13.3095 0.0000 -3.9184 COMBINACION 8 (Cim.Tens.Terr.) 0.0000 17.6374 0.0000 -6.1944 COMBINACION 9 (Cim.Tens.Terr.) 0.0000 4.2633 0.0000 -3.8416 COMBINACION 10 (Cim.Tens.Terr.) 0.0000 8.5912 0.0000 -6.1176 COMBINACION 11 (Cim.Tens.Terr.) 0.0000 10.3675 0.0000 -3.8902 COMBINACION 12 (Cim.Tens.Terr.) 0.0000 14.6955 0.0000 -6.1662
-0.5549 0.0000 -1.3524 0.0000 -0.5287 0.0000 -1.3261 0.0000 -0.5706 0.0000 -1.3681 0.0000 -0.5443 0.0000 -1.3418 0.0000
Con todos los datos facilitados al programa, obtenemos el cuadro de tensiones en cada barra, indicando en cada caso a qu combinacin de acciones corresponde tal tensin:
51
ANEJO V
CLCULOS CONSTRUCTIVOS
52
ANEJO V
CLCULOS CONSTRUCTIVOS
53
ANEJO V
CLCULOS CONSTRUCTIVOS
Se ofrece a continuacin un cuadro resumen de las combinaciones de acciones consideradas en el programa de clculo:
COMBINACIN 1 COMBINACIN 2 COMBINACIN 3 COMBINACIN 4 COMBINACIN 5 COMBINACIN 6 COMBINACIN 7 COMBINACIN 8 COMBINACIN 9 COMBINACIN 10 COMBINACIN 11 COMBINACIN 12 COMBINACIN 13 COMBINACIN 14 COMBINACIN 15 COMBINACIN 16 COMBINACIN 17 COMBINACIN 18 COMBINACIN 19 COMBINACIN 20 COMBINACIN 21 COMBINACIN 22 COMBINACIN 23 COMBINACIN 24 COMBINACIN 25 COMBINACIN 26 COMBINACIN 27 COMBINACIN 28 COMBINACIN 29 COMBINACIN 30
Sobrecarga + Nieve (1 x PP1) Sobrecarga + Nieve (1,33 x PP1) Sobrecarga + Nieve (1 x PP1 + 1,5 x SC1) Sobrecarga + Nieve (1,33 x PP1 + 1,5 x SC1) Sobrecarga + Nieve (1 x PP1 + 1,5 x N1) Sobrecarga + Nieve (1,33 x PP1 + 1,5 x N1) Sobrecarga + Nieve (1 x PP1 + 1,5 x SC1 + 1,5 X N1) Sobrecarga + Nieve (1,33 x PP1 + 1,5 x SC1 + 1,5 x N1) Sobrecarga + Viento1 (1 x PP1 + 1,33 x V1) Sobrecarga + Viento1 (1,33 x PP1 + 1,33 x V1) Sobrecarga + Viento1 (1 x PP1 + 1,5 x SC1 + 1,33 x V1) Sobrecarga + Viento1 (1,33 x PP1 + 1,5 x SC1 + 1,33 x V1) Sobrecarga + Viento2 (1 x PP1 + 1,33 x V2) Sobrecarga + Viento2 (1,33 x PP1 + 1,33 x V2) Sobrecarga + Viento2 (1 x PP1 + 1,5 x SC1 + 1,33 x V2) Sobrecarga + Viento2 (1,33 x PP1 + 1,5 x SC1 + 1,33 x V2) Viento1 + Sobrecarga (1 x PP1 + 1,5 x V1) Viento1 + Sobrecarga (1,33 x PP1 + 1,5 x V1) Viento1 + Sobrecarga (1 x PP1 +1,33 x SC1 + 1,5 x V1) Viento1 + Sobrecarga (1,33 x PP1 +1,33 x SC1 + 1,5 x V1) Viento2 + Sobrecarga (1 x PP1 + 1,5 x V2) Viento2 + Sobrecarga (1,33 x PP1 + 1,5 x V2) Viento2 + Sobrecarga (1 x PP1 +1,33 x SC1 + 1,5 x V2) Viento2 + Sobrecarga (1,33 x PP1 +1,33 x SC1 + 1,5 x V2) Viento1 + Nieve (1 x PP1 + 1,5 x V1 + 1,5 x N1) Viento1 + Nieve (1,33 x PP1 + 1,5 x V1 + 1,5 x N1) Viento2 + Nieve (1 x PP1 + 1,5 x V2 + 1,5 x N1) Viento2 + Nieve (1,33 x PP1 + 1,5 x V2 + 1,5 x N1) Sobrecarga + Viento1 + Nieve (1 x PP1 + 1,33 x V1 + 1,33 x N1) Sobrecarga + Viento1 + Nieve (1,33 x PP1 + 1,33 x V1 + 1,33 x N1) COMBINACIN 31 Sobrecarga + Viento1 + Nieve (1 x PP1 + 1,33 x SC1 + 1,33 x V1 + 1,33 x N1) COMBINACIN 32 Sobrecarga + Viento1 + Nieve (1,33 x PP1 + 1,33 x SC1 + 1,33 x V1 + 1,33 x N1)
54
ANEJO V
CLCULOS CONSTRUCTIVOS
COMBINACIN 33 Sobrecarga + Viento2 + Nieve (1 x PP1 + 1,33 x V2 + 1,33 x N1) COMBINACIN 34 Sobrecarga + Viento2 + Nieve (1,33 x PP1 +1,33 x V2 + 1,33 x N1) COMBINACIN 35 Sobrecarga + Viento2 + Nieve (1 x PP1 + 1,33 x SC1 + 1,33 x V2 + 1,33 x N1) COMBINACIN 36 Sobrecarga + Viento2 + Nieve (1,33 x PP1 + 1,33 x SC1 + 1,33 x V2 + 1,33 x N1)
Se muestran en el siguiente listado las dimensiones de las zapatas dispuestas en los nudos de la base de los pilares:
________________________________________________________________________ __________________________________________________________ NUDOS ZAPATAS _______ ________________________________________________________________________ _________________________________________________ X1(cm) X2(cm) Y1(cm) Y2(cm) Z(cm) Z1(cm) XxYxZ(cm) Armado X(mm) Armado Y(mm) ________________________________________________________________________ __________________________________________________________ 1 120.00 120.00 120.00 120.00 90.00 240.00x240.00x90.00 1220 1220 16 85.00 85.00 85.00 85.00 60.00 170.00x170.00x60.00 816 816 20 85.00 85.00 85.00 85.00 60.00 170.00x170.00x60.00 816 816
Las caractersticas de las placas de anclaje:
________________________________________________________________________ __________________________________________________________ PLACAS DE ANCLAJE(mm) ________________________________________________________________________ __________________________________________________________ NUDOS Placa Pernos Rigid.Paral.X Rigid.Paral.Y Rigidizador Rigid.de Borde ______ ________________________ _________________________ ___________________ ___________________ ________________ _______________ X Y Z Alt. n Long. Gancho n Esp. n Esp. Alt.1 Alt.2 Alt. Esp. ________________________________________________________________________ __________________________________________________________ 1 500 500 25 30 4 650 32 X 0 1 14 100 200 55
ANEJO V 16 20 0 0 400 500 400 500 35 35 30 30 4 4 350 350 -
CLCULOS CONSTRUCTIVOS 32 32 X 0 X 0
________________________________________________________________________ __________________________________________________________
6. MUROS HASTIALES
Los muros hastiales estarn divididos mediante 7 pilares que partirn la luz del mismo en 8 partes iguales. Se considerarn empotrados en la base y articulados en la cabeza (dintel del prtico que constituye el muro pin). En la figura 3 se muestra una vista frontal esquemtica del muro pin, y en la pgina siguiente se muestra un figura ms detallada, en la que se puede observar la numeracin de los nudos de la estructura que componen el muro pin con la cercha contigua y los arriostramientos correspondientes.
Figura 3. Vista frontal del muro pin.
56
ANEJO V
CLCULOS CONSTRUCTIVOS
57
ANEJO V
CLCULOS CONSTRUCTIVOS
6.1. Acciones Cargas gravitatorias
Peso del forjado de viguetas de acero: 170 kp/m2 x 2,5 m = 425 kp/m. Peso de la solera: 90 kp/m2 x 2,5 m = 225 kp/m. Sobrecarga de uso: 200 kp/m2 x 2,5 m = 500 kp/m. Sobrecarga de tabiquera: 100 kp/m2 x 2,5 m = 250 kp/m. Todas estas cargas se consideran uniformemente repartidas y con sentido negativo del eje vertical. En el caso de las cargas gravitatorias, se aplican todas sobre la viga horizontal que soporta el peso del forjado.
Cargas de viento
Se considera nicamente una accin del viento, perpendicular al muro pin, de valor: 46 kp/m2 x 3,75 m = 172,5 kp/m (para los pilares centrales del muro hastial). 46 kp/m2 x 1,875 m = 86,25 kp/m (para los pilares extremos del muro hastial).
6.2. Resolucin del muro hastial Se definen en el programa los siguientes elementos: Cotas de las barras. Descripcin de los nudos.
58
ANEJO V
CLCULOS CONSTRUCTIVOS
Nmero de hiptesis de carga y valor de dichas cargas dentro de cada una de las
hiptesis. Dentro de esta opcin se han propuesto 1 hiptesis de peso propio, 1 hiptesis de sobrecarga, que actan sobre la viga horizontal que soporta el forjado, y una hiptesis de viento perpendicular al muro pin. Perfil de las barras. Se describen los perfiles de las barras que constituyen el muro
pin, as como los de las barras de arriostramiento. Los perfiles elegidos son: Para las correas y zunchos de atado de cabeza de pilares: IPN. Para las barras de arriostramiento (los arriostramientos establecidos consisten en cruces de San Andrs en la cubierta, y el arriostramiento citado anteriormente que evita el pandeo del tirante entero): 12. Para los dinteles del prtico que constituye el muro pin: IPE. Para los pilares centrales: HEB. Para los pilares extremos: 2UPN soldados a tope. Para la barra que soporta el forjado: HEB. Pandeos en las barras. Se definen los coeficientes de pandeo, , de cada barra en la
tabla 2.
59
ANEJO V
CLCULOS CONSTRUCTIVOS
Tabla 2. Coeficientes de pandeo (2). Plano del muro hastial Plano perpendicular al muro hastial Barras de arriostramiento Correas de arriostramiento Pilares centrales Pilares extremos Viga que soporta el forjado 0 0 1 1 0 0 0 1 0,7 0
6.3. Listados Se muestran a continuacin los listados procedentes del programa utilizado.
En primer lugar, se expone un resumen de los nudos que componen la estructura formada por el muro hastial, incluyendo los arriostramientos de la misma.
________________________________________________________________________ __________________________________________________________ NUDOS COORDENADAS(m) COACCIONES VINCULOS ______ _________________________ _________________ _____ _______________________ ______________________________________________ X Y Z DX DY DZ GX GY GZ V0 EP DX/DY/DZ Dep. ________________________________________________________________________ __________________________________________________________ 1 -15.000 0.000 -4.751 X X X X X X X Empotrado 2 -15.000 0.000 -4.701 - - - - - - - Articulado 60
ANEJO V 3 -15.000 0.000 -(2,8) -(6) -(10) 4 -15.000 5.000 Empotrado 5 -15.000 5.000 Articulado 6 -15.000 5.000 Articulado 7 -11.250 0.000 Empotrado 8 -11.250 0.000 Articulado 9 -11.250 5.000 Articulado 10 -11.250 5.000 Articulado 11 -7.500 0.000 Empotrado 12 -7.500 0.000 Articulado 13 -7.500 0.000 Articulado 14 -7.500 5.000 Articulado 15 -7.500 5.000 Articulado 16 -3.750 0.000 Empotrado 17 -3.750 0.000 Articulado 18 -3.750 5.000 Articulado 19 -3.750 5.000 Articulado 20 0.000 0.000 Empotrado 21 0.000 0.000 Articulado 22 0.000 0.000 -(17,26) -(21) -(24) 23 0.000 5.000 Articulado 24 0.000 5.000 Articulado 25 3.750 0.000 Empotrado 26 3.750 0.000 Articulado 27 3.750 5.000 Articulado 28 3.750 5.000 Articulado 3.249 -4.751 2.249 3.249 -4.751 3.910 2.249 3.910 -4.751 2.249 4.571 2.249 4.571 -4.751 5.232 2.249 5.232 -4.751 2.249 5.894 2.249 5.894 -4.751 5.232 2.249 5.232 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X -
CLCULOS CONSTRUCTIVOS X X X X X X X X X X X X -
61
ANEJO V 29 7.500 0.000 Empotrado 30 7.500 0.000 Empotrado 31 7.500 0.000 Articulado 32 7.500 0.000 Articulado 33 7.500 5.000 Articulado 34 7.500 5.000 Articulado 35 8.500 5.000 Empotrado 36 8.500 5.000 Empotrado 37 11.250 0.000 Empotrado 38 11.250 0.000 Empotrado 39 11.250 0.000 Articulado 40 11.250 5.000 Articulado 41 11.250 5.000 Articulado 42 15.000 0.000 Empotrado 43 15.000 0.000 Articulado 44 15.000 0.000 Empotrado 45 15.000 0.000 -(44,39) -(49) -(41) 46 15.000 5.000 Empotrado 47 15.000 5.000 Articulado 48 15.000 5.000 Articulado 49 15.000 5.000 Articulado -4.751 -1.251 2.249 4.571 2.249 4.571 -4.751 -1.251 -4.751 -1.251 3.910 2.249 3.910 -4.751 -4.651 -1.251 3.249 -4.751 -1.251 2.249 3.249 X X X X X X X X X X X X X X X X X X X X X X X X X -
CLCULOS CONSTRUCTIVOS X X X X X X X X X X -
El siguiente listado es un resumen de las caractersticas mecnicas de las barras.
________________________________________________________________________ __________________________________________________________ CARACTERISTICAS MECANICAS DE LAS BARRAS
62
ANEJO V
CLCULOS CONSTRUCTIVOS
________________________________________________________________________ __________________________________________________________ Inerc.Tor. Inerc.y Inerc.z Seccin cm4 cm4 cm4 cm2 ________________________________________________________________________ __________________________________________________________ 3.920 1320.000 101.000 23.900 Acero, IPE180, Perfil simple (IPE) 2.230 328.000 21.500 14.200 Acero, IPN120, Perfil simple (IPN) 7.678 728.000 577.846 34.000 Acero, UPN120, Doble en cajn soldado (2UPN) 17.500 1510.000 550.000 43.000 Acero, HEB140, Perfil simple (HEB) 49.100 5700.000 2000.000 78.100 Acero, HEB200, Perfil simple (HEB) 65.400 8090.000 2840.000 91.000 Acero, HEB220, Perfil simple (HEB) 140.338 85.924 85.924 8.897 Acero, #80x3, Perfil simple (Huecos cuadrados) 260.971 158.536 158.536 13.198 Acero, #90x4, Perfil simple (Huecos cuadrados) 912.739 548.474 548.474 26.095 Acero, #120x6, Perfil simple (Huecos cuadrados) 1480.242 902.058 902.058 30.895 Acero, #140x6, Perfil simple (Huecos cuadrados) 0.204 0.102 0.102 1.131 Acero, 12, Perfil simple (Redondos)
Los materiales que han sido empleados y sus caractersticas son los mismos que los mostrados en el listado correspondiente de la resolucin de la estructura formada por la cercha, pilares, y viga que soporta el forjado. La medicin de acero correspondiente a la estructura que nos ocupa, aparece en el siguiente listado:
________________________________________________________________________ ___________________________________________________ RESUMEN MEDICION(Acero) ________________________________________________________________________ __________________________________________________________ Peso(Kp) Longitud(m) ____________________________ ____________________________________________ ______________________________________________________ Perfil Serie Acero Perfil Serie Acero
63
ANEJO V
CLCULOS CONSTRUCTIVOS
________________________________________________________________________ __________________________________________________________ IPE180, Perfil simple 571.52 30.48 IPE 571.52 30.48 IPN120, Perfil simple 501.66 45.00 IPN 501.66 45.00 UPN120, Doble en caj... 427.04 16.00 2UPN 427.04 16.00 HEB140, Perfil simple 253.16 7.50 HEB200, Perfil simple 5154.78 84.06 HEB220, Perfil simple 464.33 6.50 HEB 5872.27 98.06 12, Perfil simple 74.60 83.98 Redondos 74.60 83.98 Acero (A42) 7447.09 273.52 #80x3, Perfil simple 66.94 9.58 #90x4, Perfil simple 459.64 44.34 #120x6, Perfil simple 614.56 30.00 #140x6, Perfil simple 738.80 30.48 Huecos cuadrados 1879.94 114.40 Acero (A42) 1879.94 114.40 ---------------------------9327.03 Kp 387.92 m
Se muestra a continuacin la descripcin de las barras de la estructura.
________________________________________________________________________ __________________________________________________________ BARRAS DESCRIPCION
64
ANEJO V
CLCULOS CONSTRUCTIVOS
__________ ________________________________________________________________________ ______________________________________________ Peso Volumen Longitud Co.Pand.xy Co.Pand.xz Esb.Mx. Dist.Arr.Sup. Dist.Arr.Inf. (Kp) (m3) (m) (m) (m) ________________________________________________________________________ __________________________________________________________ 1/2 Acero (A42), 2xUPN120([]) (2UPN) 1.33 0.000 0.05 0.70 1.00 1.08 2/3 Acero (A42), 2xUPN120([]) (2UPN) 212.19 0.027 7.95 0.70 1.00 171.81 2/6 Acero (A42), 12 (Redondos) 8.34 0.001 9.39 0.00 0.00 0.00 3/6 Acero (A42), IPN120 (IPN) 55.74 0.007 5.00 0.00 0.00 0.00 3/8 Acero (A42), IPE180 (IPE) 71.44 0.009 3.81 1.00 1.00 185.23 3/10 Acero (A42), 12 (Redondos) 5.58 0.001 6.28 0.00 0.00 0.00 4/5 Acero (A42), HEB200 (HEB) 429.16 0.055 7.00 0.70 2.00 163.88 5/6 Acero (A42), #90x4 (Huecos cuadrados) 10.36 0.001 1.00 1.00 1.00 28.85 5/9 Acero (A42), #120x6 (Huecos cuadrados) 76.82 0.010 3.75 2.00 1.00 163.59 9/6 Acero (A42), #90x4 (Huecos cuadrados) 40.21 0.005 3.88 1.00 1.00 111.98 6/10 Acero (A42), #140x6 (Huecos cuadrados) 92.35 0.012 3.81 1.00 1.00 70.47 7/8 Acero (A42), HEB200 (HEB) 531.01 0.068 8.66 1.00 1.00 171.15 8/10 Acero (A42), IPN120 (IPN) 55.74 0.007 5.00 0.00 0.00 0.00 8/13 Acero (A42), IPE180 (IPE) 71.44 0.009 3.81 1.00 1.00 185.23 8/15 Acero (A42), 12 (Redondos)
65
ANEJO V 5.58 0.00 Acero (A42), 17.21 47.93 Acero (A42), 76.82 163.59 Acero (A42), 42.49 118.34 Acero (A42), 92.35 70.47 Acero (A42), 429.16 138.33 Acero (A42), 142.38 45.89 Acero (A42), 4.44 0.00 Acero (A42), 55.74 0.00 Acero (A42), 71.44 185.23 Acero (A42), 5.58 0.00 Acero (A42), 24.06 67.01 Acero (A42), 76.82 163.59 Acero (A42), 45.70 127.27 Acero (A42), 92.35 70.47 Acero (A42), 612.08 197.29 Acero (A42), 55.74 0.00 Acero (A42), 71.44 185.23
CLCULOS CONSTRUCTIVOS 0.001 6.28 #90x4 (Huecos cuadrados) 0.002 1.66 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.005 4.10 #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.055 7.00 HEB200 (HEB) 0.018 2.32 12 (Redondos) 0.001 5.00 IPN120 (IPN) 0.007 5.00 IPE180 (IPE) 0.009 3.81 12 (Redondos) 0.001 6.28 #90x4 (Huecos cuadrados) 0.003 2.32 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.006 4.41 #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.078 9.98 IPN120 (IPN) 0.007 5.00 IPE180 (IPE) 0.009 3.81 0.00
0.00 9/10 1.00 9/14 1.00 14/10 1.00 10/15 1.00 11/12 1.00 12/13 1.00 12/14 0.00 13/15 0.00 13/17 1.00 13/19 0.00 14/15 1.00 14/18 1.00 18/15 1.00 15/19 1.00 16/17 1.00 17/19 0.00 17/22 1.00
1.00
2.00
1.00
1.00
1.00
1.00
0.00
0.00
1.00
0.00
1.00
2.00
1.00
1.00
1.00
0.00
1.00
66
ANEJO V 17/24 0.00 18/19 1.00 18/23 1.00 23/19 1.00 19/24 1.00 20/21 1.00 21/22 1.00 21/23 0.00 22/24 0.00 26/22 1.00 23/24 1.00 23/27 1.00 23/28 1.00 26/24 0.00 28/24 1.00 25/26 1.00 26/28 0.00 32/26 Acero (A42), 5.58 0.00 Acero (A42), 30.91 86.08 Acero (A42), 76.82 163.59 Acero (A42), 33.47 154.21 Acero (A42), 92.35 70.47 Acero (A42), 429.16 138.33 Acero (A42), 223.46 72.03 Acero (A42), 4.44 0.00 Acero (A42), 55.74 0.00 Acero (A42), 71.44 185.23 Acero (A42), 37.76 105.16 Acero (A42), 76.82 163.59 Acero (A42), 33.47 154.21 Acero (A42), 5.58 0.00 Acero (A42), 92.35 70.47 Acero (A42), 612.08 197.29 Acero (A42), 55.74 0.00 Acero (A42),
CLCULOS CONSTRUCTIVOS 12 (Redondos) 0.001 6.28 #90x4 (Huecos cuadrados) 0.004 2.98 #120x6 (Huecos cuadrados) 0.010 3.75 #80x3 (Huecos cuadrados) 0.004 4.79 #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.055 7.00 HEB200 (HEB) 0.028 3.64 12 (Redondos) 0.001 5.00 IPN120 (IPN) 0.007 5.00 IPE180 (IPE) 0.009 3.81 #90x4 (Huecos cuadrados) 0.005 3.64 #120x6 (Huecos cuadrados) 0.010 3.75 #80x3 (Huecos cuadrados) 0.004 4.79 12 (Redondos) 0.001 6.28 #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.078 9.98 IPN120 (IPN) 0.007 5.00 IPE180 (IPE)
0.00
1.00
2.00
1.00
1.00
1.00
1.00
0.00
0.00
1.00
1.00
2.00
1.00
0.00
1.00
1.00
0.00
67
ANEJO V 71.44 185.23 Acero (A42), 30.91 86.08 Acero (A42), 76.82 163.59 Acero (A42), 45.70 127.27 Acero (A42), 5.58 0.00 Acero (A42), 92.35 70.47 Acero (A42), 214.58 69.16 Acero (A42), 214.58 69.16 Acero (A42), 126.58 0.00 Acero (A42), 142.38 45.89 Acero (A42), 4.44 0.00 Acero (A42), 55.74 0.00 Acero (A42), 71.44 185.23 Acero (A42), 24.06 67.01 Acero (A42), 76.82 163.59 Acero (A42), 42.49 118.34 Acero (A42), 5.58 0.00 Acero (A42), 92.35 70.47
CLCULOS CONSTRUCTIVOS 0.009 3.81 #90x4 (Huecos cuadrados) 0.004 2.98 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.006 4.41 12 (Redondos) 0.001 6.28 #140x6 (Huecos cuadrados) 0.012 3.81 HEB200 (HEB) 0.027 3.50 HEB200 (HEB) 0.027 3.50 HEB140 (HEB) 0.016 3.75 HEB200 (HEB) 0.018 2.32 12 (Redondos) 0.001 5.00 IPN120 (IPN) 0.007 5.00 IPE180 (IPE) 0.009 3.81 #90x4 (Huecos cuadrados) 0.003 2.32 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.005 4.10 12 (Redondos) 0.001 6.28 #140x6 (Huecos cuadrados) 0.012 3.81 1.00
1.00 27/28 1.00 27/33 1.00 27/34 1.00 32/28 0.00 34/28 1.00 29/30 1.00 30/31 1.00 30/38 0.00 31/32 1.00 31/33 0.00 32/34 0.00 39/32 1.00 33/34 1.00 33/40 1.00 33/41 1.00 39/34 0.00 41/34 1.00
1.00
2.00
1.00
0.00
1.00
1.00
1.00
0.00
1.00
0.00
0.00
1.00
1.00
2.00
1.00
0.00
1.00
68
ANEJO V 35/36 2.00 36/47 0.00 37/38 1.00 38/39 1.00 38/44 0.00 39/41 0.00 45/39 1.00 40/41 1.00 40/48 1.00 40/49 1.00 45/41 0.00 49/41 1.00 42/43 0.50 43/44 0.50 43/49 0.00 44/45 0.70 45/49 0.00 46/47 Acero (A42), 214.58 81.94 Acero (A42), 464.33 0.00 Acero (A42), 214.58 69.16 Acero (A42), 316.43 101.99 Acero (A42), 126.58 0.00 Acero (A42), 55.74 0.00 Acero (A42), 71.44 185.23 Acero (A42), 17.21 47.93 Acero (A42), 76.82 163.59 Acero (A42), 40.21 111.98 Acero (A42), 5.58 0.00 Acero (A42), 92.35 70.47 Acero (A42), 2.67 1.70 Acero (A42), 90.75 57.73 Acero (A42), 8.30 0.00 Acero (A42), 120.10 76.41 Acero (A42), 55.74 0.00 Acero (A42),
CLCULOS CONSTRUCTIVOS HEB200 (HEB) 0.027 3.50 HEB220 (HEB) 0.059 6.50 HEB200 (HEB) 0.027 3.50 HEB200 (HEB) 0.040 5.16 HEB140 (HEB) 0.016 3.75 IPN120 (IPN) 0.007 5.00 IPE180 (IPE) 0.009 3.81 #90x4 (Huecos cuadrados) 0.002 1.66 #120x6 (Huecos cuadrados) 0.010 3.75 #90x4 (Huecos cuadrados) 0.005 3.88 12 (Redondos) 0.001 6.28 #140x6 (Huecos cuadrados) 0.012 3.81 2xUPN120([]) (2UPN) 0.000 0.10 2xUPN120([]) (2UPN) 0.012 3.40 12 (Redondos) 0.001 9.35 2xUPN120([]) (2UPN) 0.015 4.50 IPN120 (IPN) 0.007 5.00 HEB200 (HEB)
0.70
0.00
1.00
1.00
0.00
0.00
1.00
1.00
2.00
1.00
0.00
1.00
0.70
0.70
0.00
0.70
0.00
69
ANEJO V 214.58 48.41 Acero (A42), 214.58 81.94 Acero (A42), 10.36 28.85 0.027 3.50 HEB200 (HEB) 0.027 3.50 #90x4 (Huecos cuadrados) 0.001 1.00 -
CLCULOS CONSTRUCTIVOS 0.70
0.50 47/48 2.00 48/49 1.00
0.70
1.00
Se expone a continuacin un resumen de las cargas que actan sobre la estructura.
________________________________________________________________________ __________________________________________________ BARRAS CARGAS __________ ________________________________________________________________________ ______________________________________________ Hipt. Tipo P1 P2 L1(m) L2(m) Direccin ________________________________________________________________________ __________________________________________________________ 1/2 1 (PP 1) Uniforme 0.027 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Faja 0.086 Tn/m 0.000 0.003 ( 0.000,-1.000, 0.000) 3 (V 1) Faja 0.086 Tn/m 0.003 0.050 ( 0.000,-1.000, 0.000) 2/3 1 (PP 1) Uniforme 0.027 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Faja 0.086 Tn/m 0.000 7.950 ( 0.000,-1.000, 0.000) 2/6 1 (PP 1) Uniforme 0.001 Tn/m ( 0.000, 0.000,-1.000) 3/6 1 (PP 1) Uniforme 0.011 Tn/m ( 0.000, 0.000,-1.000) 3/8 1 (PP 1) Uniforme 0.019 Tn/m ( 0.000, 0.000,-1.000) 3/10 1 (PP 1) Uniforme 0.001 Tn/m ( 0.000, 0.000,-1.000) 4/5 1 (PP 1) Uniforme 0.061 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme 0.210 Tn/m ( 1.000, 0.000, 0.000) 5/6 70
ANEJO V 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme (-0.174, 0.000, 0.985)
CLCULOS CONSTRUCTIVOS 0.010 Tn/m 0.210 Tn/m -
5/9
0.020 Tn/m
9/6
0.010 Tn/m
6/10
0.024 Tn/m 0.195 Tn/m
7/8 0.000 0.003 0.050 8/10 8/13 8/15 9/10 9/14 14/10 10/15 11/12 12/13
1 (PP 1) Uniforme 0.061 ( 0.000, 0.000,-1.000) 3 (V 1) Faja 0.172 0.003 ( 0.000,-1.000, 0.000) 3 (V 1) Faja 0.172 0.050 ( 0.000,-1.000, 0.000) 3 (V 1) Faja 0.172 8.661 ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme (-0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000)
Tn/m Tn/m Tn/m Tn/m
0.011 Tn/m
0.019 Tn/m
0.001 Tn/m
0.010 Tn/m
0.020 Tn/m
0.010 Tn/m
0.024 Tn/m 0.195 Tn/m
0.061 Tn/m 0.172 Tn/m
71
ANEJO V 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS 0.061 Tn/m 0.172 Tn/m -
12/14
0.001 Tn/m
13/15
0.011 Tn/m
13/17
0.019 Tn/m
13/19
0.001 Tn/m
14/15
0.010 Tn/m
14/18
0.020 Tn/m
18/15
0.010 Tn/m
15/19 16/17 17/19 17/22 17/24 18/19 18/23 23/19
1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme (-0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
0.024 Tn/m 0.195 Tn/m
0.061 Tn/m 0.172 Tn/m
0.011 Tn/m
0.019 Tn/m
0.001 Tn/m
0.010 Tn/m
0.020 Tn/m
72
ANEJO V 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme (-0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS 0.007 Tn/m -
19/24
0.024 Tn/m 0.195 Tn/m
20/21
0.061 Tn/m 0.172 Tn/m
21/22
0.061 Tn/m 0.172 Tn/m
21/23
0.001 Tn/m
22/24
0.011 Tn/m
26/22
0.019 Tn/m
23/24
0.010 Tn/m
23/27
0.020 Tn/m
23/28
0.007 Tn/m
26/24
0.001 Tn/m
28/24
0.024 Tn/m 0.260 Tn/m
25/26
0.061 Tn/m 0.172 Tn/m
26/28
0.011 Tn/m
32/26
73
ANEJO V 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 2 (SC 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS 0.019 Tn/m -
27/28
0.010 Tn/m
27/33
0.020 Tn/m
27/34
0.010 Tn/m
32/28
0.001 Tn/m
34/28
0.024 Tn/m 0.260 Tn/m
29/30
0.061 Tn/m 0.172 Tn/m
30/31
0.061 Tn/m 0.172 Tn/m
30/38
0.034 Tn/m 0.775 Tn/m 0.750 Tn/m
31/32
0.061 Tn/m 0.172 Tn/m
31/33
0.001 Tn/m
32/34
0.011 Tn/m
39/32
0.019 Tn/m
33/34
0.010 Tn/m
74
ANEJO V 33/40 33/41 39/34 41/34 35/36 36/47 37/38 0.000 0.077 0.100 38/39 38/44 39/41 45/39 40/41 40/48 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 2 (SC 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme 0.061 ( 0.000, 0.000,-1.000) 3 (V 1) Faja 0.172 0.077 ( 0.000,-1.000, 0.000) 3 (V 1) Faja 0.172 0.100 ( 0.000,-1.000, 0.000) 3 (V 1) Faja 0.172 3.500 ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS
0.020 Tn/m
0.010 Tn/m
0.001 Tn/m
0.024 Tn/m 0.260 Tn/m
0.061 Tn/m
0.071 Tn/m
Tn/m Tn/m Tn/m Tn/m
0.061 Tn/m 0.172 Tn/m
0.034 Tn/m 0.775 Tn/m 0.750 Tn/m
0.011 Tn/m
0.019 Tn/m
0.010 Tn/m
0.020 Tn/m
75
ANEJO V 40/49 45/41 49/41 42/43 0.000 0.077 43/44 0.000 43/49 44/45 45/49 46/47 47/48 48/49 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 1.000, 0.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 3 (V 1) Uniforme ( 0.174, 0.000, 0.985) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000)
CLCULOS CONSTRUCTIVOS
0.010 Tn/m
0.001 Tn/m
0.024 Tn/m 0.260 Tn/m
1 (PP 1) Uniforme 0.027 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Faja 0.086 Tn/m 0.077 ( 0.000,-1.000, 0.000) 3 (V 1) Faja 0.086 Tn/m 0.100 ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme 0.027 Tn/m ( 0.000, 0.000,-1.000) 3 (V 1) Faja 0.086 Tn/m 3.400 ( 0.000,-1.000, 0.000) 1 (PP 1) Uniforme ( 0.000, 0.000,-1.000) 0.001 Tn/m
0.027 Tn/m 0.086 Tn/m
0.011 Tn/m
0.061 Tn/m 0.105 Tn/m
0.061 Tn/m 0.105 Tn/m
0.010 Tn/m 0.105 Tn/m
76
ANEJO V
CLCULOS CONSTRUCTIVOS
El siguiente listado es un resumen de las reacciones en los nudos de la estructura.
________________________________________________________________________ __________________________________________________________ NUDOS REACCIONES (EJES GENERALES) __________ ________________________________________________________________________ ____________________________________________ RX(Tn) RY(Tn) RZ(Tn) MX(Tnm) MY(Tnm) MZ(Tnm) ________________________________________________________________________ __________________________________________________________ 1 COMBINACION 1 (Cim.Equil.) 0.0003 0.0070 0.2610 -0.0002 0.0001 0.0000 COMBINACION 2 (Cim.Equil.) 0.0006 0.0125 0.4641 -0.0003 0.0001 0.0000 COMBINACION 3 (Cim.Equil.) 0.0005 0.0068 0.2609 -0.0001 0.0007 0.0000 COMBINACION 4 (Cim.Equil.) 0.0008 0.0123 0.4639 -0.0003 0.0007 0.0000 COMBINACION 5 (Cim.Equil.) -0.0824 3.0838 4.0145 -1.3158 -0.3543 0.0003 COMBINACION 6 (Cim.Equil.) -0.0822 3.0879 4.1639 -1.3159 -0.3543 0.0003 COMBINACION 7 (Cim.Equil.) -0.0822 3.0837 4.0144 -1.3157 -0.3538 0.0003 COMBINACION 8 (Cim.Equil.) -0.0820 3.0877 4.1637 -1.3159 -0.3537 0.0003 COMBINACION 1 (Cim.Tens.Terr.) 0.0004 0.0078 0.2900 -0.0002 0.0001 0.0000 COMBINACION 2 (Cim.Tens.Terr.) 0.0005 0.0077 0.2900 -0.0002 0.0004 0.0000 COMBINACION 3 (Cim.Tens.Terr.) -0.0571 2.1444 2.8916 -0.9138 -0.2460 0.0002 COMBINACION 4 (Cim.Tens.Terr.) -0.0570 2.1442 2.8915 -0.9138 -0.2456 0.0002 4 COMBINACION 1 (Cim.Equil.) 0.0026 0.0000 1.3486 0.0000 0.0183 0.0000 COMBINACION 2 (Cim.Equil.) 0.0047 0.0000 2.3976 0.0000 0.0326 0.0000 COMBINACION 3 (Cim.Equil.) 0.0031 0.0000 1.3491 0.0000 0.0217 0.0000 COMBINACION 4 (Cim.Equil.) 0.0051 0.0000 2.3981 0.0000 0.0360 0.0000 COMBINACION 5 (Cim.Equil.) -1.6691 0.0000 -7.6730 0.0000 -4.2752 0.0000 COMBINACION 6 (Cim.Equil.) -1.6677 0.0000 -6.9013 0.0000 -4.2648 0.0000 COMBINACION 7 (Cim.Equil.) -1.6687 0.0000 -7.6726 0.0000 -4.2722 0.0000 77
ANEJO V COMBINACION 8 (Cim.Equil.) 0.0000 -6.9009 0.0000 COMBINACION 1 (Cim.Tens.Terr.) 0.0000 1.4985 0.0000 COMBINACION 2 (Cim.Tens.Terr.) 0.0000 1.4988 0.0000 COMBINACION 3 (Cim.Tens.Terr.) 0.0000 -4.7926 0.0000 COMBINACION 4 (Cim.Tens.Terr.) 0.0000 -4.7923 0.0000 7 COMBINACION 1 (Cim.Equil.) 0.0011 0.5772 0.0096 COMBINACION 2 (Cim.Equil.) 0.0020 1.0261 0.0171 COMBINACION 3 (Cim.Equil.) 0.0011 0.5770 0.0098 COMBINACION 4 (Cim.Equil.) 0.0020 1.0259 0.0173 COMBINACION 5 (Cim.Equil.) 1.6076 0.7154 -4.6068 COMBINACION 6 (Cim.Equil.) 1.6070 1.0457 -4.6013 COMBINACION 7 (Cim.Equil.) 1.6076 0.7152 -4.6066 COMBINACION 8 (Cim.Equil.) 1.6070 1.0455 -4.6011 COMBINACION 1 (Cim.Tens.Terr.) 0.0012 0.6413 0.0107 COMBINACION 2 (Cim.Tens.Terr.) 0.0012 0.6412 0.0108 COMBINACION 3 (Cim.Tens.Terr.) 1.1160 0.7262 -3.1953 COMBINACION 4 (Cim.Tens.Terr.) 1.1159 0.7260 -3.1952 11 COMBINACION 1 (Cim.Equil.) 0.0021 0.6062 0.0198 COMBINACION 2 (Cim.Equil.) 0.0038 1.0777 0.0353 COMBINACION 3 (Cim.Equil.) 0.0021 0.6063 0.0200 COMBINACION 4 (Cim.Equil.) 0.0038 1.0778 0.0354 COMBINACION 5 (Cim.Equil.) 1.7032 0.5786 -5.0841 COMBINACION 6 (Cim.Equil.) 1.7020 0.9255 -5.0728 COMBINACION 7 (Cim.Equil.) 1.7032 0.5786 -5.0840 COMBINACION 8 (Cim.Equil.) 1.7020 0.9255 -5.0726
CLCULOS CONSTRUCTIVOS -1.6672 -4.2617 0.0204 0.0225 -2.9616 -2.9595 0.0000 0.0029 0.0000 0.0032 0.0000 -1.1581 0.0000 -1.1578 0.0000 -0.0004 -0.0030 -0.0054 -0.0022 -0.0046 -0.4757 -0.4774 -0.4750 -0.4767 -0.0034 -0.0029 -0.3316 -0.3311 0.0000 -0.0006 0.0000 -0.0003 0.0000 -0.0005 0.0000 -0.0549 0.0000 -0.0551 0.0000 -0.0548 0.0000 -0.0550 0.0000 -0.0004 0.0000 -0.0003 0.0000 -0.0383 0.0000 -0.0382 0.0000 -0.0003 -0.0026 -0.0047 -0.0019 -0.0040 -0.4138 -0.4154 -0.4132 -0.4147 0.0000 -0.0005 0.0000 -0.0002 0.0000 -0.0004 0.0000 -0.0444 0.0000 -0.0446 0.0000 -0.0443 0.0000 -0.0445 0.0000 -
78
ANEJO V COMBINACION 1 (Cim.Tens.Terr.) 0.0024 0.6736 0.0220 COMBINACION 2 (Cim.Tens.Terr.) 0.0024 0.6736 0.0221 COMBINACION 3 (Cim.Tens.Terr.) 1.1819 0.6427 -3.5227 COMBINACION 4 (Cim.Tens.Terr.) 1.1819 0.6427 -3.5227 16 COMBINACION 1 (Cim.Equil.) 0.0032 0.6433 0.0315 COMBINACION 2 (Cim.Equil.) 0.0056 1.1437 0.0560 COMBINACION 3 (Cim.Equil.) 0.0032 0.6433 0.0316 COMBINACION 4 (Cim.Equil.) 0.0056 1.1437 0.0561 COMBINACION 5 (Cim.Equil.) 1.7861 0.6688 -5.4526 COMBINACION 6 (Cim.Equil.) 1.7843 1.0369 -5.4346 COMBINACION 7 (Cim.Equil.) 1.7861 0.6687 -5.4525 COMBINACION 8 (Cim.Equil.) 1.7843 1.0369 -5.4345 COMBINACION 1 (Cim.Tens.Terr.) 0.0035 0.7148 0.0350 COMBINACION 2 (Cim.Tens.Terr.) 0.0035 0.7148 0.0351 COMBINACION 3 (Cim.Tens.Terr.) 1.2391 0.7201 -3.7740 COMBINACION 4 (Cim.Tens.Terr.) 1.2391 0.7201 -3.7740 20 COMBINACION 1 (Cim.Equil.) 0.0041 0.6833 0.0434 COMBINACION 2 (Cim.Equil.) 0.0073 1.2147 0.0772 COMBINACION 3 (Cim.Equil.) 0.0041 0.6831 0.0435 COMBINACION 4 (Cim.Equil.) 0.0073 1.2145 0.0773 COMBINACION 5 (Cim.Equil.) 1.8623 2.0460 -5.7505 COMBINACION 6 (Cim.Equil.) 1.8600 2.4369 -5.7257 COMBINACION 7 (Cim.Equil.) 1.8623 2.0458 -5.7505 COMBINACION 8 (Cim.Equil.) 1.8600 2.4367 -5.7256 COMBINACION 1 (Cim.Tens.Terr.) 0.0045 0.7592 0.0482
CLCULOS CONSTRUCTIVOS -0.0003 -0.0029 -0.0025 -0.2884 -0.2880 0.0000 -0.0003 0.0000 -0.0309 0.0000 -0.0309 0.0000 -0.0002 -0.0023 -0.0041 -0.0017 -0.0035 -0.3644 -0.3657 -0.3639 -0.3652 -0.0026 -0.0022 -0.2540 -0.2536 0.0000 -0.0004 0.0000 -0.0002 0.0000 -0.0004 0.0000 -0.0365 0.0000 -0.0366 0.0000 -0.0364 0.0000 -0.0366 0.0000 -0.0003 0.0000 -0.0002 0.0000 -0.0254 0.0000 -0.0254 0.0000 -0.0002 -0.0021 -0.0037 -0.0015 -0.0031 -0.3241 -0.3252 -0.3236 -0.3248 -0.0023 0.0000 -0.0003 0.0000 -0.0001 0.0000 -0.0003 0.0000 -0.0304 0.0000 -0.0306 0.0000 -0.0304 0.0000 -0.0305 0.0000 -0.0002 0.0000 -
79
ANEJO V COMBINACION 2 (Cim.Tens.Terr.) 0.0045 0.7591 0.0483 COMBINACION 3 (Cim.Tens.Terr.) 1.2916 1.6923 -3.9762 COMBINACION 4 (Cim.Tens.Terr.) 1.2916 1.6922 -3.9761 25 COMBINACION 1 (Cim.Equil.) 0.0031 0.6420 0.0313 COMBINACION 2 (Cim.Equil.) 0.0056 1.1414 0.0556 COMBINACION 3 (Cim.Equil.) 0.0031 0.6401 0.0314 COMBINACION 4 (Cim.Equil.) 0.0056 1.1394 0.0557 COMBINACION 5 (Cim.Equil.) 1.7891 0.6533 -5.4823 COMBINACION 6 (Cim.Equil.) 1.7873 1.0207 -5.4644 COMBINACION 7 (Cim.Equil.) 1.7891 0.6515 -5.4822 COMBINACION 8 (Cim.Equil.) 1.7873 1.0189 -5.4643 COMBINACION 1 (Cim.Tens.Terr.) 0.0035 0.7134 0.0347 COMBINACION 2 (Cim.Tens.Terr.) 0.0035 0.7122 0.0348 COMBINACION 3 (Cim.Tens.Terr.) 1.2412 0.7088 -3.7948 COMBINACION 4 (Cim.Tens.Terr.) 1.2412 0.7076 -3.7947 29 COMBINACION 1 (Cim.Equil.) 0.0020 1.8402 0.0193 COMBINACION 2 (Cim.Equil.) 0.0036 3.2715 0.0343 COMBINACION 3 (Cim.Equil.) 0.0021 3.8778 0.0194 COMBINACION 4 (Cim.Equil.) 0.0037 5.3091 0.0344 COMBINACION 5 (Cim.Equil.) 1.6749 1.6089 -5.0739 COMBINACION 6 (Cim.Equil.) 1.6737 2.6619 -5.0629 COMBINACION 7 (Cim.Equil.) 1.6748 3.4426 -5.0738 COMBINACION 8 (Cim.Equil.) 1.6737 4.4957 -5.0627 COMBINACION 1 (Cim.Tens.Terr.) 0.0023 2.0447 0.0214 COMBINACION 2 (Cim.Tens.Terr.) 0.0023 3.3182 0.0215
CLCULOS CONSTRUCTIVOS -0.0002 -0.0020 -0.2259 -0.2255 0.0000 -0.0212 0.0000 -0.0212 0.0000 -0.0002 -0.0024 -0.0042 -0.0018 -0.0036 -0.3724 -0.3738 -0.3719 -0.3732 -0.0026 -0.0022 -0.2596 -0.2592 0.0000 -0.0004 0.0000 -0.0002 0.0000 -0.0004 0.0000 -0.0373 0.0000 -0.0374 0.0000 -0.0372 0.0000 -0.0374 0.0000 -0.0003 0.0000 -0.0002 0.0000 -0.0260 0.0000 -0.0260 0.0000 0.1342 0.1288 0.2290 0.3504 0.4506 -0.4244 -0.3507 -0.2249 -0.1512 0.1431 0.2816 0.0000 0.2386 0.0000 0.3593 0.0000 0.4637 0.0000 -0.0686 -0.0013 0.0082 -0.0013 0.1340 -0.0013 0.2108 -0.0013 0.1491 0.0000 0.2898 0.0000 -
80
ANEJO V COMBINACION 3 (Cim.Tens.Terr.) 1.1623 1.8485 -3.5159 COMBINACION 4 (Cim.Tens.Terr.) 1.1623 3.1220 -3.5158 35 COMBINACION 1 (Cim.Equil.) 0.0000 0.4255 0.0000 COMBINACION 2 (Cim.Equil.) 0.0000 0.7564 0.0000 COMBINACION 3 (Cim.Equil.) 0.0000 0.4258 0.0000 COMBINACION 4 (Cim.Equil.) 0.0000 0.7567 0.0000 COMBINACION 5 (Cim.Equil.) 0.0000 0.2059 0.0000 COMBINACION 6 (Cim.Equil.) 0.0000 0.4494 0.0000 COMBINACION 7 (Cim.Equil.) 0.0000 0.2062 0.0000 COMBINACION 8 (Cim.Equil.) 0.0000 0.4497 0.0000 COMBINACION 1 (Cim.Tens.Terr.) 0.0000 0.4728 0.0000 COMBINACION 2 (Cim.Tens.Terr.) 0.0000 0.4730 0.0000 COMBINACION 3 (Cim.Tens.Terr.) 0.0000 0.3121 0.0000 COMBINACION 4 (Cim.Tens.Terr.) 0.0000 0.3123 0.0000 37 COMBINACION 1 (Cim.Equil.) 0.0010 3.5770 0.0087 COMBINACION 2 (Cim.Equil.) 0.0018 6.3592 0.0155 COMBINACION 3 (Cim.Equil.) 0.0010 8.5293 0.0087 COMBINACION 4 (Cim.Equil.) 0.0018 11.3115 0.0155 COMBINACION 5 (Cim.Equil.) 1.6909 3.4143 -4.8757 COMBINACION 6 (Cim.Equil.) 1.6903 5.4611 -4.8707 COMBINACION 7 (Cim.Equil.) 1.6909 7.8714 -4.8757 COMBINACION 8 (Cim.Equil.) 1.6903 9.9182 -4.8707 COMBINACION 1 (Cim.Tens.Terr.) 0.0012 3.9745 0.0097 COMBINACION 2 (Cim.Tens.Terr.) 0.0012 7.0697 0.0097 COMBINACION 3 (Cim.Tens.Terr.) 1.1738 3.7925 -3.3824
CLCULOS CONSTRUCTIVOS 0.0057 -0.2435 -0.1050 -0.0009 0.1464 -0.0009 0.0396 -0.0137 -0.0244 -0.0098 -0.0204 -2.8080 -2.8159 -2.8045 -2.8123 -0.0152 -0.0128 -1.9555 -1.9530 0.0000 0.0703 0.0000 0.0413 0.0000 0.0721 0.0000 -1.1873 0.0000 -1.1647 0.0000 -1.1858 0.0000 -1.1631 0.0000 0.0440 0.0000 0.0450 0.0000 -0.8088 0.0000 -0.8077 0.0000 -0.0249 -0.0566 -0.1006 -0.1386 -0.1826 -0.7365 -0.7689 -0.8103 -0.8427 -0.0629 -0.1141 -0.5340 0.0000 -0.0443 0.0000 -0.0605 0.0000 -0.0798 0.0000 -0.3361 0.0016 -0.3504 0.0017 -0.3681 0.0016 -0.3824 0.0017 -0.0277 0.0000 -0.0499 0.0000 -0.2433 0.0012 -
81
ANEJO V COMBINACION 4 (Cim.Tens.Terr.) 1.1738 6.8876 -3.3824 42 COMBINACION 1 (Cim.Equil.) 0.0097 1.4929 -0.0010 COMBINACION 2 (Cim.Equil.) 0.0172 2.6541 -0.0018 COMBINACION 3 (Cim.Equil.) 0.0099 3.5057 -0.0011 COMBINACION 4 (Cim.Equil.) 0.0175 4.6668 -0.0019 COMBINACION 5 (Cim.Equil.) 3.3275 6.4665 -1.4134 COMBINACION 6 (Cim.Equil.) 3.3330 7.3207 -1.4140 COMBINACION 7 (Cim.Equil.) 3.3278 8.2779 -1.4135 COMBINACION 8 (Cim.Equil.) 3.3333 9.1322 -1.4140 COMBINACION 1 (Cim.Tens.Terr.) 0.0107 1.6588 -0.0011 COMBINACION 2 (Cim.Tens.Terr.) 0.0109 2.9168 -0.0012 COMBINACION 3 (Cim.Tens.Terr.) 2.3146 5.0838 -0.9819 COMBINACION 4 (Cim.Tens.Terr.) 2.3148 6.3418 -0.9820 46 COMBINACION 1 (Cim.Equil.) 0.0000 1.5281 0.0000 COMBINACION 2 (Cim.Equil.) 0.0000 2.7166 0.0000 COMBINACION 3 (Cim.Equil.) 0.0000 1.5272 0.0000 COMBINACION 4 (Cim.Equil.) 0.0000 2.7157 0.0000 COMBINACION 5 (Cim.Equil.) 0.0000 -8.5230 0.0000 COMBINACION 6 (Cim.Equil.) 0.0000 -7.6486 0.0000 COMBINACION 7 (Cim.Equil.) 0.0000 -8.5238 0.0000 COMBINACION 8 (Cim.Equil.) 0.0000 -7.6494 0.0000 COMBINACION 1 (Cim.Tens.Terr.) 0.0000 1.6979 0.0000 COMBINACION 2 (Cim.Tens.Terr.) 0.0000 1.6973 0.0000 COMBINACION 3 (Cim.Tens.Terr.) 0.0000 -5.3115 0.0000 COMBINACION 4 (Cim.Tens.Terr.) 0.0000 -5.3121 0.0000
CLCULOS CONSTRUCTIVOS -0.2655 -0.5852 0.0012 -0.1166 -0.1460 -0.2595 -0.3840 -0.4976 -0.3446 -0.4282 -0.5589 -0.6424 -0.1622 -0.3110 -0.2973 -0.4461 0.0000 -0.2073 0.0000 -0.3081 0.0000 -0.3988 0.0000 -0.1878 0.0007 -0.2545 0.0007 -0.3601 0.0007 -0.4269 0.0007 -0.1296 0.0000 -0.2492 0.0000 -0.1767 0.0005 -0.2964 0.0005 -0.0340 -0.0992 -0.1764 -0.0981 -0.1753 -1.4414 -1.4981 -1.4404 -1.4971 -0.1103 -0.1096 -1.0404 -1.0397 0.0000 -0.0604 0.0000 -0.0347 0.0000 -0.0611 0.0000 -0.1414 0.0000 -0.1609 0.0000 -0.1421 0.0000 -0.1615 0.0000 -0.0377 0.0000 -0.0382 0.0000 -0.1117 0.0000 -0.1122 0.0000
82
ANEJO V
CLCULOS CONSTRUCTIVOS
Con todos los datos facilitados al programa, obtenemos el siguiente cuadro de tensiones en cada barra, indicando en cada caso a qu combinacin de acciones corresponde tal tensin:
83
ANEJO V
CLCULOS CONSTRUCTIVOS
84
ANEJO V
CLCULOS CONSTRUCTIVOS
85
ANEJO V
CLCULOS CONSTRUCTIVOS
86
ANEJO V
CLCULOS CONSTRUCTIVOS
Se ofrece a continuacin un cuadro resumen de las combinaciones de acciones consideradas en el programa de clculo:
COMBINACIN 1 COMBINACIN 2 COMBINACIN 3 COMBINACIN 4 COMBINACIN 5 COMBINACIN 6 COMBINACIN 7 COMBINACIN 8 COMBINACIN 9 COMBINACIN 10 COMBINACIN 11 COMBINACIN 12
Sobrecarga (1 x PP1) Sobrecarga (1,33 x PP1) Sobrecarga (1 x PP1 + 1,5 x SC1) Sobrecarga (1,33 x PP1 + 1,5 x SC1) Sobrecarga + Viento (1 x PP1 + 1,33 x V1) Sobrecarga + Viento (1,33 x PP1 + 1,33 x V1) Sobrecarga + Viento (1 x PP1 + 1,5 x SC1 + 1,33 x N1) Sobrecarga + Viento (1,33 x PP1 + 1,5 x SC1 + 1,33 x V1) Viento + Sobrecarga (1 x PP1 + 1,5 x V1) Viento + Sobrecarga (1,33 x PP1 + 1,5 x V1) Viento + Sobrecarga (1 x PP1 + 1,33 x SC1 + 1,5 x V1) Viento + Sobrecarga (1,33 x PP1 + 1,33 x SC1 + 1,5 x V1)
Se muestran en el siguiente listado las dimensiones de las zapatas dispuestas en los nudos de la base de los pilares.
________________________________________________________________________ __________________________________________________________ NUDOS ZAPATAS _______ ________________________________________________________________________ _________________________________________________ X1(cm) X2(cm) Y1(cm) Y2(cm) Z(cm) Z1(cm) XxYxZ(cm) Armado X(mm) Armado Y(mm) ________________________________________________________________________ __________________________________________________________ 1 60.00 60.00 60.00 60.00 60.00 120.00x120.00x60.00 616 616 4 110.00 110.00 110.00 110.00 130.00 220.00x220.00x130.00 1025 1025 7 110.00 110.00 110.00 110.00 60.00 220.00x220.00x60.00 1016 1016 11 110.00 110.00 110.00 110.00 60.00 220.00x220.00x60.00 1016 1016 16 110.00 110.00 110.00 110.00 60.00 220.00x220.00x60.00 1016 1016 20 110.00 110.00 110.00 110.00 60.00 220.00x220.00x60.00 1016 1016 25 110.00 110.00 110.00 110.00 60.00 220.00x220.00x60.00 1016 1016 87
ANEJO V 29 110.00 220.00x220.00x60.00 35 110.00 220.00x220.00x60.00 37 85.00 170.00x170.00x60.00 42 60.00 120.00x120.00x60.00 46 110.00 220.00x220.00x130.00 110.00 110.00 85.00 60.00 110.00 110.00 1016 110.00 816 85.00 816 60.00 616 110.00 1025
CLCULOS CONSTRUCTIVOS 110.00 1016 110.00 816 85.00 816 60.00 616 110.00 1025 60.00 60.00 60.00 60.00 130.00 -
Las caractersticas de las placas de anclaje:
________________________________________________________________________ __________________________________________________________ PLACAS DE ANCLAJE(mm) ________________________________________________________________________ __________________________________________________________ NUDOS Placa Pernos Rigid.Paral.X Rigid.Paral.Y Rigidizador Rigid.de Borde ______ ________________________ _________________________ ___________________ ___________________ ________________ _______________ X Y Z Alt. n Long. Gancho n Esp. n Esp. Alt.1 Alt.2 Alt. Esp. ________________________________________________________________________ __________________________________________________________ 1 300 300 18 30 4 400 16 X 0 0 4 350 500 35 30 4 400 20 X 0 0 7 500 500 30 30 4 300 32 X 0 0 11 500 500 30 30 4 300 32 X 0 0 16 500 500 30 30 4 300 32 X 0 0 20 500 500 30 30 4 300 32 X 0 0 25 500 500 30 30 4 300 32 X 0 0 29 500 500 30 30 4 300 32 X 0 0 35 500 500 30 30 4 300 32 X 0 0 37 400 500 35 30 4 350 32 X 0 0 42 300 300 18 30 4 400 16 X 0 0 46 350 500 35 30 4 400 20 X 0 0 -
88
ANEJO V
CLCULOS CONSTRUCTIVOS
7. ZUNCHOS DE CIMENTACIN
Las zapatas se unirn entre s mediante vigas de hormign armado que impedirn los desplazamientos horizontales de las mismas.
Se construirn cinco tipos de zapatas diferentes, de las siguientes dimensiones:
ZAPATA
DIMENSIONES (cm)
TIPO 1 TIPO 2 TIPO 3 TIPO 4 TIPO 5
120 x 120 x 60 170 x 170 x 60 220 x 220 x 130 220 x 220 x 60 240 x 240 x 90
4 16 4 18 7
Se puede observar la distribucin de las distintas zapatas en el plano de cimientos.
Dado que la edificacin se encuentra en zona ssmica 2, de sismicidad media, la norma PDS-1 obliga a establecer una retcula que una entre s todas las zapatas del edificio.
Se dimensionarn los zunchos de manera que sean capaces de soportar el peso del cerramiento completo y que transmitan ese peso al terreno. Se dimensionar su seccin y sus armaduras longitudinales y transversales.
7.1. Clculo de la seccin del zuncho (Ac)
Se debern cumplir dos restricciones:
89
ANEJO V
CLCULOS CONSTRUCTIVOS
La seccin de hormign deber ser tal que no se tenga que comprobar a pandeo. Segn la Norma EHE, esto suceder cuando la esbeltez geomtrica de la viga sea menor que 10. Teniendo en cuenta que la longitud de pandeo es (0,5 x l), al considerar que se comporta como una viga doblemente empotrada, se tiene que cumplir: = (0,5 x l)/b 10 b (0,5 x l)/10 = l/20 donde: b = lado menor del zuncho (cm) l = longitud del zuncho (cm)
b 500/20 = 25 cm
Se tomar: Ac = 35 x 35 cm
Los zunchos debern soportar el peso de los cerramientos exteriores de las placas de hormign y transmitirlo al terreno.
El peso que deber soportar el terreno ser:
q = a x b x h + h x e x h donde: h = peso especfico del hormign = 2.500 kp/m3 h = altura mxima del cerramiento = 10,64 m e = espesor del cerramiento = 0,15 m
q = 0,35 x 0,35 x 2.500 + 10,64 x 0,15 x 2.500 = 4.296,25 kp/m
90
ANEJO V
CLCULOS CONSTRUCTIVOS
La tensin que transmita el zuncho al terreno ha de ser inferior a la tensin admisible del terreno, que a 0,5 m de profundidad se considera de 1,5 kp/cm2.
(42,96 kp/cm)/(35 cm) = 1,22 < 1,5
Por tanto, la seccin predimensionada se acepta como vlida.
7.2. Clculo de la armadura longitudinal (As)
Se deben cumplir las siguientes restricciones:
Limitacin impuesta por el Art. 42.3.2. de la EHE (Flexin simple o compuesta)
A s 0,04 A c siendo:
f cd f yd
As = rea de la armadura longitudinal Ac = rea de la seccin total de hormign (35 x 35 cm2) fcd = Resistencia de clculo del hormign f cd = f ck c
fck = Resistencia de proyecto del hormign = 25 N/mm2 c = Coeficiente parcial de seguridad del hormign = 1,5 fcd = 16,67 N/mm2
fyd = Resistencia de clculo del acero f yd =
f yk s
fyk = Resistencia caracterstica o lmite elstico del acero = 400 N/mm2
91
ANEJO V
CLCULOS CONSTRUCTIVOS
s = Coeficiente parcial de seguridad del acero = 1,15 fyd = 347,83 N/mm2
A s 0,04 35 35
16,67 = 2,34 cm 2 347,83
Limitacin impuesta por el Art. 42.3.3. de la EHE (Compresin simple o compuesta)
A s f yc,d 0,1 N d
'
A s f yc,d f cd A c
'
Siendo: As = Seccin total de las armaduras longitudinales comprimidas. fyc,d = Resistencia de clculo del acero a compresin. fyc,d = fyd = 347,83 N/mm2 Nd = Esfuerzo actuante normal mayorado de compresin. Nd = f x N = 1,6 x 263 = 420,8 N fcd = Resistencia de clculo del hormign = 16,67 N/mm2 Ac = rea de la seccin total de hormign.
A s ' 0,0012 cm 2 A s ' 58,7 cm 2
Limitacin impuesta por el Art. 42.3.4. de la EHE (Traccin simple o compuesta)
A s 0,20 siendo:
f cd Ac f yd
As = rea de la armadura longitudinal fcd = Resistencia de clculo del hormign = 16,67 N/mm2
92
ANEJO V
CLCULOS CONSTRUCTIVOS
fyd = Resistencia de clculo del acero a compresin = 347,83 N/mm2 Ac = rea de la seccin total de hormign.
A s 11,75 cm 2
La armadura longitudinal, deber cumplir tambin la condicin de cuanta geomtrica mnima impuesta por la EHE en el Art. 42.3.5.
Para vigas de hormign armado con barras de acero del tipo B400S, la cuanta geomtrica mnmima correspondiente a la cara de traccin es del 3,3 por 1.000, referida a la seccin total de hormign. Se recomienda disponer en la cara opuesta un armadura mnima igual al 30 % de la consignada.
Por tanto:
A s 4,04 cm 2
En vista de las diferentes condiciones y quedndonos con la ms restrictiva, la armadura longitudinal del zuncho deber ser mayor a 11,75 cm2.
Por lo tanto, se selecciona una armadura formada por 6 redondos de 16 mm de dimetro: 6 16 mm: As = 12,06 cm2
7.3. Clculo de la armadura transversal
Se consideran para el clculo de dicha armadura las siguientes restricciones en cuanto a dimetro de los cercos o estribos y separacin entre ellos:
93
ANEJO V
CLCULOS CONSTRUCTIVOS
S < 0,80 x d donde: d = canto til, altura disminuida en el recubrimiento. Para un recubrimiento de 4 cm, d = 27 cm.
S < 0,80 x 27 = 21,6 cm
S < 30 cm
S < 15 x min donde: min = dimetro mnimo de la barra longitudinal ms delgada. En este caso, min = 16 mm
S < 15 x 1,6 = 24 cm
El dimetro de las barras que forman estos cercos debe cumplir: t mx/4 donde: mx = dimetro de la barra longitudinal ms gruesa. En este caso, mx = 16 mm t 16/4 = 4 mm
En vista de las distintas condiciones, la armadura transversal del zuncho deber tener una separacin de 20 cm con unos cercos de 6 mm de dimetro.
94
ANEJO V
CLCULOS CONSTRUCTIVOS
ANEJO V. CLCULOS CONSTRUCTIVOS NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. CARACTERSTICAS CONSTRUCTIVAS Y DE DISEO DE LA NAVE.................... 1 2.1. Materiales de construccin........................................................................................3 2.2. Cubierta....................................................................................................................4 2.3. Correas ....................................................................................................................5 2.4. Cerchas ....................................................................................................................5 2.5. Pilares.......................................................................................................................5 2.6. Muros hastiales .........................................................................................................5 2.7. Cimentacin..............................................................................................................7 2.8. Arriostramientos........................................................................................................7 2.9. Soleras .....................................................................................................................7 2.10. Cerramientos ..........................................................................................................8 2.11. Falsos techos ..........................................................................................................9 2.12. Forjado ..................................................................................................................9 3. CLCULO DE LA CUBIERTA..................................................................................... 10 3.1. Clculo de las correas de cubierta ...........................................................................10 3.2. Clculo de las correas laterales................................................................................15 4. DISEO Y CLCULO DEL PRIMER PISO ................................................................ 18 4.1. Escalera..................................................................................................................18 4.2. Diseo del primer piso ............................................................................................24 5. CLCULO DE PILARES, CERCHA Y VIGA QUE SOPORTA EL FORJADO .......... 29 5.1. Acciones.................................................................................................................30 5.3. Listados..................................................................................................................37
95
ANEJO V
CLCULOS CONSTRUCTIVOS
6. MUROS HASTIALES .................................................................................................... 56 6.1. Acciones.................................................................................................................58 6.2. Resolucin del muro hastial......................................................................................58 6.3. Listados..................................................................................................................60 7. ZUNCHOS DE CIMENTACIN .................................................................................. 89 7.1. Clculo de la seccin del zuncho (Ac) ......................................................................89 7.2. Clculo de la armadura longitudinal (As)...................................................................91 7.3. Clculo de la armadura transversal...........................................................................93
96
ANEJO VI
INSTALACIN FRIGORFICA
1. INTRODUCCIN
Se precisa en la planta a proyectar una cmara frigorfica para la conservacin de las patatas que se recibirn semanalmente para ser procesadas.
La conservacin se realizar a una temperatura de 9 C y 90 % de humedad relativa. Dado que es difcil conseguir esta temperatura de forma continua a lo largo del ao mediante ventilacin por aire exterior, se ha recurrido para tal conservacin al fro artificial.
En este Anejo se estudia por tanto la maquinaria frigorfica requerida por tal cmara, la cual ha de mantener su temperatura de rgimen de forma continuada, por lo que su horario de funcionamiento ser de 0:00 a 24:00 horas. No obstante, el tiempo de funcionamiento efectivo de la maquinara frigorfica ser inferior, debido a los paros intermitentes que se realizarn para no sobrecargar los compresores.
2. DIMENSIONAMIENTO DE LA CMARA FRIGORFICA DE CONSERVACIN DE PATATAS
2.1. Capacidad de la cmara frigorfica
La necesidad horaria de patatas para la planta elaboradora de patatas chips a proyectar es de 500 kg. Considerando que la planta trabajar 8 h/da y 5 das/semana, la necesidad semanal de tubrculos asciende a 20.000 kg. Pero la cantidad de patatas que se recibir con periodicidad semanal de la empresa suministradora ser algo superior a la anterior cifra, resultado de la adicin de 3.976 kg como margen de seguridad. Se recibirn, por tanto, 23.976 kg/semana de patatas.
1
ANEJO VI
INSTALACIN FRIGORFICA
La conservacin se realizar a 9 C y 90 % de humedad relativa. Las patatas se conservarn en cajas de madera de dimensiones 60 x 31 x 31 cm, pudiendo albergar cada caja 37 kg de materia prima. Para facilitar el manejo de tales cajas, stas se recibirn paletizadas en palets de medidas normalizadas 100 x 120 cm, con una altura de 15 cm. En cada palet se dispondrn 18 cajas, 6 cajas en planta y 3 capas en altura.
N cajas/palet = 18 cajas. Peso del palet = 18 x 37 = 666 kg. Altura del palet = (31 x 3) + 15 = 108 cm.
De este modo, la produccin semanal de patatas se recibir en 649 cajas dispuestas en 36 palets.
El transporte de las cajas en los palets por el interior de la cmara de conservacin se har por medio de carretillas elevadoras.
Debido a la naturaleza del producto, el nmero de palets en altura no ser superior a 3 y la altura total de la columna de palets no ser superior a 4,8 m. Atendiendo a estas restricciones, se dispondrn columnas de 3 palets, siendo la altura de las mismas de 3,24 m.
Se proyecta una cmara frigorfica para 12 columnas de 3 palets cada una, es decir, para almacenar los 36 palets que se reciben semanalmente. La cmara frigorfica queda algo sobredimensionada, pues tiene capacidad para ms de 5 das, debido al margen de seguridad con que se cont:
Se reciben 36 palets.
ANEJO VI
INSTALACIN FRIGORFICA
La necesidad diaria es de 4000 kg y la capacidad de un palet es de 666 kg, con lo que la necesidad diaria es de 6 palets. 36 palets/(6 palets/da) = 6 das. La disposicin de los palets en la cmara se indica en la figura 1.
Figura 1. conservacin
Disposicin de los palets en la cmara frigorfica de
2.2. Dimensiones de la cmara frigorfica
ANCHURA Separacin entre palets y pared: 0,55 m. Separacin entre palets: 0,1 m. Pasillo central: 2,60 m. Anchura ocupada por los palets: 1,2 x 4 = 4,8 m. ANCHURA TOTAL DE LA CMARA FRIGORFICA: 8,7 m.
LONGITUD Separacin entre palets y pared: 0,55 m. Separacin entre palets: 0,1 m. Longitud ocupada por los palets: 1 x 3 = 3 m. LONGITUD TOTAL DE LA CMARA FRIGORFICA: 4,3 m.
3
ANEJO VI
INSTALACIN FRIGORFICA
ALTURA Altura de la columna de 3 palets: 3,24 m. Altura libre hasta el techo: 0,76 m. ALTURA TOTAL DE LA CMARA FRIGORFICA: 4 m.
SUPERFICIE DE LA CMARA FRIGORFICA: 8,7 x 4,3 = 37,41 m2
VOLUMEN DE LA CMARA FRIGORFICA: 8,7 x 4,3 x 4 = 149,64 m3
Se dispone de una puerta corredera de dimensiones 2,6 x 2,2 m para facilitar el acceso de las carretillas elevadoras. Presenta la puerta una sobrecortina de PVC y va acompaada de mando elctrico y apertura manual en el interior.
3. AISLAMIENTO TRMICO DE LA INSTALACIN FRIGORFICA
3.1. Introduccin
El aislamiento trmico de la cmara de conservacin de patatas proteger a tal instalacin contra las disipaciones de energa.
Los cerramientos exteriores de la cmara se realizarn con losas de hormign de 15 cm de espesor, y los interiores se realizarn de fbrica de ladrillo de 10 cm de espesor.
ANEJO VI
INSTALACIN FRIGORFICA
En las paredes de la cmara frigorfica que dan al exterior de la nave, al cerramiento citado de losa de hormign se le incorporar el aislante, realizado con panel de espuma de poliuretano.
En el aislamiento de las restantes paredes y techo se emplear un aislante tipo panel sndwich, con ncleo de espuma rgida de poliuretano entre 2 chapas de acero galvanizado y lacado. Las chapas metlicas proporcionan una buena resistencia mecnica, actuando, a su vez, como barrera antivapor. El espesor de tales chapas ser de 0,6 mm. Al ser este espesor muy pequeo, en los clculos se tiene nicamente en cuenta el aislante.
La espuma de poliuretano proporciona un excelente coeficiente de conductividad trmica; para la densidad elegida de 38 kg/m3:
Conductividad trmica (a 0 C): = 0,018 kcal/mhC
En el aislamiento de los suelos se emplear tambin espuma de poliuretano.
Como criterio de clculo del espesor de los aislamientos se considera un flujo mximo de calor a travs del material de aislamiento de 8 kcal/m2h. Este valor equilibra el coste de inversin del aislante con el coste de la potencia elctrica absorbida por el compresor. q = UG x t = 8 kcal/m2h siendo: q: Flujo de calor a travs de la superficie de transmisin (kcal/m2h) t: Salto trmico entre ambos lados de la superficie de transmisin de calor (C). UG: Coeficiente global de transmisin de calor ( kcal/m2hC).
Teniendo en cuenta: 1 1 1 = + i + U G e i i
5
ANEJO VI
INSTALACIN FRIGORFICA
e = Coeficiente de transmisin de calor por conveccin aire-superficie exterior (kcal/m2hC). i = Coeficiente de transmisin de calor por conveccin aire-superficie interior (kcal/m2hC). i = Espesor de cada una de las capas del cerramiento (m). i = Conductividad trmica de cada uno de los materiales del cerramiento (kcal/mhC).
Los coeficientes de transmisin de calor por conveccin dependen de la velocidad del aire, de la posicin de la superficie y del sentido del flujo trmico. En el clculo del aislamiento trmico de la cmara frigorfica de conservacin de patatas, los valores tomados para tales coeficientes son:
En el exterior de la nave, la velocidad del aire oscila entre 20 y 25 km/h. Se
considerar un coeficiente e de 20 kcal/m2hC. En el interior de la cmara frigorfica, el aire est en movimiento a una velocidad de 5 km/h. Se considerar un coeficiente i de 8 kcal/m2hC. En el interior de la nave, el aire est en calma. Se considerar un coeficiente e de
8 kcal/m2hC.
3.2. Definicin de las temperaturas de proyecto
El salto trmico a considerar en cualquier superficie es: t = te ti siendo: te: Temperatura exterior (C) ti: Temperatura interior (C)
ANEJO VI
INSTALACIN FRIGORFICA
La temperatura interior es la temperatura de rgimen del recinto enfriado, es decir, la temperatura de conservacin del producto (9 C).
La temperatura exterior es funcin del tipo de cerramiento y de la orientacin de la superficie de intercambio de calor. Se calcular a partir de la temperatura exterior de clculo, tec (C): tec = (0,4 x tmed) + (0,6 x tmx)
El aislamiento se dimensiona respecto a las temperaturas ambientales ms elevadas, ponderando los valores medios de las temperaturas del mes ms clido durante el perodo de funcionamiento de la instalacin. Por lo tanto:
tmed: Temperatura media del mes ms clido (C) tmx: Temperatura mxima del mes ms clido (C)
Los datos metereolgicos de la zona se han tomado del Observatorio Meteorolgico de los Llanos, que se encuentra a 3 km de Albacete en direccin Madrid. Estos datos indican que la temperatura media mxima del mes ms clido es de 32,87 C, y que la temperatura media media del mes ms clido es de 24,7 C. Por lo tanto:
tec = (0,4 x 24,7) + (0,6 x 32,87) = 29,6 C
A partir de este dato se definen a continuacin las temperaturas que afectan al diseo de las cmaras:
ANEJO VI
INSTALACIN FRIGORFICA
El interior de la cmara estar a 9C y 90 % de humedad relativa. La cmara se situar con dos de sus paredes limitando con el exterior de la nave, una orientada al Norte y otra al Oeste, y las restantes paredes limitarn con la sala de mquinas y con la sala de elaboracin. Las temperaturas que se considerarn en el clculo del aislamiento sern:
Temperatura de la pared Norte (pared exterior): tpN = 0,6 x tec = 0,6 x 29,6 = 17,76 C Temperatura de la pared Este (pared exterior): tpO = 0,8 x tec = 0,8 x 29,6 = 23,68 C Temperatura de la sala de elaboracin: tel = 20 C
Temperatura de la sala de mquinas: tsm =35 C Temperatura del suelo: ts = 18 C Temperatura del techo: tt = 30 C
3.3. Clculo del espesor de aislante en la cmara frigorfica de conservacin de patatas
La cmara tiene dos paredes que limitan con el exterior, una orientada al Norte y otra al Este. El cerramiento exterior est constituido por losas de hormign de 15 cm de espesor. En estos cerramientos se incorporar el aislante, realizado con panel de espuma de poliuretano. La estructura de las paredes exteriores ser por tanto:
LOSA DE HORMIGN 8
ANEJO VI
INSTALACIN FRIGORFICA
AISLANTE (POLIURETANO) RASILLA ENLUCIDO
Se muestra en la tabla 1 las caractersticas del cerramiento de la pared exterior:
Tabla 1. Caractersticas de los materiales del cerramiento de las paredes exteriores. MATERIAL CONDUCTIVIDAD TRMICA (kcal/mhC) Losa de hormign Aislante (poliuretano) Rasilla Enlucido de yeso 1,3 0,018 0,94 0,26 ESPESOR (mm) 150 a 45 20
El cerramiento de las paredes de la cmara que limitan con el interior de la nave est constituido por fbrica de ladrillo macizo de 11,5 cm de espesor. El aislante empleado es del tipo panel sndwich con ncleo de espuma rgida de poliuretano entre dos chapas de acero galvanizado y lacado. Debido al pequeo espesor de tales chapas, en el clculo del aislamiento se tendr en cuenta nicamente el aislante.
Se muestran en la tabla 2 las caractersticas de los materiales que constituyen el cerramiento de las paredes interiores.
Tabla 2. Caractersticas de los materiales del cerramiento de las paredes interiores.
ANEJO VI
INSTALACIN FRIGORFICA
MATERIAL
CONDUCTIVIDAD TRMICA (kcal/mhC)
ESPESOR (mm) 115
Fbrica de ladrillo macizo Aislante (Poliuretano)
0,75
0,018
3.3.1. Clculo del espesor de aislante en la pared exterior orientada al Norte
El salto trmico entre ambas caras del cerramiento: t = 17,76 - 9 = 8,76 C
Se calcula el coeficiente global de transmisin de calor: q = UG x t = 8 kcal/m2h UG x 8,76 = 8 ; UG = 0,913 kcal/m2hC
Se calcula el espesor de aislante: 1 1 hormign a rasilla enlucido 1 = + + + + + U G e hormign a rasilla enlucido i 1 1 0,15 0,045 0,02 1 = + + a + + + 0,913 20 1,3 0,018 0,94 0,26 8 a = 0,01224 m = 12,24 mm
Se elige el espesor comercial de 35 mm.
3.3.2. Clculo del espesor de aislante en la pared exterior orientada al Este
10
ANEJO VI
INSTALACIN FRIGORFICA
El salto trmico entre ambas caras del cerramiento: t = 23,68 - 9 = 14,68 C
Se calcula el coeficiente global de transmisin de calor: q = UG x t = 8 kcal/m2h UG x 14,68 = 8 ; UG = 0,545 kcal/m2hC
Se calcula el espesor de aislante: 1 1 hormign a rasilla enlucido 1 = + + + + + U G e hormign a rasilla enlucido i 1 1 0,15 0,045 0,02 1 = + + a + + + 0,545 20 1,3 0,018 0,94 0,26 8 a = 0,02555 m = 25,55 mm
Se elige el espesor comercial de 35 mm.
3.3.3. Clculo del espesor de aislante de la pared que limita con la sala de elaboracin
El salto trmico entre ambas caras del cerramiento: t = 20 - 9 = 11 C
Se calcula el coeficiente global de transmisin de calor: q = UG x t = 8 kcal/m2h UG x 11 = 8 ; UG = 0,72 kcal/m2hC
11
ANEJO VI
INSTALACIN FRIGORFICA
Se calcula el espesor de aislante: 1 1 ladrillo a 1 = + + + U G e ladrillo a i 1 1 0,115 1 = + + a + 0,72 8 0,75 0,018 8 a = 0,01774 mm = 17,74 mm
Se elige el espesor comercial de 35 mm.
3.3.4. Clculo del espesor de aislante de la pared que limita con la sala de mquinas
El salto trmico entre ambas caras del cerramiento: t = 35 - 9 = 26 C
Se calcula el coeficiente global de transmisin de calor: q = UG x t = 8 kcal/m2h UG x 26 = 8 ; UG = 0,307 kcal/m2hC
Se obtiene el espesor de aislante: 1 1 ladrillo a 1 = + + + U G e ladrillo a i 1 1 0,115 1 = + + a + 0,307 8 0,75 0,018 8
12
ANEJO VI
INSTALACIN FRIGORFICA
a = 0,05137 m = 51,37 mm
Se elige el espesor comercial de 60 mm.
3.3.5. Clculo del espesor de aislante del techo
El techo de la cmara frigorfica ser un falso techo constituido por un panel sandwich realizado con ncleo de espuma rgida de poliuretano.
El salto trmico entre ambas caras del techo: t = 30 - 9 = 21 C
Se calcula el coeficiente global de transmisin de calor: q = UG x t = 8 kcal/m2h UG x 21 = 8 ; UG = 0,38 kcal/m2hC
Se obtiene el espesor de aislante: 1 1 a 1 = + + U G e a i 1 1 1 = + a + 0,38 8 0,018 8
a = 0,04286 m = 42,86 mm
Se elige el espesor comercial de 50 mm.
13
ANEJO VI
INSTALACIN FRIGORFICA
3.3.6. Clculo del espesor de aislante del suelo
Para que el suelo de la cmara frigorfica sea capaz de soportar cargas pesadas, ste ser construido de forma tradicional, incluyendo el aislante de poliuretano.
Se dispondrn las siguientes capas tras la compactacin del terreno:
Capa de hormign HM-20/B/20/I de 10 cm de espesor, con malla electrosoldada formada por redondos = 3 mm AE 42 cada 10 cm. Con esta capa de hormign daremos al suelo la inclinacin necesaria para favorecer la limpieza y el drenaje del agua de limpieza. Barrera antivapor de polietileno para evitar que el vapor de agua pase a travs del material de aislamiento o quede retenido en l. Material de aislamiento, tratndose de panel de espuma de poliuretano de espesor a calcular. Barrera de vapor de polietileno. Capa de hormign HA-20/B/20/I de 15 cm de espesor, con malla electrosoldada formada por redondos = 3 mm AE 42 cada 10 cm. Tratamiento superficial antidesgaste, antideslizante y anticorrosivo, con un pavimento continuo por tratamiento de resinas epoxi.
En la tabla 3 se recogen los valores de conductividad trmica y espesores correspondientes a cada una de las capas que componen la solera. (No sern consideradas en el clculo del aislamiento las barreras de vapor)
Tabla 3. Caractersticas de los materiales que componen la solera. CAPA ESPESOR (cm) CONDUCTIVIDAD TRMICA (kcal/mhC)
14
ANEJO VI
INSTALACIN FRIGORFICA
Losa de hormign (1) Poliuretano Losa de hormign (2) Resina epoxi
10 a 15 1
1,3 0,018 1,3 0,15
El salto trmico a travs del suelo es: t = 18 - 9 = 9 C
Se calcula el coeficiente global de transmisin de calor: q = UG x t = 8 kcal/m2h UG x 9 = 8 ; UG = 0,88 kcal/m2hC
Se obtiene el espesor de aislante: hormign a hormign R . epoxi 1 1 = + + + + U G hormign a hormign R .epoxi i 1 0,10 0,15 0,01 1 = + a + + + 0,88 1,3 0,018 1,3 0,15 8 a = 0,01354 m = 13,54 mm
Se elige el espesor comercial de 35 mm.
15
ANEJO VI
INSTALACIN FRIGORFICA
3.3.7. Clculo de los flujos trmicos reales por paredes, techo y suelo
Ya determinados los espesores de aislante, se calcula a continuacin el flujo real de calor en cada uno de los elementos del cerramiento de la cmara.
Aplicando las siguientes frmulas, se obtienen tales flujos de calor, los cuales quedan reflejados en la tabla 4.
q = UG x t 1 1 1 = + i + U G e i i
Tabla 4. Flujos trmicos a travs de los elementos del cerramiento de la cmara frigorfica. ELEMENTO DEL CERRAMIENTO Pared exterior Norte Pared exterior Este Pared limita sala elaboracin Pared limita sala mquinas Techo Suelo (mm) 35 35 35 60 50 35 UG (kcal/m 2hC) 0,423 0,423 0,425 0,267 0,330 0,429 t (C) 8,76 14,68 11 26 21 9 q (kcal/m 2h) 3,71 6,22 4,68 6,95 6,93 3,86
4. BALANCE TRMICO DE LA INSTALACIN FRIGORFICA
Se calculan las cantidades de calor que hay que evacuar diariamente de la cmara por distintos conceptos.
16
ANEJO VI
INSTALACIN FRIGORFICA
4.1. Clculo de la carga trmica debida a las prdidas de calor por infiltracin a travs de paredes, techo y suelo.
El calor de infiltracin a travs de los cerramientos se determina mediante la expresin: Q1 = UG x A x t = q x A siendo: UG: Coeficiente global de transmisin de calor (kcal/m2hC). A: Superficie del cerramiento (m2). t: Salto trmico entre ambos lados de la superficie de infiltracin (C). q: Flujo de calor a travs de la superficie de infiltracin (kcal/m2h).
El calor de infiltracin a travs de cada uno de los cerramientos de la cmara queda reflejado en la tabla 5.
Tabla 5. Prdidas de calor por infiltracin a travs de los cerramientos. ELEMENTO DEL CERRAMIENTO Pared exterior Norte Pared exterior Este Pared elaboracin Pared limita sala mquinas Techo Suelo 6,95 6,93 3,86 17,2 37,41 37,41 119,54 259,25 144,4 limita sala q (kcal/m 2h) 3,71 6,22 4,68 A (m 2) 17,2 34,8 34,8 Qi (kcal/h) 63,81 216,45 162,86
17
ANEJO VI
INSTALACIN FRIGORFICA
La carga trmica debida a la prdida por infiltracin se obtiene sumando las prdidas por infiltracin a travs paredes, techo y suelo: Q1 = Qi = 966,31 kcal/h x 24 h/da = 23.191,44 kcal/da
4.2. Clculo de la carga trmica debida a las necesidades por renovacin de aire
Esta carga trmica se denominar Q 2 y tiene dos componentes. Por una parte, es necesaria la ventilacin de la cmara debido a la naturaleza del producto, ya que ste desprende CO2. Este componente de Q2 se denominar carga trmica debida a las renovaciones tcnicas de aire, Q2,1. Adems, existe una renovacin diaria del aire por apertura de puertas para las condiciones normales de explotacin. Este componente de Q 2 se denominar carga trmica debida a las renovaciones equivalentes de aire, Q2,2.
Se calculan las renovaciones tcnicas de aire, impuestas por la naturaleza del producto: Q2,1 = ma x (hae - hai)
siendo: ma: Caudal de aire de renovacin (kg/da). hae: Entalpa del aire exterior (kcal/kg). hai: Entalpa del aire interior (kcal/kg).
Se calcula el caudal de aire de renovacin: ma = Vrecinto x m x n siendo: Vrecinto: Volumen de la cmara frigorfica (m3) m: Densidad media (kg/m3) m = e + i 2
18
ANEJO VI
INSTALACIN FRIGORFICA
e: Densidad exterior (kg/m3). i: Densidad interior (kg/m3). n: tasa diaria de renovacin del aire
La entalpa y la densidad del aire exterior se obtienen del diagrama psicromtrico a partir de los datos de la temperatura y la humedad relativa de tal aire exterior (20 C ; 70 % HR).
La entalpa y la densidad del aire interior se obtienen igualmente del diagrama psicromtrico a partir de los datos de la temperatura y la humedad relativa de tal aire interior ( 9 C ; 90 % HR).
Vrecinto= 149,64 m3 e = 1/ve,e = 1/0,84 = 1,18 kg/m3 siendo ve,e el volumen especfico del aire exterior (m3/kg). i = 1/ve,i = 1/0,80 = 1,24 kg/m3 siendo ve,i el volumen especfico del aire interior (m3/kg). m = ( 1,18 + 1,24)/2 = 1,21 kg/m3 n = 1 renovacin / da ma = 149,64 x 1,21 x 1 = 181,06 kg/da hae = 11 kcal/kg hai = 6 kcal/kg Q2,1 = 181,06 x (11 - 6) = 905,3 kcal/da
Se calculan las renovaciones equivalentes de aire, impuestas por la apertura de puertas: Q2,2 = ma x (hae - hai) siendo:
19
ANEJO VI
INSTALACIN FRIGORFICA
ma: Caudal de aire de renovacin (kg/da). hae: Entalpa del aire exterior (kcal/kg). hai: Entalpa del aire interior (kcal/kg).
20
ANEJO VI
INSTALACIN FRIGORFICA
Se calcula el caudal de aire de renovacin: ma = Vrecinto x m x d siendo : Vrecinto: Volumen de la cmara frigorfica (m3) = 149,64 m3 m: Densidad media (kg/m3) e + i 2 e: Densidad exterior (kg/m3). m = i: Densidad interior (kg/m3). d: tasa diaria de renovacin del aire Vrecinto = 149,64 m3 m = 1,21 kg/m3 d = 7 renovaciones/da (para el volumen y nivel de temperatura de la cmara frigorfica). hae = 11 kcal/kg hai = 6 kcal/kg
Q2,2 = 1.267,45 x (11 - 6) = 6337,25 kg/da
Q2 = Q2,1 + Q2,2 = 905,3 + 6337,25 = 7.242,55 kg/da
4.3. Clculo de la carga trmica debida a las prdidas de refrigeracin
Se compone esta carga trmica de las prdidas de refrigeracin del producto, Q3,1, y de las prdidas de refrigeracin del envase, Q3,2.
Q3,1 = mp x cp x (te - tc)
21
ANEJO VI
INSTALACIN FRIGORFICA
siendo: mp : masa diaria de producto a enfriar (kg/da). cp : calor especfico del producto (kcal/kgC). te : temperatura del producto a la entrada en la cmara (C). tc : temperatura del producto en la cmara (C). mp = 23.976 kg/da cp = 0,82 kcal/kgC te = 25 C tc = 9 C
Q3,1 = 23.976 x 0,82 x ( 25 -9) = 314.565,12 kcal/da
Para calcular las prdidas de refrigeracin del envase, se considera que la masa de los mismos que entran diariamente en la cmara es un 15 % de la masa del producto que entra: Q3,2 = 0,15 x mp x ce x ( te - tc) siendo: mp : masa diaria de producto a enfriar (kg/da). ce : calor especfico de envases (kcal/kgC). te : temperatura de los envases a la entrada en la cmara (C). Se considera la temperatura del interior de la nave. tc : temperatura del interior de la cmara (C). mp = 23.976 kg/da cp = 0,5 kcal/kgC te = 20 C tc = 9 C
Q3,2 = 0,15 x 23.976 x 0,5 x ( 20 - 9) = 19.780,2 kcal/da
22
ANEJO VI
INSTALACIN FRIGORFICA
Q3 = Q3,1 + Q3,2 ; Q3 = 314.565,12 + 19.780,2 = 334.345,32 kcal/da
4.4. Clculo de la carga trmica debida a las necesidades de conservacin del producto
Una parte de la energa necesaria para la vida del tubrculo durante el almacenamiento procede de la respiracin (formacin de gas carbnico y agua a partir de los glcidos) la cual produce una gran cantidad de calor que ha de ser evacuada diariamente de la cmara frigorfica.
Esta carga trmica se denominar Q4 y se calcula a continuacin: Q4 = mp x Cr siendo: mp : masa diaria de producto a enfriar (tn). Cr : calor de respiracin del producto a enfriar (kcal/tn da) mp = 23,976 tn Cr = 339 kcal/tn da (a 18 C de temperatura)
Q4 = 23,976 x 339 = 8.127,86 kcal/da
4.5. Clculo de la carga trmica debida al calor desprendido por los ventiladores
En el clculo de esta carga trmica se incluye el equivalente calorfico del trabajo realizado por los motores instalados en el evaporador (ventiladores y bombas de circulacin de lquido) y otros que, eventualmente, pudieran utilizarse (motores de carretilla, etc.)
Se denomina esta carga trmica Q5 y se calcula a continuacin:
23
ANEJO VI
INSTALACIN FRIGORFICA
Q5 = 0,05 x (Q 1 + Q2 + Q3) Q5 = 0,05 x (23.191,44 + 7.242,55 + 334.345,32) = 18.238,96 kcal/da
4.6. Clculo de la carga trmica debida al calor desprendido por la circulacin de operarios en la cmara frigorfica, Q 6, de la carga trmica debida a las necesidades de iluminacin, Q 7.
Se calculan como un 3 % de la suma de los valores de la carga trmica debida a las prdidas por infiltracin por paredes, techo y suelo, de la debida a las necesidades por renovacin de aire, y de la debida a las prdidas de refrigeracin por el producto y el envase; valores calculados anteriormente.
As :
Q6 + Q7 = 0,03 x (Q 1 + Q2 + Q3) Q6 + Q7 = 0,03 x (23.191,44 + 7.242,55 + 334.345,32) = 10.943,37 kcal/da
4.7. Clculo de la carga trmica debida a necesidades por prdidas diversas
Esta carga trmica, que se denominar Q8 es un porcentaje de seguridad. Incluye la carga trmica debida a la condensacin procedente del exterior o del producto sobre las bateras refrigerantes, etc.
Q8 = 0,1 x (Q 1 + Q2 + Q3) Q8 = 0,1 x (23.191,44 + 7.242,55 + 334.345,32) = 36.477,93 kcal/da
4.8. Estimacin de la potencia frigorfica
24
ANEJO VI
INSTALACIN FRIGORFICA
La carga trmica total que debe ser eliminada de la cmara frigorfica es la suma de las demandas determinadas anteriormente. La potencia frigorfica total se ve incrementada en un 10 % como factor de seguridad (Tabla 6).
Tabla 6. Balance trmico de la cmara frigorfica de conservacin de patatas. CARGA TRMICA Infiltracin a travs de cerramientos Renovacin de aire Prdidas de refrigeracin Conservacin del producto Calor desprendido por ventiladores Circulacin iluminacin Prdidas diversas Factor de seguridad (10 %) TOTAL 36.477,93 43.856,74 482.424,17 operarios y necesidades Q (Kcal/da) 23.191,44 7.242,55 334.345,32 8.127,86 18.238,96 10.943,37
Teniendo en cuenta que el tiempo de funcionamiento del equipo es de 18 h/da, se obtiene la potencia frigorfica:
Q0 = QT /18 = 482.424,17/18 = 26.801,34 kcal/h
Este valor se redondea, obteniendo como potencia frigorfica: Q0 = 27.000 kcal/h
25
ANEJO VI
INSTALACIN FRIGORFICA
5. MAQUINARIA FRIGORFICA
En la industria que se proyecta, existe solamente un sistema desde el punto de vista frigorfico, la cmara frigorfica de conservacin de patatas. La temperatura de conservacin de las patatas dentro de este sistema ser de 9 C, la potencia requerida ser de 27.000 kcal/h y el horario de funcionamiento ser de 0:00 a 24:00.
Se proyecta una instalacin de produccin de fro por compresin mecnica y se emplear el refrigerante tetrafluoretano (R-134a). Se trata de un producto
hidrogenofluorcarbonado (HFC), de la nueva generacin de refrigerantes, que se presenta como sustituto del R-12, y cuyo potencial de ataque a la capa de ozono (ODP) es nulo. Para la conduccin del fluido refrigerante se emplearn tuberas de cobre que facilitan el montaje, sin que haya riesgos de corrosin por parte de los derivados halogenados.
El evaporador se calcular de acuerdo con las caractersticas del sistema frigorfico y la condensacin de los vapores se realizar mediante agua que ser recirculada y enfriada de nuevo a travs de una torre de recuperacin.
5.1. Ciclo frigorfico de la cmara de conservacin de patatas
Las patatas se conservarn en la cmara frigorfica a una temperatura de 9 C y una humedad relativa del 90 %. Como se ha mencionado anteriormente, el refrigerante a emplear es el R-134a, siendo las caractersticas del ciclo frigorfico las siguientes:
Temperatura de evaporacin = 2 C Presin de evaporacin = 3,18 bar Temperatura de condensacin = 35 C Presin de condensacin = 9 bar
26
ANEJO VI
INSTALACIN FRIGORFICA
Para determinar si se adoptar un sistema de compresin escalonada en dos etapas, se calcula a continuacin la relacin entre la presin de condensacin y la de evaporacin:
Pc/Pe = 9/3,18 = 2,83 < 8
27
ANEJO VI
INSTALACIN FRIGORFICA
Dado que el valor de la relacin obtenido es menor que 8, no se adoptar el sistema de compresin escalonada en dos etapas, sino un sistema de compresin simple. Se produce en el evaporador un recalentamiento del vapor de valor 8 C y en el condensador un subenfriamiento del lquido condensado de valor 6 C.
En la figura 2 se muestra el ciclo frigorfico representado en el diagrama de Mollier para el R-134a. P 5 4 3
h Figura 2. Diagrama de Mollier (R-134a)
En la tabla 7 se muestran la temperatura, presin, entalpa y volumen especfico de los puntos 1 al 6 que aparecen en el diagrama de Mollier representado anteriormente.
Tabla 7. Ciclo frigorfico (R-134a) PUNTO 1 2 3 4 5 6 t (C) 2 10 48 35 29 2 p (bar) 3,18 3,18 9 9 9 3,18 h (kcal/kg) 72 73,68 79,66 35,88 33,97 33,97 v (m3/kg) 0,067 28
ANEJO VI
INSTALACIN FRIGORFICA
5.2. Clculo del compresor
Potencia frigorfica: Q0 = 27.000 kcal/h
Produccin frigorfica especfica: q0 = h2 - h6 = 73,68 33,97 = 39,71 kcal/kg
Caudal msico: El caudal que circula por el evaporador es : G = Q0/q0 = 27.000/39,71 = 679,92 kg/h
Caudal en volumen: V = G x v2 = 679,92 x 0,067 = 45,55 m3/h
Equivalente trmico del trabajo de compresin: A = h3 - h2 = 79,66 73,68 = 5,98 kcal/kg
Coeficiente frigorfico: = q0/A = 39,71/5,98 = 6,64
Potencia indicada terica: Ni,t = Q0/K i,t siendo: Ki,t = x 860 kcal/kw h = 6,64 x 860 = 5710,8 kcal/kw h Ni,t = 27.000/5710,8 = 4,72 kw
29
ANEJO VI
INSTALACIN FRIGORFICA
Potencia indicada real: Ni,r = Ni,t/i
30
ANEJO VI
INSTALACIN FRIGORFICA
siendo i el rendimiento indicado, de valor 0,8 Ni,r = 4,72/0,8 = 5,9 kw
Potencia efectiva: Nef = Ni,r/m siendo m el rendimiento mecnico, de valor 0,85 Nef = 5,9/0,85 = 6,94 kw
Potencia al freno: Nfr = Nef/ T siendo T el rendimiento de transmisin, de valor 0,9 Nfr = 6,94/0,9 = 7,71 kw
Potencia elctrica: Nel = Nfr/ e siendo e el rendimiento del motor elctrico, de valor 0,9 Nel = 7,71/0,9 = 8,56 kw (11,65 C.V.)
Rendimiento de Carnot: c = Te 273 + 2 = = 8,33 Tc Te ( 273 + 35) ( 273 + 2)
Eficiencia del sistema: = / c = 6,64/8,33 = 0,79 > 0,7 Por tanto, el rendimiento del sistema es aceptable.
31
ANEJO VI
INSTALACIN FRIGORFICA
Dimensionamiento del compresor
El caudal volumtrico terico aspirado por el compresor es: V = 45,55 m3/h
Considerando un rendimiento volumtrico v = 0,8 : Vr = V/v = 45,55/0,8 = 56,93 m3/h
Se trata de un compresor alternativo, con lo que: Vr = ( D2/4) x N x L x n x 60 (m3/h) siendo: D2/4: superficie del cilindro (m2) N: nmero de cilindros L: carrera o longitud total que recorre el pistn (m) n: velocidad de giro (r.p.m)
El compresor ser cuadrado, es decir, D = L , con 4 cilindros y con una velocidad de giro de 2.000 r.p.m. A partir de estos datos se calcula el dimetro de cilindro:
56,93 = ( D2/4) x 4 x D x 2.000 x 60 D = 0,053 m = L
La velocidad lineal del vstago o pistn, C (m/s), se calcula mediante la expresin: C = (n x L)/30 C = (2.000 x 0,053)/30 = 3,53 m/s
32
ANEJO VI
INSTALACIN FRIGORFICA
Se elige un compresor industrial semihermtico refrigerado por gas de aspiracin cuyas caractersticas se recogen en la tabla 8.
Tabla 8. Caractersticas del compresor POTENCI A (C.V.) 12,5 60,28 4 2.000 5,3 5,3 3,53 Desplazamient o (m 3/h) N (cilindros) n (rpm) D (cm) L (cm) C (m/s)
5.3. Clculo del evaporador
Se dispondr un evaporador de conveccin forzada que permite la circulacin del aire por medio de un ventilador. Estar construido mediante tubos con aletas exteriores y la entrada del refrigerante estar regulada por una vlvula de expansin electrnica.
La entrada del aire al evaporador se produce a la temperatura de conservacin del producto en la cmara frigorfica, y la impulsin se hace a una temperatura ligeramente superior a la de evaporacin.
te : Temperatura de evaporacin = 2 C ta,e : Temperatura del aire a la entrada del evaporador = 9 C ta,s : Temperatura del aire a la salida del evaporador = 6 C
El calor absorbido por el evaporador es: Q0 = UG x A x tml siendo:
33
ANEJO VI
INSTALACIN FRIGORFICA
UG : coeficiente global de transmisin de calor (kcal/hm2C) A : superficie del evaporador (m2) tml : salto trmico medio logartmico (C)
Para el tipo de evaporador elegido, se supone el siguiente valor del coeficiente global de transmisin de calor: UG = 30 kcal/hm2C
El salto trmico logartmico se calcula t m l = ( t a , e t e ) ( t a ,s t e ) t te ln a ,e t a ,s t e
tml = 5,36 C
Se calcula ahora la superficie del evaporador:
27.000 kcal/h = 30 kcal/hm2C x A x 5,36 C A= 167,91 m2
Esta superficie debe repartirse entre los dos evaporadores de la cmara frigorfica. Se instalarn 2 evaporadores industriales con una superficie de 103 m2 y una capacidad calorimtrica de 14.100 kcal/h cada uno. El caudal de aire en estos evaporadores ser de 5.280 m3/h. Cada evaporador dispondr de 2 ventiladores con hlice de 400 mm de dimetro y 360 vatios de potencia.
5.4. Clculo del condensador
34
ANEJO VI
INSTALACIN FRIGORFICA
El medio condensante del lquido refrigerante ser el agua. Se trabajar con un circuito cerrado de agua en el que se incluye una torre de recuperacin, la cual es bsicamente un diseo para el enfriamiento y la conservacin o recuperacin del agua empleada en los condensadores.
Para el clculo de los equipos de condensacin se parte de unas condiciones del aire exterior:
35
ANEJO VI
INSTALACIN FRIGORFICA
Temperatura del termmetro seco: t = 29,6 C Humedad relativa: HR = 45 %
Para estas condiciones del aire exterior se obtienen los siguientes datos:
Temperatura del termmetro de bulbo hmedo: tBH = 21 C Temperatura de entrada del agua en el condensador: tage = 25 C Temperatura de salida del agua del condensador: tags = 30 C Temperatura de condensacin: tc = 35 C
La cantidad de calor a eliminar en el condensador ser la suma de la carga trmica evacuada en el evaporador ms la potencia del compresor: Qc = Q0 + 860 x Ni,r
estando expresada la potencia indicada real en kw.
Qc = 27.000 + 860 x 5,9 = 32.074 kcal/h
El caudal de fluido refrigerante que circula por el condensador es el mismo que circula por el evaporador, es decir: Gr = 679,92 kg/h
Se disea un condensador multitubular horizontal enfriado por agua, de tubos rectos lisos.
Puesto que el fluido refrigerante es R-134a, su circulacin se har por el interior de los tubos del condensador, mientras que el agua circular por el exterior de los tubos, es decir, por
36
ANEJO VI
INSTALACIN FRIGORFICA
el espacio existente entre carcasa y tubos. Se elige un condensador industrial con tales caractersticas de potencia 33.110 kcal/h.
Qc = UG x A x tml
El salto de temperatura medio logartmico se calcula: t m l = ( t c t age ) ( t c t ags ) t t age ln c t c t ags
tml = 7,21 C
Para este tipo de condensador se supone un coeficiente global de transmisin de calor : UG = 650 kcal/m2hC
Se calcula la superficie de intercambio de calor: A = 32.074/(650 x 7,21) = 6,84 m2
Se calcula a continuacin el consumo de agua del condensador, Ga. Debido que el calor a evacuar del refrigerante es el que se comunica al agua, se cumple: Qc = Ga x Cp,a x (tags - tage) siendo: Cp,a : calor especfico del agua = 1 kcal/kgC 32.074 = Ga x 1 x (30 - 25) Ga = 6.414,8 kg/h = 6,41 m3/h
37
ANEJO VI
INSTALACIN FRIGORFICA
6. TORRE DE RECUPERACIN
Para la recuperacin del caudal de agua consumido por el condensador, o parte del mismo, se emplea una torre de recuperacin donde el agua caliente procedente del condensador es impulsada hasta la parte superior de la torre y desde all es pulverizada hacia la parte inferior de la misma. El agua, en este movimiento de cada, se vaporiza en parte y este vapor es arrastrado por el aire, de manera que el agua reduce su temperatura, cediendo calor al aire que circula a travs de la torre.
La efectividad de la torre de recuperacin depende en gran parte de las condiciones del aire exterior que entra en la torre, ya que ste arrastrar el vapor formado en la misma a partir del agua procedente del condensador, por tanto, nos interesa un aire con baja temperatura del termmetro de bulbo hmedo, porque esto indica que su humedad relativa es baja y por tanto, que puede admitir mucho vapor hasta llegar a saturacin.
Las condiciones ms desfavorables del aire exterior son: Temperatura: 29,6 C Humedad relativa: 45 % Temperatura del termmetro de bulbo hmedo: 21 C
La temperatura del aire a la salida de la torre es unos 3 C superior a la temperatura del termmetro de bulbo hmedo y adems el aire saliente siempre estar un poco por debajo de las condiciones de saturacin. Segn sto, se consideran unas condiciones del aire saliente de la torre de 24 C de temperatura y 100 % de humedad relativa.
En la tabla 9 se muestran las caractersticas del aire a la entrada y a la salida de la torre de recuperacin:
38
ANEJO VI
INSTALACIN FRIGORFICA
Tabla 9. Condiciones del aire en la torre de recuperacin. CONDICIONES DEL AIRE A la entrada a la torre (1) A la salida de la torre (2) t (C) 29,6 24 H.R. (%) 45 100 na (g/kg a.s.) 11,8 19 h (kcal/kg a.s.) 14,5 17,3
Siendo: na : cantidad de humedad del aire(g/kg de aire seco) h: entalpa (kcal/kg de aire seco)
En la figura 3 se esquematiza una instalacin con el condensador enfriado por agua y una torre de recuperacin.
Ga
TORRE DE RECUPERACIN
Gc , tc ts Gc + G0
CONDENSADOR
te Gc + G0 G0 , t0
Ga
Figura 3. Esquema del circuito de agua con la torre de recuperacin.
Siendo: G0 : Caudal de agua de reposicin (kg/h) t0 : Temperatura del agua de reposicin (C)
39
ANEJO VI
INSTALACIN FRIGORFICA
Gc : Caudal del agua a la salida de la torre (kg/h) tc : Temperatura del agua a la salida de la torre (C) Ga : Caudal de aire que circula por la torre (kg/h) te : Temperatura del agua a la entrada al condensador (C) ts : Temperatura del agua a la salida del condensador (C)
La cantidad de calor a eliminar en el condensador ser: Qc = G0 x Cp x ( ts to) + Gc x Cp x ( ts tc)
En la torre de recuperacin se cumple: (G0 + Gc) x Cp x ts - Gc x Cp x tc = Ga x (h2 h1)
siendo: Cp : Calor especfico del agua (kcal/kgC) h2, h1: Entalpas del aire a la salida y entrada del aire a la torre ( kcal/kg)
Suponiendo que el calor especfico del agua, Cp, se mantiene constante e igual a 1 kcal/kgC, y operando con las dos ecuaciones anteriores:
Qc = G0 x ( ts to) + Gc x ( ts tc) = (G0 + Gc) x ts - Gc x tc G0 x t0
(G0 + Gc) x ts - Gc x tc = Ga x (h2 h1)
Al realizar un balance de material se obtiene: G0 = Ga x (na2 na1)
El enfriamiento del agua es del orden de 5-10 C por encima de la temperatura del bulbo hmedo del aire entrante a la torre de recuperacin, siendo tal temperatura:
40
ANEJO VI
INSTALACIN FRIGORFICA
tBHa,e = 21 C
Por tanto, la temperatura de salida del agua a la salida de la torre de enfriamiento ser:
tc = tBHa,e + 5 C = 26 C
Se tienen las ecuaciones: Qc = Ga x (h2 h1) G0 x t0 G0 = G a ( n a 2 n a1 ) 1.000
Considerando la temperatura del agua de reposicin, t0, de 19 C: 32.074 = Ga x ( 17,3 14,5) G0 x 19 32.074 = 2,8 x Ga 19 x G0 G a (19 11,8) = 0,0072G a 1.000
G0 =
32.074 = 2,8 Ga 19 x 0,0072 Ga Ga = 12.043,4 kg aire/h G0 = 86,71 kg agua/h
Por otro lado: Qc = G0 x ( ts to) + Gc x ( ts tc)
La temperatura del agua a la salida del condensador, ts, es de 30 C 32.074 = 86,71 x (30 19) + Gc x (30 26) Gc = 7.780 kg agua/h
41
ANEJO VI
INSTALACIN FRIGORFICA
Ya diseada la torre de recuperacin, hay que seleccionar una. Para tal seleccin se utilizan los siguientes parmetros:
42
ANEJO VI
INSTALACIN FRIGORFICA
Rango de torre. Es la diferencia entre la temperatura del agua a la entrada a la torre de recuperacin y la temperatura del agua a la salida de la misma. R = ts - tc = 30 - 26 = 4 C Aproximacin de torre. Es la diferencia entre la temperatura del agua a la salida de la torre y la temperatura del bulbo hmedo del aire a la entrada a la misma. A = tc - tBH = 28 - 21 = 7 C Caudal de agua necesario. (Gc + G0)/ = 7866,75/994 = 7,91 m3/h siendo : 994 kg/m3
Se elige un modelo con un caudal nominal de 9,5 m3/h , cuyas caractersticas se muestran en la tabla 9.
Tabla 9. Caractersticas de la torre de recuperacin. ENTRADA DE AGUA CALIENTE 2 ENTRADA DE AGUA FRA 2 1 0,37 253 445 MOTOR Cantidad kw Vaco PESO Funcin
7. TUBERAS DE REFRIGERANTE
Se disean las tuberas de refrigerante de la cmara frigorfica, que sern de cobre, por ser ste un material compatible con el fluido refrigerante utilizado, el R-l34a.
Se adoptan dos criterios de diseo de las tuberas de refrigerante:
43
ANEJO VI
INSTALACIN FRIGORFICA
No superar la prdida de carga admisible Mantenimiento de una velocidad de flujo adecuada en el interior de la tubera.
El valor de las prdidas de carga toleradas depende de las condiciones de funcionamiento de la instalacin y del estado fsico en que se encuentra el fluido. Por tanto, esta valoracin de las prdidas de carga toleradas se har de forma independiente en cada tramo de tubera.
Tubera de aspiracin La prdida de carga en la tubera de aspiracin es funcin de la temperatura de evaporacin. En el caso de la cmara frigorfica de conservacin de patatas, tal temperatura es de 2 C, con lo que la prdida de carga admitida ser de 0,140 bares. Adems, la velocidad del refrigerante es crtica para facilitar el arrastre del aceite hacia el crter del compresor. Se tomar una velocidad de vapor de 5-20 m/s.
Tubera de descarga El dimensionado de esta tubera es similar al de la tubera de aspiracin y la prdida de carga permitida ser asimismo de 0,140 bares. La velocidad del refrigerante es importante, pero no llega a ser crtica: ha de ser superior a 5 m/s en tramos verticales y a 2,5 m/s en tramos horizontales, siendo admisible hasta los 20 m/s.
Tubera de lquido El diseo de las tuberas de lquido es menos crtico que el de las dems tuberas del sistema porque el aceite es fcilmente arrastrado por el refrigerante. Una prdida importante de carga en esta tubera facilitara la vaporizacin del refrigerante en la tubera y no en el evaporador, por lo que la prdida de carga ha de ser inferior a 0,35 bares. La velocidad del lquido debe estar entre 0,5 y 1,25 m/s.
44
ANEJO VI
INSTALACIN FRIGORFICA
Para incluir las prdidas de carga debidas a las vlvulas, codos y elementos accesorios, la longitud de cada tramo se incrementar en un 30 %.
45
ANEJO VI
INSTALACIN FRIGORFICA
La longitud de cada tramo es: Tubera de aspiracin = 9,5 m Tubera de descarga = 1,5 m Tubera de lquido = 11 m
Incrementando estas longitudes en un 30 % debido al motivo anteriormente expuesto: Tubera de aspiracin = 9,5 x 1,3 = 12,35 m Tubera de descarga = 1,5 x 1,3 = 1,95 m Tubera de lquido = 11 x 1,3 = 14,3 m
7.1. Diseo de la tubera de aspiracin
Para la temperatura de evaporacin de 2 C, se disea la tubera de aspiracin considerando una prdida de carga admisible de 0,140 bares. Esta cada de presin es la admisible en nuestra tubera de 12,35 m, para el clculo del dimetro de la tubera hay que considerar la cada de presin admisible en una tubera de 30 m: 0,140 bar * 30 m = 0,34bar 12,35m
P30 m =
Se selecciona una tubera de cobre de 15/8 (4,12 cm) de dimetro nominal, para la cual, con una longitud de 30 m, la cada de presin es de 0,34 bar. Para la longitud de 12,35 m, la cada de presin es la mxima admisible, de 0,140 bar.
7.2. Diseo de la tubera de descarga
46
ANEJO VI
INSTALACIN FRIGORFICA
Se disea la tubera de descarga considerando que la cada de presin ha de ser inferior a 0,14 bar. Al igual que antes, esta cada de presin es la mxima permitida en el caso de la tubera de 1,95 m. Para una tubera de 30 m:
P30 m =
0,140 bar * 30m = 2,15bar 1,95m
Se selecciona una tubera de cobre de 11/8 (2,85 cm) de dimetro nominal y la cada de presin que tendr lugar a lo largo de una tubera de 30 m de longitud y ese dimetro ser de 1,2 bar. En la tubera de 1,95 m de longitud, y para el dimetro 11/8, la cada de presin es
P1 , 95m = de :
1,2 bar *1,95m = 0,078bar < 0,14bar 30m
7.3. Diseo de la tubera de lquido
Se disea la tubera de lquido considerando que la cada de presin mxima admisible para su longitud de 14,3 m es de 0,35 bar. Para una tubera de 30 m: P30 m = 0,35bar * 30 m = 0,73bar 14,3m
Se selecciona una tubera de cobre de 3/4 (1,905 cm) de dimetro nominal y la cada de presin que tendr lugar a lo largo de una tubera de 30 m de longitud y ese dimetro ser de 0,2 bar. En la tubera de 14,3 m de longitud, y para el dimetro 3/4, la cada de presin es de :
47
ANEJO VI
INSTALACIN FRIGORFICA
P14 , 3 m =
0, 2bar *14,3m = 0,095bar < 0,35bar 30m
48
ANEJO VI
INSTALACIN FRIGORFICA
8. ELEMENTOS ACCESORIOS Y SISTEMAS DE CONTROL DE LA INSTALACIN FRIGORFICA
8.1. Elementos accesorios
Separador de aceite Se instala este elemento accesorio en la tubera de descarga del compresor, para minimizar la concentracin de aceite en el fluido refrigerante. El aceite retenido por el separador circula hacia un depsito de aceite general del que se alimentan los crteres de los compresores.
Recipiente de lquido Se instala tal elemento accesorio en la lnea de lquido, tras el condensador, y su misin es recoger el refrigerante condensado para despus alimentar al evaporador. Permite amortiguar las fluctuaciones en la carga del refrigerante y mantener el condensador purgado de lquido.
La capacidad del recipiente de lquido ser tal que pueda almacenar todo el fluido refrigerante del sistema a la presin correspondiente a la temperatura de condensacin. Estar provisto de dos vlvulas manuales que los aislarn del resto de la instalacin una vez acumulado el refrigerante; tambin contar con un visor del nivel de lquido.
Purgadores de gases incondensables Se instalarn purgadores de gases incondensables a la entrada del condensador y a la entrada del recipiente de lquido.
49
ANEJO VI
INSTALACIN FRIGORFICA
Estos purgadores eliminan automticamente el aire y otros gases no condensables presentes en el circuito del fluido refrigerante y que, de no ser eliminados, provocan un aumento de la presin de descarga en el compresor y una disminucin de la transmisin de calor en el condensador.
Deshidratador Este elemento retiene la humedad que pueda aparecer en el circuito frigorfico, la cual perjudica el funcionamiento de la vlvula de expansin y puede provocar la descomposicin del aceite lubricante. La humedad que acompaa al refrigerante puede producir partculas de hielo que se acumulan en la vlvula de expansin cerrando el paso de lquido al evaporador.
El deshidratador ser de tipo de adsorcin o fsico, formado por un cartucho con relleno de gel de slice. Su montaje se har entre dos vlvulas de paso recto manuales.
Visores de lquido Se instalar un visor de lquido tras el deshidratador y otro en la tubera de retorno del aceite a los compresores.
El visor de lquido tras el deshidratador detectar el nivel de humedad del fluido refrigerante, para lo cual llevar un indicador que cambie de color cuando el contenido de humedad rebase el valor crtico. Permite adems este elemento determinar visualmente si el sistema tiene suficiente carga de refrigerante y si se produce una prdida de carga excesiva con formacin de burbujas en la tubera de lquido.
El visor de lquido en la tubera de retorno de aceite a los compresores permite verificar el funcionamiento adecuado del retorno de aceite del separador.
50
ANEJO VI
INSTALACIN FRIGORFICA
Filtro de partculas Retiene las impurezas de distinto origen presentes en la instalacin y que perjudican el buen funcionamiento general y, especialmente, de las piezas con pequea seccin de paso.
Se instalarn filtros en el compresor, en la vlvula de expansin, y en la tubera de lquido a continuacin del deshidratador y del visor de lquido.
8.2. Sistemas de regulacin de la instalacin frigorfica
Vlvula de expansin electrnica Constituye un sistema electrnico para el control de los evaporadores, que agrupa las funciones de vlvula de expansin, vlvula solenoide y termostato de ambiente. Est formada por un regulador electrnico, una vlvula de expansin accionada elctricamente y tres sensores de platino.
Controla el suministro de lquido al evaporador, que trabaja en rgimen de expansin seca. La inyeccin de refrigerante se regula por medio de dos seales precedentes de 2 sensores que registran la diferencia de temperatura a la salida y a la entrada del evaporador, manteniendo el mejor recalentamiento segn las condiciones de funcionamiento. Un tercer sensor acta como sistema de alarma en caso de temperatura demasiado elevada o baja.
Regulador de presin de evaporacin Instalado en la tubera de aspiracin, a la salida del evaporador, ser la funcin del regulador de presin mantener la presin de evaporacin por encima de un valor prefijado, independientemente de la menor presin en la lnea de aspiracin, con lo que se evita el descenso de la temperatura de evaporacin por debajo de un mnimo.
51
ANEJO VI
INSTALACIN FRIGORFICA
Regulador de presin de aspiracin Limita la presin de aspiracin a un mximo determinado aunque aumente la carga del sistema y, por tanto, la presin en los evaporadores. Se situar a la entrada del compresor para proteger el motor contra sobrecargas en el momento de arranque y, en general ante fluctuaciones en la presin de aspiracin.
Regulador de presin de condensacin Asegura una presin suficiente en el condensador. Se instalar a la salida del mismo.
Presostato combinado de alta y baja presin Se instala en el compresor, y cumple las funciones de regulacin y proteccin. El presostato de baja, conectado a la tubera de aspiracin, asegura la marcha automtica de la instalacin en funcin de la presin de evaporacin y, adems, detiene el compresor cuando la presin de aspiracin est por debajo de un cierto lmite.
El presostato de alta, conectado a la tubera de descarga, desconecta el compresor en caso de aumento anormal de la presin de descarga.
En ambos casos, vuelve a ponerse en marcha el compresor cuando se han restablecido las condiciones normales de funcionamiento.
Presostato diferencial de aceite El compresor se proteger, adems, con un presostato diferencial de aceite que lo detiene en caso de reduccin de la presin de aceite debido a una lubricacin defectuosa.
52
ANEJO VI
INSTALACIN FRIGORFICA
Vlvula de agua presosttica Se instala en la tubera que conecta la torre de recuperacin con el condensador. Asegura la alimentacin automtica de agua al condensador en funcin de la presin de condensacin, ajustando el caudal de agua a la carga calorfica del sistema. La vlvula se abre cuando la presin de condensacin aumenta.
Vlvula de flotacin Se dispone a la entrada de la torre de recuperacin, en la tubera de agua procedente de la red. Permite la alimentacin automtica de agua de reposicin para compensar las prdidas producidas en la torre.
Equipos de medida Manmetro conectado a la vlvula de cierre del compresor Termmetro e higrmetro para el control de la temperatura y humedad en la cmara frigorfica.
53
ANEJO VI
INSTALACIN FRIGORFICA
1. INTRODUCCIN .......................................................................................................... 1 2. DIMENSIONAMIENTO DE LA CMARA FRIGORFICA DE CONSERVACIN DE PATATAS.......................................................................................................................... 1 2.1. Capacidad de la cmara frigorfica.............................................................................1 2.2. Dimensiones de la cmara frigorfica..........................................................................3 3. AISLAMIENTO TRMICO DE LA INSTALACIN FRIGORFICA ........................... 4 3.1. Introduccin..............................................................................................................4 3.2. Definicin de las temperaturas de proyecto................................................................6 3.3. Clculo del espesor de aislante en la cmara frigorfica de conservacin de patatas.....8 3.3.1. Clculo del espesor de aislante en la pared exterior orientada al Norte ............10 3.3.2. Clculo del espesor de aislante en la pared exterior orientada al Este...............10 3.3.3. Clculo del espesor de aislante de la pared que limita con la sala de elaboracin ................................................................................................................................11 3.3.4. Clculo del espesor de aislante de la pared que limita con la sala de mquinas .12 3.3.5. Clculo del espesor de aislante del techo ........................................................13 3.3.6. Clculo del espesor de aislante del suelo.........................................................14 3.3.7. Clculo de los flujos trmicos reales por paredes, techo y suelo.......................16 4. BALANCE TRMICO DE LA INSTALACIN FRIGORFICA.................................. 16 4.1. Clculo de la carga trmica debida a las prdidas de calor por infiltracin a travs de paredes, techo y suelo....................................................................................................17 4.2. Clculo de la carga trmica debida a las necesidades por renovacin de aire ............18 4.3. Clculo de la carga trmica debida a las prdidas de refrigeracin............................21
54
ANEJO VI
INSTALACIN FRIGORFICA
4.4. Clculo de la carga trmica debida a las necesidades de conservacin del producto..23 4.5. Clculo de la carga trmica debida al calor desprendido por los ventiladores............23 4.6. Clculo de la carga trmica debida al calor desprendido por la circulacin de operarios en la cmara frigorfica, Q6, de la carga trmica debida a las necesidades de iluminacin, Q7. ................................................................................................................................24 4.7. Clculo de la carga trmica debida a necesidades por prdidas diversas...................24 4.8. Estimacin de la potencia frigorfica.........................................................................24 5. MAQUINARIA FRIGORFICA..................................................................................... 26 5.1. Ciclo frigorfico de la cmara de conservacin de patatas.........................................26 5.2. Clculo del compresor ............................................................................................29 5.3. Clculo del evaporador ...........................................................................................33 5.4. Clculo del condensador .........................................................................................34 6. TORRE DE RECUPERACIN ...................................................................................... 38 7. TUBERAS DE REFRIGERANTE.................................................................................. 43 7.1. Diseo de la tubera de aspiracin...........................................................................46 7.2. Diseo de la tubera de descarga .............................................................................46 7.3. Diseo de la tubera de lquido ................................................................................47 8. ELEMENTOS ACCESORIOS Y SISTEMAS DE CONTROL DE LA INSTALACIN FRIGORFICA ................................................................................................................ 49 8.1. Elementos accesorios ..............................................................................................49 8.2. Sistemas de regulacin de la instalacin frigorfica ....................................................51
55
ANEJO VII
INSTALACIN DE VAPOR
1. NECESIDADES DE VAPOR
Las necesidades de vapor de la instalacin industrial que se proyecta proceden del proceso de escaldado.
1.1. Escaldado
Tras el cortado de las patatas en lminas y un lavado suave, pasan stas al escaldador. En l se someten a un escaldado por vapor, consistente en mantener durante un tiempo el alimento en una atmsfera de vapor saturado, consiguiendo la reduccin del nmero de microorganismos contaminantes en la superficie del mismo, y contribuyendo, por tanto, al efecto conservador de las siguientes operaciones del proceso.
El escaldador cuenta con un equipo auxiliar, una caldera de vapor, para calentar el agua de escaldado.
El consumo de vapor en el proceso de escaldado es de 150 kg/h.
2. ELECCIN DE LA CAPACIDAD DE LA CALDERA
El consumo de la caldera ser el resultado de la suma del consumo de vapor en el proceso de escaldado ms un 15 % de tal cantidad en concepto de imprevistos, por lo que la capacidad del generador de vapor debe ser:
Consumo de vapor en el escaldado Imprevistos (15 %)
150 kg/h 22,5 kg/h
1
ANEJO VII
INSTALACIN DE VAPOR
TOTAL
172,5 kg/h
Para cubrir tales necesidades de vapor se instala una caldera comercial de 200 kg/h, que segn el Reglamento de Recipientes a Presin del Ministerio de Industria, pertenece a la categora C, por lo que puede ser ubicada en cualquier dependencia del edificio industrial.
Las caractersticas tcnicas de la caldera son:
Produccin de vapor: 200 kg/h Produccin calorfica: 122,77 Mcal/h Superficie de calefaccin: 7,40 m2 Volumen de agua a nivel medio: 0,32 m3 Volumen de la cmara de vapor: 0,09 m3 Consumo de combustible (gas oil): 16 litros/h Alimentacin agua: 20 DN Salida vapor: 25 DN Vlvulas de seguridad: 1 x 20 Chimenea: 150 mm Categora: C Presin de servicio: 8 kg/cm2
Las dimensiones generales del modelo seleccionado son:
Longitud: 1.900 mm Anchura: 1.300 mm Altura: 1.700 mm Volumen: 0,41 m3 Peso: 1 tn
2
ANEJO VII
INSTALACIN DE VAPOR
Los accesorios con los que cuenta la caldera se enumeran a continuacin:
Regulador automtico de nivel por boya. Dos indicadores de nivel pticos. Presostato de trabajo. Presostato de seguridad de rearme manual. Dos vlvulas de seguridad. Vlvula de interrupcin para la salida del vapor con una vlvula de retencin, para la entrada de agua.
Dos vlvulas de purga y vaciado de la caldera, una de asiento y una de esfera. Tapn fusible. Termmetro. Vlvula de desaire. Mirilla de inspeccin de llama.
La caldera contar, asimismo, con un quemador automtico de gasleo C, de pulverizacin mecnica, provisto de un presostato de paro y marcha, y otro de seguridad.
La alimentacin de agua a la caldera se realizar mediante un grupo motobomba autoaspirante, con un nivel automtico de tipo flotador, dos microinterruptores, uno para el mando de la bomba de alimentacin de agua, y otro de seguridad que bloquea la caldera y da aviso en caso de tener el nivel de agua por debajo de lo normal.
La caldera se manipular de forma automtica, mediante un cuadro elctrico, con sus interruptores, contactores y luces piloto correspondientes, un temporizador horario de dos horas, y un rel de rearme por falta de tensin en cumplimiento de las normativas reglamentarias vigentes.
3
ANEJO VII
INSTALACIN DE VAPOR
La caldera de vapor se aislar con fibra de vidrio de 50 mm de espesor y se recubrir con chapa de aluminio.
3. DESCRIPCIN DE LA LNEA DE DISTRIBUCIN DE VAPOR
El vapor producido por la caldera nicamente se distribuir hasta el equipo de escaldado, ya que es el nico que consume vapor dentro de la planta industrial a proyectar, como se muestra en el apartado anterior.
La lnea de distribucin de vapor se encuentra enterrada a una profundidad de 110 cm y tiene una pendiente del 4 en el sentido de avance del vapor, de manera que se facilita la circulacin del mismo en el tramo horizontal de la lnea.
Al comienzo de la lnea de vapor se dispondr un purgador. Asimismo, a la entrada al equipo escaldador, se colocar otro purgador, para eliminar el posible condensado producido durante el trayecto y una vlvula reductora de presin de manera que sta sea la adecuada para el funcionamiento del equipo.
En el codo en el que se produce el ascenso de la tubera desde el suelo se colocar un purgador para eliminar los condensados que se produzcan en el recorrido vertical del vapor.
A la salida del equipo escaldador se dispondr un purgador para evitar que pase vapor a la red de retorno de condensado, y para reducir la presin de condensado hasta 2 kg/cm2, que es la presin prevista.
4
ANEJO VII
INSTALACIN DE VAPOR
Todas las tuberas sern de acero e irn aisladas trmicamente mediante coquillas, compuestas de fibras concntricas impregnadas con sustancias aislantes.
4. CLCULO DE LA INSTALACIN DE VAPOR
El clculo de la red de vapor se realiza utilizando los bacos del boletn Ms Nieto, Informacin Tcnica Sarco.
Las velocidades de vapor recalentado y vapor saturado no han de sobrepasar, respectivamente, 60 m/s y 50 m/s, conforme al Reglamento de Aparatos a Presin en la ITC correspondiente a Tuberas para Fluidos Relativos a Calderas.
Teniendo en cuenta lo enunciado anteriormente y evitando, adems, que se produzcan prdidas de carga muy grandes, se dimensionar la tubera de vapor considerando idnea una velocidad de vapor comprendida entre 20 y 30 m/s.
Se obtiene el dimetro nominal de la tubera y la velocidad del vapor en la misma. Los datos de partida necesarios son:
Caudal de vapor que circula por la tubera. Presin manomtrica del vapor.
El caudal de vapor que circula por el nico tramo de la lnea de vapor es de 172,5 kg/h, y la presin manomtrica del vapor es de 7 kg/cm2 (Presin manomtrica = Presin absoluta Presin atmosfrica). Para estos valores se requiere un tamao nominal de tubera de 1 pulgada, y una velocidad del vapor en ella de 24 m/s.
ANEJO VII
INSTALACIN DE VAPOR
La prdida de carga que el vapor sufre en el nico tramo de tubera se calcular con los grficos correspondientes, teniendo en cuenta que los valores obtenidos se refieren a un tramo de 100 m y a una presin manomtrica de 7 kg/cm2. Dado que la presin manomtrica de la caldera es de 7 kg/cm2, la adaptacin de los datos tendr que hacerse nicamente a la longitud equivalente en cada tramo. La longitud equivalente ser el resultado de incrementar la longitud real de la tubera en un 10 %, de manera que queden incluidas las prdidas de carga originadas por vlvulas, codos, etc. Lequiv = 1,1 x L siendo: Lequiv = Longitud equivalente de la tubera. L = Longitud de la tubera.
Lequiv = 1,1 x 18,7 = 20,57 m
Para el dimetro de tubera anteriormente calculado y para el caudal de vapor que circula por ella, la prdida de carga a 7 kg/cm2 de presin manomtrica y para 100 m de tubera es de 0,95 kg/cm2.
La prdida de carga real, es decir, referida a la longitud real de la tubera:
p = 0,95 kg/cm 2
20,57 = 0,195 kg/cm 2 100
Las prdidas de presin se consideran aceptables.
5. DESCRIPCIN Y CLCULO DE LA LNEA DE CONDENSADO
ANEJO VII
INSTALACIN DE VAPOR
Al objeto de economizar agua y energa, se dispondr un sistema de retorno de condensado desde el punto de consumo de vapor hasta un depsito colector de condensado situado junto a la caldera y junto al depsito alimentador de la misma. Desde el depsito colector, el condensado es transportado, por medio de una bomba controlada por una sonda de nivel al depsito de agua de alimentacin. De este modo, se distinguir entre la lnea de produccin de vapor, y la de retorno de condensado.
La lnea de retorno de condensado se colocar paralela a la lnea de distribucin de vapor, ambas enterradas, para facilitar as las posibles reparaciones.
El clculo de la tubera de retorno de condensado se realizar, al igual que el de la tubera de vapor, utilizando los bacos del citado boletn Ms Nieto.
Para el dimensionamiento de la tubera de retorno del condensado ha de considerarse que se produce una cierta cantidad de vapor en expansin que ocupa un volumen importante en la seccin de paso total.
Para el clculo de esta tubera se considera el caudal de puesta en marcha de la instalacin, que es el doble del consumo de vapor en condiciones de rgimen. La tubera se elegir de manera que la prdida de carga en la misma, por cada 100 m, est comprendida entre 0,05 y 0,1 kg/cm2.
Las condiciones en que se recoger el condensado son 2 kg/cm2 de presin absoluta y una temperatura de 120 C.
Segn las consideraciones anteriores, el caudal de condensado en el nico tramo de la lnea de retorno ser de 345 kg/h. A partir de tal caudal se obtiene un dimetro de la tubera de
2 condensado de , siendo la prdida de carga correspondiente a estos valores de 0,1 kg/cm
ANEJO VII
INSTALACIN DE VAPOR
para 100 m de tubera. Se calcula la prdida de carga real, es decir, para la longitud equivalente de tubera.
La longitud equivalente ser el resultado de incrementar la longitud real de la tubera en un 10 %, de manera que queden incluidas las prdidas de carga originadas por vlvulas, codos, etc.
Lequiv = 1,1 x L siendo: Lequiv = Longitud equivalente de la tubera. L = Longitud de la tubera.
Lequiv = 1,1 x 21,98 = 24,17 m
p = 0,1 kg/cm 2
24,17 = 0,024 kg/cm 2 100
Las prdidas de presin que se producen se pueden considerar aceptables.
6. CLCULO DEL AISLAMIENTO DE LAS TUBERAS DE LA INSTALACIN
El aislamiento de las tuberas de la instalacin de vapor de la industria tiene varias justificaciones:
Prevencin de accidentes de los operarios, ya que las tuberas se encuentran a temperaturas superiores a 100 C. Esta es una exigencia legal contenida en la Ley de Prevencin de Riesgos Laborales.
ANEJO VII
INSTALACIN DE VAPOR
Ahorro de calor y del consumo de vapor. Este ahorro de energa se promueve en el RD 1.490/1.975 sobre Medidas a adoptar en edificaciones para reducir el consumo de energa.
Al ser mucho mayores las prdidas calorficas en las tuberas no aisladas, la condensacin ser asimismo ms elevada, con lo cual, al final se acumular condensado con el consiguiente peligro de golpes de ariete y humidificacin por arrastre de partculas de vapor circulante.
Para el aislamiento de las tuberas se utilizarn las denominadas coquillas: elementos rgidos de fibras concntricas impregnadas con resinas sintticas a base de melanina.
6.1. Aislamiento de la lnea de distribucin de vapor
Se calcular el espesor de coquilla adecuado para la tubera que distribuye el vapor, de longitud 18,7 m y dimetro nominal 1 .
La temperatura del vapor a 8 kg/cm2 se puede considerar que es de 170 C, y la temperatura del ambiente se va a fijar en 20 C.
Segn los datos para las dimensiones de las tuberas de acero normalizadas, los dimetros interior y exterior para la tubera de 1 de dimetro nominal son los siguientes:
int = 2,66 cm. ext = 3,34 cm.
ANEJO VII
INSTALACIN DE VAPOR
Las prdidas de calor que se producen en una tubera vienen dadas por la expresin:
dQ = 2 L d
t ln (rext /rint ) ln (r /rext ) 1 1 + + + rint K i acero coquilla r Ke
siendo: dQ/d = Flujo de calor (Kcal/h). L = Longitud del tramo (m). t = Diferencia de temperatura entre el interior y el ambiente (C). rext = Radio exterior de la tubera (m). rint = Radio interior de la tubera (m). r = Radio exterior de la tubera + espesor de coquilla (m). Ki = Coeficiente de pelcula vapor de agua-tubo (Kcal/m2hC). Ke = Coeficiente de pelcula aire-aislante (Kcal/m2hC). acero = Conductividad trmica del acero (Kcal/mhC). coquilla = Conductividad trmica del aislante (Kcal/mhC).
Para poder aplicar la ecuacin anterior es necesario calcular los coeficientes de pelcula.
6.1.1. Coeficiente de pelcula vapor de agua-tubo, Ki
Este coeficiente engloba el comportamiento a la transmisin de calor de un fluido, vapor de agua, en circulacin por el interior de un tubo. El rgimen en que dicho fluido circula se determinar mediante el clculo del nmero adimensional de Reynold.
Re = siendo:
int
10
ANEJO VII
INSTALACIN DE VAPOR
v = Velocidad del fluido (m/s). int = Dimetro interior de la tubera (m). = Viscosidad cinemtica del fluido (m2/s).
Para el clculo del nmero de Reynold se utilizar la velocidad menor del vapor, para estar del lado de la seguridad. 20 (m/s) 0,0266 (m) = 16.420 3,24 10 5 (m 2 /s)
Re =
Al ser el nmero de Reynold mayor que 2.000, el rgimen es turbulento. En el caso de enfriamiento de un fluido animado de un movimiento turbulento en el interior de un tubo, siempre que la longitud del tubo sea mayor que 60 veces su dimetro (L > 60 x int), se emplea la siguiente expresin para calcular el nmero de Nusselt:
Nu = 0,023 Re 0,8 Pr 0,3 siendo: Nu = K i int vapor Pr = Cp vapor
siendo: Ki = Coeficiente de pelcula vapor-tubo (kcal/m2hC). int = Dimetro interior del tubo (m). vapor = Conductividad trmica del vapor (kcal/mhC). = Viscosidad cinemtica del vapor (m2/s). = Densidad del vapor (kg/m3). Cp = Calor especfico del vapor (kcal/kgC).
11
ANEJO VII
INSTALACIN DE VAPOR
Sustituyendo se obtiene:
Nu =
K i (kcal/m 2 h C) 0,0266 (m) 0,0259 (kcal/mh C)
Pr =
3,24 10 5 (m 2 /s) 4,12 (kg/m 3 ) 0,49 (kcal/kg C) = 9,09 0,0259 (kcal/mh C) 1/3.600 (h/s)
Nu = 0,023 (16.420) 0,8 (9,09) 0,3 = 105,09
Ki = 102,32 kcal/m2hC
6.1.2. Coeficiente de pelcula aire-aislante, Ke
El coeficiente de pelcula aire-aislante hace referencia a una transmisin de calor por conveccin natural y, puesto que se trata de la circulacin de un fluido, aire a 20 C, por el exterior de un cilindro horizontal, la relacin que se emplear es:
Nu = 0,53 Gr 0,25 Pr 0,25
Si se cumple que 103 < Gr x Pr < 109.
y siendo: Nu = Ke aire Gr = r 3 (m 3 ) g (m/s 2 ) t ( C) (l/ C) 2 (m 2 /s) 2
Pr =
Cp aire
12
ANEJO VII
INSTALACIN DE VAPOR
donde: Ke = Coeficiente de pelcula vapor-tubo (kcal/m2hC). = Dimetro tubo + aislante (m). r = Radio exterior + espesor de aislante (m). g = Aceleracin de la gravedad (m/s2). t = Diferencia de temperatura entre el aislante y el aire (C). = Coeficiente de dilatacin cbica del aire (l/C). = Viscosidad cinemtica del aire (m2/s). = Densidad del aire (kg/m3). Cp = Calor especfico del aire (kcal/kgC). aire = Conductividad trmica del aire (kcal/mhC).
Considerando un espesor de coquilla de 4 cm, se tiene lo siguiente
Gr =
0,0567 3 9,81 (170 20) 3,38 10 3 = 3.773.660 (1,55 10 5 ) 2
Pr =
1,55 10 5 (m 2 /s) 1,195 (kg/m 3 ) 0,238 (kcal/kg C) = 0,718 0,02208 (kcal/mh C) 1/3.600 (h/s)
103 < Gr x Pr = 2.709.488 < 109
Es vlida, por tanto, la expresin vista para el nmero de Nusselt.
Nu =
Ke = 0,53 Gr 0,25 Pr 0,25 = 21,5 aire
K e 0,065 = 21,5 0,02208
13
ANEJO VII
INSTALACIN DE VAPOR
Ke = 7,3 kcal/m2hC
Las prdidas de calor que se producirn para un espesor de aislante de 4 cm son las siguientes:
dQ = 2 L d
t ln (rext /rint ) ln (r /rext ) 1 1 + + + rint K i acero coqilla r Ke
dQ = 2 18,7 d
170 - 20 0,0167 ln ( ) ln 0,01332 1 + + 0,01332 102,32 46
0,0567 ) 0,0167 1 + 0,034 0,0567 7,3
dQ = 450,67 kcal/h d
Son unas prdidas aceptables segn el R.D. 1.490/75, ya que son inferiores a las que se obtendran con un aislante de 40 mm de espesor y 0,04 kcal/mhC de conductividad trmica.
Este calor debe ser cedido al exterior a expensas del calor sensible del vapor, para evitar la condensacin del mismo en las tuberas. Es, por tanto, necesario definir el recalentamiento que deber sufrir en el generador para asegurar el suministro de vapor saturado seco al equipo de escaldado.
Se cumple que: Q = mv x Cpv x t siendo:
14
ANEJO VII
INSTALACIN DE VAPOR
mv = Caudal de vapor (172,5 kg/h). Cpv = Calor especfico del vapor (0,49 kcal/kgC).
t =
450,67 = 5,33 C 0,49 172,5
Es decir, es necesario recalentar el vapor 5,33 C en la caldera para que, a su paso por la tubera de distribucin, conserve la temperatura de 170 C y acceda a los equipos como vapor saturado seco.
6.2. Aislamiento de la lnea de retorno de condensado
Al igual que para las tuberas de vapor, se utilizarn coquillas como aislantes trmicos en las tuberas de la lnea de retorno de condensado.
Se calcular el aislante adecuado para una tubera de 21,98 m de longitud y
de
dimetro nominal. Los dimetros interior y exterior de una tubera de acero normalizada de son los siguientes:
int = 2,093 cm
ext = 2,667 cm
6.2.1. Coeficiente de pelcula agua-tubo, Ki
Se comprobar el rgimen de circulacin del condensado, a 2 kg/cm2 de presin absoluta y 120 C, mediante el clculo del nmero de Reynold.
15
ANEJO VII
INSTALACIN DE VAPOR
Re = siendo:
v int v (m/s) 0,02093 (m) = 0,236 10 6 (m 2 /s)
v = Velocidad del fluido (m/s). int = Dimetro interior de la tubera (m). = Viscosidad cinemtica del fluido (m2/s).
La velocidad del condensado se calcular a partir del caudal y de la seccin de la tubera que se considera.
Gasto (m 3 /s) 172,5 (kg/h) 1/3.600 (h/s) 1,062 10 3 (m 3 /kg) Velocidad = = = 0,148 m/s Seccin (m 2 ) (0,02093/2 ) 2 (m 2 ) 0,148 (m/s) 0,02093 (m) = 13.126 0,236 10 6 (m 2 /s)
Re =
Dado que el rgimen de circulacin es turbulento, que se cumple que L > 60 x int , y que se trata de un vapor que se enfra, la ecuacin adimensional que se utilizar ser la siguiente:
Nu = 0,023 x Re 0,8 x Pr0,3 siendo: Nu = K i int agua Pr = Cp agua
Sustituyendo:
16
ANEJO VII
INSTALACIN DE VAPOR
Nu =
K i (kcal/m 2 h C) 0,02093 (m) 0,5901 (kcal/mh C)
0,236 10 6 (m 2 /s) 941,6 (kg/m 3 ) 1,075 (kcal/kg C) Pr = = 1,45 0,5901 (kcal/mh C) 1/3.600 (h/s)
Nu = 0,023 x (13.126)0,8 x (1,45)0,3 = 50,65
Ki = 1.428,23 kcal/m2hC
17
ANEJO VII
INSTALACIN DE VAPOR
6.2.2. Coeficiente de pelcula aire-aislante, Ke
Para el clculo de este coeficiente, se supone que el fluido, aire a 20 C, circula por conveccin natural. Por tanto, se aplicar la siguiente ecuacin adimensional:
Nu = 0,53 x Gr0,25 x Pr0,25
Si se cumple que 103 < Gr x Pr < 109
Para un espesor de coquilla de 4 cm:
r 3 (m 3 ) g (m/s 2 ) t ( C) (l/ C) Gr = 2 (m 2 /s) 2
Gr =
0,0533353 9,81 (120 20) 3,38 10 3 = 2.093.915,78 (1,55 10 5 ) 2
Pr =
Cp aire
1,55 10 5 (m 2 /s) 1,195 (kg/m 3 ) 0,238 (kcal/kg C) = 0,718 0,02208 (kcal/mh C) 1/3.600 (h/s)
103 < Gr x Pr = 1.503.431,53 < 109
Nu =
Ke = 0,53 Gr 0,25 Pr 0,25 = 18,55 aire
18
ANEJO VII
INSTALACIN DE VAPOR
K e 0,05875 = 18,55 0,02208
Ke = 6,97 kcal / m2 h C
Las prdidas de calor que se producirn para un espesor de aislante de 4 cm son las siguientes:
dQ = 2 L d
t ln (rext /rint ) ln (r /rext ) 1 1 + + + rint K i acero coqilla r Ke
dQ = 2 21,98 d
120 - 20 0,013335 ln ( ) ln ( 0,053335 ) 0,010465 1 0,013335 1 + + + 0,010465 1.428,23 46 0,034 0,053335 6,97
dQ = 317,24 kcal/h d
Estas prdidas son admisibles porque son menores que las que habra si se colocara un aislante con una conductividad trmica de 0,040 kcal / m h C y un espesor de 40 mm, tal como exige el R.D. 1.490/1.975.
Este calor debe ser cedido al exterior a expensas del calor sensible del agua. Se cumple que: Q = mc x Cpc x t
19
ANEJO VII
INSTALACIN DE VAPOR
siendo: mc = Caudal de condensado (172,5 kg/h). Cpc = Calor especfico del condensado (1,014 kcal/kgC).
t =
317,24 = 1,81 C 1,014 172,5
Es decir, el condensado pierde 1,81 C cuando recorre la lnea de retorno del mismo.
7. COMBUSTIBLE Y COMBUSTIN
El calor necesario para calentar el agua desde una temperatura de 25C hasta 170C en la caldera, lo suministra el combustible que reacciona con el comburente.
Se utiliza gasleo C como combustible, cuya composicin centesimal es la siguiente: C = 86 % H = 12,7 % O = 0,3 % S=1%
7.1. Necesidad de aire para la combustin.
Teniendo en cuenta que:
1 kg de C consume 2,76 kg de O2. 1 kg de H consume 8 kg de O2. 1 kg de S consume 1 kg de O2.
20
ANEJO VII
INSTALACIN DE VAPOR
El peso terico de oxgeno necesario vendr dado por la diferencia entre lo que necesita para la combustin y el % de oxgeno que el gasleo aporta. Para un kg de combustible, ser:
Peso de O2 = 2,76 x % C + 8 x % H + 1 x % S - % O = 3,397 kg O2/kg gasleo
Pero, en la prctica, el oxgeno necesario es superior al oxgeno terico, por lo que se aplicar un coeficiente de valor 1,3.
Peso real de O2 = 1,3 x 3,397 = 4,416 kg O2/kg gasleo
Para determinar la cantidad de aire necesaria para la combustin, hay que tener en cuenta que el aire tiene un 23 % de oxgeno en peso.
Peso de aire =
4,416 kg O 2 1 kg aire = 19,2 kg aire /kg gasleo kg gasleo 0,23 kg O2
7.2. Necesidades de combustible
Segn la casa comercial suministradora, la caldera tiene un consumo de gasoleo de 16 litros/h. Como el tiempo de funcionamiento ser de 8 h/da, el consumo medio diario ser:
Consumo medio diario =16
litros h 8 =128 litros/da h da
21
ANEJO VII
INSTALACIN DE VAPOR
Puesto que se considera un rendimiento del combustible del 90 %, las necesidades de combustible son:
Consumo medio diario = 143 litros/da
Dado que la caldera funciona 24 das al mes, el consumo ser:
Consumo medio mensual = 3.432 litros/mes
7.3. Almacenamiento del combustible
Segn el R.D. 3.691/72 de 23 de diciembre, la capacidad mnima de almacenamiento de gasleo en instalaciones industriales ha de ser la necesaria para el consumo de un mes.
Se dispondr en la industria a proyectar un depsito de combustible que almacenar el gasleo necesario para el quemador de la caldera y el necesario para el quemador de la freidora, que tambin consume este mismo combustible.
Por esta razn, se dispondr en la industria un tanque enterrado para una capacidad de 12.000 litros, que sobrepasa el consumo mensual de la instalacin. Las condiciones de almacenamiento, as como las caractersticas del tanque, se estudian en el Anejo correspondiente de este Proyecto.
8. TRATAMIENTO DEL AGUA QUE ALIMENTA LA CALDERA
22
ANEJO VII
INSTALACIN DE VAPOR
Dadas las agresivas condiciones de trabajo en la caldera, sta corre ciertos riesgos, como son la formacin de incrustaciones y la corrosin. De ah que sea necesario proteger tal elemento de la instalacin industrial.
La formacin de incrustaciones induce una disminucin de la conductividad trmica a travs de los tubos por los que se conduce el agua, lo que incrementa la necesidad de calor. Asimismo, disminuye la seccin libre al paso del vapor. Esto forzar las condiciones de trabajo.
La corrosin repercute en la vida til de los tubos por donde circula el vapor, provocando una mayor frecuencia en el reemplazo de los mismos y, por tanto, un aumento del gasto.
Se recomienda, dados los posibles problemas anteriormente expuestos, las disposicin en la industria de un equipo completo para el tratamiento del agua que alimenta la caldera.
En la instalacin que se dimensiona se elegir un equipo para el tratamiento del agua que alimenta la caldera de una capacidad aproximada de 500 kg/h, ya que el resto del agua que pasa a la caldera procede de la red de condensado, que ha sido tratada con anterioridad.
La norma UNE 9075, Caractersticas del agua de la caldera, establece las limitaciones del agua de alimentacin en cuanto a los siguientes parmetros: salinidad total, alcalinidad total, contenido en slice, ndice de permanganato, slidos en suspensin, cloruros, fosfatos, oxgeno y aceite; todo esto en funcin del tipo de caldera y de la presin de trabajo.
En general, se persigue que la dureza del agua sea lo menor posible, que haya una ligera alcalinidad, que est exenta de CO2 libre y oxgeno, y que el contenido en slice sea bajo.
23
ANEJO VII
INSTALACIN DE VAPOR
La alcalinidad evita la formacin de incrustaciones y la corrosin, pero puede favorecer el agrietamiento de las chapas en las juntas y puntos de soldadura y aumenta la viscosidad del vapor, haciendo que ste pueda arrastrar gotas de lquido. Es recomendable, por tanto, una alcalinidad ligera (pH = 9).
El tratamiento del agua que alimenta a la caldera de la planta a proyectar consiste en: Desendurecimiento del agua con cal en fro en un descarbonatador, con lo que se evitan las incrustaciones. Se eliminar la salinidad residual del agua en un desmineralizador a base de resinas inicas. Finalmente, para evitar corrosiones, se circular el agua por un desgasificador para eliminar el CO2 libre y el oxgeno.
El agua resultante del tratamiento descrito es ya perfectamente apta para alimentar la caldera y se aportar al tanque de abastecimiento de agua de la caldera.
24
ANEJO VII
INSTALACIN DE VAPOR
ANEJO VII. INSTALACIN DE VAPOR NDICE
1. NECESIDADES DE VAPOR........................................................................................... 1 1.1. Escaldado .................................................................................................................... 1 2. ELECCIN DE LA CAPACIDAD DE LA CALDERA ................................................... 1 3. DESCRIPCIN DE LA LNEA DE DISTRIBUCIN DE VAPOR ................................ 4 4. CLCULO DE LA INSTALACIN DE VAPOR........................................................... 5 5. DESCRIPCIN Y CLCULO DE LA LNEA DE CONDENSADO ............................. 6 6. CLCULO DEL AISLAMIENTO DE LAS TUBERAS DE LA INSTALACIN.......... 8 6.1. Aislamiento de la lnea de distribucin de vapor............................................................. 9 6.1.1. Coeficiente de pelcula vapor de agua-tubo, Ki ..................................................... 10 6.1.2. Coeficiente de pelcula aire-aislante, Ke................................................................. 12 6.2. Aislamiento de la lnea de retorno de condensado ....................................................... 15 6.2.1. Coeficiente de pelcula agua-tubo, Ki.................................................................... 15 6.2.2. Coeficiente de pelcula aire-aislante, Ke................................................................. 18 7. COMBUSTIBLE Y COMBUSTIN ............................................................................. 20 7.1. Necesidad de aire para la combustin. ........................................................................ 20 7.2. Necesidades de combustible....................................................................................... 21 7.3. Almacenamiento del combustible ................................................................................ 22 8. TRATAMIENTO DEL AGUA QUE ALIMENTA LA CALDERA................................. 22
25
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
1. INTRODUCCIN
Es necesaria, en la industria a proyectar, la disposicin de un elemento que sirva para almacenar el gasoil, combustible utilizado tanto por el quemador de la caldera, como por el quemador de la freidora.
Al ser el gasoil un combustible, su almacenamiento est sujeto a la Instruccin Tcnica Complementaria MI-IP03, Instalaciones petrolferas para uso propio (aprobada por el R. D. 1.427/1.997, de 15 de septiembre, y modificada por el R.D. 1.523/1.999, de 1 de octubre) del Reglamento de Instalaciones Petrolferas.
2. ALMACENAMIENTO DEL GASOIL
El gasoil es un hidrocarburo procedente de la destilacin del petrleo mineral crudo o del alquitrn.
El rea de las instalaciones sometida a la normativa que se maneja es la fosa donde se instalar el tanque de almacenamiento, ya que el tanque ser enterrado.
2.1. Capacidad de almacenamiento
Las necesidades de combustible del quemador de la caldera indican un consumo medio mensual de gasoil de la misma de 3.432 litros/mes, obtenidos en el punto 7.2. del Anejo de Instalacin de vapor.
El consumo de gasoil del quemador de la freidora es de 34 kg/h. Dado que la densidad del gasleo C es de 0,85 kg/l, y el funcionamiento de la freidora, al igual que el de la caldera, de 8 h/da y 24 das/mes, el consumo medio mensual ser:
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
Consumo medio mensual = 34
kg 1 l h das 8 24 = 7.680 litros/mes h 0,85 kg da mes
La capacidad, por tanto, del tanque de almacenamiento de gas oil ser de 12.000 litros, superando as el consumo mensual total de la instalacin industrial, tal como lo exige el R.D. 3691/72 de 23 de diciembre.
2.2. Tipo de almacenamiento
El gasoil se almacenar en un recipiente fijo enterrado, del tipo de baja presin, diseado para soportar una presin manomtrica interior superior a 0,15 kg/cm2 , e inferior a 1 kg/cm2 .
El tanque estar realizado con chapa de acero laminado, y llevar en su interior un recubrimiento adecuado no atacable por los derivados del petrleo. Para evitar la corrosin en la parte exterior del depsito, se le dar una capa de minio y otra de pintura alquitranada o asfltica.
Las chapas no tendrn en ningn caso mayor proporcin del 6 % de azufre o fsforo en su composicin y estarn libres de impurezas, segregaciones de colada, escama y picados de laminacin. No sern alisadas a mano o parcheadas por soldadura, y no presentarn defectos de fabricacin que disminuyan sus caractersticas mecnicas.
Se ha elegido un recipiente fijo del tipo CAMPSA, ya que son diseados y construidos con garantas reconocidas. Deber cumplir con las exigencias de la norma UNE-36011.
El tanque ser cilndrico y con los bordes abombados. Las chapas que lo constituyen se unirn mediante soldadura elctrica de las tapas, tanto interior como exteriormente. No debern coincidir en ningn punto ms de dos cordones de soldadura. 2
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
El recipiente de almacenamiento carecer de aberturas en el fondo y laterales. nicamente se dispondr una abertura en la generatriz superior, que tendr dimetro suficiente para el paso de un hombre, ya que se utilizar para la inspeccin y limpieza del tanque.
La boca de hombre permanecer cerrada por medio de una tapa metlica que contar con los pasos necesarios para las tuberas que han de penetrar en el depsito. Esta tapa estar provista de juntas y quedar firmemente atornillada.
El tanque de almacenamiento contar con un sistema de venteo para prevenir el exceso de presin interna o vaco sobre los de diseo, como consecuencia del llenado, vaciado, o cambios de temperatura o de presin del ambiente.
El sistema de tuberas (tuberas, bridas, juntas, vlvulas, tornillos de sujecin y accesorios) estar en consonancia con las caractersticas del lquido que conducen. La red de tuberas establecida para el depsito que se proyecta es como se indica a continuacin:
Canalizacin de llenado: Tubera de acero al carbono de 100 mm. Canalizacin de ventilacin: Tubera de acero al carbono de 40 mm. Canalizacin de aspiracin: Tubera de cobre de 12 mm. Canalizacin de retorno: Tubera de cobre de 12 mm.
Las tuberas tendrn un recubrimiento interior y exterior como el aplicado al tanque de almacenamiento. Las uniones entre tuberas sern soldadas y estancas al lquido.
Las tuberas de llenado y descarga entrarn nicamente por la parte superior del recipiente. Las lneas de llenado, al hacerse ste por gravedad, no sern verticales, sino que tendrn pendiente hacia el tanque de, al menos, el 1 %. La tubera de carga entrar en el tanque hasta 15 cm del fondo y terminar cortada en pico de flauta. 3
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
Las aberturas para medida manual del nivel llevarn un tapn o cierre estanco al lquido, que slo se abrir en el momento de realizar la medida de nivel.
Las dimensiones del tanque elegido para la capacidad mencionada son:
Dimetro exterior = 1,2 m Generatriz = 3 m Flecha en los casquetes = 0,50 m Longitud total = 4m
2.3. Instalacin del tanque
El depsito de combustible se instalar fuera de la nave industrial, en el lugar sealado en el Plano general de la parcela. Se alojar en un foso preparado al efecto.
Las dimensiones de la fosa ser tal que excedan en 0,5 m, por todos sus lados, a las del depsito.
El hueco que se produce una vez colocado el tanque se rellenar con arena lavada e inerte, completndose el llenado de la fosa con 0,6 m de tierra bien apisonada, de tal forma que resulte, entre la arena y la tierra, 1 m sobre la generatriz superior del depsito.
Para permitir la circulacin de vehculos por encima del tanque, se colocar una losa de hormign armado de 15 cm, segn la Norma NTE-EHL, que sobrepase en 50 cm el permetro del foso.
El tanque se instalar con sistema de deteccin de fugas.
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
2.4. Arqueta de registro
Alrededor de la boca de hombre del depsito, se construir una arqueta de obra de fbrica de ladrillo de medio pie, con forma de pirmide truncada, de base inferior 1,20 x 1,20 m, apoyada sobre una losa de hormign en masa de 1,80 x 1,80 x 0,20 m, y de base superior 0,70 x 0,70 m. Sobre esta base se dispondr una tapa metlica de registro.
A travs de esta arqueta se realizar la descarga del combustible desde los camiones. Desde aqu partir una tubera hasta la sala de la caldera, donde se instalar un depsito nodriza de combustible con una capacidad de 150 litros, que conectar con el quemador. Asimismo, otra tubera partir hasta la sala de elaboracin, donde se instalar otro depsito nodriza de combustible con capacidad de 350 litros, que conectar con el quemador de la freidora.
La capacidad de los depsitos nodriza ser la necesaria para abastecer de gasoil a los quemadores de sendos equipos de manera que funcionen durante 8 horas. Estarn realizados de chapa de acero clase negro y ser necesario adems un grupo motobomba para transportar el combustible desde el tanque hasta los depsitos nodriza.
2.5. Carga del tanque
La carga o llenado se realizar por conexiones formadas por dos acoplamientos rpidos abiertos, uno macho y otro hembra, para que por medio de stos se pueda realizar la transferencia del combustible de forma estanca y segura. Sern compatibles entre el medio de transporte del combustible y la boca de carga. Las conexiones rpidas sern de materiales que no puedan producir chispas en el choque con otros materiales.
Se instalar un dispositivo para evitar un rebose por llenado excesivo y se evitar en todo momento la presurizacin del tanque.
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
El caudal mnimo de llenado ser de 20 m3 /h.
2.6. Ventilacin del tanque
El tanque dispondr de una tubera de ventilacin de un dimetro interior de 40 mm, que acceder al aire libre hasta el lugar en el que los vapores expulsados no puedan penetrar en los locales y viviendas vecinos ni entrar en contacto con fuente que pueda provocar su inflamacin, protegiendo su salida contra la introduccin de cuerpos extraos.
La conduccin de aireacin desembocar 50 cm sobre el orificio de llenado o entrada al tanque de la tubera de carga y 60 cm sobre el nivel del suelo.
La tubera tendr una pendiente hacia el tanque del 1 %, que permitir la evacuacin de los posibles condensados.
2.7. Extraccin del producto del tanque
La extraccin del producto se realizar por aspiracin. Justo a la salida del tanque de almacenamiento se instalar en la tubera una vlvula de cierre rpido que durante el funcionamiento normal de la instalacin permanecer abierta.
La tubera se situar al fondo del tanque, por lo que se dejar una altura libre que evite el estrangulamiento de la aspiracin. Para evitar el vaciado de la tubera hasta el equipo, dispondr de vlvula antirretorno.
Se dispondr una tubera de retorno, dimensionada de forma anloga a la de extraccin.
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
2.8. Protecciones
Las tuberas de acero enterradas sern protegidas contra la corrosin por la agresividad y humedad del terreno mediante una capa de imprimacin antioxidante y revestimientos inalterables a los hidrocarburos que aseguren una tensin de perforacin mnima de 15 kV.
Las tuberas areas y fcilmente inspeccionables se protegern con pinturas antioxidantes con caractersticas apropiadas al ambiente donde se ubiquen.
Las tuberas enterradas de cobre se aislarn elctricamente del tanque, al ser ste de acero y enterrado. Es esencial evitar el contacto entre el tanque y las tuberas de acero enterradas y la red general de tierra de cobre.
Los tubos de venteo y de descarga no tendrn juntas aislantes y no se unirn a la red general.
Para evitar riesgos de corrosin, o para permitir una proteccin catdica correcta, los tubos de acero enterrados no se unirn a un sistema de tierra en el que existan metales galvnicamente desfavorables para el acero, como el cobre, en contacto directo con el terreno.
La conexin elctrica de la puesta a tierra ser a travs de un interruptor manual. El cierre del interruptor se realizar siempre despus de la conexin de la pinza al camin cisterna. Para la puesta a tierra se tendr en cuenta lo especificado en el informe UNE 109 100. La pinza y la borna de puesta a tierra para el control de la electricidad esttica cumplirn la norma UNE 109 108, partes 1 y 2.
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
2.9. Pruebas iniciales e inspecciones peridicas
Antes de enterrar el tanque deber ser probada su estanqueidad y su resistencia, de acuerdo con las exigencias del Reglamento de Aparatos a Presin. Se realizar una prueba hidrulica a 2 kg/cm2 de presin durante un mnimo de 15 minutos. De esta prueba quedar constancia mediante un certificado expedido por la Delegacin Provincial del Ministerio de Industria y Energa. A continuacin, se dispondr una chapa homologada y contrastada por este Centro junto a la boca de hombre.
Antes de poner el tanque en servicio, se corregirn todas las fugas y deformaciones de manera aceptable para el cdigo o normas de diseo. No se permite la correccin de fugas por recatado mecnico, en recipientes soldados, excepto en poros de techo.
Las tuberas, vlvulas y accesorios se probarn antes de ser cubiertas, enterradas o puestas en servicio, sometindolas a una prueba hidrosttica a 1,5 veces la mxima presin prevista para el sistema, o bien a una prueba neumtica a 1,10 veces la mxima presin prevista, pero no inferior a 0,35 kg/cm2 , en el punto ms alto del sistema. La presin de prueba ser mantenida hasta completar la inspeccin visual de todos los puntos y conexiones, pero nunca menos de diez minutos.
Se realizarn pruebas de estanqueidad de acuerdo con lo establecido en la norma UNE 100 151, Pruebas de estanqueidad en tuberas. Antes de enterrar las tuberas se controlar tambin, al menos visualmente, la proteccin contra la corrosin y la formacin de bolsas o puntos bajos.
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
2.10. Varios
Al tratarse de un tanque enterrado, la ITC-MIE-APQ-001 no indica que deban cumplirse distancias mnimas a otro tipo de instalaciones. Adems, tampoco menciona la citada Instruccin que sean necesarias medidas especficas de proteccin contra incendios para este tipo de almacenamientos.
ANEJO VIII
ALMACENAMIENTO DE COMBUSTIBLE
ANEJO VIII. ALMACENAMIENTO DE COMBUSTIBLE NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. ALMACENAMIENTO DEL GASOIL........................................................................... 1 2.1. Capacidad de almacenamiento.................................................................................. 1 2.2. Tipo de almacenamiento ........................................................................................... 2 2.3. Instalacin del tanque ................................................................................................ 4 2.4. Arqueta de registro.................................................................................................... 5 2.5. Carga del tanque ........................................................................................................ 5 2.6. Ventilacin del tanque............................................................................................... 6 2.7. Extraccin del producto del tanque ........................................................................... 6 2.8. Protecciones .............................................................................................................. 7 2.9. Pruebas iniciales e inspecciones peridicas.............................................................. 8 2.10. Varios...................................................................................................................... 9
10
ANEJO X
INSTALACIN DE SANEAMIENTO
1. INTRODUCCIN
El sistema proyectado para la evacuacin de aguas pluviales y residuales ser un sistema unitario, es decir, se utilizarn varias lneas de conductos pero llevarn cada una de ellas todo tipo de aguas hasta la red de alcantarillado pblico existente en el Polgono Industrial en el que se ubica la parcela.
Las ventajas de este sistema unitario de evacuacin son, por un lado, la reduccin de costes frente al sistema separativo, y, por otro lado, que cada vez que llueva con cierta intensidad, se produce la limpieza de todas las conducciones.
La recogida y evacuacin de las aguas pluviales de la cubierta se har por medio de canalones y bajantes. El resto de las aguas pluviales se eliminarn a travs de las distintas arquetas sumidero dispuestas en la planta industrial, las cuales recogern las aguas de las zonas no edificadas, ya que las soleras de las mismas se construirn de forma que conduzcan el agua hacia ellas.
El desage de los inodoros se realizar directamente a arquetas sifnicas. Las duchas, urinarios, lavabos, piletas de grifos de limpieza y fregaderos desaguarn a botes sifnicos.
Las aguas residuales procedentes de los diferentes equipos empleados en el proceso, as como las aguas de limpieza de los distintos recintos, sern vertidas a la Red Pblica de Alcantarillado, sin sobrepasar los niveles de contaminacin autorizados. Para ello, se dispondr, antes de la salida de la lnea de conductos, un separador de grasas y fangos (ISS-54, segn NTE), para retener las materias flotantes y slidos sedimentables que puedan arrastrar las aguas de limpieza de las instalaciones.
ANEJO X
INSTALACIN DE SANEAMIENTO
La red horizontal estar constituida por colectores enterrados de PVC rgido, que irn siempre por debajo de la red de distribucin de agua fra y tendrn una pendiente no menor del 1 %. Igualmente, los tramos que discurren por el interior de las instalaciones sern de PVC rgido.
Se dispondrn arquetas en la red enterrada, a pie de bajantes, en los encuentros de colectores, en los cambios de direccin o pendiente, y en los tramos rectos con un intervalo mximo de 20 metros. La conduccin entre arquetas ser de tramos rectos y pendiente uniforme.
La acometida a la red de alcantarillado se realizar segn la NTE-ISA (1.973): Instalaciones de Salubridad. Alcantarillado, y de acuerdo con las Ordenanzas Municipales locales.
Los elementos que forman la red de saneamiento cumplirn las especificaciones recogidas por la NTE-ISS (1.973): Instalaciones de Salubridad. Saneamiento.
2. RECOGIDA Y EVACUACIN DE AGUAS PLUVIALES DE CUBIERTA
Las aguas pluviales acumuladas sobre la cubierta se recogern por medio de canalones que las conducirn hasta los bajantes para su evacuacin a la red horizontal de saneamiento. Las aguas pluviales que llegan a los viales y a las zonas verdes son evacuadas mediante arquetas sumidero, distribuidas convenientemente en el exterior de la industria.
El dimensionamiento de los canalones y las bajantes se realizar a partir de las tablas contenidas en la NTE-ISS, en funcin de la zona pluviomtrica, la superficie de cubierta evacuada por cada conducto y la pendiente de cada tramo.
ANEJO X
INSTALACIN DE SANEAMIENTO
2.1. Canalones
Para la recogida de aguas pluviales de cubierta se dispondrn canalones de chapa de seccin rectangular con una pendiente del 1 %.
El desarrollo del canaln, expresado en cm, se determina en funcin de la superficie de cubierta, expresada en m2 , que vierte a un mismo tramo de canaln comprendido entre su bajante y el punto de cambio de pendiente, y considerando la zona pluviomtrica.
Para el proyecto que nos ocupa, la zona pluviomtrica correspondiente a la zona geogrfica donde se ubica la industria es la zona X, segn la NTE-ISS (1.973).
Se dispondrn bajantes cada 15 m, asociados a los pilares de la nave, y como queda reflejado en los planos correspondientes. Las bajantes laterales tienen asociada una superficie mayor que las centrales, pero para disearlas todos de forma homognea se considera el caso ms desfavorable, es decir, el de las bajantes laterales. Por tanto, la superficie que vierte a un mismo tramo de canaln es: S = 17,5 x 15,23 = 266,52 m2
Segn la superficie de cubierta asociada, la zona pluviomtrica (X) y la pendiente del canaln (pte. = 1 %), el desarrollo del canaln es de 36 cm. Las dimensiones de su seccin son:
11 cm 14 cm
ANEJO X
INSTALACIN DE SANEAMIENTO
2.2. Bajantes
Para la conduccin vertical de las aguas pluviales se emplearn bajantes de PVC (especificacin ISS-43, segn NTE), protegidas mediante un cajn de chapa de espesor 2 mm.
Se dispondrn 3 bajantes en cada faldn, con una separacin de 15 m. Para la bajante con una superficie asociada de 266,52 m2 , se obtiene un dimetro:
D = 110 mm
Los bajantes tendrn en su tramo final un codo de 45 para conducirlos a la arqueta.
3. DESCRIPCIN DE LA RED HORIZONTAL DE SANEAMIENTO
Como se mencion anteriormente, la recogida de aguas pluviales y residuales se realizar sobre una red de saneamiento unitaria, que no distingue entre unas y otras.
La red horizontal de evacuacin de aguas pluviales y residuales estar constituida por colectores de PVC rgido (ISS-6), formando tramos rectos con una pendiente mnima del 1 %, interrumpidos por arquetas en los encuentros de colectores, cambios de direccin y en tramos de ms de 20 m.
Para el clculo de la red de saneamiento, se admitirn los dimetros expuestos en la Tabla 1, para desages de PVC.
ANEJO X
INSTALACIN DE SANEAMIENTO
Tabla 1. Dimetros de los distintos aparatos sanitarios. TIPO DE DESAGE ISS-22. Desage de lavabo a bote sifnico. ISS-28. Desage de ducha a bote sifnico. ISS-34. Desage de inodoros con cisterna. ISS-25. Desage de fregadero de dos senos. ISS-31. Desage de urinarios de pared. ISS-36. Sumidero sifnico para locales hmedos. DIMETRO (mm) 40 40 110 40 40 40
4. CLCULO DE LAS SECCIONES DE LOS COLECTORES
El clculo de las secciones de los diferentes colectores que constituyen la red de saneamiento proyectada se realizar segn las indicaciones recogidas en la NTE-ISS1.973: Instalaciones de Salubridad. Saneamiento.
El dimetro de cada colector se elegir en funcin de la zona pluviomtrica de la instalacin, de los m2 de cubierta asociados, del nmero de aparatos que vierten a l y de la pendiente del tramo, que debe ser mayor del 1 % en todos los casos.
En el caso de los desages de equipos de procesado, se tomar un nmero equivalente de aparatos sanitarios, no inodoros, de modo que la suma de estos sea aproximadamente el caudal de desage de aquellos.
ANEJO X
INSTALACIN DE SANEAMIENTO
Tramo
Tabla 2. Dimensionamiento de los colectores Zona Superficie N aparatos N inodoros pluviomtrica cubierta (m2)
Dimetro (mm)
PR1-S1 S1-1 1-6 S6-6 S6-6 6-10 S10-10 S10-10 10-12 S12-12 S12-12 12-16 S16-16 S16-16 T3-3 3-PR3 PR3-S8 T8-8 8-S8 S8-S13 T13-13 13-S13 S13-16 T4-4 4-PR4 PR4-S9
X X X X X X X X X X X X X X X X X X X X X X X X X X
96 192 192 82,78 98,7 373,48 117,49 83,4 574,37 51,43 82,15 707,95 68,22 108,97 266,52 266,52 446,04 228,47 228,47 818,56 266,52 266,52 1.269,51 266,52 266,52 365,52
0 0 6 0 0 6 0 0 6 0 0 7 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
125 160 160 125 125 160 160 125 160 90 125 160 90 160 160 160 160 160 160 160 160 160 200 160 160 160 6
ANEJO X
INSTALACIN DE SANEAMIENTO
T9-9 9-S9 S9-S14 T14-14 14-S14 S14-S17 S17-PR17 S17-PR17 S2-S7 F4-B5 B5-5 5-S7 S7-11 S11-11 F1-A F2-A F3-A A-B B-L I12-11 D1-B11 D2-B11 D3-B11 L6-B11 L7-B11 L8-B11 R1-B11 B11-11 I10-K I9-J
X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
228,47 228,47 693,02 266,52 266,52 1.067,09 1.426,65 313,17 52,2 0 0 0 106,1 53,1 0 0 0 0 0 0 0 0 0 0 0 0 73,17 73,17 0 0
0 0 0 0 0 0 0 0 0 1 1 1 2 0 1 1 1 3 3 0 1 1 1 1 1 1 0 6 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 1 1
160 160 160 160 160 200 200 160 90 40 40 40 160 90 40 40 40 90 40 125 40 40 40 40 40 40 90 160 110 110 7
ANEJO X
INSTALACIN DE SANEAMIENTO
I8-I I7-H I6-G K-J J-I I-H H-G G-L L-11 11-15 S15-15 I1-C I2-C L1-C L2-C C-D D-15 L3-B15 L4-B15 L5-B15 U1-B15 U2-B15 U3-B15 D4-B15 D5-B15 D6-B15 R2-B15 B15-15 I11-15 I3-E
X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
0 0 0 0 0 0 0 0 0 232,37 70,44 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 73,08 73,08 0 0
0 0 0 0 0 0 0 0 3 11 0 0 0 1 1 2 2 1 1 1 1 1 1 1 1 1 0 9 0 0
1 1 1 1 2 3 4 5 5 6 0 1 1 0 0 2 2 0 0 0 0 0 0 0 0 0 0 0 1 1
110 110 110 125 125 160 160 160 160 200 90 125 125 40 40 110 125 40 40 40 40 40 40 40 40 40 90 160 125 125 8
ANEJO X
INSTALACIN DE SANEAMIENTO
I4-E I5-E E-F F-15 15-16 16-PR17 PR17-PR18 PR19-S20 S20-PR21 PR21-22 22-S23 S23-PR24 PR24-S25 S25-PR18 PR26-27 27-S28 S28-29 29-PR30 PR30-PR18 PR18-
X X X X X X X X X X X X X X X X X X X X
0 0 0 0 375,89 2.530,54 4.270,36 192 391,68 714,38 714,38 1.149,38 1.149,38 1.458,47 303,6 303,6 680,5 680,5 1.035,78 6.764,61
0 0 0 0 22 30 30 0 0 0 0 0 0 0 0 0 0 0 0 30
1 1 3 3 12 12 12 0 0 0 0 0 0 0 0 0 0 0 0 12
125 125 160 160 200 250 315 160 160 160 160 200 200 200 160 160 160 160 200 315
ANEJO X
INSTALACIN DE SANEAMIENTO
5. DIMENSIONAMIENTO DE ARQUETAS
Se dispondrn arquetas a pie de bajante (ISS-50), para el registro al pie de los bajantes pluviales, arquetas de paso (ISS-51) para el registro de la red enterrada en los cambios de direccin y encuentro de varios colectores. Las arquetas sumidero (ISS-53), recogern las aguas en el interior de la nave y en los viales exteriores.
En algunos puntos las arquetas sern sustituidas por pozos de registro (ISS-55) de 0,8 m de ancho, que permitirn examinar la instalacin cada cierta longitud para establecer puntos de rotura o avera. En las arquetas, la distancia entre el fondo y la entrada del colector ser de 30 cm, y en los pozos de registro, tal distancia ser de 40 cm. Se dispondr otro pozo de registro en el punto de acometida a la red de alcantarillado.
El dimensionamiento de las arquetas sumidero, arquetas de paso, arquetas sifnicas y arquetas a pie de bajantes se realizar teniendo en cuenta el dimetro del colector de salida de las mismas, segn las indicaciones recogidas en la NTE-ISS (1973).
Tabla 3. Arquetas a pie de bajantes (ISS-50) DIMETRO DEL ARQUETA COLECTOR DE SALIDA (mm) 3 8 13 4 9 14 160 160 160 160 160 160 DIMENSIONES A x B (cm) 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51
10
ANEJO X
INSTALACIN DE SANEAMIENTO
Tabla 4. Arquetas sumidero (ISS-53) DIMETRO DEL ARQUETA COLECTOR DE SALIDA (mm) S1 S2 S6 S6 S7 S8 S9 S10 S10 S11 S12 S12 S13 S14 S15 S16 S16 S17 S17 S20 S23 S25 S28 160 90 125 125 160 160 160 160 125 90 90 125 200 200 90 90 160 160 200 160 200 200 160 DIMENSIONES A x B (cm) 51 x 51 38 x 26 38 x 38 38 x 38 51 x 51 51 x 51 51 x 51 51 x 51 38 x 38 38 x 26 38 x 26 38 x 38 51 x 51 51 x 51 38 x 26 38 x 26 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51
11
ANEJO X
INSTALACIN DE SANEAMIENTO
Tabla 5. Arquetas sifnicas (ISS-52) DIMETRO DEL ARQUETAS COLECTOR DE SALIDA (mm) 5 11 15 40 200 200 38 x 26 51 x 51 51 x 51 DIMENSIN A x B (cm)
Tabla 6. Arquetas de paso (ISS-51) DIMETRO DEL ARQUETAS 1 6 10 12 16 22 27 29 COLECTOR DE SALIDA (mm) 160 160 160 160 250 160 160 160 DIMENSIN A x B (cm) 51 x 51 51 x 51 51 x 51 51 x 51 63 x 51 51 x 51 51 x 51 51 x 51
Los pozos de registro de la red de saneamientos son los denominados: PR1, PR3, PR4, PR17, PR18, PR19, PR21, PR24, PR26 y PR30.
12
ANEJO X
INSTALACIN DE SANEAMIENTO
ANEJO X. INSTALACIN DE SANEAMIENTO NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. RECOGIDA Y EVACUACIN DE AGUAS PLUVIALES DE CUBIERTA............... 2 2.1. Canalones.................................................................................................................. 3 2.2. Bajantes ..................................................................................................................... 4 3. DESCRIPCIN DE LA RED HORIZONTAL DE SANEAMIENTO ........................... 4 4. CLCULO DE LAS SECCIONES DE LOS COLECTORES........................................ 5 5. DIMENSIONAMIENTO DE ARQUETAS .................................................................. 10
13
ANEJO X
INSTALACIN DE SANEAMIENTO
1. INTRODUCCIN
El sistema proyectado para la evacuacin de aguas pluviales y residuales ser un sistema unitario, es decir, se utilizarn varias lneas de conductos pero llevarn cada una de ellas todo tipo de aguas hasta la red de alcantarillado pblico existente en el Polgono Industrial en el que se ubica la parcela.
Las ventajas de este sistema unitario de evacuacin son, por un lado, la reduccin de costes frente al sistema separativo, y, por otro lado, que cada vez que llueva con cierta intensidad, se produce la limpieza de todas las conducciones.
La recogida y evacuacin de las aguas pluviales de la cubierta se har por medio de canalones y bajantes. El resto de las aguas pluviales se eliminarn a travs de las distintas arquetas sumidero dispuestas en la planta industrial, las cuales recogern las aguas de las zonas no edificadas, ya que las soleras de las mismas se construirn de forma que conduzcan el agua hacia ellas.
El desage de los inodoros se realizar directamente a arquetas sifnicas. Las duchas, urinarios, lavabos, piletas de grifos de limpieza y fregaderos desaguarn a botes sifnicos.
Las aguas residuales procedentes de los diferentes equipos empleados en el proceso, as como las aguas de limpieza de los distintos recintos, sern vertidas a la Red Pblica de Alcantarillado, sin sobrepasar los niveles de contaminacin autorizados. Para ello, se dispondr, antes de la salida de la lnea de conductos, un separador de grasas y fangos (ISS-54, segn NTE), para retener las materias flotantes y slidos sedimentables que puedan arrastrar las aguas de limpieza de las instalaciones.
ANEJO X
INSTALACIN DE SANEAMIENTO
La red horizontal estar constituida por colectores enterrados de PVC rgido, que irn siempre por debajo de la red de distribucin de agua fra y tendrn una pendiente no menor del 1 %. Igualmente, los tramos que discurren por el interior de las instalaciones sern de PVC rgido.
Se dispondrn arquetas en la red enterrada, a pie de bajantes, en los encuentros de colectores, en los cambios de direccin o pendiente, y en los tramos rectos con un intervalo mximo de 20 metros. La conduccin entre arquetas ser de tramos rectos y pendiente uniforme.
La acometida a la red de alcantarillado se realizar segn la NTE-ISA (1.973): Instalaciones de Salubridad. Alcantarillado, y de acuerdo con las Ordenanzas Municipales locales.
Los elementos que forman la red de saneamiento cumplirn las especificaciones recogidas por la NTE-ISS (1.973): Instalaciones de Salubridad. Saneamiento.
2. RECOGIDA Y EVACUACIN DE AGUAS PLUVIALES DE CUBIERTA
Las aguas pluviales acumuladas sobre la cubierta se recogern por medio de canalones que las conducirn hasta los bajantes para su evacuacin a la red horizontal de saneamiento. Las aguas pluviales que llegan a los viales y a las zonas verdes son evacuadas mediante arquetas sumidero, distribuidas convenientemente en el exterior de la industria.
El dimensionamiento de los canalones y las bajantes se realizar a partir de las tablas contenidas en la NTE-ISS, en funcin de la zona pluviomtrica, la superficie de cubierta evacuada por cada conducto y la pendiente de cada tramo.
ANEJO X
INSTALACIN DE SANEAMIENTO
2.1. Canalones
Para la recogida de aguas pluviales de cubierta se dispondrn canalones de chapa de seccin rectangular con una pendiente del 1 %.
El desarrollo del canaln, expresado en cm, se determina en funcin de la superficie de cubierta, expresada en m2 , que vierte a un mismo tramo de canaln comprendido entre su bajante y el punto de cambio de pendiente, y considerando la zona pluviomtrica.
Para el proyecto que nos ocupa, la zona pluviomtrica correspondiente a la zona geogrfica donde se ubica la industria es la zona X, segn la NTE-ISS (1.973).
Se dispondrn bajantes cada 15 m, asociados a los pilares de la nave, y como queda reflejado en los planos correspondientes. Las bajantes laterales tienen asociada una superficie mayor que las centrales, pero para disearlas todos de forma homognea se considera el caso ms desfavorable, es decir, el de las bajantes laterales. Por tanto, la superficie que vierte a un mismo tramo de canaln es: S = 17,5 x 15,23 = 266,52 m2
Segn la superficie de cubierta asociada, la zona pluviomtrica (X) y la pendiente del canaln (pte. = 1 %), el desarrollo del canaln es de 36 cm. Las dimensiones de su seccin son:
11 cm 14 cm
ANEJO X
INSTALACIN DE SANEAMIENTO
2.2. Bajantes
Para la conduccin vertical de las aguas pluviales se emplearn bajantes de PVC (especificacin ISS-43, segn NTE), protegidas mediante un cajn de chapa de espesor 2 mm.
Se dispondrn 3 bajantes en cada faldn, con una separacin de 15 m. Para la bajante con una superficie asociada de 266,52 m2 , se obtiene un dimetro:
D = 110 mm
Los bajantes tendrn en su tramo final un codo de 45 para conducirlos a la arqueta.
3. DESCRIPCIN DE LA RED HORIZONTAL DE SANEAMIENTO
Como se mencion anteriormente, la recogida de aguas pluviales y residuales se realizar sobre una red de saneamiento unitaria, que no distingue entre unas y otras.
La red horizontal de evacuacin de aguas pluviales y residuales estar constituida por colectores de PVC rgido (ISS-6), formando tramos rectos con una pendiente mnima del 1 %, interrumpidos por arquetas en los encuentros de colectores, cambios de direccin y en tramos de ms de 20 m.
Para el clculo de la red de saneamiento, se admitirn los dimetros expuestos en la Tabla 1, para desages de PVC.
ANEJO X
INSTALACIN DE SANEAMIENTO
Tabla 1. Dimetros de los distintos aparatos sanitarios. TIPO DE DESAGE ISS-22. Desage de lavabo a bote sifnico. ISS-28. Desage de ducha a bote sifnico. ISS-34. Desage de inodoros con cisterna. ISS-25. Desage de fregadero de dos senos. ISS-31. Desage de urinarios de pared. ISS-36. Sumidero sifnico para locales hmedos. DIMETRO (mm) 40 40 110 40 40 40
4. CLCULO DE LAS SECCIONES DE LOS COLECTORES
El clculo de las secciones de los diferentes colectores que constituyen la red de saneamiento proyectada se realizar segn las indicaciones recogidas en la NTE-ISS1.973: Instalaciones de Salubridad. Saneamiento.
El dimetro de cada colector se elegir en funcin de la zona pluviomtrica de la instalacin, de los m2 de cubierta asociados, del nmero de aparatos que vierten a l y de la pendiente del tramo, que debe ser mayor del 1 % en todos los casos.
En el caso de los desages de equipos de procesado, se tomar un nmero equivalente de aparatos sanitarios, no inodoros, de modo que la suma de estos sea aproximadamente el caudal de desage de aquellos.
ANEJO X
INSTALACIN DE SANEAMIENTO
Tramo
Tabla 2. Dimensionamiento de los colectores Zona Superficie N aparatos N inodoros pluviomtrica cubierta (m2)
Dimetro (mm)
PR1-S1 S1-1 1-6 S6-6 S6-6 6-10 S10-10 S10-10 10-12 S12-12 S12-12 12-16 S16-16 S16-16 T3-3 3-PR3 PR3-S8 T8-8 8-S8 S8-S13 T13-13 13-S13 S13-16 T4-4 4-PR4 PR4-S9
X X X X X X X X X X X X X X X X X X X X X X X X X X
96 192 192 82,78 98,7 373,48 117,49 83,4 574,37 51,43 82,15 707,95 68,22 108,97 266,52 266,52 446,04 228,47 228,47 818,56 266,52 266,52 1.269,51 266,52 266,52 365,52
0 0 6 0 0 6 0 0 6 0 0 7 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
125 160 160 125 125 160 160 125 160 90 125 160 90 160 160 160 160 160 160 160 160 160 200 160 160 160 6
ANEJO X
INSTALACIN DE SANEAMIENTO
T9-9 9-S9 S9-S14 T14-14 14-S14 S14-S17 S17-PR17 S17-PR17 S2-S7 F4-B5 B5-5 5-S7 S7-11 S11-11 F1-A F2-A F3-A A-B B-L I12-11 D1-B11 D2-B11 D3-B11 L6-B11 L7-B11 L8-B11 R1-B11 B11-11 I10-K I9-J
X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
228,47 228,47 693,02 266,52 266,52 1.067,09 1.426,65 313,17 52,2 0 0 0 106,1 53,1 0 0 0 0 0 0 0 0 0 0 0 0 73,17 73,17 0 0
0 0 0 0 0 0 0 0 0 1 1 1 2 0 1 1 1 3 3 0 1 1 1 1 1 1 0 6 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 1 1
160 160 160 160 160 200 200 160 90 40 40 40 160 90 40 40 40 90 40 125 40 40 40 40 40 40 90 160 110 110 7
ANEJO X
INSTALACIN DE SANEAMIENTO
I8-I I7-H I6-G K-J J-I I-H H-G G-L L-11 11-15 S15-15 I1-C I2-C L1-C L2-C C-D D-15 L3-B15 L4-B15 L5-B15 U1-B15 U2-B15 U3-B15 D4-B15 D5-B15 D6-B15 R2-B15 B15-15 I11-15 I3-E
X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
0 0 0 0 0 0 0 0 0 232,37 70,44 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 73,08 73,08 0 0
0 0 0 0 0 0 0 0 3 11 0 0 0 1 1 2 2 1 1 1 1 1 1 1 1 1 0 9 0 0
1 1 1 1 2 3 4 5 5 6 0 1 1 0 0 2 2 0 0 0 0 0 0 0 0 0 0 0 1 1
110 110 110 125 125 160 160 160 160 200 90 125 125 40 40 110 125 40 40 40 40 40 40 40 40 40 90 160 125 125 8
ANEJO X
INSTALACIN DE SANEAMIENTO
I4-E I5-E E-F F-15 15-16 16-PR17 PR17-PR18 PR19-S20 S20-PR21 PR21-22 22-S23 S23-PR24 PR24-S25 S25-PR18 PR26-27 27-S28 S28-29 29-PR30 PR30-PR18 PR18-
X X X X X X X X X X X X X X X X X X X X
0 0 0 0 375,89 2.530,54 4.270,36 192 391,68 714,38 714,38 1.149,38 1.149,38 1.458,47 303,6 303,6 680,5 680,5 1.035,78 6.764,61
0 0 0 0 22 30 30 0 0 0 0 0 0 0 0 0 0 0 0 30
1 1 3 3 12 12 12 0 0 0 0 0 0 0 0 0 0 0 0 12
125 125 160 160 200 250 315 160 160 160 160 200 200 200 160 160 160 160 200 315
ANEJO X
INSTALACIN DE SANEAMIENTO
5. DIMENSIONAMIENTO DE ARQUETAS
Se dispondrn arquetas a pie de bajante (ISS-50), para el registro al pie de los bajantes pluviales, arquetas de paso (ISS-51) para el registro de la red enterrada en los cambios de direccin y encuentro de varios colectores. Las arquetas sumidero (ISS-53), recogern las aguas en el interior de la nave y en los viales exteriores.
En algunos puntos las arquetas sern sustituidas por pozos de registro (ISS-55) de 0,8 m de ancho, que permitirn examinar la instalacin cada cierta longitud para establecer puntos de rotura o avera. En las arquetas, la distancia entre el fondo y la entrada del colector ser de 30 cm, y en los pozos de registro, tal distancia ser de 40 cm. Se dispondr otro pozo de registro en el punto de acometida a la red de alcantarillado.
El dimensionamiento de las arquetas sumidero, arquetas de paso, arquetas sifnicas y arquetas a pie de bajantes se realizar teniendo en cuenta el dimetro del colector de salida de las mismas, segn las indicaciones recogidas en la NTE-ISS (1973).
Tabla 3. Arquetas a pie de bajantes (ISS-50) DIMETRO DEL ARQUETA COLECTOR DE SALIDA (mm) 3 8 13 4 9 14 160 160 160 160 160 160 DIMENSIONES A x B (cm) 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51
10
ANEJO X
INSTALACIN DE SANEAMIENTO
Tabla 4. Arquetas sumidero (ISS-53) DIMETRO DEL ARQUETA COLECTOR DE SALIDA (mm) S1 S2 S6 S6 S7 S8 S9 S10 S10 S11 S12 S12 S13 S14 S15 S16 S16 S17 S17 S20 S23 S25 S28 160 90 125 125 160 160 160 160 125 90 90 125 200 200 90 90 160 160 200 160 200 200 160 DIMENSIONES A x B (cm) 51 x 51 38 x 26 38 x 38 38 x 38 51 x 51 51 x 51 51 x 51 51 x 51 38 x 38 38 x 26 38 x 26 38 x 38 51 x 51 51 x 51 38 x 26 38 x 26 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51 51 x 51
11
ANEJO X
INSTALACIN DE SANEAMIENTO
Tabla 5. Arquetas sifnicas (ISS-52) DIMETRO DEL ARQUETAS COLECTOR DE SALIDA (mm) 5 11 15 40 200 200 38 x 26 51 x 51 51 x 51 DIMENSIN A x B (cm)
Tabla 6. Arquetas de paso (ISS-51) DIMETRO DEL ARQUETAS 1 6 10 12 16 22 27 29 COLECTOR DE SALIDA (mm) 160 160 160 160 250 160 160 160 DIMENSIN A x B (cm) 51 x 51 51 x 51 51 x 51 51 x 51 63 x 51 51 x 51 51 x 51 51 x 51
Los pozos de registro de la red de saneamientos son los denominados: PR1, PR3, PR4, PR17, PR18, PR19, PR21, PR24, PR26 y PR30.
12
ANEJO X
INSTALACIN DE SANEAMIENTO
ANEJO X. INSTALACIN DE SANEAMIENTO NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. RECOGIDA Y EVACUACIN DE AGUAS PLUVIALES DE CUBIERTA............... 2 2.1. Canalones.................................................................................................................. 3 2.2. Bajantes ..................................................................................................................... 4 3. DESCRIPCIN DE LA RED HORIZONTAL DE SANEAMIENTO ........................... 4 4. CLCULO DE LAS SECCIONES DE LOS COLECTORES........................................ 5 5. DIMENSIONAMIENTO DE ARQUETAS .................................................................. 10
13
ANEJO XI
INSTALACIN ELCTRICA
1. INTRODUCCIN
En el presente anejo se proyecta la instalacin elctrica de fuerza y alumbrado, de acuerdo con las necesidades requeridas por la industria para su funcionamiento.
Se estudiarn, en principio, las necesidades elctricas de la industria, con el fin de disear las protecciones necesarias y se describir el centro de transformacin y la lnea area de media tensin.
Los criterios de clculo, las caractersticas de los conductores, y el diseo en general de la instalacin, se fijarn de acuerdo con el vigente Reglamento Electrotcnico para Baja Tensin (Decreto 2.413/1.973 del 20 de septiembre; BOE 9 de octubre) y las Instrucciones Complementarias MIE-BT (Orden del 31 de octubre de 1.973; BOE 27, 28, 29 y 31 de diciembre).
2. SUMINISTRO DE ENERGA ELCTRICA
El suministro de energa elctrica se har en alta tensin desde la lnea elctrica que abastece al Polgono Industrial, la cual tiene una tensin de 20 KV. A partir de ella se derivar una lnea de media tensin hasta el centro de transformacin situado dentro de la parcela, y que constituye el origen de la lnea cuyo clculo es la finalidad de este anejo.
En el centro de transformacin, la alta tensin se transformar en baja tensin, a la cual se efectuar el tendido de la instalacin de la fbrica.
Para el suministro de la energa elctrica en la nave, se deber hacer un contrato con la Compaa Suministradora, la cual comunicar en su momento el lugar de ubicacin de la acometida, la potencia de la que se va a disponer, tensin de servicio, etc.
ANEJO XI
INSTALACIN ELCTRICA
El establecimiento de los horarios de funcionamiento de los equipos se llevar a cabo ajustando las necesidades propias de la industria a un sistema de discriminacin horaria de la tarifa elctrica, con tarifa mltiple, con objeto de minimizar el consumo de energa.
La contratacin se planificar atendiendo a lo publicado en el R.D. 3.073 del 26 de diciembre de 1997 (BOE 27-12-97). Se contratar la siguiente tarifa y complementos tarifarios:
Tarifa elctrica 3.1., de utilizacin normal, aplicable a suministros en alta tensin (1 kV < U < 36 kV), sin lmite de potencia, con complementos por energa reactiva y discriminacin horaria, pero no por estacionalidad ni interrumpibilidad.
Discriminacin horaria tipo 3 de uso general, con contador de triple tarifa, sin discriminacin horaria de sbados y festivos, cuyos coeficientes de recargo o descuento se especifican en la Tabla 1.
Tabla 1. Discriminacin horaria tipo 3. PERIODO HORARIO DURACIN RECARGO O DESCUENTO PUNTA LLANO VALLE 4 h/da 12 h/da 8 h/da +70 -43
Dentro del mercado elctrico nacional, la Comunidad Autnoma de Castilla la Mancha est encuadrada en la zona 3 a efectos de aplicacin de la discriminacin horaria. La distribucin de horas valle, llano y punta a lo largo del da en ella se indica en la Tabla 2:
ANEJO XI
INSTALACIN ELCTRICA
Tabla 2. Discriminacin horaria en Castilla la Mancha (zona 3) INVIERNO Punta 18:00-22:00 Llano 8:00-18:00 22:00-24:00 Valle 0:00-8:00 Punta 10:00-14:00 VERANO Llano 8:00-10:00 14:00-24:00 Valle 0:00-8:00
El complemento por energa reactiva, aplicado sobre la facturacin bsica, viene dado por el valor porcentual K, segn la expresin: K= 17 21 cos 2
De ella se deduce que se penalizarn las instalaciones con un cos < 0,9; por tanto, con objeto de reducir el complemento por energa reactiva, se dispondr un equipo corrector del factor de potencia constituido por una batera de condensadores.
3. DESCRIPCIN DE LA INSTALACIN
La instalacin que se va a dimensionar partir del Centro de Transformacin (CT), ubicado en una caseta prefabricada de hormign armado y vibrado.
Desde el Cuadro de Distribucin de Baja Tensin parten unos conductores subterrneos hasta la Sala de Baja Tensin, situada en la nave, que alimentar al Cuadro General de Alumbrado (CGA), al Cuadro General de Motores (CGM) y al Cuadro General de Tomas de Fuerza (CGTF). Desde tales cuadros, se alimentar a los distintos cuadros de alumbrado (CA), cuadros de control de motores (CCM) y cuadros de tomas de fuerza (CTF). Por ltimo, de cada uno de los cuadros de motores, tomas de fuerza y
ANEJO XI
INSTALACIN ELCTRICA
alumbrado partirn los conductores apropiados, que alimentarn a cada uno de los receptores.
Como se apunt en el apartado anterior, la instalacin incluye un equipo de correccin del factor de potencia, situado en el Cuadro de Distribucin de Baja Tensin, con el que se consigue una compensacin global de la energa reactiva.
En la figura 1 se incluye un esquema de la instalacin elctrica a proyectar.
ANEJO XI
INSTALACIN ELCTRICA
ANEJO XI
INSTALACIN ELCTRICA
4. INSTALACIN ELCTRICA
4.1. INSTALACIN DE ALUMBRADO
Se proyectar el alumbrado tanto interior como exterior de modo que satisfagan en todo momento las necesidades de iluminacin de las diferentes dependencias de que consta la fbrica, as como de sus exteriores.
Estas necesidades de alumbrado se estimarn en base a la Norma NTE-IEI: Instalaciones de Electricidad. Alumbrado interior y a las Normas UNE 72.163-84 y DIN 5035.
La instalacin de alumbrado partir del Cuadro General de Alumbrado, desde donde se alimentar a los diferentes cuadros de alumbrado por medio de lneas trifsicas. De los cuadros de alumbrado surgirn los circuitos monofsicos que se alimentando a los aparatos de alumbrado. derivarn
Los cuadros de alumbrado que se proyectarn sern:
CA1 Se encuentra ubicado en el vestbulo de la planta baja y alimenta las lmparas de los siguientes locales: sala de distribucin de baja tensin, sala del equipo de limpieza, pasillo, taller, vestbulo, sala de la caldera, aseos y vestuarios y el pasillo intermedio entre ellos.
CA2 . Se encuentra ubicado en la sala de elaboracin y alimenta las 32 lmparas de la misma. CA3 . Se localiza en la zona de recepcin de materias primas y alimenta las lmparas de los siguientes locales: cmara frigorfica, sala de mquinas, sala de la bscula, zona de recepcin de materias primas, almacn de envases y embalajes, almacn de aceite y sal y almacn de producto elaborado.
ANEJO XI
INSTALACIN ELCTRICA
CA4 . Se ubica en el vestbulo de la planta superior y alimenta las lmparas de todos los locales de esta planta: comedor, sala de descanso, sala de entrada de la planta alta, pasillo, laboratorio, pasillo de la zona de oficinas, despachos, despacho de direccin, recepcin, aseos de la planta alta y sala de juntas.
CA5 . Se ubica en la sala de elaboracin y alimenta a las lmparas del exterior de la nave.
4.1.1. Iluminacin interior
La iluminacin, como factor de productividad, tiene por objeto facilitar la visualizacin de las cosas dentro de las reas de trabajo para que ste se efecte en condiciones aceptables.
La iluminacin de las zonas de trabajo se adaptar a las caractersticas de la actividad que se efecta en ellas, teniendo en cuenta los riesgos para la seguridad y salud dependientes de las condiciones de visibilidad y las exigencias visuales de las tareas desarrolladas.
La iluminacin interior ha de cumplir las siguientes condiciones:
Suministrar cantidad de luz suficiente. Eliminar todas las causas de deslumbramiento. Prever aparatos de alumbrado apropiados para cada caso particular. Utilizar fuentes luminosas que aseguren, para cada caso, una satisfactoria distribucin de colores.
Para realizar un proyecto de iluminacin de interiores se han de seguir los siguientes pasos:
ANEJO XI
INSTALACIN ELCTRICA
1. Determinacin del nivel de iluminacin.
El nivel de iluminacin depende, entre otros factores, de la magnitud de los detalles y objetos a observar, de la distancia entre los mismos y el rgano visual del observador, de los factores de reflexin de los observados y del tiempo empleado en la observacin.
Para la eleccin de los niveles a disponer en cada sala se tendrn en cuenta las recomendaciones al respecto de la Comisin Electrotcnica Internacional (C.E.I.), que cumplen las condiciones fijadas por la Ley 31/95 del 8 de noviembre sobre Prevencin de Riesgos Laborales y por el Ttulo II de la Ordenanza General de Seguridad e Higiene en el Trabajo del 9 de Marzo de 1.971, parcialmente modificada por el R.D. 486 del 14 de abril de 1.997.
2. Eleccin del tipo de lmpara.
Los diferentes tipos de lmparas a utilizar y sus caractersticas son:
Lmparas fluorescentes
Se dispondrn en los recintos donde la intensidad luminosa requerida sea mayor o igual a 200 lux y que estn funcionando un elevado nmero de horas al ao (2.000 horas o ms), tales como oficinas, laboratorio...Se utilizarn lmparas fluorescentes de tonalidad blanco normal,de dos tipos:
Potencia = 40 W Potencia = 65 W
Flujo luminoso = 2.000 lmenes Flujo luminoso = 3.300 lmenes
ANEJO XI
INSTALACIN ELCTRICA
Para el caso de la cmara frigorfica, donde el encendido ha de realizarse a baja temperatura, se utilizarn lmparas fluorescentes especiales con arranque a baja temperatura de ignicin. Aqu, los receptores de alumbrado tendrn sus piezas metlicas bajo tensin protegidas contra las proyecciones de agua. La cubierta de los portalmparas ser en su totalidad de materia aislante hidrfuga.
Lmparas de vapor de mercurio de color corregido de alta presin
Se dispondrn en zonas como la sala de elaboracin
y los almacenes. Son
indicadas para alumbrado directo, con aparatos de alumbrado suspendidos a mucha altura y resultan muy econmicas por su elevado rendimiento luminoso y por su larga duracin. Se emplearn lmparas de 250 W, 400 W y 700 W, que proporcionan, para una tensin nominal de 220 V, unos flujos luminosos de 11.500, 20.500 y 36.000 lmenes respectivamente.
Lmparas incandescentes
Se dispondrn en los recintos en los que la intensidad luminosa requerida sea inferior a 200 lux y el nmero de horas de uso sea bajo, tales como aseos, pasillos,... Este tipo de lmparas tienen bajo rendimiento luminoso, pero son econmicas y existen gran variedad de tipos, tamaos y formas, de ah su utilizacin aconsejada en locales que no requieran muchas horas de iluminacin artificial. Se utilizarn lmparas incandescentes de tipo estndar, con acabado mate y potencias de 60 y 100 W, que para una tensin nominal de 220 V proporcionan un flujo luminoso de 730 y 1.380 lmenes respectivamente.
ANEJO XI
INSTALACIN ELCTRICA
3. Eleccin del sistema de iluminacin y de los aparatos de alumbrado.
Se podr optar entre los siguientes sistemas de iluminacin: Directa, semidirecta, difusa, semiindirecta e indirecta. La eleccin depender del local que se quiera iluminar y de coste econmico de cada uno de ellos:
Para locales de gran altura, ser ms adecuado el sistema de iluminacin directa, ya que no existe deslumbramiento y adems es el sistema ms econmico. Para locales con techos no muy altos, se utilizar el sistema de iluminacin semidirecta. En este sistema de iluminacin se hace intervenir la reflexin sobre el techo de una buena parte de la luz emitida por los aparatos de alumbrado.
El sistema de iluminacin difusa da importancia creciente a la reflexin de la luz sobre techo y paredes. Desaparecen casi por completo las sombras. En los sistemas de iluminacin semidirecta e indirecta, los manantiales luminosos secundarios, a que equivalen las paredes y techos del local, tienen un efecto preponderante sobre los manantiales luminosos primarios, que en estos casos son las lmparas elctricas. Las sombras y el deslumbramiento directo desaparecen.
En cuanto a los tipos de luminarias utilizadas:
Las lmparas de vapor de mercurio de color corregido se montarn sobre luminarias reflectoras de flujo directo. Los tubos fluorescentes se montarn en luminarias de iluminacin semidirecta con armadura de celosas, colocando una o dos lmparas por luminaria. Las lmparas incandescentes se montarn con pantalla aislante hidrfuga.
Respecto al nmero de aparatos de alumbrado, se consultarn catlogos comerciales para ver cul es el ms apropiado, segn sus caractersticas constructivas y su curva de distribucin luminosa. 10
ANEJO XI
INSTALACIN ELCTRICA
4. Eleccin de la altura de suspensin de los aparatos de alumbrado.
La altura de suspensin de los aparatos de alumbrado es una caracterstica fundamental de todo proyecto de iluminacin interior.
- Iluminacin directa: d = 2/3 h - Iluminacin semidirecta: d = 3/4 h - Iluminacin difusa: d = 4/5 h - Iluminacin indirecta: d = h/4 siendo: d: Distancia vertical de los aparatos de alumbrado al plano til de trabajo, situado a 0,85 m del suelo d: Distancia vertical de los aparatos de alumbrado al techo. h : Altura desde el techo a dicho plano til de trabajo.
La tendencia actual es situar los aparatos de alumbrado tan altos como sea posible. As se disminuye considerablemente el riesgo de deslumbramiento, de forma que pueden separarse los focos luminosos, lo que permite disminuir tambin el nmero de dichos focos.
En este caso las luminarias se colocarn pegadas al techo, por lo que la altura de suspensin se considerar nula.
5. Distribucin de los aparatos de alumbrado.
La uniformidad de iluminacin depende de la forma en que se cortan los haces luminosos de los aparatos de alumbrado, lo cual depende de la abertura de dichos aparatos (extensivos, concentrantes, etc.) y de la altura de suspensin. Esta uniformidad es, por tanto, funcin de la relacin e/d, siendo e la distancia horizontal entre dos focos contiguos y d es la distancia vertical de los focos al plano til de trabajo.
11
ANEJO XI
INSTALACIN ELCTRICA
Los aparatos de alumbrado se sitan formando hileras paralelas al eje mayor o al eje menor.
Se debern tener en cuenta las siguientes consideraciones:
Iluminacin directa. Para este sistema de iluminacin, llamaremos a la fraccin del flujo luminoso total del aparato de alumbrado radiada en un cono luminoso de 80 de abertura, dirigido hacia abajo y teniendo como eje vertical el del aparato de alumbrado.
Locales con altura hasta 4 m
Aparatos extensivos: < 0,4 e 1,6 d
Locales con altura entre 4 y 6 m
Aparatos semiextensivos: 0,4 < < 0,45
e 1,5 d Locales con altura entre 6 y 10 m Aparatos semiintensivos: 0,4 < < 0,45 e 1,5 d Locales con altura mayor de 10 m e 1,2 d
Aparatos intensivos: 0,45 < 0,50
Iluminacin semidirecta. Se llamar d a la distancia vertical de los aparatos de alumbrado al techo y se cumplir: e 1,5 d
12
ANEJO XI
INSTALACIN ELCTRICA
En todos los sistemas de iluminacin (directa, indirecta, etc.), para determinar la distancia desde los aparatos de alumbrado a los muros o paredes, se utilizar la siguiente expresin: e' = siendo: e: Distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a esta fila. e 2
6. Nmero mnimo de aparatos de alumbrado.
Se calcular con las siguientes expresiones:
Nmin = n x n siendo: n: Nmero mnimo de aparatos segn la longitud: n= L + e 2e' e
n: Nmero mnimo de aparatos segn la anchura: n= siendo: L : Longitud total del local a iluminar (m). A: Anchura total del local a iluminar (m). A + e 2e' e
La determinacin del nmero mnimo total de aparatos de alumbrado es, sobre todo indispensable cuando se utilicen lmparas de incandescencia.
13
ANEJO XI
INSTALACIN ELCTRICA
7. Clculo del flujo total que se ha de producir.
Para el clculo del flujo luminoso necesario en cada recinto, adems de los niveles de iluminacin, se tendrn en cuenta las caractersticas geomtricas del local, los factores de reflexin de los cerramientos y un factor de depreciacin que hace referencia a las condiciones de mantenimiento del mismo.
Se calcula un ndice total del local (K) con la siguiente expresin: K= siendo: L: Longitud del local (m). A: Anchura del local (m). H: Distancia vertical entre los aparatos de alumbrado y la superficie til de trabajo (d) en distribuciones para iluminacin directa, semidirecta y difusa. Los factores de reflexin para el techo y las paredes (T , P ) sern los correspondientes a paredes y techos blancos o muy claros, tanto en las reas en las que se presentan stos pintados, como en las que son de material aislante: T = 0,7, P = 0,5. 2L+ 8A 10 H
Entrando con estos valores en la tabla correspondiente, se obtiene el factor de utilizacin . El flujo luminoso terico necesario (lmenes), se calcula con la siguiente expresin: ' 0 = ES
14
ANEJO XI
INSTALACIN ELCTRICA
siendo: E: Nivel de iluminacin (lux). S: Superficie del local (m2 ). : Factor de depreciacin. Es funcin del ensuciamiento y de la frecuencia de la limpieza.
As pues el flujo luminoso que han de proporcionar las lmparas (lmenes), se calcular con la siguiente expresin: 0 = siendo: a: Rendimiento del aparato de alumbrado variar en funcin del tipo de lmpara y del tipo de luminaria. '0 a
8. Distribucin del nmero definitivo de los aparatos de alumbrado.
Conociendo el tipo y nmero de lmparas, se proceder a situarlos sobre el plano del local, respetando las proporciones elegidas previamente en lo que se refiere a la distancia entre los aparatos de alumbrado y entre los aparatos extremos y paredes.
9. Nivel de iluminacin sobre el plano de trabajo.
El nivel de iluminacin sobre el plano de trabajo (lux), se calcular a partir de la siguiente expresin: E= n a S
15
ANEJO XI
INSTALACIN ELCTRICA
siendo: n : Flujo luminoso que proporcionarn los aparatos de alumbrado seleccionados (lmenes).
Se proceder as para cada una de los compartimentos de la industria.
Sala de elaboracin
- Dimensiones. Longitud mxima del local: 49,6 m. Anchura mxima del local: 23,3 m. Altura del local: 7 m. Superficie total: 934,44 m2 .
- Nivel de iluminacin = 150 lux.
- Tipo de lmpara. Se utilizarn lmparas de vapor de mercurio de color corregido, ya que resultan ms econmicas por su gran potencia luminosa y su larga duracin til.
- Sistema de iluminacin y aparatos de alumbrado. Se utilizar iluminacin directa al ser apropiada para la obtencin econmica de altos niveles de iluminacin sobre los puestos de trabajo y para evitar deslumbramientos. Los aparatos de alumbrado sern semiintensivos (Local con altura comprendida entre 6 y 10 m).
- Altura de suspensin de los aparatos de alumbrado. h = H = 7 0,85 = 6,15 m. d = 2/3 h = 4,1 m. d = h d = 2,05 m. 16
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos semiintensivos se deber cumplir: e 1,5 d = 6,15 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado. Al ser un local de desigual distribucin en planta, se realizar como puede verse en el plano correspondiente. El nmero de aparatos a instalar ser de 32 lmparas.
- Flujo total que se ha de producir. ndice del local: k = 4,64. Factor de depreciacin: = 2,15. Factor de utilizacin: = 0,67. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 449.787 lmenes. Flujo luminoso: 0 = 562.234 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 32 lmparas de vapor de mercurio tipo HPL 250 W, que proporcionarn un flujo luminoso de 368.000 lmenes. La potencia instalada ser de 8.000 W.
Se incluye, para la sala de elaboracin, un estudio ms detallado del alumbrado de la misma, que contiene un grfico de las curvas isolux y una tabla con los valores de las iluminancias horizontales sobre el plano de trabajo.
17
ANEJO XI
INSTALACIN ELCTRICA
Zona de carga de materias primas
- Dimensiones. Longitud mxima del local: 12,1 m. Anchura mxima del local: 6,2 m. Altura del local: 7 m. Superficie total: 62,6 m2 .
- Nivel de iluminacin: 200 lux.
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin directa y aparatos semiintensivos (Local con altura comprendida entre 6 y 10 m).
- Altura de suspensin de los aparatos de alumbrado. h = H = 6,15 m. d = 2/3 h = 4,1 m. d = h d = 2,05 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos semiextensivos se deber cumplir: e 1,5 d = 6,15 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado. Al ser un local de desigual distribucin en planta, se realizar como puede verse en el plano correspondiente. El nmero de aparatos a instalar ser de 3 lmparas. 18
ANEJO XI
INSTALACIN ELCTRICA
- Flujo total que se ha de producir. ndice del local: k = 1,2. Factor de depreciacin: = 2,15. Factor de utilizacin: = 0,32. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 84.119 lmenes. Flujo luminoso: 0 = 105.149 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 3 lmparas de vapor de mercurio tipo HPL 700 W, que proporcionarn un flujo luminoso de 108.000 lmenes. La potencia instalada ser de 2.100 W.
Cmara frigorfica
- Dimensiones. Longitud mxima del local: 8,7 m. Anchura mxima del local: 4,3 m. Altura del local: 4 m. Superficie total: 37,41 m2 .
- Nivel de iluminacin: 50 lux.
- Tipo de lmpara. Lmparas fluorescentes con arranque a baja temperatura de ignicin.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta mediante lmparas fluorescentes con armadura de celosas.
19
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 3,15 m. d = 3/4 h = 2,3625 m. d = h d = 1 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta: e 1,5 d = 3,54 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
- Flujo total que se ha de producir: ndice del local: k = 1,65. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,47. Rendimiento del aparato de alumbrado: Para iluminacin semidirecta con armadura de celosas: a = 0,63, pero debido a que las lmparas fluorescentes con arranque a baja temperatura de ignicin tienen un rendimiento luminoso inferior en un 20% a las normales, por tanto: a = 0,5. Flujo luminoso terico necesario: 0 = 5.572 lmenes. Flujo luminoso: 0 = 11.144 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 4 aparatos con 2 lmparas fluorescentes en cada uno de 40 W, que proporcionarn un flujo luminoso de 16.000 lmenes. La potencia instalada ser de 320 W.
20
ANEJO XI
INSTALACIN ELCTRICA
Sala de mquinas
- Dimensiones. Longitud mxima del local: 4,5 m. Anchura mxima del local: 3 m Altura del local: 4 m. Superficie total: 13,5 m2 .
- Nivel de iluminacin: 200 lux.
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin directa y aparatos extensivos (Local de altura de hasta 4 m).
- Altura de suspensin de los aparatos de alumbrado. h = H = 3,15 m. d = 2/3 h = 2,1 m. d = h d = 1,05 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos extensivos se deber cumplir: e 1,6 d = 3,36 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 2.
21
ANEJO XI
INSTALACIN ELCTRICA
- Flujo total que se ha de producir. ndice del local: k = 1,047. Factor de depreciacin: = 2,15. Factor de utilizacin: = 0,27. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 21.500 lmenes. Flujo luminoso: 0 = 26.875 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 2 lmparas de vapor de mercurio tipo HPL 400 W, que proporcionarn un flujo luminoso de 41.000 lmenes. La potencia instalada es de 800 W.
Sala de control de la bscula
- Dimensiones. Longitud mxima del local: 2,8 m. Anchura mxima del local: 2,6 m. Altura del local: 3,5 m. Superficie total: 7,28 m2 .
- Nivel de iluminacin: 150 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta. Las lmparas van montadas en armaduras de celosas.
22
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos semiextensivos se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 1.
- Flujo total que se ha de producir. ndice del local: k = 0,99. Factor de depreciacin: = 1,40. Factor de utilizacin: = 0,28. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 5.460 lmenes. Flujo luminoso: 0 = 8.667 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 2 aparatos con 2 lmparas fluorescentes en cada uno de 65 W, que proporcionarn un flujo luminoso de 13.200 lmenes. La potencia instalada es de 260 W.
Almacn de envases y embalajes
- Dimensiones. Longitud mxima del local: 10,1 m. Anchura mxima del local: 3 m. 23
ANEJO XI
INSTALACIN ELCTRICA
Altura del local: 4 m. Superficie total: 30,3 m2 ..
- Nivel de iluminacin: 150 lux.
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin directa y aparatos extensivos (La altura del local es de hasta 4 m).
- Altura de suspensin de los aparatos de alumbrado. h = H = 3,15 m. d = 2/3 h = 2,1 m. d = h d = 1,05 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos extensivos se deber cumplir: e 1,6 d = 3,36 m.
- Nmero mnimo de aparatos de alumbrado: N = 3.
- Flujo total que se ha de producir. ndice del local: k = 1,403. Factor de depreciacin: = 1,65. Factor de utilizacin: = 0,32. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 23.436 lmenes. Flujo luminoso: 0 = 29.294 lmenes.
24
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 3 lmparas de vapor de mercurio tipo HPL 250 W, que proporcionarn un flujo luminoso de 34.500 lmenes. La potencia instalada ser de 750 W.
Almacn de aceite y sal
- Dimensiones. Longitud mxima del local: 10,1 m. Anchura mxima del local: 3 m. Altura del local: 4 m. Superficie total: 30,3 m2 .
- Nivel de iluminacin: 150 lux
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin directa y aparatos extensivos (H = 4 m).
- Altura de suspensin de los aparatos de alumbrado. h = H = 3,15 m. d = 2/3 h = 2,1 m. d = h d = 1,05 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos extensivos se deber cumplir: e 1,6 d = 3,36 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
25
ANEJO XI
INSTALACIN ELCTRICA
- Nmero mnimo de aparatos de alumbrado: N = 3.
- Flujo total que se ha de producir. ndice del local: k = 1,403. Factor de depreciacin: = 1,65. Factor de utilizacin: = 0,32. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 23.436 lmenes. Flujo luminoso: 0 = 29.294 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 3 lmparas de vapor de mercurio tipo HPL 250 W, que proporcionarn un flujo luminoso de 34.500 lmenes. La potencia instalada ser de 750 W.
Almacn de producto elaborado
- Dimensiones. Longitud mxima del local: 15,1 m. Anchura mxima del local: 6,1 m. Altura del local: 4 m. Superficie total: 92,11 m2 .
- Nivel de iluminacin: 150 lux.
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin directa y aparatos extensivos (La altura del local es de hasta 4 m). 26
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 3,15 m. d = 2/3 h = 2,1 m. d = h d = 1,2 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos extensivos se deber cumplir: e 1,6 d = 3,36 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 10.
- Flujo total que se ha de producir. ndice del local: k = 2,5. Factor de depreciacin: = 1,65. Factor de utilizacin: = 0,51. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 44.700 lmenes. Flujo luminoso: 0 = 55.876 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 10 lmparas de vapor de mercurio tipo HPL 250 W, que proporcionarn un flujo luminoso de 115.000 lmenes. La potencia instalada ser de 2.500 W.
Sala de distribucin de baja tensin
- Dimensiones.. Longitud mxima del local: 4,8 m. Anchura mxima del local: 3 m. 27
ANEJO XI
INSTALACIN ELCTRICA
Altura del local: 3,5 m. Superficie total: 14,4 m2 .
- Nivel de iluminacin: 150 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta. Las lmparas van montadas en armaduras de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta y aparatos semiextensivos se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 2.
- Flujo total que se ha de producir. ndice del local: k = 1,26. Factor de depreciacin: = 1,40. Factor de utilizacin: = 0,33. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 9.164 lmenes. Flujo luminoso: 0 = 14.546 lmenes. 28
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 4 aparatos con 2 lmparas cada uno de 40 W, que proporcionarn un flujo luminoso de 16.000 lmenes. La potencia instalada ser de 320 W.
Sala del equipo de limpieza
- Dimensiones. Longitud mxima del local: 4,8 m. Anchura mxima del local: 3,1 m. Altura del local: 3,5 m. Superficie total: 14,88 m2 .
- Nivel de iluminacin: 150 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta. Las lmparas van montadas con armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin directa y aparatos semiextensivos se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
29
ANEJO XI
INSTALACIN ELCTRICA
- Nmero mnimo de aparatos de alumbrado: N = 2.
- Flujo total que se ha de producir. ndice del local: k = 1,29. Factor de depreciacin: = 1,40. Factor de utilizacin: = 0,33. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 9.470 lmenes. Flujo luminoso: 0 = 15.031 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se dispondrn 4 aparatos con 2 lmparas cada uno de 40 W, que proporcionarn un flujo luminoso de 16.000 lmenes. La potencia instalada ser de 320 W.
Pasillos de la planta baja
- Dimensiones. Longitud mxima del local: 6,2 m. Anchura mxima del local: 1,9 m. Altura del local: 3,5 m. Superficie total: 11,78 m2 .
- Nivel de iluminacin: 70 lux.
- Tipo de lmpara. Lmparas incandescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta. 30
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia
horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 3.
- Flujo total que se ha de producir. ndice del local: k = 1,04. Factor de depreciacin: = 1,45. Factor de utilizacin: = 0,27. Rendimiento del aparato de alumbrado: a = 0,68. Flujo luminoso terico necesario: 0 = 4.429 lmenes. Flujo luminoso: 0 = 6.513 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 5 lmparas incandescentes de 100 W, que proporcionarn un flujo luminoso de 6.900 lmenes. La potencia instalada ser de 500 W.
Taller
- Dimensiones. Longitud mxima del local: 6,2 m. Anchura mxima del local: 2,9 m. Altura del local: 3,5 m. Superficie total: 17,98 m2 . 31
ANEJO XI
INSTALACIN ELCTRICA
- Nivel de iluminacin: 500 lux.
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 3.
- Flujo total que se ha de producir. ndice del local: k = 1,34. Factor de depreciacin: = 1,45. Factor de utilizacin: = 0,35. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 37.245 lmenes. Flujo luminoso: 0 = 46.556 lmenes.
32
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 3 lmparas de vapor de mercurio tipo HPL 400 W, que proporcionarn un flujo luminoso de 61.500 lmenes. La potencia instalada ser de 1.200 W.
Vestbulo planta baja
- Dimensiones. Longitud mxima del local: 7,8 m. Anchura mxima del local: 6,2 m. Altura del local: 3,5 m. Superficie total: 39 m2 .
- Nivel de iluminacin. Valor recomendado: 150 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2. 33
ANEJO XI
INSTALACIN ELCTRICA
- Nmero mnimo de aparatos de alumbrado: N = 6.
- Flujo total que se ha de producir. ndice del local: k = 2,46. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,5. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 16.380 lmenes. Flujo luminoso: 0 = 26.000 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 8 aparatos con 2 lmparas fluorescentes cada uno de 40 W, que proporcionarn un flujo luminoso de 32.000 lmenes. La potencia instalada ser de 640 W.
Sala de caldera
- Dimensiones. Longitud mxima del local: 6,2 m. Anchura mxima del local: 5,2 m. Altura del local: 3,5 m. Superficie total: 32,24 m2 .
- Nivel de iluminacin: 500 lux.
- Tipo de lmpara. Lmparas de vapor de mercurio de color corregido.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta. 34
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
- Flujo total que se ha de producir. ndice del local: k = 2,03. Factor de depreciacin: = 1,45. Factor de utilizacin: = 0,46. Rendimiento del aparato de alumbrado: a = 0,8. Flujo luminoso terico necesario: 0 = 50.814 lmenes. Flujo luminoso: 0 = 65.517 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 6 lmparas de vapor de mercurio tipo HPL 250 W, que proporcionarn un flujo luminoso de 69.000 lmenes. La potencia instalada ser de 1.500 W.
Aseos y vestuarios
Se colocarn lmparas incandescentes de 60 W, como puede apreciarse en el plano correspondiente. El nmero de lmparas en cada vestuario ser de 23, las cuales proporcionarn un flujo luminoso de 16.790 lmenes. La potencia instalada ser de 1.380 W. 35
ANEJO XI
INSTALACIN ELCTRICA
Comedor
- Dimensiones. Longitud mxima del local: 6,2 m. Anchura mxima del local: 5,6 m. Altura del local: 3,5 m. Superficie total: 34,72 m2 .
- Nivel de iluminacin: 200 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
36
ANEJO XI
INSTALACIN ELCTRICA
- Flujo total que se ha de producir. ndice del local: k = 2,15. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,48. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 20.254 lmenes. Flujo luminoso: 0 = 32.149 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 6 aparatos con 2 lmparas fluorescentes de 65 W en cada uno, que proporcionarn un flujo luminoso de 39.000 lmenes. La potencia instalada ser de 780 W.
Sala de descanso
- Dimensiones. Longitud mxima del local: 6,2 m. Anchura mxima del local: 4,1 m. Altura del local: 3,5 m. Superficie total: 25,42 m2 .
- Nivel de iluminacin: 200 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
37
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
- Flujo total que se ha de producir. ndice del local: k = 1,7. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,42. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 16.947 lmenes. Flujo luminoso: 0 = 26.900 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 6 aparatos con 2 lmparas fluorescentes de 65 W en cada uno, que proporcionarn un flujo luminoso de 39.600 lmenes. La potencia instalada ser de 780 W.
Vestbulo planta alta
- Dimensiones. Longitud mxima del local: 8,4 m. Anchura mxima del local: 4,6 m. 38
ANEJO XI
INSTALACIN ELCTRICA
Altura del local: 3,5 m. Superficie total: 29,28 m2 .
- Nivel de iluminacin: 150 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
- Flujo total que se ha de producir. ndice del local: k = 2,02. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,47. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 13.083 lmenes. Flujo luminoso: 0 = 20.766 lmenes. 39
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 6 aparatos con 2 lmparas fluorescentes cada uno de 40 W, que proporcionarn un flujo luminoso de 24.000 lmenes. La potencia instalada ser de 480 W.
Pasillo de la planta alta
- Dimensiones. Longitud mxima del local: 18,5 m. Anchura mxima del local: 1,6 m. Altura del local: 3,5 m. Superficie total: 29,6 m2 .
- Nivel de iluminacin. Valor recomendado: 70 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
40
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 7.
Flujo total que se ha de producir. ndice del local: k = 1,87. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,44. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 6.593 lmenes. Flujo luminoso: 0 = 10.465 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 7 lmparas fluorescentes de 40 W, que proporcionarn un flujo luminoso de 14.000 lmenes. La potencia instalada ser de 280 W.
Laboratorio
- Dimensiones. Longitud mxima del local: 10 m. Anchura mxima del local: 4,5 m. Altura del local: 3,5 m. Superficie total: 44,52 m2 .
- Nivel de iluminacin: 400 lux.
41
ANEJO XI
INSTALACIN ELCTRICA
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 8.
- Flujo total que se ha de producir. ndice del local: k = 2,11. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,48. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 51.940 lmenes. Flujo luminoso: 0 = 82.445 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 15 aparatos con 2 lmparas fluorescentes de 65 W en cada uno, que proporcionarn un flujo luminoso de 99.000 lmenes. La potencia instalada ser de 1.950 W. 42
ANEJO XI
INSTALACIN ELCTRICA
Pasillo oficinas
- Dimensiones. Longitud mxima del local: 17,6 m. Anchura mxima del local: 2,8 m. Altura del local: 3,5 m. Superficie total: 49,28 m2 .
- Nivel de iluminacin: 100 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
43
ANEJO XI
INSTALACIN ELCTRICA
- Flujo total que se ha de producir. ndice del local: k = 2,17. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,49. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 14.080 lmenes. Flujo luminoso: 0 = 22.350 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 7 lmparas fluorescentes de 65 W, que proporcionarn un flujo luminoso de 23.100 lmenes. La potencia instalada ser de 455 W.
Despachos
- Dimensiones. Longitud mxima del local: 3,3 m. Anchura mxima del local: 3 m. Altura del local: 3,5 m. Superficie total: 9,9 m2 .
- Nivel de iluminacin: 300 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
44
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 2.
- Flujo total que se ha de producir. ndice del local: k = 1,15. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,31. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 13.413 lmenes. Flujo luminoso: 0 = 21.291 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 4 aparatos con 2 lmparas fluorescentes cada uno de 65 W, que proporcionarn un flujo luminoso de 26.400 lmenes. La potencia instalada ser de 520 W.
Aseo seoras de oficinas
Se colocarn lmparas incandescentes de 60 W, como puede apreciarse en el plano correspondiente. 45
ANEJO XI
INSTALACIN ELCTRICA
Aseo caballeros de oficinas
Se colocarn lmparas incandescentes de 60 W, como puede apreciarse en el plano correspondiente.
Recepcin
- Dimensiones. Longitud mxima del local: 4,2 m. Anchura mxima del local: 3,4 m. Altura del local: 3,5 m. Superficie total: 14,28 m2 .
- Nivel de iluminacin: 300 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2. 46
ANEJO XI
INSTALACIN ELCTRICA
- Nmero mnimo de aparatos de alumbrado: N = 4.
- Flujo total que se ha de producir. ndice del local: k = 1,34. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,35. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 17.136 lmenes. Flujo luminoso: 0 = 27.200 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 6 aparatos con 2 lmparas fluorescentes de 65 W en cada uno, que proporcionarn un flujo luminoso de 39.600 lmenes. La potencia instalada es de 780 W.
Despacho de direccin
- Dimensiones. Longitud mxima del local: 4 m. Anchura mxima del local: 3,3 m. Altura del local: 3,5 m. Superficie total: 13,2 m2 .
- Nivel de iluminacin: 300 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas. 47
ANEJO XI
INSTALACIN ELCTRICA
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 4.
- Flujo total que se ha de producir. ndice del local: k = 0,29. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,35. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 15.840 lmenes. Flujo luminoso: 0 = 25.143 lmenes.
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 4 aparatos con 2 lmparas fluorescentes de 65 W en cada uno, que proporcionarn un flujo luminoso de 26.400 lmenes. La potencia instalada ser de 520 W.
Sala de juntas
- Dimensiones. Longitud mxima del local: 6,2 m. Anchura mxima del local: 3,4 m. 48
ANEJO XI
INSTALACIN ELCTRICA
Altura del local: 3,5 m. Superficie total: 21,08 m2 .
- Nivel de iluminacin: 300 lux.
- Tipo de lmpara. Lmparas fluorescentes.
- Sistema de iluminacin y aparatos de alumbrado. Iluminacin semidirecta, las lmparas van montadas en armadura de celosas.
- Altura de suspensin de los aparatos de alumbrado. h = H = 2,65 m. d = 3/4 h = 1,9875 m. d = h d = 0,6625 m.
- Distribucin de los aparatos de alumbrado. Para iluminacin semidirecta se deber cumplir: e 1,5 d = 2,98 m. La distancia horizontal desde los aparatos extremos de una fila al muro perpendicular a tal fila ser: e = e/2.
- Nmero mnimo de aparatos de alumbrado: N = 6.
- Flujo total que se ha de producir. ndice del local: k = 1,49. Factor de depreciacin: = 1,4. Factor de utilizacin: = 0,39. Rendimiento del aparato de alumbrado: a = 0,63. Flujo luminoso terico necesario: 0 = 22.702 lmenes. Flujo luminoso: 0 = 36.035 lmenes. 49
ANEJO XI
INSTALACIN ELCTRICA
- Distribucin del nmero definitivo de aparatos de alumbrado. Se colocarn 6 aparatos con 2 lmparas fluorescentes de 65 W en cada uno, que proporcionarn un flujo luminoso de 39.600 lmenes. La potencia instalada ser de 780 W.
4.1.2. Iluminacin exterior
Se detallarn a continuacin las instalaciones necesarias para la iluminacin de la periferia de la fbrica, para cuya redaccin se han considerado las normas contenidas en el vigente Reglamento Electrotcnico de baja tensin.
La instalacin de alumbrado exterior partir del cuadro de alumbrado n 5 y alimentar a todos los receptores de alumbrado exterior. Se situar en la sala de elaboracin.
Nivel de iluminacin
Se proporcionar una intensidad de iluminacin de 50 lux a lo largo del permetro de la nave en una franja de 9 m de anchura. Tambin se iluminarn las puertas de entrada y salida del recinto.
Tipo de lmpara
Se usarn lmparas de vapor de sodio a alta presin de 150 W, que proporcionan un flujo luminoso de 14.000 lmenes.
Tipo de luminaria
Se emplean dos tipos de luminarias:
50
ANEJO XI
INSTALACIN ELCTRICA
Linterna asimtrica con armadura cerrada, montada sobre brazo mural de acero de 0,5 m, fijada a las fachadas de la nave a una altura de 4,5 m. Linterna asimtrica con armadura cerrada, montada sobre columnas de 4 m de altura, que se sitan para iluminar los accesos a la parcela. Las columnas van fijadas al suelo mediante un macizado de hormign en masa, al que se unen mediante pernos de anclaje.
Clculo del nmero de luminarias
La expresin empleada para tal clculo es: ES U CU CC CD
N= siendo:
E: Iluminacin deseada (lux). S: Superficie a iluminar (m2 ). U : Lmenes del proyector o luminaria. CU: Coeficiente de utilizacin. CC: Coeficiente de conservacin. CD: Coeficiente de depreciacin.
El valor del coeficiente de utilizacin se obtiene en funcin de la relacin alcance/altura del punto de luz en las curvas caractersticas de las luminarias, siendo para este tipo de luminarias CU = 0,6. El valor del coeficiente de conservacin se obtiene de las recomendaciones dadas en la Instruccin para alumbrado urbano, que para una luminaria hermtica es CC = 0,8. Se tomar un coeficiente de depreciacin de valor 0,85, que equivale a una depreciacin del 15 al 70 % de la duracin.
51
ANEJO XI
INSTALACIN ELCTRICA
4.1.2.1. Iluminacin de las fachadas delantera y trasera
La longitud de tales fachadas es de 30 m, siendo en ambos casos la superficie a iluminar: S = 30 x 9 = 270 m2
El nmero de luminarias requerido ser: N= 50 270 = 2,36 14.000 0,6 0,8 0,85
Por tanto, se colocarn 3 luminarias en cada una de las fachadas que se estn considerando, con una separacin entre ellas de 10 m, como se aprecia en el Plano de la Instalacin de Alumbrado.
4.1.2.2. Iluminacin de las fachadas laterales
La longitud de dichas fachadas es de 50 m, siendo la superficie a iluminar: S = 50 x 9 = 450 m2
Aplicando la ecuacin de clculo de las luminarias se tiene: 50 450 = 3,93 14.000 0,6 0,8 0,85
N=
Por tanto, se colocarn 4 luminarias en cada una de las fachadas que se estn considerando, con una separacin entre ellas de 12,5 m, como se aprecia en el Plano de la Instalacin de Alumbrado.
52
ANEJO XI
INSTALACIN ELCTRICA
4.1.2.3. Iluminacin de los accesos al recinto
Las puertas del recinto de la industria se iluminarn en una superficie equivalente a un cuadrado de 10 m de lado, por lo que: S = 10 x 10 = 100 m2
Aplicando la ecuacin de clculo de las luminarias se tiene: N= 50 100 = 0,88 14.000 0,6 0,8 0,85
Por tanto, se colocar 1 luminaria en cada una de las puertas.
4.1.3. Alumbrado de emergencia
Se proyecta un alumbrado de emergencia que permita iluminacin suficiente para la evacuacin eficiente de las personas que se encuentren en el interior de la industria en el momento de producirse un fallo en el alumbrado general. Deber poder funcionar durante un tiempo mnimo de 1 hora. Estar previsto para entrar a funcionar automticamente al producirse el fallo de los alumbrados generales o cuando la tensin de stos baje a menos del 70 % de su valor nominal.
El local donde se instala el Cuadro Principal de Distribucin estar provisto de alumbrado de emergencia, para el que se emplearn lmparas de fluorescencia con dispositivo de encendido instantneo.
Las lneas que alimentan directamente los circuitos de lmparas de emergencia estarn protegidas por interruptores automticos con una intensidad nominal de 10 A como mximo.
53
ANEJO XI
INSTALACIN ELCTRICA
Una misma lnea no podr alimentar a ms de diez puntos de luz. Las canalizaciones que alimentan este alumbrado se dispondrn sobre las paredes a 5 cm de separacin mnima con respecto a otras canalizaciones elctricas.
La fuente propia de alimentacin de estas lneas de alumbrado de emergencia estar formada por bateras de acumuladores.
4.1.4. Diseo de la instalacin de alumbrado
4.1.4.1. Criterios de clculo
Se realizar en este apartado el clculo de las secciones de los conductores y de las cadas de tensin en los puntos ms desfavorables, a efectos de comprobar que la cada de tensin mxima en la instalacin no supere el 3 % de la tensin nominal, equivalente a 11,4 V, y que las intensidades sean siempre inferiores a las admisibles, cumpliendo as con lo dispuesto en las instrucciones MI BT 004, MI BT 007 y MI BT 017.
El material conductor utilizado en toda la instalacin ser el cobre y los conductores no sern desnudos, sino que llevarn una cubierta de policloruro de vinilo. Tales cubiertas tendrn una tensin de aislamiento de 1.000 V.
Los conductores se canalizarn bajo tubo protector. El dimetro nominal de los tubos se seleccionar de modo tal que slo quede ocupada, como mximo, un 40 % de su seccin, para permitir una ventilacin adecuada.
Los conductores bajo tubo podrn ir al aire, sujetos con abrazaderas a paredes o suelos, o bien irn enterrados en zanjas de modo que quedarn a 60 cm de profundidad.
54
ANEJO XI
INSTALACIN ELCTRICA
De acuerdo con el REBT, para lneas interiores de alumbrado, la seccin mnima ser de 1 mm, pero para las lneas de fuerza de alto grado de electrificacin, la seccin mnima ser de 2,5 mm2 . Cuando el conductor se encuentre enterrado, la seccin ser mayor de 6 mm2 segn MI BT 007.
Segn la MI BT 032, los conductores de conexin que alimentan lmparas de descarga se dimensionarn para transportar una carga en voltios amperios igual a 1,8 veces la potencia en vatios de los receptores. Es decir:
Lmparas fluorescentes: S = 1,8 P Lmparas incandescentes: S = P
La intensidad que consumir cada tipo de receptor se determinar por la expresin: I= siendo: S: Potencia del receptor (VA) V: Tensin nominal: V = 220 V S V
Por tanto y segn lo indicado, las intensidades a considerar para cada tipo de receptor son:
Lmparas de vapor de mercurio de 250 W: I= 1,8 250 = 2,05 A 220
55
ANEJO XI
INSTALACIN ELCTRICA
Lmparas de vapor de mercurio de 400 W: I= 1,8 400 = 3,27 A 220
Lmparas de vapor de mercurio de 700 W: I= 1,8 700 = 5,72 A 220
Lmparas incandescentes de 60 W: I= 60 = 0,27 A 220
Lmparas incandescentes de 100 W: I= 100 = 0,45 A 220
Lmpara fluorescente de 40 W: I= 1,8 40 = 0,33 A 220
Grupo de dos lmparas fluorescentes de 40 W: I= 1,8 2 40 = 0,65 220
Lmpara fluorescente de 65 W: I= 1,8 65 = 0,53 A 220
Grupo de dos lmparas fluorescentes de 65 W: I= 1,8 2 65 = 1,06 A 220 56
ANEJO XI
INSTALACIN ELCTRICA
Lmpara de vapor de sodio de baja presin de 150 W: I= 1,8 150 = 1,23 A 220
La cada de tensin que se produce en cada tramo de seccin constante se calcula en base a la expresin: v= siendo: : Resistividad del cobre (0,018 mm2 m-1). s: Seccin de cada tramo de conductor (mm2 ). i: Intensidad absorbida por cada lmpara o grupo de ellas (A). L: Longitud del conductor desde el origen hasta el punto a donde acta la carga. cos : Factor de potencia 2 cos ii Li s
Para el clculo de la cada de tensin en conductores que alimentan lmparas o tubos de descarga, se tendr en cuenta un factor de potencia cos = 0,85, mientras que para las lmparas incandescentes se considerar un cos = 1.
En cumplimiento con la MI BT 009, para que se mantenga el mayor equilibrio posible en la carga de los conductores que forman parte de la instalacin de alumbrado, se procurar que tales cargas queden repartidas entre sus fases o conductores polares.
En los siguientes apartados se mostrarn los clculos necesarios para el dimensionamiento de las lneas de alumbrado, donde se relacionarn las cargas que soportan y se mostrar un esquema unifilar que indique el recorrido desde el origen en cada cuadro de alumbrado hasta el punto de luz ms desfavorable a efectos de cada de tensin. 57
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.2. Cuadro de alumbrado 1 (CA1)
4.1.4.2.1. Lnea A1.1 (Fase R)
Abastece a las lmparas de los siguientes locales: sala de distribucin de baja tensin, sala de limpieza, pasillo contiguo y taller. En los dos primeros locales de los mencionados se han dispuesto 4 aparatos con dos lmparas fluorescentes de 40 W cada uno. En el pasillo se han dispuesto 5 lmparas incandescentes de 100 W, y en el taller, 3 lmparas de mercurio de color corregido del tipo HPL 400 W.
La potencia a instalar ser:
P = 3 x 400 + 5 x 100 + 8 x 40 + 8 x 40 = 2.340 W S = 1,8 x ( 3 x 400 + 8 x 40 + 8 x 40) + 1 x (5 x 100) = 3.812 VA
El esquema unifilar que corresponde a la fase R del CA1 es el de la figura 2.
I1 = 3,27 A I2 = 0,45 A I3 = 0,65 A Se utilizar una seccin: s = 2,5 mm2
La cada de tensin mxima se produce para el tramo OL, siendo para cada uno de los subtramos: 2 0,018 1 6,3 (3 3,27 + 5 0,45 + 8 0,65 ) = 1,56 V 2,5
VOA =
58
ANEJO XI
INSTALACIN ELCTRICA
VAB =
2 x 0,018 x 1 x 2,5 x (5 x 0,45 + 8 x 0,65) = 0,268 V 2,5 2 0,018 0,85 6,52 (8 0,65 ) = 0,412 V 2,5 2 0,018 0,85 1,55 (6 0,65) = 0,072 V 2,5 2 0,018 0,85 1,55 (4 0,65 ) = 0,048 V 2,5 2 0,018 0,85 1,55 (2 0,65 ) = 0,024 V 2,5 2 0,018 0,85 0,65 (1,15 + 3,55) = 0,036 V 2,5
VBC =
VCD =
VDE =
VEF =
VFL =
El valor de la cada de tensin mxima ser:
VOL = 1,56 + 0,268 + 0,412 + 0,072 + 0,048 + 0,024 + 0,036 = 2,42 V
4.1.4.2.2. Lnea A1.2 (Fase S)
Abastece a las lmparas de los siguientes locales: vestbulo de la planta baja, sala de la caldera y pasillo separador de los aseos y vestuarios masculinos y femeninos. En el vestbulo se han dispuesto 8 aparatos con dos lmparas fluorescentes de 40 W en cada uno; en la sala de la caldera, 6 lmpara de mercurio de color corregido del tipo HPL 250 W; y en el pasillo, 5 lmparas incandescentes de 100 W.
La potencia a instalar ser: 59
ANEJO XI
INSTALACIN ELCTRICA
P = 6 x 250 + 5 x 100 + 16 x 40 = 2.640 W S = 1,8 x (6 x 250 + 16 x 40) + 5 x 100 = 4.352 VA
El esquema unifilar que corresponde a la fase S es el de la figura 3.
I1 = 2,05 A I2 = 0,45 A I3 = 0,65 A Se utilizar una nica seccin de 2,5 mm2 .
La cada de tensin mxima corresponde al tramo OK, siendo para cada uno de los subtramos: 2 0,018 1 1,74 (8 0,65 + 6 2,05 + 5 0,45 ) = 0,492 V 2,5 2 0,018 1 1,45 (6 2,05 + 5 0,45) = 0,3 V 2,5 2 0,018 1 2,6 (3 2,05 + 5 0,45) = 0,312 V 2,5 2 0,018 1 14,65 (5 0,45 ) = 0,472 V 2,5 2 0,018 1 0,45 (0,75 + 1,99 + 3,23 + 4,47 + 5,71) = 0,104 V 2,5
VOA =
VAB =
VBC =
VCD =
VDK =
VOK = 0,492 + 0,3 + 0,312 + 0,472 + 0,104 = 1,68 V
60
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.2.3. Lnea A1.3 (Fase T)
Abastece a las lmparas de los aseos y vestuarios masculinos y femeninos. En cada uno de ellos se han dispuesto 23 lmparas incandescentes de 60 W.
La potencia a instalar ser:
P = 46 x 60 = 2.760 W S = 1 x 2.760 = 2.760 VA
El esquema unifilar que corresponde a la fase T es el de la figura 4.
I1 = 0,27 A Se dispondr una nica de seccin en todo el tramo de 4 mm2 de seccin, siendo la cada de tensin mxima para el tramo OE. Para cada subtramo:
VOA =
2 0,018 1 19,35 (46 0,27 ) = 2,17 V 4 2 0,018 1 2,85 (23 0,27 ) = 0,16 V 4 2 0,018 1 2,3 (16 0,27 ) = 0,088 V 4 2 0,018 1 2,3 (8 0,27 ) = 0,0425 V 4 2 0,018 1 0,27 (0,73 + 2,29 3,85 5,45 6,95 + 8,45 + 9,95 + 11,45 ) = 0,12 V 4 61
VAB =
VBC =
VCD =
VDE =
ANEJO XI
INSTALACIN ELCTRICA
La cada de tensin mxima:
VOE = 2,17 + 0,16 + 0,088 + 0,0425 + 0,12 = 2,58 V 4.1.4.3. Cuadro de alumbrado 2 (CA 2)
4.1.4.3.1. Lnea A2.1 (Fase R)
Abastece a 11 de las 32 lmparas de la sala de elaboracin. Se trata de lmparas de vapor de mercurio de color corregido del tipo HPL 250 W.
La potencia a instalar ser:
P = 11 x 250 = 2.750 W S = 1,8 x 2.750 = 4.950 VA
El esquema unifilar que corresponde a la fase R del CA 2 es el de la figura 5.
I = 2,05 A s = 6 mm2
Se utilizar una seccin:
La cada de tensin en el nico tramo, OA:
VOA =
2 0,018 0,85 4,16 + 10, 41 + 16,66 + 22,91 + 29 ,16 + 2,05 = 3,94 V 6 35,41 + 41,66 + 46,31 + 51,01 + 57,26 + 61,96
62
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.3.2. Lnea A2.2 (Fase S)
Abastece a 10 de las 32 lmparas de la sala de elaboracin. Se trata de lmparas de vapor de mercurio de color corregido del tipo HPL 250 W.
La potencia a instalar ser:
P = 10 x 250 = 2.500 W S = 1,8 x 2.500 = 4.500 VA
El esquema unifilar que corresponde a la fase S del CA 2 es el de la figura 6.
I = 2,05 A s = 4 mm2
Se utilizar una seccin:
La cada de tensin en el nico tramo, OA: 2 0,018 0,85 3,87 + 10,12 + 16,37 + 22,62 + 28,87 + 2,05 33,57 + 39,82 + 46,07 + 52,32 + 58,57 4 = 4,89 V
VOA =
4.1.4.3.3. Lnea A2.3 (Fase T)
Abastece a 11 de las 32 lmparas de la sala de elaboracin. Se trata de lmparas de vapor de mercurio de color corregido del tipo HPL 250 W.
La potencia a instalar ser:
P = 11 x 250 = 2.750 W S = 1,8 x 2.750 = 4.950 VA 63
ANEJO XI
INSTALACIN ELCTRICA
El esquema unifilar que corresponde a la fase T del CA 2 es el de la figura 7.
I = 2,05 A s = 10 mm2
Se utilizar una seccin:
La cada de tensin en el nico tramo, OA: 2 0,018 0,85 13,6 + 19,85 + 26,1 + 32,35 + 38,6 + 2,05 = 3,03 V 10 44 ,85 + 51,1 + 57,35 + 62 + 66,7 + 71,35
VOA =
4.1.4.4. Cuadro de alumbrado 3 (CA 3)
4.1.4.4.1. Lnea A3.1 (Fase R)
Abastece a las lmparas de la cmara frigorfica y a las de la zona de recepcin de materias primas. En la cmara frigorfica se han dispuesto 4 aparatos con dos lmparas fluorescentes de 40 W cada uno. En la zona de recepcin de materias primas se han dispuesto 3 lmparas de mercurio de color corregido tipo HPL 700 W.
La potencia a instalar ser:
P = 8 x 40 + 3 x 700 = 2.420 W S = 1,8 x 2.420 = 4.356 VA
El esquema unifilar que corresponde a la fase R del CA3 es el de la figura 8.
I1 = 5,72 A I2 = 0,65 A 64
ANEJO XI
INSTALACIN ELCTRICA
Se utilizar una seccin:
s = 2,5 mm2
La cada de tensin mxima se produce para el tramo OG, siendo para cada uno de los subtramos: 2 0,018 0,85 4,36 (3 5,72 + 4 0,65 ) = 1,052 V 2,5 2 0,018 0,85 4,7 (2 5,72 + 4 0,65 ) = 0,804 V 2,5 2 0,018 0,85 3,7 (1 5,72 + 4 0,65 ) = 0,376 V 2,5 2 0,018 0,85 5,83 (4 0,65 ) = 0,184 V 2,5 2 0,018 0,85 2,15 (2 0,65 ) = 0,032 V 2,5 2 0,018 0,85 0,65 (2,13 + 6,48) = 0,068 V 2,5
VOA =
VAB =
VBC =
VCD =
VDE =
VEG =
El valor de la cada de tensin mxima ser:
VOG = 1,052 + 0,804 + 0,376 + 0,184 + 0,032 + 0,068 = 2,516 V
65
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.4.2. Lnea A3.2 (Fase S)
Abastece a las lmparas de los siguientes locales: sala de mquinas, sala de control de la bscula, almacn de envases y embalajes y almacn de aceite y sal. En la sala de mquinas se han dispuesto 2 lmparas de vapor de mercurio de color corregido del tipo HPL 400 W; en la sala de control de la bscula, 2 aparatos con dos lmparas fluorescentes de 65 W cada uno; y en cada uno de los almacenes, 3 lmparas de vapor de mercurio de color corregido del tipo HPL 250 W.
La potencia a instalar ser:
P = 6 x 250 + 4 x 65 + 2 x 400 = 2.560 W S = 1,8 x 2.560 = 4.608 VA
El esquema unifilar que corresponde a la fase S del CA3 es el de la figura 9.
I1 = 2,05 A I2 = 1,06 A I3 = 3,27 A Se utilizar una seccin: s = 2,5 mm2
La cada de tensin mxima se produce para el tramo OB, siendo, para cada uno de los subtramos: 2 0,018 0,85 1,44 (6 2,05 + 2 1,06 + 2 3,27 ) = 0,368 V 2,5 2 0,018 0,85 2,05 (1,9 + 5,26 + 8,62 + 15,02 + 18,38 + 21,74 ) = 1,776 V 2,5 66
VOA =
VAB =
ANEJO XI
INSTALACIN ELCTRICA
El valor de la cada de tensin mxima ser:
VOB = 0,368 + 1,776 = 2,144 V 4.1.4.4.3. Lnea A3.3 (Fase T)
Abastece a las 10 lmparas de mercurio de color corregido del tipo HPL 250 W que iluminan el almacn de producto elaborado.
La potencia a instalar ser:
P = 10 x 250 = 2.500 W S = 1,8 x 2.500 = 4.500 VA
El esquema unifilar que corresponde a la fase T del CA3 es el de la figura 10.
I = 2,05 A s = 4 mm2
Se utilizar una seccin:
La cada de tensin mxima se produce para el tramo OC, siendo para cada uno de los subtramos: VOA = 2 0,018 0,85 14,04 (10 2,05) = 2,2 V 4 2 0,018 0,85 2,05 (4,51 + 7,53 + 10,55 + 13,57 + 16,59 ) = 0,825 V 4
VAC =
67
ANEJO XI
INSTALACIN ELCTRICA
El valor de la cada de tensin mxima ser:
VOC = 2,2 + 0,825 = 3,025 V 4.1.4.5. Cuadro de alumbrado 4 (CA4)
4.1.4.5.1. Lnea A4.1 (Fase R)
Abastece a las lmparas de los locales: comedor, sala de descanso, vestbulo de la planta alta y pasillo de la misma. Tanto en el comedor como en la sala de descanso se han dispuesto 6 aparatos con dos lmparas fluorescentes de 65 W cada uno; en el vestbulo 6 aparatos con dos lmparas fluorescentes de 40 W cada uno; y en el pasillo 7 lmparas fluorescentes de 40 W.
La potencia a instalar ser:
P = 12 x 40 + 7 x 40 + 24 x 65 = 2.320W S = 1,8 x 2.320 = 4.176 VA
El esquema unifilar que corresponde a la fase R del CA4 es el de la figura 11.
I1 = 0,65 A I2 = 0,33 A I3 = 1,06 A Se utilizar una seccin: s = 2,5 mm2
La cada de tensin mxima se produce para el tramo OL, siendo para cada uno de los subtramos:
68
ANEJO XI
INSTALACIN ELCTRICA
VOA =
2 0,018 0,85 0,41 (6 0,65 + 7 0,33 + 12 1,06 ) = 0,092 V 2,5 2 0,018 0,85 1,95 (7 0,33 + 12 1,06 ) = 0,356 V 2,5 2 0,018 0,85 1,93 (12 1,06 ) = 0,3 V 2,5 2 0,018 0,85 2,05 (9 1,06 ) = 0,236 V 2,5 2 0,018 0,85 2,53 (6 1,06 ) = 0,196 V 2,5 2 0,018 0,85 2,8 (3 1,06 ) = 0,108 V 2,5 2 0,018 0,85 1,06 (1 + 3,06 + 5,12 ) = 0,116 V 2,5
VAB =
VBC =
VCD =
VDE =
VEF =
VFL =
El valor de la cada de tensin mxima ser:
VOL = 0,092 + 0,356 + 0,3 + 0,236 + 0,196 + 0,108 + 0,116 = 1,404 V 4.1.4.5.2. Lnea A4.2 (Fase S)
Abastece a las lmparas del laboratorio, del pasillo de oficinas y de uno de los despachos. En el laboratorio se han dispuesto 15 aparatos con dos lmparas fluorescentes de 65 W cada uno; en el pasillo de oficinas, 7 lmparas fluorescentes de 65 W; y en el despacho, 4 aparatos con dos lmparas fluorescentes de 65 W cada uno. 69
ANEJO XI
INSTALACIN ELCTRICA
La potencia a instalar ser:
P = 30 x 65 + 7 x 65 + 8 x 65 = 2.925 W S = 1,8 x 2.925 = 5.265 VA
El esquema unifilar que corresponde a la fase S del CA4 es el de la figura 12.
I1 = 1,06 A I2 = 0,53 A Se utilizar una seccin: s = 6 mm2
La cada de tensin mxima se produce para el tramo OE, siendo para cada uno de los subtramos: 2 0,018 0,85 20,8 (19 1,06 + 7 0,53 ) = 2,51 V 6 2 0,018 0,85 0,73 (15 1,06 + 7 0,53) = 0,073 V 6 2 0,018 0,85 1,5 (10 1,06 + 7 0,53 ) = 0,11 V 6 2 0,018 0,85 1,5 (5 1,06 + 7 0,53) = 0,067 V 6 2 0,018 0,85 0,53 (2,5 + 5,02 + 7,54 + 10,06 + 12 ,58 + 15,1 + 17 ,62 ) = 0,18 V 6
VOA =
VAB =
VBC =
VCD =
VDE =
El valor de la cada de tensin mxima ser:
70
ANEJO XI
INSTALACIN ELCTRICA
VOE = 2,51 + 0,073 + 0,11 + 0,067 + 0,18 = 2,94 V
4.1.4.5.3. Lnea A4.3 (Fase T)
Abastece a las lmparas de los siguientes locales: un despacho, aseos de la planta superior, recepcin, despacho de direccin y sala de juntas. En el despacho se han dispuesto 4 aparatos con 2 lmparas fluorescentes de 65 W cada uno; en los aseos, lmparas incandescentes de 60 W; en recepcin, 6 aparatos con dos lmparas fluorescentes de 65 W cada uno; en el despacho de direccin, 4 aparatos con 2 lmparas fluorescentes de 65 W cada uno; y en la sala de juntas, 6 aparatos con 2 lmparas fluorescentes de 65 W cada uno.
La potencia a instalar ser:
P = 8 x 65 + 4 x 60 + 12 x 65 + 8 x 65 + 12 x 65 = 2.840 W S = 1,8 x (65 x 40) + 1 x (4 x 60) = 4.920 VA
El esquema unifilar que corresponde a la fase T del CA4 es el de la figura 13.
I1 = 1,06 A I2 = 0,27 A s = 10 mm2
Se utilizar una seccin:
La cada de tensin mxima se produce para el tramo OT, siendo para cada uno de los subtramos: VOA = VAB = 2 0,018 1 24,6 ( 20 1,06 + 4 0,27 ) = 1,968 V 10 2 0,018 1 1,5 (18 1,06 + 4 0,27 ) = 0,108 V 10 71
ANEJO XI
INSTALACIN ELCTRICA
VBC =
2 0,018 1 1,6 (16 1,06 + 4 0,27 ) = 0,102 V 10 2 0,018 1 1,55 (16 1,06 + 2 0,27 ) = 0,096 V 10 2 0,018 0,85 1,5 (16 1,06 ) = 0,078 V 10 2 0,018 0,85 1,4 (14 1,06 ) = 0,06 V 10 2 0,018 0,85 1,4 (12 1,06) = 0,048 V 10 2 0,018 0,85 0,87 (10 1,06 ) = 0,024 V 10 2 0,018 0,85 4,89 (6 1,06 ) = 0,096 V 10 2 0,018 0,85 1,7 (3 1,06 ) = 0,016 V 10 2 0,018 0,85 1,06 (0,93 + 2,98 + 5,05 ) = 0,029 V 10
VCD =
VDE =
VEF =
VFG =
VGH =
VHI =
VIJ =
VJT =
El valor de la cada de tensin mxima ser:
VOT = 1,968 + 0,108 + 0,102 + 0,096 + 0,078 + 0,06 + 0,048 + 0,024 + 0,096 + 0,016 + 0,029 = 2,625 V
72
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.6. Cuadro de alumbrado 5 (CA5)
4.1.4.6.1. Lnea A5.1 (Fase R)
Abastece a 6 lmparas de vapor de sodio de alta presin de 150 W, situadas en el exterior de la nave, cinco de ellas en las fachadas y la otra iluminando la puerta de entrada a la parcela de la industria.
La potencia a instalar ser:
P = 6 x 150 = 900 W S = 1,8 x 900 = 1.620 VA
El esquema unifilar que corresponde a la fase R del CA5 es el de la figura 14.
I = 1,23 A s = 2,5 mm2
Se utilizar una seccin:
La cada de tensin mxima se produce para el tramo OA VOA = 2 0,018 0,85 1,23 (2,08 + 14,13 + 26,93 + 39,13 + 51,63 + 76,68 ) = 3,168 V 2,5
4.1.4.6.2. Lnea A5.2 (Fase S)
Abastece a 5 lmparas de vapor de sodio de alta presin de 150 W, situadas en el exterior de la nave, cuatro de ellas en las fachadas y la otra iluminando la puerta de entrada a la parcela de la industria.
73
ANEJO XI
INSTALACIN ELCTRICA
La potencia a instalar ser:
P = 5 x 150 = 750 W S = 1,8 x 750 = 1.350 VA
El esquema unifilar que corresponde a la fase S del CA5 es el de la figura 15.
I = 1,23 A s = 4 mm2
Se utilizar una seccin:
La cada de tensin mxima se produce para el tramo OA: 2 0,018 0,85 1,23 (55,3 + 67,8 + 79,85 + 89,85 + 99,85) = 3,7 V 4
VOA =
4.1.4.6.3. Lnea A5.3 (Fase T)
Abastece a 5 lmparas de vapor de sodio de alta presin de 150 W, situadas en el exterior de la nave, en las fachadas.
La potencia a instalar ser:
P = 5 x 150 = 750 W S = 1,8 x 750 = 1.350 VA
El esquema unifilar que corresponde a la fase T del CA5 es el de la figura 16.
I = 1,23 A
74
ANEJO XI
INSTALACIN ELCTRICA
Se utilizar una seccin:
s = 2,5 mm2
La cada de tensin mxima se produce para el tramo OB: 2 0,018 0,85 (1,23 8,5 + 1,23 18,5 + 3 1,23 23,5) = 1,464 V 2,5
VOA =
4.1.4.7. Reparto de cargas
Se ha de comprobar el reparto de cargas entre las tres fases para ver si se ha logrado mantener un equilibrio aceptable como se recomienda en la MI BT 017. Puede verse tal reparto en la Tabla 3.
Tabla 3. Reparto de la potencia (S) en las distintas fases. S (VA) Cuadro de alumbrado CA1 CA2 CA3 CA4 CA5 Total Fase R 3.812 4.950 4.356 4.176 1.620 18.914 Fase S 4.352 4.500 4.608 5.265 1.350 20.075 Fase T 2.760 4.950 4.500 4.920 1.350 18.480
75
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.8. Lneas de enlace de los cuadros de alumbrado con el Cuadro General de Alumbrado
Las conexiones de los diferentes cuadros de alumbrado con el Cuadro General de Alumbrado se realizarn usando cables trifsicos de cuatro hilos de idntica seccin, la cual se calcular en base a la intensidad total que abastece tal cuadro de alumbrado. Se comprobar que esta intensidad sea inferior a la mxima admisible. I= S 3 V cos
siendo: I: Intensidad mxima (A). S: Potencia total que abastece el cuadro de alumbrado (VA). V: Tensin nominal (380 V). cos : Factor de potencia.
La cada de tensin en una lnea trifsica se obtiene de la expresin: v= 3 I L cos s
Cada conduccin trifsica que une un cuadro de alumbrado con el CGA tendr como mnimo la seccin del conductor mayor que se utiliza en las derivaciones monofsicas que alimenta tal cuadro de alumbrado. En cada uno de los apartados siguientes se comprobar que tal seccin es correcta desde el punto de vista de cada de tensin.
4.1.4.8.1. Lnea CGA CA1
La potencia total que abastece el cuadro de alumbrado 1 es:
S = 3.812 + 4.352 + 2.760 = 10.924 VA. 76
ANEJO XI
INSTALACIN ELCTRICA
La intensidad mxima ser: I= 10.924 = 20,74 A 3 380 0,8
Esta lnea abastece a derivaciones monofsicas con conductores de seccin mxima 4 mm2 , por lo que se adoptar esta como la seccin para la conduccin trifsica.
La longitud de la lnea es 14 m, por lo que la cada de tensin es: V= 3 0,018 20,74 14 0,8 = 1,81 V 4
La mxima cada de tensin en las lmparas que dependan del cuadro CA1, incluyendo la lnea trifsica es: V = 3 2,58 + 1,81 = 6,28 V 4.1.4.8.2. Lnea CGA CA2
La potencia total que abastece el cuadro de alumbrado 2 es:
S = 4.950 + 4.500 + 4.950 = 14.400 VA
La intensidad mxima ser: I= 14.000 3 380 0,8 = 26,59 A
Esta lnea abastece a derivaciones monofsicas con conductores de seccin mxima 10 mm2 , por lo que se adoptar sta como la seccin para la conduccin trifsica.
La longitud de la lnea es 5 m, por lo que la cada de tensin es: v= 3 0,018 26,59 5 0,8 = 0,328 V 10 77
ANEJO XI
INSTALACIN ELCTRICA
La mxima cada de tensin en las lmparas que dependan del cuadro CA2, incluyendo la lnea trifsica es: V = 3 4,89 + 0,328 = 8,8 V
4.1.4.8.3. Lnea CGA CA3
La potencia total que abastece el cuadro de alumbrado 3 es:
S = 4.356 + 4.608 + 4.500 = 13.464 VA
La intensidad mxima ser: I= 13.464 3 380 0,8 = 25,57 A
Esta lnea abastece a derivaciones monofsicas con conductores de seccin mxima 4 mm2 , pero se adoptar 10 mm2 como la seccin para la conduccin trifsica.
La longitud de la lnea es 44 m, por lo que la cada de tensin es: 3 0,018 25,57 44 0,8 = 2,8 V 10
v=
La mxima cada de tensin en las lmparas que dependan del cuadro CA3, incluyendo la lnea trifsica es: V = 3 3,025 + 2,8 = 8,04 V 4.1.4.8.4. Lnea CGA CA4
La potencia total que abastece el cuadro de alumbrado 4 es: 78
ANEJO XI
INSTALACIN ELCTRICA
S = 4.176 + 5.265 + 4.920 = 14.361 VA
La intensidad mxima ser:
Esta lnea abastece a derivaciones monofsicas con conductores de seccin mxima 10 mm2 , por lo que se adoptar tal seccin para la conduccin trifsica.
La longitud de la lnea es 16 m, por lo que la cada de tensin es: 3 0,018 27,27 16 0,8 = 1,088 V 10
v=
La mxima cada de tensin en las lmparas que dependan del cuadro CA4, incluyendo la lnea trifsica es: V = 3 2,94 + 1,088 = 6,18 V
4.1.4.8.5. Lnea CGA CA5
La potencia total que abastece el cuadro de alumbrado 5 es:
S = 1.620 +1.350 + 1.350 = 4.320 VA
La intensidad mxima ser: I= 4.320 = 8,2 A 3 380 0,8
Esta lnea abastece a derivaciones monofsicas con conductores de seccin mxima 4 mm2 , pero se adoptar una seccin de 6 mm2 para la conduccin trifsica.
79
ANEJO XI
INSTALACIN ELCTRICA
La longitud de la lnea es 65 m, por lo que la cada de tensin es: V= 3 0,018 8,2 65 0,8 = 2,21 V 6
La mxima cada de tensin en las lmparas que dependan del cuadro CA5, incluyendo la lnea trifsica es: V = 3 3,7 + 2,21 = 8,62 V 4.1.4.9. Resumen de los conductores de la instalacin de alumbrado
Tabla 4. Lneas monofsicas desde los cuadros de alumbrado hasta las lmparas. Cuadro de alumbrado Lnea de alumbrado A1.1 CA1 A1.2 A1.3 A2.1 CA2 A2.2 A2.3 A3.1 CA3 A3.2 A3.3 A4.1 CA4 A4.2 A4.3 A5.1 CA5 A5.2 A5.3 Fase R S T R S T R S T R S T R S T Seccin (mm2 ) 2,5 2,5 4 6 4 10 2,5 2,5 4 2,5 6 10 2,5 4 2,5 80
ANEJO XI
INSTALACIN ELCTRICA
Tabla 5. Lneas trifsicas desde el CGA hasta cada cuadro de alumbrado. Lnea de Alumbrado Seccin (mm2) CGA CA1 CGA CA2 CGA CA3 CGA CA4 CGA CA5 4x4 4 x 10 4 x 10 4 x 10 4x6
4.2. INSTALACIN DE FUERZA MOTRIZ FIJA
4.2.1. Relacin de equipos
La distribucin de la red de fuerza motriz fija se realiza tendiendo lneas desde el Cuadro General de Motores hasta cada uno de los cuadros de control de motores que se ubiquen en la fbrica. De stos ltimos saldr un cableado hacia los diferentes equipos.
El sistema de arranque de los motores se realizar teniendo en cuenta la Instruccin MI BT 034 que recomienda la utilizacin de dispositivos de arranque para evitar puntas de intensidad. En consecuencia, se dispondrn dispositivos de arranque estrella tringulo en motores de potencia superior a 6,2 CV. El arranque de motores de menor potencia se har de forma directa.
Sin embargo en el presente proyecto, la mayora de los equipos ubicados se consideran como mquinas, que poseen sistemas de proteccin y de arranque interiores, por lo que, a efectos de clculo, no habr sistemas de arranque diferentes del directo.
81
ANEJO XI
INSTALACIN ELCTRICA
Se considera un factor de potencia de los motores igual a 0,8.
A continuacin se exponen en la tabla 6 los motores a instalar y la potencia que demandan cada uno de ellos, adems de indicar el equipo al que pertenece, el cuadro de motores que lo alimenta y el tipo de arranque.
Tabla 6. Motores de la instalacin elctrica. NMERO CUADRO 1 2 3 4 5 6 7 8 9 2 2 2 2 2 2 2 2 2 EQUIPO Torre de recuperacin Bomba de agua Compresor Evaporador Evaporador Puerta automtica Cinta vertical elevadora (alimenta a la peladora) Peladora Correa de inspeccin (tras pelado) Cinta vertical elevadora (alimenta a la cortadora) 11 12 13 14 15 16 2 2 1 1 1 1 Cortadora Mesa vibradora (tras cortado) Escaldador Cinta transportadora (tras escaldado) Equipo secador Cinta transportadora (alimenta a la freidora) 82 3 1 D D 5 3 3,5 1 D D D D 4 1 D D POTENCIA (C.V.) 0,5 0,5 12,5 1 1 2,5 2 D D E/T D D D D ARRANQUE
10
ANEJO XI
INSTALACIN ELCTRICA
17 18 19 20 21 22 23 24 25
1 1 1 1 1 1 1 3 3
Freidora Cinta de inspeccin (antes de salado) Salado Pesadora envasadora Formadora de cajas Paletizadora Enfardadora Calentador elctrico de gasoil Bomba de evacuacin del vapor Bomba de condensado desde el escaldador al colector Bomba de agua desde el
7,5 1 4,5 8,85 1 3 1 2,1 5
E/T D D E/T D D D D D
26
27
equipo de tratamiento de agua al alimentador de agua de la caldera
28
Bomba de aspiracin del gasoil a los tanques nodriza Bomba de aspiracin de
4,1
29
gasoil desde el tanque nodriza a la caldera Bomba de aspiracin de
30
gasoil desde el tanque nodriza a la freidora
31 32 33
3 3 3
Desgasificador Desmineralizador Descarbonatador
2 2 2,5
D D D
83
ANEJO XI
INSTALACIN ELCTRICA
4.2.2. Consideraciones generales de clculo
Como se realiz para las lneas de alumbrado, el clculo de las secciones de los conductores se realiza en base a la intensidad mxima admisible, segn las Instrucciones MI BT 004, MI BT 007 y MI BT 017, haciendo adems la comprobacin de que la cada de tensin desde el origen en el CGM no supere el 5% de la tensin nominal (5% de 380 V = 19 V).
El tipo de conductor a emplear es el de cobre aislado con policloruro de vinilo, de 1.000 V de tensin nominal de aislamiento, colocado en tubos protectores o sobre bandejas perforadas.
La intensidad que absorbe cada motor se obtiene por la expresin: P 3 V cos
I= siendo:
P: Potencia del motor (W). V: Tensin nominal (380 V). cos : Factor de potencia (0,8 para motores).
Por su parte, la cada de tensin de las lneas de distribucin y derivacin hacia los motores de arranque directo se obtiene en base a: V= siendo: : Resistividad del cobre (0,018 mm2 /m). I: Intensidad que absorbe cada motor. L: Longitud del tramo entre el CCM y el motor (m). s: Seccin (mm2 ). 84 3 I L cos s
ANEJO XI
INSTALACIN ELCTRICA
4.2.3. Dimensionamiento de los conductores
Siguiendo las consideraciones expuestas para el clculo de las secciones de los conductores, as como para obtener la mxima cada de tensin en cada equipo, se obtienen los resultados que aparecen tabulados en las tablas 7, 8 y 9.
Tabla 7. Cuadro control de motores 1 (CCM1). N MOTOR 13 14 15 16 17 18 19 20 21 22 23 26 30 LNEA M13 M14 M15 M16 M17 M18 M19 M20 M21 M22 M23 M26 M30 P (C.V.) 3,5 1 3 1 7,5 1 4,5 8,85 1 3 1 5 1 I (A) 4,9 1,4 4,2 1,4 10,5 1,4 6,3 12,39 1,4 4,2 1,4 7 1,4 s (mm 2) 2,5 1,5 2,5 1,5 6 1,5 4 6 1,5 2,5 1,5 4 1,5 L (m) 14 9,7 8,9 7,8 4,2 6,2 8,2 12,8 17,2 20,8 23,6 14,5 8,7 v (V) 0,68 0,23 0,37 0,18 0,18 0,14 0,32 0,66 0,4 0,87 0,55 0,63 0,2
85
ANEJO XI
INSTALACIN ELCTRICA
Tabla 8. Cuadro control de motores 2 (CCM2). N MOTOR 1 2 3 4 5 6 7 8 9 10 11 12 LNEA M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 P (C.V.) I (A) 0,5 0,5 12,5 1 1 2,5 2 4 1 2 5 3 0,7 0,7 17,5 1,4 1,4 3,5 2,8 5,6 1,4 2,8 7 4,2 s (mm 2) 1,5 1,5 6 1,5 1,5 2,5 2,5 4 1,5 2,5 4 4 L (m) 10,4 8,7 3,1 7,5 2,4 7,6 11,6 10,3 9 7,8 6,6 8,1 v (V) 0,12 0,1 0,22 0,17 0,05 0,26 0,32 0,36 0,2 0,22 0,29 0,21
Tabla 9. Cuadro control de motores 3 (CCM3). N MOTOR 24 25 27 28 29 31 32 33 LNEA M24 M25 M27 M28 M29 M31 M32 M33 P (W) 2,1 5 2 4,1 1 2 2 2,5 I (A) 2,94 7 2,8 5,74 1,4 2,8 2,8 3,5 s (mm 2) 2,5 4 2,5 4 1,5 2,5 2,5 2,5 L (m) 17,8 20,2 8,5 11,5 14,7 7,3 6,3 5,3 v (V) 0,52 0,88 0,24 0,41 0,34 0,2 0,17 0,18
86
ANEJO XI
INSTALACIN ELCTRICA
4.2.4. Lneas de enlace de los cuadros de control de motores con el CGM
Para los conductores que alimentan a cada cuadro de control de motores, la intensidad de clculo se obtendr a partir de la potencia total que tal cuadro suministra.
En base a ello, se calcularn las secciones de tales conductores que conectan el CGM con los diferentes cuadros de control de motores, siendo los resultados los contenidos en tabla 10.
Tabla 10. Secciones y cadas de tensin en las lneas de unin de CGM con los diferentes CCM. Lnea CGM-CCM1 CGM-CCM2 CGM-CCM3 I (A) 57,72 48,16 28,9 s (mm 2) 16 10 10 L (m) 44 29 21 v (V) 3,96 3,48 1,51
La mxima cada de tensin desde el CGM hasta el motor receptor se produce en la lnea CGM CCM1 M22, con un valor de:
v = 3,96 + 0,87 = 4,83 V
4.3. INSTALACIN DE TOMA DE FUERZA
4.3.1. Necesidades de tomas de fuerza
Se dispondrn una serie de tomas de fuerza distribuidas en toda la nave, para prevenir una casual conexin de equipos no contemplados en la instalacin de fuerza motriz fija, cuya disposicin se puede observar en el Plano de la Instalacin de tomas de fuerza. 87
ANEJO XI
INSTALACIN ELCTRICA
Habrn de colocarse de forma abundante en zonas como taller, laboratorio, aseos y vestuarios, lugares donde se colocarn posteriormente termos elctricos y otros receptores. Tambin se ubicarn en zona de oficinas y sala de la caldera.
La ubicacin de las mismas ha de realizarse en lugares accesibles. Ya que las condiciones son hmedas en muchos locales, las tomas debern presentar el grado de proteccin correspondiente a la cada vertical de gotas de agua, y sus cubiertas y las partes accesibles a los rganos de accionamiento no sern metlicos.
El factor de potencia de los receptores que se conecten a dichas tomas de fuerza se considerar 0,8.
Se utilizarn tomas de corriente monofsicas de 10/16 A de 2.500 W y tomas de corriente trifsica de 16/25 A de 7.000 W.
En la tabla 11 se indica el local que posee tomas de fuerza monofsica o trifsica, cuntas y su potencia total.
Tabla 11. Tomas de fuerza. LOCAL Sala de mquinas Sala de control de la bscula Recepcin de materias primas Zona de elaboracin Almacn de envases y embalajes Almacn de aceite y sal Almacn de producto elaborado Aseos y vestuarios masculinos Monofsicas N 1 1 1 6 1 1 1 3 P (W) 2.500 2.500 2.500 15.000 2.500 2.500 2.500 7.500 Trifsicas N 1 6 P (W) 7.000 42.000 88
ANEJO XI
INSTALACIN ELCTRICA
Aseos y vestuarios femeninos Pasillo vestuarios Sala de la caldera Vestbulo planta baja Taller Pasillo taller Sala del equipo de limpieza Sala de distribucin baja tensin Comedor Sala de descanso Vestbulo planta alta Pasillo planta alta Laboratorio Pasillo oficinas Despacho Despacho Aseo femenino planta alta Aseo masculino planta baja Recepcin Direccin Sala de juntas
3 1 1 2 2 1 2 2 4 2 2 1 4 1 2 2 1 1 1 2 3
7.500 2.500 2.500 5.000 5.000 2.500 5.000 5.000 10.000 5.000 5.000 2.500 10.000 2.500 5.000 5.000 2.500 2.500 2.500 5.000 7.500
1 -
7.000 -
4.3.2. Clculo de la instalacin de tomas de fuerza
4.3.2.1. Consideraciones de clculo
El clculo de las secciones de los conductores se realiza en base a la intensidad mxima admisible, haciendo adems la comprobacin de que la cada de tensin desde el origen de la instalacin no supere el 5% de la tensin nominal (5% de 380V = 19 V). 89
ANEJO XI
INSTALACIN ELCTRICA
El tipo de conductor a emplear es el de cobre aislado con policloruro de vinilo, de 1.000 V de tensin nominal de aislamiento, colocado en tubos protectores.
La intensidad que absorbe cada toma de fuerza monofsica se obtiene por la expresin: I= P V cos
siendo: P: Potencia del receptor (W). V: Tensin nominal (220 V). cos : Factor de potencia (0,8).
Por tanto, para las tomas de fuerza monofsicas de 10/16 A consideradas, la intensidad es: IM = 2.500 = 14,2 A 220 0,8
En cuanto a las tomas de fuerza trifsicas, la expresin con que se obtiene la intensidad es: IT = P 3 V cos
Como la tensin nominal es V = 380 V,
IT =
7.000 = 13,29 A 3 380 0,8
90
ANEJO XI
INSTALACIN ELCTRICA
En cuanto a la cada de tensin en tramos de seccin constante en derivaciones monofsicas, se obtiene segn la expresin: v= siendo: : Resistividad del cobre ( = 0,018 mm2 /m). s: Seccin de cada tramo de conductor (mm2 ). i: Intensidad absorbida por cada receptor (A). L: Longitud del conductor desde el origen al punto donde acta la carga (m). cos : Factor de potencia. Cuando se trate de derivaciones trifsicas: v= 3 cos ii L i s 2 cos ii Li s
4.3.2.2. Cuadro de toma de fuerza 1 (CTF1)
Abastece a 16 tomas de corriente monofsica y 4 tomas de corriente trifsica. Tomas de corriente trifsica (TF1.1 y TF1.2) Las tomas de corriente trifsica se unen con el CTF1 mediante lneas trifsicas (3F + N) de 4 mm2 de seccin.
La mxima cada de tensin producida es: 3 0,018 0,8 13,29 (6,97 + 26,95) = 2,81 V 4
v=
91
ANEJO XI
INSTALACIN ELCTRICA
Tomas de corriente monofsica. Las tomas de corriente se reparten entre las tres fases de modo que queden lo ms equilibradas posible:
TF1.3 (Fase R): 5 tomas monofsicas. TF1.4 (Fase S): 6 tomas monofsicas. TF1.5 (Fase T): 5 tomas monofsicas.
Las fases R y T abastecen ambas a 5 tomas monofsicas, siendo ms desfavorable la fase R, cuyo esquema unifilar se muestra a continuacin:
C I
2,1 m
I I
7,53 m 20,19 m
I
4,28 m
0,77 m
I
4,27 m
O A
Se utilizar una nica seccin de 10 mm2 , siendo la mxima cada de tensin producida: VOB = VOA + VAB 2 0,018 0,8 14,2 (7,53 + 27,72 + 32 3) = 5,36 V 10 2 0,018 0,8 14,2 4,27 = 0,17 10
VOA =
VAB =
92
ANEJO XI
INSTALACIN ELCTRICA
VOB = 5,36 + 0,17 = 5,53 V La cada de tensin compuesta es: VOB = 3 5,53 = 9,57 V La fase S abastece a 6 tomas de fuerza monofsicas, siendo su esquema unifilar:
D
3,72 m
B
4,9 I m 6,25 m
I I
0,75 m
3,31 m 5,4 m
I I I
2,24 m
5,85 m
O A C E
Se utilizar una nica seccin de 16 mm2 , siendo la mxima cada de tensin producida: VOE = VOA + VAC + VCE 2 0,018 0,8 14,2 6,25 6 = 0,9585 V 16
VOA =
VAC =
2 0,018 0,8 14,2 (2,24 + 2,99 4 ) = 0,36 V 16
VCE =
2 0,018 0,8 14,2 (5,4 + 11,25 ) = 0,42 V 16
VOE = 0,9585 + 0,36 + 0,42 = 1,74 V 93
ANEJO XI
INSTALACIN ELCTRICA
La cada de tensin compuesta es: VOB = 3 1,74 = 3,01 V
4.3.2.3. Cuadro de toma de fuerza 2 (CTF2)
Abastece a 13 tomas de corriente monofsica y 4 tomas de corriente trifsica. Tomas de corriente trifsica (TF2.1 y TF2.2). La lnea TF2.1 abastece a 3 tomas de fuerza trifsicas. Se tratar de una lnea trifsica (3F + N) de 6 mm2 de seccin.
La mxima cada de tensin producida es: 3 0,018 0,8 13,29 (4,29 + 29,94 + 54,74) = 4,92 V 6
v=
La lnea TF2.2 abastece a 1 toma de fuerza monofsica. Su seccin ser de 2,5 mm2 , y la mxima cada de tensin producida:
v=
3 0,018 0,8 13,29 9,05 = 1,2 V 2,5
Tomas de corriente monofsica. Las tomas de corriente se reparten entre las tres fases de modo que queden lo ms equilibradas posible:
94
ANEJO XI
INSTALACIN ELCTRICA
TF2.3 (Fase R): 4 tomas monofsicas. TF2.4 (Fase S): 5 tomas monofsicas. TF2.5 (Fase T): 4 tomas monofsicas.
El esquema unifilar de la lnea TF2.4, que abastece a 5 tomas de fuerza monofsicas es:
I
3,73 m 13,65 m
I
12,21 m
I
11,12 m
I
4,96 m
O A
Se utilizar una nica seccin de 10 mm2 , siendo la mxima cada de tensin producida: v OA = 2 0,018 0,8 14,20 (3,73 + 17,38 + 29,59 + 40,71 + 45,67) = 5,6 V 10
La cada de tensin compuesta es: VOC = 3 5,6 = 9,7 V Las fases R y T abastecen ambas a 4 tomas de fuerza monofsicas. La ms desfavorable de ellas es la fase T, cuyo esquema unifilar se muestra a continuacin:
I
14,82 m 2,35 m
I
4,5 m
I
2,35 m
Se utilizar una nica seccin de 6 mm2 , siendo la mxima cada de tensin producida:
95
ANEJO XI
INSTALACIN ELCTRICA
v OA =
2 0,018 0,8 14,20 (14,82 + 17,17 + 21,67 + 24,02) = 5,29 V 6
La cada de tensin compuesta es: VOA = 3 5,29 = 9,17 V 4.3.2.4. Cuadro de toma de fuerza 3 (CTF3)
Abastece a 13 tomas de corriente monofsica. Tomas de corriente monofsica. Las tomas de corriente se reparten entre las tres fases de modo que queden lo ms equilibradas posible.
TF3.1 (Fase R): 5 tomas monofsicas. TF3.2 (Fase S): 4 toma monofsicas. TF3.3 (Fase T): 4 toma monofsicas.
Las fases S y T abastecen a 4 tomas de fuerza monofsica, siendo la fase T ms desfavorable que la S.
El esquema unifilar de la lnea se realiza para la fase ms desfavorable (Fase T).
I
7,6 m 6,2 m
I
4,5 m
I
5,2 m
1,5 m
96
ANEJO XI
INSTALACIN ELCTRICA
Se utilizar una nica seccin de 6 mm2 , siendo la mxima cada de tensin producida:
VOC = VOA + VAC v OA = 2 0,018 0,8 14,20 (7,6 + 13,8 3) = 3,33 V 6 2 0,018 0,8 14,20 (1,5 + 6,7 ) = 0,56 V 6 VOC = 3,33 + 0,56 = 3,88 V La cada de tensin compuesta es: VOA = 3 3,88 = 6,73 V La lnea TF3.1 abastece a 5 tomas de fuerza monofsicas, siendo su esquema unifilar:
B I I
8,64 m
v AC =
0,65 m
I
1,06 m
I
2,83 m
1,65 m
2,17 m
O A
Se utilizar una seccin de 10 mm2 , siendo la mxima cada de tensin producida: 2 0,018 0,8 14,2 (1,65 5 ) = 0,34V 10
VOA =
97
ANEJO XI
INSTALACIN ELCTRICA
VAC =
2 0,018 0,8 14,2 (2,17 + 10,81 + 11,87 + 14,7 ) = 1,61 V 10 VOC = 0,34 + 1,61 = 1,95 V
La cada de tensin compuesta es: VOA = 3 1,95 = 3,37 V 4.3.2.5. Cuadro de toma de fuerza 4 (CTF4)
Abastece a 13 tomas de corriente monofsica. Tomas de corriente monofsica. Las tomas de corriente se reparten entre las tres fases de modo que queden lo ms equilibradas posible.
TF4.1 (Fase R): 4 tomas monofsicas. TF4.2 (Fase S): 4 toma monofsicas. TF4.3 (Fase T): 5 toma monofsicas.
El esquema unifilar de la lnea TF4.3 es:
I
8,02 m 5,74 m
I
5,73 m
I
2,56 m
I
2,06 m
I A
Se utilizar una nica seccin de 10 mm2 , siendo la cada de tensin producida: 2 0,018 0,8 14,20 (8,02 + 13,76 + 19,49 + 22,05 + 24,11) = 3,575 V 10 98
v OA =
ANEJO XI
INSTALACIN ELCTRICA
La cada de tensin compuesta es: VOA = 3 3,575 = 6,19 V Las fases R y S abastecen ambas a 4 tomas de fuerza monofsicas, representndose a continuacin el esquema unifilar de la fase ms desfavorable (fase S):
B
4,77 m 13,45 m 1,64 m
I I
3,31 m
I
4,48 m
O A
Se utilizar una seccin de 6 mm2 , siendo la mxima cada de tensin producida: 2 0,018 0,8 14,2 (13,45 4) = 3,67 V 6 2 0,018 0,8 14,2 (1,64 + 4,95 + 9,43 ) = 1,09 V 6 VOC = 3,67 + 1,09 = 4,76 V La cada de tensin compuesta es:
VOA =
VAC =
VOA = 3 4,76 = 8,24 V
99
ANEJO XI
INSTALACIN ELCTRICA
4.3.2.6. Reparto de cargas
El reparto de cargas que se ha efectuado para conseguir un equilibrio entre fases se recoge en la tabla 12.
Tabla 12. Reparto de la potencia S en fases. CUADRO DE TOMA DE FUERZA CTF1 CTF2 CTF3 CTF4 Total Fase R 12.500 10.000 12.500 10.000 45.000 POTENCIA S (VA) Fase S 15.000 12.500 10.000 10.000 47.500 Fase T 12.500 10.000 10.000 12.500 45.000
4.3.2.7. Lneas de enlace del Cuadro General de Toma de Fuerza con los cuadros de toma de fuerza
Para la conexin del Cuadro General de Toma de Fuerza con los distintos cuadros de toma de fuerza se emplearn lneas trifsicas de cuatro cables (3F + N).
El clculo de la seccin de los conductores se realizar a partir de la intensidad total que alimenta el cuadro de toma de fuerza en cuestin. Se comprobar que dicha intensidad sea inferior a la mxima admisible.
100
ANEJO XI
INSTALACIN ELCTRICA
La cada de tensin en una lnea trifsica se obtiene de la expresin: v= 3 I L cos s
4.3.2.7.1. Lnea CGTF CTF1
La potencia que alimenta el CTF1 es:
P = 16 x 2.500 + 4 x 7.000 = 68.000 W
La intensidad mxima ser: I= 68.000 = 129,15 A 3 380 0,8
Se adoptar como la seccin para la conduccin s = 50 mm2 . La longitud de la lnea es 5,3 m, por lo que la cada de tensin es:
v=
3 0,018 129,15 5,3 0,8 = 0,34 V 50
La mxima cada de tensin en los receptores que dependan del cuadro CTF1, incluyendo la lnea trifsica es:
V = 9,57 + 0,34 = 9,91 V
4.3.2.7.2. Lnea CGTF CTF2
La potencia que alimenta el CTF2 es:
P = 13 x 2.500 + 4 x 7.000 = 60.500 W 101
ANEJO XI
INSTALACIN ELCTRICA
La intensidad mxima ser: I= 60.500 = 114,9 A 3 380 0,8
Se adoptar como la seccin para la conduccin s = 50 mm2 . La longitud de la lnea es 55 m, por lo que la cada de tensin es: v= 3 0,018 114,9 55 0,8 = 3,15 V 50
La mxima cada de tensin en los receptores que dependan del cuadro CTF2, incluyendo la lnea trifsica es:
V = 9,7 + 3,15 = 12,8 V
4.3.2.7.3. Lnea CGTF CTF3
El CTF3 alimenta a la siguiente demanda de potencia:
P = 13 x 2.500 = 32.500 W
La intensidad mxima ser: I= 32.500 = 61,72 A 3 380 0,8
Se adoptar como la seccin para la conduccin s = 16 mm2 . La longitud de la lnea es 41,7 m, por lo que la cada de tensin es: v= 3 0,018 61,72 41,7 0,8 = 4,01 V 16 102
ANEJO XI
INSTALACIN ELCTRICA
La mxima cada de tensin en los receptores que dependan del cuadro CTF3, incluyendo la lnea trifsica es:
V = 6,73 + 4,01 = 10,74 V
4.3.2.7.4. Lnea CGTF CTF4
El CTF4 abastece a una demanda de potencia:
P = 13 x 2.500 = 32.500 W
La intensidad mxima ser: I= 32.500 = 61,72 A 3 380 0,8
Se adoptar como la seccin para la conduccin s = 16 mm2 . La longitud de la lnea es 22,1 m, por lo que la cada de tensin es:
v=
3 0,018 61,72 22,1 0,8 = 2,12 V 16
La mxima cada de tensin en los receptores que dependan del cuadro CTF4, incluyendo la lnea trifsica es:
V = 8,24 + 2,12 = 10,36 V
103
ANEJO XI
INSTALACIN ELCTRICA
4.3.2.8. Resumen de los conductores.
En las tablas 13, 14 y 15 se recogen las secciones de los conductores de la instalacin de toma de fuerza.
Tabla 13. Lneas de CGTF a cada cuadro de toma de fuerza. LNEA DE TOMA DE FUERZA SECCIN (mm2 ) CGTF- CTF1 CGTF- CTF2 CGTF- CTF3 CGTF- CTF4 3,5 x 50 3,5 x 50 3,5 x 16 3,5 x 16
Tabla 14. Lneas de cuadros de toma de fuerza a cada toma de fuerza trifsica. LNEA DE TOMA DE FUERZA SECCIN (mm2 ) CTF1- TF1.1 CTF1- TF1.2 CTF2- TF2.1 CTF2- TF2.2 4x4 4x4 4x6 4 x 2,5
104
ANEJO XI
INSTALACIN ELCTRICA
Tabla 15. Lneas desde los cuadros de toma de fuerza hasta las derivaciones. CUADRO DE TOMA DE LNEA DE TOMA DE SECCIN FASE FUERZA FUERZA (mm2 ) TF1.3 R 2 x 10 CTF1 TF1.4 TF1.5 TF2.3 CTF2 TF2.4 TF2.5 TF3.1 CTF3 TF3.2 TF3.3 TF4.1 CTF4 TF4.2 TF4.3 S T R S T R S T R S T 2 x 16 2 x 10 2x6 2 x 10 2x6 2 x 10 2x6 2x6 2x6 2x6 2 x 10
105
ANEJO XI
INSTALACIN ELCTRICA
4.4. LNEAS DE ENLACE DEL CUADRO DE DISTRIBUCIN DEL CENTRO DE TRANSFORMACIN CON LOS CUADROS GENERALES DE LA SALA DE BT
La unin de los tres cuadros generales con el cuadro de distribucin situado en el centro de transformacin se realizar por medio de lneas subterrneas.
Para el clculo de la seccin de estos conductores subterrneos, se determina la potencia que soporta cada cuadro, as como la cada de tensin para toda la instalacin.
4.4.1. Lnea Cuadro de Distribucin Cuadro General de Alumbrado
La potencia total que abastece el cuadro general de alumbrado es:
S = 18.914 + 20.075 + 18.480 = 57.469 VA
Para la instalacin de alumbrado se puede considerar un coeficiente de simultaneidad igual a 0,9, por lo que:
S = 0,9 x 57.469 = 51.722,1 VA
La intensidad que circula ser: S 3 V cos 51.722,1 3 380 0,8
I=
= 98,23 A
La seccin adoptada para esta lnea ser s = 25 mm2 Conductor: (3x1x25 + 1x16) mm2 La longitud de la lnea es de 20 m, por lo que la cada de tensin ser:
106
ANEJO XI
INSTALACIN ELCTRICA
v=
3 0,018 98,23 20 0,8 = 1,96 V 25
4.4.2. Lnea Cuadro de distribucin Cuadro General de Motores.
La potencia total que abastece el cuadro general de motores es igual a la suma de las potencias individuales de cada uno de ellos.
P = 96,55 CV = 70.965 W
Para la instalacin de fuerza motriz fija se puede considerar un coeficiente de simultaneidad igual a 1, es decir, simultaneidad total, ya que se trata de un proceso continuo.
S = 1 x 70.965 = 70.965 VA
La intensidad que circula ser: I= S = 3 V cos 70.965 = 135,17 A 3 380 0,8
La seccin adoptada para esta lnea ser s = 50 mm2 Conductor: (3x1x50 + 1x25) mm2
La longitud de la lnea es de 20 m, por lo que la cada de tensin ser: 3 0,018 135,17 20 0,8 = 1,35 V 50
v=
107
ANEJO XI
INSTALACIN ELCTRICA
4.4.3. Lnea Cuadro de distribucin Cuadro General de Toma de Fuerza.
Para poder determinar el valor de la potencia total S, se consideran por separado tomas de fuerza monofsicas y trifsicas. Tomas de fuerza trifsica. Hay 8 tomas de fuerza trifsica de 7.000 W cada una, haciendo un total de:
P = 8 x 7.000 = 56.000 W
Se puede considerar un coeficiente de simultaneidad igual a 0,5, por lo que:
P = 0,5 x 56.000 = 28.000 W Tomas de fuerza monofsica. Hay 55 tomas de fuerza monofsica de 2.500 W cada una, haciendo un total de:
P = 55 x 2.500 = 137.500W
Se puede considerar un coeficiente de simultaneidad igual a 0,75, por lo que:
P = 0,75 x 137.500 = 103.125 W
La potencia total que soporta el CGTF es la suma de la potencia total soportada por las tomas de fuerza monofsicas y trifsicas:
Pt = 28.000 + 103.125 = 131.125 W 108
ANEJO XI
INSTALACIN ELCTRICA
Si se considera un factor de potencia para los receptores de las tomas de fuerza igual a 0,8:
La intensidad que circula ser: I= S = 3 V cos 131.125 = 249,03 A 3 380 0,8
La seccin adoptada para esta lnea ser s = 95 mm2 Conductor: (3x1x95 + 1x70) mm2
La longitud de la lnea es de 20 m, por lo que la cada de tensin ser: v= 3 0,018 249,03 20 0,8 = 1,3 V 95
4.4.4. Comprobacin de la cada de tensin.
Conocidas ya las secciones de los conductores que componen todas las lneas de la instalacin, se ha de comprobar si la cada de tensin cumple las limitaciones de la MI BT 017.
4.4.4.1. Cada de tensin en la instalacin de alumbrado.
La mxima cada de tensin se produce desde el Cuadro de Distribucin del Centro de Transformacin hasta la lnea A2.2 del cuadro de alumbrado 2.
V = VCD CGA + V CGA CA2 + VCA2 A2.2 V = 1,96 + 0,328 + 3 4,89 = 10,76 V < 11,4 V
109
ANEJO XI
INSTALACIN ELCTRICA
Como se aprecia, la cada de tensin en la lnea de alumbrado es inferior al 3% del valor de tensin nominal, por lo que el dimensionamiento se acepta.
4.4.4.2. Cada de tensin en la instalacin de fuerza motriz fija
La mxima cada de tensin se produce desde el Cuadro de Distribucin del Centro de Transformacin hasta el motor receptor M22 del CCM1.
v = vCD CGM + v CGM CCM1 + vCCM1 M22 v = 1,35 + 3,96 + 0,87 = 6,18 V < 19 V La cada de tensin en la lnea de alumbrado es inferior al 5% del valor de tensin nominal, por lo que el dimensionamiento se acepta.
4.4.4.3. Cada de tensin en la instalacin de tomas de fuerza.
La mxima cada de tensin se produce desde el Cuadro de Distribucin del Centro de Transformacin hasta la lnea monofsica TF2.4 que depende del CTF2.
v = vCD CGTF + v CGTF CTF2 + vCTF2 TF2.4 v = 1,3 + 3,15 + 3 5,6 = 14,15 V < 19 V La cada de tensin en la lnea de alumbrado es inferior al 5% del valor de tensin nominal, por lo que el dimensionamiento se acepta.
110
ANEJO XI
INSTALACIN ELCTRICA
5. CORRECCIN DEL FACTOR DE POTENCIA
En el Cuadro de Distribucin de BT se ubica un equipo de correccin del factor de potencia, consiguindose con l una compensacin global de la potencia reactiva.
La regulacin se efecta en base a un factor de potencia inicial de valor 0,8, el cual se corregir hasta 1. Potencia total = 70.964,25 + 51.722,1 + 131.125 = 253.811,35 W 254 kW Qr inicial = 254 x tg i = 190,5 kVAr Qr final = 254 x tg f = 0 kVAr
La potencia a compensar por parte de la batera de condensadores valdr 190,5 kVAr. La capacidad global de la batera de condensadores conectados en estrella valdr:
C=
P (tg1 tg 2 ) = 4,2 F V2
Se dispondr un equipo de condensadores con las siguientes caractersticas:
Potencia nominal: 200 KVAr N Escalones del regulador: 12 Composicin: 2x25 + 3x50 (n esc x pot. Esc) Potencia mnima del salto: 25 KVAr N Acometidas: 1 Dimensiones: 1.290 x 610 x 350 mm
111
ANEJO XI
INSTALACIN ELCTRICA
El equipo para la correccin automtica del factor de potencia est compuesto por:
Condensadores ESTA, serie PhMKP, en ejecucin tubular, con dispositivo de desconexin por sobrepresin interna, que garantiza la proteccin total de la unidad, dielctrico de film de polipropileno metalizado de bajas prdidas (menos de 0,25 W/KVAr) y autocurable.
Regulador electrnico Dr. Masing tipo MH, con microprocesador, conexin circular de escalones, medidor digital de coseno de PHI, medida de la corriente de secundario del T.I., alarma por falta de compensacin, retardo de conexin programable, etc...
Contactores previstos para maniobra de condensadores, capaces de resistir elevadas puntas de conexin. Base de fusibles tipo Neozed para proteccin por escaln con fusibles Icc = 50 kA. Montado en armario de chapa de acero, debidamente tratada y acabado con pintura epoxi color gris claro RAL-7032 texturizado. Montaje sobre suelo.
Se calcula a continuacin la seccin del conductor que une el cuadro de distribucin de baja tensin con el equipo de correccin del factor de potencia:
La potencia nominal de la batera de condensadores es de 200 KVAr, luego la intensidad mxima que pasar por el conductor es:
I=
S = 3 V cos
200.000 = 303 A 3 380 1
Se utilizar una seccin de 120 mm2 , siendo el conductor: Cu (3x120 + 1x70) mm2 .
112
ANEJO XI
INSTALACIN ELCTRICA
La cada de tensin desde el cuadro de distribucin de baja tensin del centro de transformacin hasta el equipo de correccin del factor de potencia:
V=
3 I L cos 3 0,018 303 2 1 = = 0,16 V s 120
6. CENTRO DE TRANSFORMACIN
6.1. INTRODUCCIN
En este apartado se especificarn las condiciones tcnicas, de ejecucin y econmicas de un centro de transformacin de caractersticas normalizadas cuyo fin es suministrar energa elctrica en baja tensin.
6.1.1. Reglamentacin y disposiciones oficiales.
Para la elaboracin del proyecto se ha tenido en cuenta la siguiente normativa:
Reglamento sobre las Condiciones Tcnicas y Garantas de Seguridad en Centrales Elctricas, Subestaciones y Centros de Transformacin e Instrucciones Tcnicas Complementarias.
Reglamento Electrotcnico de Baja Tensin e Instrucciones Tcnicas Complementarias. Reglamento de Verificaciones Elctricas y Regularidad en el Suministro de Energa Elctrica. Normas UNE y Recomendaciones UNESA que sean de aplicacin. Normas particulares de IBERDROLA. Condiciones impuestas por las entidades pblicas afectadas. 113
ANEJO XI
INSTALACIN ELCTRICA
6.2. CARACTERSTICAS GENERALES CENTRO DE TRANSFORMACIN
El centro de transformacin objeto del presente proyecto ser de tipo interior, empleando para su aparellaje celdas prefabricadas bajo envolvente metlica segn norma UNE-20.099.
La acometida al mismo ser subterrnea, se alimentar en punta de la red de Media Tensin, y el suministro de energa se efectuar a una tensin de servicio de 20 kV y una frecuencia de 50 Hz, siendo la Compaa Elctrica suministradora IBERDROLA.
6.2.1. Caractersticas celdas SM6.
Las celdas a emplear sern de la serie SM6 de Merlin Gerin, celdas modulares de aislamiento en aire equipadas de aparellaje fijo que utiliza el hexafluoruro de azufre como elemento de corte y extincin de arco.
Respondern en su concepcin y fabricacin a la definicin de aparamenta bajo envolvente metlica compartimentada de acuerdo con la norma UNE 20099.
Los compartimentos diferenciados sern los siguientes:
a) Compartimento de aparellaje. b) Compartimento del juego de barras. c) Compartimento de conexin de cables. d) Compartimento de mando. e) Compartimento de control.
114
ANEJO XI
INSTALACIN ELCTRICA
6.3. PROGRAMA DE NECESIDADES Y POTENCIA INSTALADA EN kVA.
Partiendo de las necesidades de energa elctrica y teniendo en cuenta la simultaneidad, se determina la potencia que ha de proporcionar el centro de transformacin.
Las demandas de potencia son:
Alumbrado: Fuerza motriz fija: Tomas de fuerza:
57.469 VA 70.964,25 VA 56.000 + 137.500 = 193.500 VA
Aplicando coeficientes de simultaneidad:
Alumbrado (90 %):
57.469 x 0,9 = 51.722,1 VA
Fuerza motriz fija (100 %): 70.964,25 VA Tomas de fuerza (50 % para TF trifsicas y 75 % para monofsicas): 56.000 x 0,5 + 137.500 x 0,75 = 131.125 VA
Total: 253.812 VA
Para satisfacer la potencia demandada por la industria se optar por un transformador de 400 kVA.
115
ANEJO XI
INSTALACIN ELCTRICA
6.4. DESCRIPCIN DE LA INSTALACIN
6.4.1. Obra Civil
6.4.1.1. Local
El Centro estar ubicado en una caseta independiente destinada nicamente a esta finalidad.
La caseta ser de construccin prefabricada de hormign tipo EHC-4T1D con una puerta peatonal de Merlin Gerin, de dimensiones 4.830 x 2.500 y altura til 2.535 mm., cuyas caractersticas se describen en el siguiente apartado.
El acceso al C.T. estar restringido al personal de la Compaa Elctrica suministradora y al personal de mantenimiento especialmente autorizado. Se dispondr de una puerta peatonal cuyo sistema de cierre permitir el acceso a ambos tipos de personal, teniendo en cuenta que el primero lo har con la llave normalizada por la Compaa Elctrica.
6.4.1.2. Caractersticas del local
Se tratar de una construccin prefabricada de hormign COMPACTO modelo EHC de Merlin Gerin, cuyas caractersticas ms destacadas sern:
Compacidad: Esta serie de prefabricados se montarn enteramente en fbrica. Realizar el montaje en la propia fbrica supondr obtener:
116
ANEJO XI
INSTALACIN ELCTRICA
- calidad en origen, - reduccin del tiempo de instalacin, - posibilidad de posteriores traslados.
Facilidad de instalacin: La innecesaria cimentacin y el montaje en fbrica permitirn asegurar una cmoda y fcil instalacin.
Material: El material empleado en la fabricacin de las piezas (bases, paredes y techos) es hormign armado. Con la justa dosificacin y el vibrado adecuado se conseguirn unas caractersticas ptimas de resistencia caracterstica (superior a 25 N/mm a los 28 das de su fabricacin) y una perfecta impermeabilizacin.
Equipotencialidad: La propia armadura de mallazo electrosoldado garantizar la perfecta equipotencialidad de todo el prefabricado. Como se indica en la RU 1303A, las puertas y rejillas de ventilacin no estarn conectadas al sistema de equipotencial. Entre la armadura equipotencial, embebida en el hormign, y las puertas y rejillas existir una resistencia elctrica superior a 10.000 ohmnios (RU 1303A). Ningn elemento metlico unido al sistema equipotencial ser accesible desde el exterior.
Impermeabilidad: Los techos estarn diseados de tal forma que se impidan las filtraciones y la acumulacin de agua sobre stos, desaguando directamente al exterior desde su permetro.
Grados de proteccin: Sern conformes a la UNE 20324/89 de tal forma que la parte exterior del edificio prefabricado ser de IP239, excepto las rejillas de ventilacin donde el grado de proteccin ser de IP339.
117
ANEJO XI
INSTALACIN ELCTRICA
Los componentes principales que formarn el edificio prefabricado son los que se indican a continuacin:
Envolvente:
La envolvente (base, paredes y techos) de hormign armado se fabricar de tal manera que se cargar sobre camin como un solo bloque en la fbrica.
La envolvente estar diseada de tal forma que se garantizar una total impermeabilidad y equipotencialidad del conjunto, as como una elevada resistencia mecnica.
En la base de la envolvente irn dispuestos, tanto en el lateral como en la solera, los orificios para la entrada de cables de Alta y Baja Tensin. Estos orificios son partes debilitadas del hormign que se debern romper (desde el interior del prefabricado) para realizar la acometida de cables.
Suelos:
Estarn constituidos por elementos planos prefabricados de hormign armado apoyados en un extremo sobre unos soportes metlicos en forma de U, los cuales constituirn los huecos que permitirn la conexin de cables en las celdas. Los huecos que no queden cubiertos por las celdas o cuadros elctricos se taparn con unas placas fabricadas para tal efecto. En la parte frontal se dispondrn unas placas de peso reducido que permitirn el acceso de personas a la parte inferior del prefabricado a fin de facilitar las operaciones de conexin de los cables.
118
ANEJO XI
INSTALACIN ELCTRICA
Cuba de recogida de aceite:
La cuba de recogida de aceite se integrar en el propio diseo del hormign. Tendr una capacidad de 760 litros, estando as diseada para recoger en su interior todo el aceite del transformador sin que ste se derrame por la base.
En la parte superior ir dispuesta una bandeja apagafuegos de acero galvanizado perforada y cubierta por grava.
Puertas y rejillas de ventilacin:
Estarn construidas en chapa de acero galvanizado recubierta con pintura epoxi. Esta doble proteccin, galvanizado ms pintura, las har muy resistentes a la corrosin causada por los agentes atmosfricos.
Las puertas estarn abisagradas para que se puedan abatir 180 hacia el exterior, y se podrn mantener en la posicin de 90 con un retenedor metlico.
6.4.2. Instalacin Elctrica
6.4.2.1. Caractersticas de la Red de Alimentacin
La red de alimentacin al centro de transformacin ser de tipo subterrneo a una tensin de 20 kV y 50 Hz de frecuencia.
La potencia de cortocircuito mxima de la red de alimentacin ser de 500 MVA, segn datos proporcionados por la Compaa suministradora.
119
ANEJO XI
INSTALACIN ELCTRICA
6.4.2.2. Caractersticas de la Aparamenta de Alta Tensin.
Caractersticas generales celdas SM6 Tensin asignada: 24 kV. Tensin soportada entre fases, y entre fases y tierra: a frecuencia industrial (50 Hz), 1 minuto: 50 kV ef. a impulso tipo rayo: 125 kV cresta.
Intensidad asignada en funciones de lnea: 400 A. Intensidad asignada en interrup. automat.: 400 A. Intensidad asignada en ruptofusibles.: 200 A. Intensidad nominal admisible de corta duracin: durante un segundo: 16 kA ef. Valor de cresta de la intensidad nominal admisible: 40 kA cresta, es decir, 2,5 veces la intensidad nominal admisible de corta duracin.
Grado de proteccin de la envolvente: IP307 segn UNE 20324-94. Puesta a tierra. El conductor de puesta a tierra estar dispuesto a todo lo largo de las celdas segn UNE 20.099, y estar dimensionado para soportar la intensidad admisible de corta duracin.
Embarrado. El embarrado estar sobredimensionado para soportar sin deformaciones permanentes los esfuerzos dinmicos que en un cortocircuito se puedan presentar y que se detallan en el apartado de clculos.
Celda de remonte
Celda de remonte de cables modelo SM6, tipo SGAME16, de dimensiones: 375 mm. de anchura, 940 mm. de profundidad, 1.600 mm. de altura, y conteniendo:
120
ANEJO XI
INSTALACIN ELCTRICA
Juego de barras interior tripolar In = 400 A. Remonte de barras de 400 A para conexin superior con otra celda. Preparacin para conexin inferior con cable seco unipolar. Embarrado de puesta a tierra.
Celda de proteccin del transformador.
Celda de proteccin con interruptor automtico modelo SM6, tipo SDM1DY16, de dimensiones: 750 mm. de anchura, 1.220 mm. de profundidad, 1.600 mm. de altura, y conteniendo:
Juegos de barras tripolares In = 400 A para conexin con celdas adyacentes. Seccionador en SF6. Interruptor automtico de corte en SF6 (hexafluoruro de azufre) tipo Fluarc SFset, Un = 24 kV, In = 400 A, poder de corte de 16 kA, con bobina de disparo a emisin de tensin.
3 captadores de intensidad modelo CSa 20A para la alimentacin del rel VIP200.
Embarrado de puesta a tierra. Preparada para salida lateral inferior por barrn a derechas.
El disyuntor ir equipado con una unidad de control VIP 200, sin ninguna alimentacin auxiliar, constituida por un rel electrnico y un disparador Mitop instalados en el bloque de mando del disyuntor, y unos transformadores o captadores de intensidad. Sus funciones sern:
Proteccin contra sobrecargas, cortocircuitos y defecto homopolar (2 umbrales): 50-51/50N-51N.
Tipo de curvas: a tiempo constante e inverso. Autovigilancia. 121
ANEJO XI
INSTALACIN ELCTRICA
Reset de los indicadores. Sealizacin de disparo mediante indicador mecnico. Enclavamiento por cerradura tipo E11 impidiendo maniobrar en carga el seccionador de la celda DM1-D e impidiendo acceder a la celda de trafo sin abrir el circuito.
Celda de medida
Celda modelo SM6, tipo SGBCC3316, medida de tensin e intensidad con entrada inferior lateral por barras y salida inferior lateral por cables, de dimensiones: 750 mm de anchura, 1.020 mm. de profundidad, 1.600 mm. de altura, y conteniendo:
Juegos de barras tripolar In = 400 A. 3 Transformadores de intensidad de relacin 15-30/5A, 15VA CL.0.5, Ith = 200In y aislamiento 24kV.
3 Transformadores de tensin, unipolares,
de relacin 22.000:V3/110:V3,
50VA, CL0.5, Ft = 1.9 Un y aislamiento 24kV. Embarrado de puesta a tierra.
Transformador
Ser una mquina trifsica reductora de tensin, siendo la tensin entre fases a la entrada de 20 kV y la tensin a la salida en carga de 380V entre fases y 220V entre fases y neutro.
El transformador a instalar tendr el neutro accesible en baja tensin y refrigeracin natural, marca Merlin Gerin Cevelsa, en bao de aceite mineral.
122
ANEJO XI
INSTALACIN ELCTRICA
La tecnologa empleada ser la de llenado integral a fin de conseguir una mnima degradacin del aceite por oxidacin y absorcin de humedad, as como unas dimensiones reducidas de la mquina y un mantenimiento mnimo.
Sus caractersticas mecnicas y elctricas se ajustarn a la Norma UNE 20138 y a las normas particulares de la compaa suministradora, siendo las siguientes:
- Potencia nominal: - Tensin nominal primaria: - Regulacin en el primario: - Tensin nominal secundaria en vaco: - Tensin de cortocircuito: - Grupo de conexin: - Nivel de aislamiento:
400 kVA. 20.000 V. +/-2,5% +/-5%. 400 V. 4 %. Dyn11.
Tensin de ensayo a onda de choque 1,2/50 s Tensin de ensayo a 50 Hz 1 min
125 kV. 50 kV.
Conexin en el lado de alta tensin
Juego de puentes III de cables AT unipolares de aislamiento seco RHZ1, aislamiento 12/20 kV, de 95 mm2 en Al con sus correspondientes elementos de conexin.
Conexin en el lado de baja tensin
Juego de puentes III de cables BT unipolares de aislamiento seco tipo RV, aislamiento 0.6/1 kV, de 2 x 240mm2 Al para las fases y de 1 x 240mm2 Al para el neutro.
123
ANEJO XI
INSTALACIN ELCTRICA
6.4.2.3. Caractersticas material vario de Alta Tensin
Embarrado general celdas SM6
El embarrado general de las celdas SM6 se construye con tres barras aisladas de cobre dispuestas en paralelo.
Piezas de conexin celdas SM6
La conexin del embarrado se efecta sobre los bornes superiores de la envolvente del interruptor-seccionador con la ayuda de repartidores de campo con tornillos imperdibles integrados de cabeza allen de M8. El par de apriete ser de 2.8 m.da.N.
6.4.3. Medida de la Energa Elctrica
La medida de energa se realizar mediante un cuadro de contadores conectado al secundario de los transformadores de intensidad y de tensin de la celda de medida.
El cuadro de contadores estar formado por un armario de doble aislamiento de HIMEL modelo PL107 /AT-ID de dimensiones 750mm. de alto x 1.000mm de largo y 300mm de fondo, equipado de los siguientes elementos:
- Regleta de verificacin normalizada por la Compaa Suministradora. - Contador de energa activa de simple tarifa CL 1 con emisor de impulsos. - Contador de Energa Reactiva con emisor de impulsos, de simple tarifa, CL 3. - Mdulo electrnico de tarificacin.
124
ANEJO XI
INSTALACIN ELCTRICA
6.4.4. Puesta a Tierra
6.4.4.1. Tierra de Proteccin
Se conectarn a tierra los elementos metlicos de la instalacin que no estn en tensin normalmente, pero que puedan estarlo a causa de averas o circunstancias externas.
Las celdas dispondrn de una pletina de tierra que las interconectar, constituyendo el colector de tierras de proteccin.
6.4.4.2. Tierra de Servicio
Se conectarn a tierra el neutro del transformador y los circuitos de baja tensin de los transformadores del equipo de medida, segn se indica en el apartado de "Clculo de la instalacin de puesta a tierra" del apartado 6.5.
6.4.4.3. Tierras interiores
Las tierras interiores del centro de transformacin tendrn la misin de poner en continuidad elctrica todos los elementos que deban estar conectados a tierra con sus correspondientes tierras exteriores. La tierra interior de proteccin se realizar con cable de 50 mm2 de cobre desnudo formando un anillo. Este cable conectar a tierra los elementos indicados en el apartado 6.4.4.1. e ir sujeto a las paredes mediante bridas de sujecin y conexin, conectando el anillo al final a una caja de seccionamiento con un grado de proteccin IP545.
125
ANEJO XI
INSTALACIN ELCTRICA
La tierra interior de servicio se realizar con cable de 50 mm2 de cobre aislado formando un anillo. Este cable conectar a tierra los elementos indicados en el apartado 6.4.4.2. e ir sujeto a las paredes mediante bridas de sujecin y conexin, conectando el anillo al final a una caja de seccionamiento con un grado de proteccin IP545.
Las cajas de seccionamiento de la tierra de servicio y proteccin estarn separadas por una distancia mnima de 1m.
6.4.5. Instalaciones Secundarias
6.4.5.1. Alumbrado
En el interior del centro de transformacin se instalar un mnimo de dos puntos de luz capaces de proporcionar un nivel de iluminacin suficiente para la comprobacin y maniobra de los elementos del mismo. El nivel medio ser como mnimo de 150 lux.
Los focos luminosos estarn colocados sobre soportes rgidos y dispuestos de tal forma que se mantenga la mxima uniformidad posible en la iluminacin. Adems, se deber poder efectuar la sustitucin de lmparas sin peligro de contacto con otros elementos en tensin.
Se dispondr tambin un punto de luz de emergencia de carcter autnomo que sealizar los accesos al centro de transformacin..
6.4.5.2. Proteccin contra Incendios
De acuerdo con la instruccin MIERAT 14, se dispondr como mnimo de un extintor de eficacia equivalente 89 B.
126
ANEJO XI
INSTALACIN ELCTRICA
6.4.5.3. Ventilacin
La ventilacin del centro de transformacin se realizar de modo natural mediante las rejas de entrada y salida de aire dispuestas para tal efecto, siendo la superficie mnima de la reja de entrada de aire en funcin de la potencia del mismo segn se relaciona.
Estas rejas se construirn de modo que impidan el paso de pequeos animales, la entrada de agua de lluvia y los contactos accidentales con partes en tensin si se introdujeran elementos metlicos por las mismas.
Potencia del transformador: 400 kVA Superficie de la reja mnima: 0,47 m2
Los clculos de seccin de la superficie mnima de la reja se encuentran en el apartado 6.5.6.
6.4.5.4. Medidas de Seguridad
Seguridad en celdas SM6
Las celdas tipo SM6 dispondrn de una serie de enclavamientos funcionales que responden a los definidos por la Norma UNE 20.099, y que sern los siguientes:
Slo ser posible cerrar el interruptor con el seccionador de tierra abierto y con el panel de acceso cerrado.
El cierre del seccionador de puesta a tierra slo ser posible con el interruptor abierto.
La apertura del panel de acceso al compartimento de cables slo ser posible con el seccionador de puesta a tierra cerrado.
127
ANEJO XI
INSTALACIN ELCTRICA
Con el panel delantero retirado, ser posible abrir el seccionador de puesta a tierra para realizar el ensayo de cables, pero no ser posible cerrar el interruptor.
Adems de los enclavamientos funcionales ya definidos, algunas de las distintas funciones se enclavarn entre ellas mediante cerraduras segn se indica en el apartado 4.2.2.
6.5. CLCULOS JUSTIFICATIVOS
6.5.1. Intensidad de alta tensin
En un sistema trifsico, la intensidad primaria Ip viene determinada por la expresin: Ip = S 3U
siendo: S: Potencia del transformador en kVA. U: Tensin compuesta primaria en kV = 20 kV. Ip: Intensidad primaria en Amperios.
Sustituyendo valores, tendremos:
Potencia del transformador: 400 kVA. Ip = 11,55 A.
siendo la intensidad total primaria de 11.55 Amperios.
128
ANEJO XI
INSTALACIN ELCTRICA
6.5.2. Intensidad de baja tensin
En un sistema trifsico la intensidad secundaria Is viene determinada por la expresin: Is = S Wfe Wcu 3U
siendo: S: Potencia del transformador en kVA. Wfe: Prdidas en el hierro. Wcu: Prdidas en los arrollamientos. U: Tensin compuesta en carga del secundario en kilovoltios = 0,38 kV. Is: Intensidad secundaria en Amperios.
Sustituyendo valores, tendremos:
Potencia del transformador = 400 kVA. Is = 599,34 A.
6.5.3. Cortocircuitos
6.5.3.1. Observaciones
Para el clculo de la intensidad de cortocircuito se determina una potencia de cortocircuito de 500 MVA en la red de distribucin, dato proporcionado por la Compaa suministradora.
129
ANEJO XI
INSTALACIN ELCTRICA
6.5.3.2. Clculo de las Corrientes de Cortocircuito
Para la realizacin del clculo de las corrientes de cortocircuito utilizaremos las expresiones:
Intensidad primaria para cortocircuito en el lado de alta tensin:
I ccp =
Scc 3 U
siendo: Scc: Potencia de cortocircuito de la red en MVA. U: Tensin primaria en kV. Iccp: Intensidad de cortocircuito primaria en kA.
Intensidad primaria para cortocircuito en el lado de baja tensin: No la vamos a calcular ya que ser menor que la calculada en el punto anterior.
Intensidad secundaria para cortocircuito en el lado de baja tensin (despreciando la impedancia de la red de alta tensin):
I ccs =
S Ucc 3 Us 100
siendo: S: Potencia del transformador en kVA. Ucc: Tensin porcentual de cortocircuito del transformador. Us: Tensin secundaria en carga en voltios. Iccs: Intensidad de cortocircuito secundaria en kA.
130
ANEJO XI
INSTALACIN ELCTRICA
6.5.3.3. Cortocircuito en el lado de Alta Tensin
Utilizando la frmula expuesta anteriormente con:
Scc = 500 MVA. U = 20 kV.
y sustituyendo valores tendremos una intensidad primaria mxima para un cortocircuito en el lado de A.T. de:
Iccp = 14.43 kA.
6.5.3.4. Cortocircuito en el lado de Baja Tensin
Utilizando la frmula expuesta anteriormente y sustituyendo valores, tendremos:
Potencia del transformador = 400 kVA. Ucc = 4 %. Iccs = 15,19 kA. siendo: Ucc: Tensin de cortocircuito del transformador en tanto por ciento. Iccs: Intensidad secundaria mxima para un cortocircuito en el lado de baja tensin.
6.5.4. Dimensionado del embarrado
El embarrado de las celdas SM6 est constituido por tramos rectos de tubo de cobre recubiertas de aislamiento termorretrctil.
131
ANEJO XI
INSTALACIN ELCTRICA
Las barras se fijan a las conexiones al efecto existentes en la parte superior del crter del aparato funcional (interruptor-seccionador o seccionador en SF6). La fijacin de barras se realiza con tornillos M8.
La separacin entre las sujeciones de una misma fase y correspondientes a dos celdas contiguas es de 375 mm. La separacin entre barras (separacin entre fases) es de 200 mm.
Caractersticas del embarrado:
- Intensidad nominal: 400 A. - Lmite trmico 1 seg. : 16 kA ef. - Lmite electrodinmico: 40 kA cresta.
Por tanto, hay que asegurar que el lmite trmico es superior al valor eficaz mximo que puede alcanzar la intensidad de cortocircuito en el lado de Alta Tensin.
6.5.4.1. Comprobacin por densidad de corriente
Para la intensidad nominal de 400 A el embarrado de las celdas SM6 es de tubo de cobre de dimetro exterior de 24 mm. y con un espesor de 3 mm., lo que equivale a una seccin de 198 mm.
La densidad de corriente es:
d=
400 = 2,02 A/mm 198
132
ANEJO XI
INSTALACIN ELCTRICA
Segn normativa DIN se tiene que para una temperatura ambiente de 35C y del embarrado a 65C, la intensidad mxima admisible es de 548 A para un dimetro de 20 mm. y de 818 A para dimetro de 32 mm, lo cual corresponde a las densidades mximas de 3,42 y 2,99 A/mm respectivamente. Con estos valores se obtendra una densidad mxima admisible de 3,29 A/mm para el embarrado de dimetro de 24, valor superior al calculado (2,02 A/mm). Con estos datos se garantiza el embarrado de 400 A y un calentamiento de 30C sobre la temperatura ambiente.
6.5.4.2. Comprobacin por solicitacin electrodinmica
Para el clculo consideramos un cortocircuito trifsico de 16 kA eficaces y 40 kA cresta.
El esfuerzo mayor se produce sobre el conductor de la fase central, conforme a la siguiente expresin: Icc 2 d2 d L 1+ 2 d L L
F = 13,85 10 7 f
siendo: F: Fuerza resultante en Nw. f: coeficiente en funcin de cos , siendo f = 1 para cos = 0. Icc: Intensidad mxima de cortocircuito = 16.000 A eficaces. D: Separacin entre fases = 0,2 metros. L: Longitud tramos embarrado = 375 mm.
y sustituyendo, F = 399 Nw.
Esta fuerza est uniformemente repartida en toda la longitud del embarrado, siendo la carga: 133
ANEJO XI
INSTALACIN ELCTRICA
q=
F = 0,108 kg/mm L
Cada barra equivale a una viga empotrada en ambos extremos, con carga uniformemente repartida.
El momento flector mximo se produce en los extremos, siendo: q L2 = 1.272 kg mm 12
Mmx =
El embarrado tiene un dimetro exterior D = 24 mm. y un dimetro interior d = 18 mm.
El mdulo resistente de la barra es:
W=
D4 d 4 24 4 18 4 = = 927 mm 3 32 D 32 24
La fatiga mxima es:
rmx =
Mmx 1.272 = = 1,37 kg/mm W 927
Para la barra de cobre deformada en fro tenemos:
r = 19 kg/mm. >> r mx.
y por lo tanto, existe un gran margen de seguridad. 134
ANEJO XI
INSTALACIN ELCTRICA
El momento flector en los extremos debe ser soportado por tornillos M8, con un par de apriete de 2,8 m.Kg., superior al par mximo (Mmx).
6.5.4.3 Clculo por solicitacin trmica. Sobreintensidad trmica admisible
La sobreintensidad mxima admisible durante un segundo se determina de acuerdo con CEI 298 de 1981 por la expresin:
S=
1 t
siendo: S: Seccin de cobre en mm = 198 mm. = 13 para el cobre. t: Tiempo de duracin del cortocircuito en segundos. I: Intensidad eficaz en Amperios. = 180 para conductores inicialmente a t ambiente.
Si reducimos este valor en 30C por considerar que el cortocircuito se produce despus del paso permanente de la intensidad nominal, y para I = 16 kA: = 150 S t = I y sustituyendo: 198 13 t = 150 = 3,88 s 16.000
2 2
135
ANEJO XI
INSTALACIN ELCTRICA
Por lo tanto, y segn este criterio, el embarrado podra soportar una intensidad de 16 kA eficaces durante ms de un segundo.
6.5.5. Seleccin de las protecciones de alta y baja tensin
Alta tensin
No se instalarn fusibles de alta tensin al utilizar como interruptor de proteccin un disyuntor en atmsfera de hexafluoruro de azufre, y ser ste el aparato destinado a interrumpir las corrientes de cortocircuito cuando se produzcan.
Baja tensin Los elementos de proteccin de las salidas de Baja Tensin del C.T. no sern objeto de este apartado, sino del apartado de las instalaciones elctricas de Baja Tensin.
6.5.6. Dimensionado de la ventilacin del c.t.
Para calcular la superficie de la reja de entrada de aire utilizaremos la siguiente expresin: Sr = Wcu + Wfe 0,24 K h t 3
siendo: Wcu: Prdidas en cortocircuito del transformador en kW. Wfe: Prdidas en vaco del transformador en kW. H: Distancia vertical entre centros de rejas = 2 m. t: Diferencia de temperatura entre el aire de salida y el considerndose en este caso un valor de 15C. de entrada,
136
ANEJO XI
INSTALACIN ELCTRICA
K: Coeficiente en funcin de la reja de entrada de aire, considerndose su valor como 0,6. Sr: Superficie mnima de la reja de entrada de ventilacin del transformador.
Sustituyendo valores tendremos:
Potencia del transformador: 400 kVA. Prdidas Wcu + Wfe = 5,53 kW. Sr mnima 0 0,47 m2 .
Se dispondr de 2 rejillas de ventilacin para la entrada de aire situadas en la parte lateral inferior, de dimensiones 960 x 707 mm. cada una, consiguiendo as una superficie total de ventilacin de 1,34 m. Para la evacuacin del aire se dispondr de una rejilla frontal superior, otra posterior superior y 2 rejillas laterales superiores tal y como puede verse en el plano correspondiente. Las rejillas de entrada y salida de aire irn situadas en las paredes a diferente altura, siendo la distancia medida verticalmente de separacin entre los puntos medios de dichas rejillas de 2 m., tal como ya se ha tenido en cuenta en el clculo anterior.
6.5.7. Dimensiones del pozo apagafuegos
El foso de recogida de aceite tiene que ser capaz de alojar la totalidad del volumen de agente refrigerante que contiene el transformador en caso de su vaciamiento total.
Potencia del transformador: 400 kVA. Volumen mnimo del foso: 370 litros.
Dado que el foso de recogida de aceite del prefabricado ser de 760 litros para cada transformador, no habr ninguna limitacin en este sentido.
137
ANEJO XI
INSTALACIN ELCTRICA
6.5.8. Clculo de las instalaciones de puesta a tierra
6.5.8.1. Investigacin de las caractersticas del suelo
Segn la investigacin previa del terreno donde se instalar este Centro de Transformacin, se determina una resistividad media superficial = 200 m.
6.5.8.2. Determinacin de las corrientes mximas de puesta a tierra y tiempo mximo correspondiente de eliminacin de defecto
Segn los datos de la red proporcionados por la compaa suministradora (IBERDROLA), el tiempo mximo de eliminacin del defecto es de 1 s. Los valores de K y n para calcular la tensin mxima de contacto aplicada segn MIE-RAT 13 en el tiempo de defecto proporcionado por la Compaa son:
K = 78,5 y n = 0,18
Por otra parte, los valores de la impedancia de puesta a tierra del neutro, corresponden a: Rn = 0 y Xn = 25, . Zn = Rn 2 + Xn 2 La intensidad mxima de defecto se producir en el caso hipottico de que la resistencia de puesta a tierra del Centro de Transformacin sea nula. Dicha intensidad ser, por tanto igual a: Id (mx ) = 20.000 V 3 Zn
Con lo que el valor obtenido es Id = 454,61 A. 138
ANEJO XI
INSTALACIN ELCTRICA
6.5.8.3. Diseo preliminar de la instalacin de tierra
Tierra de proteccin
Se conectarn a este sistema las partes metlicas de la instalacin que no estn en tensin normalmente pero puedan estarlo a consecuencia de averas o causas fortuitas, tales como los chasis y los bastidores de los aparatos de maniobra, envolventes metlicas de las cabinas prefabricadas y carcasas de los transformadores.
Para los clculos a realizar emplearemos las expresiones y procedimientos segn el "Mtodo de clculo y proyecto de instalaciones de puesta a tierra para centros de transformacin de tercera categora", editado por UNESA, conforme a las caractersticas del centro de transformacin objeto del presente clculo, siendo, entre otras, las siguientes:
Para la tierra de proteccin optaremos por un sistema de las caractersticas que se indican a continuacin:
Identificacin: cdigo 5/62 del mtodo de clculo de tierras de UNESA. Parmetros caractersticos: Kr = 0.073 /( m). Kp = 0.012 V/( m A).
Descripcin:
Estar constituida por 6 picas en hilera unidas por un conductor horizontal de cobre desnudo de 50 mm de seccin.
139
ANEJO XI
INSTALACIN ELCTRICA
Las picas tendrn un dimetro de 14 mm. y una longitud de 2 m. Se enterrarn verticalmente a una profundidad de 0,5 m. y la separacin entre cada pica y la siguiente ser de 3 m. Con esta configuracin, la longitud de conductor desde la primera pica a la ltima ser de 15 m., dimensin que tendr que haber disponible en el terreno.
Nota: se pueden utilizar otras configuraciones siempre y cuando los parmetros Kr y Kp de la configuracin escogida sean inferiores o iguales a los indicados en el prrafo anterior.
La conexin desde el Centro hasta la primera pica se realizar con cable de cobre aislado de 0,6/1 kV protegido contra daos mecnicos.
Tierra de servicio
Se conectarn a este sistema el neutro del transformador, as como la tierra de los secundarios de los transformadores de tensin e intensidad de la celda de medida.
Las caractersticas de las picas sern las mismas que las indicadas para la tierra de proteccin. La configuracin escogida se describe a continuacin:
Identificacin: cdigo 5/62 del mtodo de clculo de tierras de UNESA. Parmetros caractersticos: Kr = 0.073 /( m). Kp = 0.012 V/( m A).
Descripcin:
Estar constituida por 6 picas en hilera unidas por un conductor horizontal de cobre desnudo de 50 mm de seccin.
140
ANEJO XI
INSTALACIN ELCTRICA
Las picas tendrn un dimetro de 14 mm. y una longitud de 2 m. Se enterrarn verticalmente a una profundidad de 0,5 m. y la separacin entre cada pica y la siguiente ser de 3 m. Con esta configuracin, la longitud de conductor desde la primera pica a la ltima ser de 15 m., dimensin que tendr que haber disponible en el terreno.
Nota: se pueden utilizar otras configuraciones siempre y cuando los parmetros Kr y Kp de la configuracin escogida sean inferiores o iguales a los indicados en el prrafo anterior.
La conexin desde el Centro hasta la primera pica se realizar con cable de cobre aislado de 0,6/1 kV protegido contra daos mecnicos.
El valor de la resistencia de puesta a tierra de este electrodo deber ser inferior a 37 . Con este criterio se consigue que un defecto a tierra en una instalacin de Baja Tensin protegida contra contactos indirectos por un interruptor diferencial de sensibilidad 650 mA., no ocasione en el electrodo de puesta a tierra una tensin superior a 24 Voltios (=37 x 0,650).
Existir una separacin mnima entre las picas de la tierra de proteccin y las picas de la tierra de servicio a fin de evitar la posible transferencia de tensiones elevadas a la red de Baja Tensin. Dicha separacin est calculada en el apartado 6.5.8.8.
6.5.8.4. Clculo de la resistencia del sistema de tierras
Tierra de proteccin
Para el clculo de la resistencia de la puesta a tierra de las masas del Centro (Rt), intensidad y tensin de defecto correspondientes (Id, Ud), utilizaremos las siguientes frmulas:
141
ANEJO XI
INSTALACIN ELCTRICA
Resistencia del sistema de puesta a tierra, Rt: Rt = Kr x .
Intensidad de defecto, Id: Id = 20.000 V 3
(Rn + Rt )2 + Xn 2
Ud = Id x Rt .
Tensin de defecto, Ud:
siendo:
=
200 m.
Kr = 0,073 /( m).
Se obtienen los siguientes resultados:
Rt = 14,6 Id = 394,13 A. Ud = 5754,4 V.
El aislamiento de las instalaciones de baja tensin del C.T. deber ser mayor o igual que la tensin mxima de defecto calculada (Ud), por lo que deber ser como mnimo de 6000 Voltios.
De esta manera se evitar que las sobretensiones que aparezcan al producirse un defecto en la parte de Alta Tensin deterioren los elementos de Baja Tensin del centro, y por ende no afecten a la red de Baja Tensin.
Comprobamos asimismo que la intensidad de defecto calculada es superior a 100 Amperios, lo que permitir que pueda ser detectada por las protecciones normales. 142
ANEJO XI
INSTALACIN ELCTRICA
Tierra de servicio Rt = Kr x = 0,073 x 200 = 14,6 .
que vemos que es inferior a 37 .
6.5.8.5. Clculo de las tensiones en el exterior de la instalacin
Con el fin de evitar la aparicin de tensiones de contacto elevadas en el exterior de la instalacin, las puertas y rejas de ventilacin metlicas que dan al exterior del centro no tendrn contacto elctrico alguno con masas conductoras que, a causa de defectos o averas, sean susceptibles de quedar sometidas a tensin.
Con estas medidas de seguridad, no ser necesario calcular las tensiones de contacto en el exterior, ya que stas sern prcticamente nulas.
Por otra parte, la tensin de paso en el exterior vendr determinada por las caractersticas del electrodo y de la resistividad del terreno, por la expresin: Up = Kp x x Id = 0,012 x 200 x 394,13 = 945,9 V.
6.5.8.6. Clculo de las tensiones en el interior de la instalacin
El piso del Centro estar constituido por un mallazo electrosoldado con redondos de dimetro no inferior a 4 mm. formando una retcula no superior a 0,30 x 0,30 m. Este mallazo se conectar como mnimo en dos puntos preferentemente opuestos a la puesta a tierra de proteccin del Centro. Con esta disposicin se consigue que la persona que deba acceder a una parte que pueda quedar en tensin, de forma eventual, est sobre una superficie equipotencial, con lo que desaparece el riesgo inherente a la tensin de contacto y de paso interior. Este mallazo se cubrir con una capa de hormign de 10 cm. de espesor como mnimo. 143
ANEJO XI
INSTALACIN ELCTRICA
El edifico prefabricado de hormign EHC estar construido de tal manera que, una vez fabricado, su interior sea una superficie equipotencial. Todas las varillas metlicas embebidas en el hormign que constituyan la armadura del sistema equipotencial estarn unidas entre s mediante soldadura elctrica.
Esta armadura equipotencial se conectar al sistema de tierras de proteccin (excepto puertas y rejillas, que como ya se ha indicado no tendrn contacto elctrico con el sistema equipotencial; debiendo estar aisladas de la armadura con una resistencia igual o superior a 10.000 ohmios a los 28 das de fabricacin de las paredes).
As pues, no ser necesario el clculo de las tensiones de paso y contacto en el interior de la instalacin, puesto que su valor ser prcticamente nulo.
No obstante, y segn el mtodo de clculo empleado, la existencia de una malla equipotencial conectada al electrodo de tierra implica que la tensin de paso de acceso es equivalente al valor de la tensin de defecto, que se obtiene mediante la expresin:
Up acceso = Ud = Rt x Id = 14,6 x 394,13 = 5754,4 V.
6.5.8.7. Clculo de las tensiones aplicadas.
Para la determinacin de los valores mximos admisibles de la tensin de paso en el exterior, y en el acceso al Centro, emplearemos las siguientes expresiones: Up (exterior ) = 10 Up (acceso ) = 10 K 6 1+ n t 1.000
K 3 + 3 h 1+ tn 1.000
144
ANEJO XI
INSTALACIN ELCTRICA
siendo: Up: Tensiones de paso en Voltios. K = 78,5. n = 0,18. t : Duracin de la falta en segundos: 1 s.
:
Resistividad del terreno. = Resistividad del hormign = 3.000 m.
obtenemos los siguientes resultados:
Up(exterior) = 1727 V. Up(acceso) = 8321 V.
As pues, comprobamos que los valores calculados son inferiores a los mximos admisibles:
- en el exterior:
Up = 945,9 V < Up(exterior) = 1727 V.
- en el acceso al C.T.:
Ud = 5754,4 V < Up(acceso) = 8321 V.
6.5.8.8. Investigacin de tensiones transferibles al exterior
Al no existir medios de transferencia de tensiones al exterior no se considera necesario un estudio previo para su reduccin o eliminacin.
145
ANEJO XI
INSTALACIN ELCTRICA
No obstante, con el objeto de garantizar que el sistema de puesta a tierra de servicio no alcance tensiones elevadas cuando se produce un defecto, existir una distancia de separacin mnima Dmn, entre los electrodos de los sistemas de puesta a tierra de proteccin y de servicio, determinada por la expresin: Id 2.000
Dmn =
con:
= 200 m.
Id = 394,13 A.
obtenemos el valor de dicha distancia:
Dmn = 12,55 m.
6.5.8.9. Correccin y ajuste del diseo inicial estableciendo el definitivo
No se considera necesario la correccin del sistema proyectado. No obstante, si el valor medido de las tomas de tierra resultara elevado y pudiera dar lugar a tensiones de paso o contacto excesivas, se corregiran estas mediante la disposicin de una alfombra aislante en el suelo del Centro, o cualquier otro medio que asegure la no peligrosidad de estas tensiones.
146
ANEJO XI
INSTALACIN ELCTRICA
7. PROTECCIN DE LA INSTALACIN ELCTRICA
Para prevenir los fallos ms frecuentes en las instalaciones elctricas, se ha de proyectar un sistema de proteccin de las mismas en caso de ocurrencia. Algunos de estos posibles defectos son los producidos por contacto entre conductores activos o entre conductor activo y masa metlica.
Los aparatos de seguridad que se debern instalar se establecern en base al estudio de estos posibles defectos junto con las prescripciones reglamentarias sobre las protecciones en las instalaciones de BT (Instrucciones MI BT 008 y 020) y las consideraciones sobre la seguridad de personas (Instruccin MI BT 021). Estos aparatos de proteccin sern:
Aparatos de proteccin magntica, que actan en cortocircuitos. Aparatos de proteccin trmica, que actan en sobrecargas. Elementos de proteccin diferenciales, contra intensidades de defecto.
Se describen a continuacin los aparatos de proteccin que se han dispuesto.
Ubicacin: Centro de transformacin
Fusible In = 400 A: 2 fusibles despus del transformador y antes de entrar en el cuadro de distribucin de baja tensin.
Interruptor magnetotrmico tetrapolar (In = 800 A, Poder de corte = 40 kA): en el cuadro de distribucin de baja tensin, en la lnea que luego se divide en cuatro lneas dirigidas a CGM, CGA, CGTF y CFP. La mxima intensidad que circular por esta lnea ser de 786 A, quedando as protegida con el dispositivo adoptado.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 160 A, Poder de corte = 35 kA, Is = 300 mA): dentro del cuadro de distribucin de baja tensin del centro de transformacin, en cabeza de la lnea dirigida hacia el CGM. Este tipo de dispositivos protegern, adems de las lneas 147
ANEJO XI
INSTALACIN ELCTRICA
mencionadas, los posibles contactos de los usuarios, en caso de derivaciones de corriente en la cubierta de las mquinas.
q
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 100 A, Poder de corte = 35 kA, Is = 300 mA): dentro del cuadro de distribucin de baja tensin del centro de transformacin, en cabeza de la lnea dirigida hacia el CGA.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 200 A, Poder de corte = 35 kA, Is = 300 mA): dentro del cuadro de distribucin de baja tensin del centro de transformacin, en cabeza de la lnea dirigida hacia el CGTF.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 320 A, Poder de corte = 35 kA, Is = 300 mA): dentro del cuadro de distribucin de baja tensin del centro de transformacin, en cabeza de la lnea dirigida hacia el CFP. La intensidad mxima que circular por esta lnea es de 303 A, quedado as asegurada la proteccin con el dispositivo adoptado.
Ubicacin: Cuadro general de motores
Interruptor automtico magnetotrmico tetrapolar (In = 160 A, Poder de corte = 35 kA). En la lnea que despus se divide en tres lneas dirigidas hacia los tres cuadros de control de motores). La intensidad mxima que circular por est lnea es de 136 A, quedando, por tanto, protegida.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 80 A, Poder de corte = 30 kA, Is = 300 mA). En cabeza de la lnea dirigida hacia el CCM1. Dado que la intensidad mxima en esta lnea ser de 58 A, la lnea quedar perfectamente protegida.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 63 A, Poder de corte = 30 kA, Is = 300 mA). En cabeza de la lnea dirigida hacia el CCM2. La corriente mxima que circular por esta lnea es de 49 A, por lo que la proteccin es la adecuada.
148
ANEJO XI
INSTALACIN ELCTRICA
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 40 A, Poder de corte = 30 kA, Is = 300 mA). En cabeza de la lnea dirigida hacia el CCM3. La corriente mxima que circular por esta lnea es de 29 A, inferior a la intensidad nominal del dispositivo de corte adoptado.
Ubicacin: Cuadros de control de motores (CCM1, CCM2, CCM3)
Para la proteccin de las lneas a motores, se usarn conjuntos guardamotor, compuestos por un disyuntor y un contactor de caractersticas indicadas en la tabla 16, en funcin de la potencia del motor que protegen. La misin fundamental de este dispositivo de corte es la de mando, control y proteccin de los motores.
Tabla 16. Protecciones a motores. POTENCIA 0,5 1 2 2,1 2,5 3 3,5 4 4,1 4,5 5 7,5 8,85 12,5 CONTACTOR DISYUNTOR Calibre (A) 9 9 9 9 9 9 9 9 9 9 12 12 16 18 Calibre (A) 0,6/1 1/1,6 2,5/4 2,5/4 2,5/4 4/6 4/6 4/6 4/6 5,5/8 7/10 10/13 10/13 16/18
149
ANEJO XI
INSTALACIN ELCTRICA
Ubicacin: Cuadro general de alumbrado
Interruptor automtico magnetotrmico tetrapolar (In = 100 A, Poder de corte = 35 kA). En la lnea que despus se divide en cinco lneas dirigidas a los cinco cuadros de alumbrado. La mxima corriente que circular por esta lnea es de 98,23 A, asegurndose as la proteccin.
Interruptor automtico magnetotrmico tetrapolar (In = 40 A, Poder de corte = 20 kA). Cinco interruptores en cabeza de cada una de las lneas dirigidas a los cinco cuadros de alumbrado. (CA1, CA2, CA3, CA4 y CA5). Las intensidades que circulan por estas lneas son, respectivamente, 14,7, 15,19, 14,2, 15,35 y 4,55 A, inferiores todas a la intensidad nominal del dispositivo adoptado.
Ubicacin: Cuadro de alumbrado 1 (CA1)
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de 30 mA. (40 / 4 / 30). En la lnea que despus se divide en las tres lneas dirigidas a cada una de las fases de este cuadro de alumbrado. La misin fundamental de estos dispositivos de corte es la de proteger personas. La intensidad mxima que circular por esta lnea ser de 14,7 A (< 40 A), quedando, por tanto, protegida.
Interruptor unipolar automtico magnetotrmico (In = 25 A) 3 interruptores en cabeza de las tres lneas que se dirigen a cada una de las tres fases (R+N, S+N, T+N) del cuadro de alumbrado 1. Las corrientes mximas que circularn por estas fases (17,32, 19,78 y 12,54 A respectivamente) sern inferiores a la intensidad nominal del interruptor, asegurndose la proteccin.
150
ANEJO XI
INSTALACIN ELCTRICA
Ubicacin: Cuadro de alumbrado 2 (CA2)
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de 30 m A. (40 / 4 / 30) En la lnea que despus se divide en las tres lneas dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad mxima que circular por esta lnea ser de 15,19 A (< 40 A), quedando, por tanto, protegida.
Interruptor unipolar automtico magnetotrmico (In = 25 A) 3 interruptores en cabeza de las tres lneas que se dirigen a cada una de las tres fases (R+N, S+N, T+N) del cuadro de alumbrado 2. Las corrientes mximas que circularn por estas fases (22,5, 20,45 y 22,5 A respectivamente) sern inferiores a la intensidad nominal del interruptor, asegurndose la proteccin.
Ubicacin: Cuadro de alumbrado 3 (CA3)
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de 30 m A. (40 / 4 / 30). En la lnea que despus se divide en las tres lneas dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad mxima que circular por esta lnea ser de 14,2 A (< 40 A), quedando, por tanto, protegida.
Interruptor unipolar automtico magnetotrmico (In = 25 A) 3 interruptores en cabeza de las tres lneas que se dirigen a cada una de las tres fases (R+N, S+N, T+N) del cuadro de alumbrado 3. Las corrientes mximas que circularn por estas fases (19,8, 20,94 y 20,45 A respectivamente) sern inferiores a la intensidad nominal del interruptor, asegurndose la proteccin.
Ubicacin: Cuadro de alumbrado 4 (CA4)
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de 30 m A. (40 / 4 / 30). En la lnea que despus se divide en las tres lneas dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad mxima que circular por esta lnea ser de 15,35 A (< 40 A), quedando, por tanto, protegida. 151
ANEJO XI
INSTALACIN ELCTRICA
Interruptor unipolar automtico magnetotrmico (In = 25 A) 3 interruptores en cabeza de las tres lneas que se dirigen a cada una de las tres fases (R+N, S+N, T+N) del cuadro de alumbrado 4. Las corrientes mximas que circularn por estas fases (18,98, 23,93 y 22,36 A respectivamente) sern inferiores a la intensidad nominal del interruptor, asegurndose la proteccin.
Ubicacin: Cuadro de alumbrado 5 (CA5)
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de 30 m A. (40 / 4 / 30). En la lnea que despus se divide en las tres lneas dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad mxima que circular por esta lnea ser de 4,55 A (< 40 A), quedando, por tanto, protegida.
Interruptor unipolar automtico magnetotrmico (In = 25 A) 3 interruptores en cabeza de las tres lneas que se dirigen a cada una de las tres fases (R+N, S+N, T+N) del cuadro de alumbrado 5. Las corrientes mximas que circularn por estas fases (7,36, 6,13 y 6,13 A respectivamente) sern inferiores a la intensidad nominal del interruptor, asegurndose la proteccin.
Ubicacin: Cuadro general de toma de fuerza
Interruptor automtico magnetotrmico tetrapolar (In = 250 A, Poder de corte = 35 kA). En la lnea que despus se divide en cuatro lneas dirigidas a los cuatro cuadros de toma de fuerza. La intensidad mxima que circula por esta lnea es de 249 A, asegurndose la proteccin.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 150 A, Poder de corte = 25 kA, Is = 30 mA). En cabeza de la lnea que va dirigida al CTF1. La intensidad mxima que circula por esta lnea es de 129,15 A, asegurndose la proteccin.
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 125 A, Poder de corte = 25 kA, Is = 30 mA). En cabeza de la
152
ANEJO XI
INSTALACIN ELCTRICA
lnea que va dirigida al CTF2. La intensidad mxima que circula por esta lnea es de 114,9 A, asegurndose la proteccin.
q
Interruptor automtico magnetotrmico tetrapolar con rel diferencial de sensibilidad (In = 63 A, Poder de corte = 25 kA, Is = 30 mA). Dos interruptores en cabeza de cada una de las lneas que van dirigidas a CTF3 y CTF4. La intensidad mxima que circula por estas lneas es de 61,72 A, asegurndose la proteccin.
Ubicacin: Cuadros de toma de fuerza CTFi (i = 1, 2, 3, 4)
Interruptor automtico magnetotrmico tetrapolar (In = 100 A). 4 interruptores en cabeza de cada una de las lneas TFi.j que alimentan a tomas de fuerza trifsicas. La intensidad mxima que circula por estas lneas es de 40 A, asegurndose la proteccin.
Interruptor unipolar automtico magnetotrmico (In = 100 A). 12 interruptores en cabeza de cada una de las lneas TFi.j que alimentan a tomas de fuerza monofsicas. La intensidad mxima que circula por estas lneas es de 69 A, asegurndose la proteccin.
8. INSTALACIN DE PUESTA A TIERRA
La instalacin de puesta a tierra estar formada por:
Tomas de tierra. Lnea principal de tierra. Derivaciones de la lnea principal de tierra.
8.1. Toma de tierra
Estar constituida por los siguientes elementos:
153
ANEJO XI
INSTALACIN ELCTRICA
Electrodo . Formado por un conjunto de 8 picas verticales de acero de 16 mm de dimetro recubiertas por una capa protectora de cobre. Lnea de enlace con tierra. Conductor de cobre desnudo de 35 mm2 de seccin, que une los electrodos. Punto de puesta a tierra. Este punto unir la lnea de enlace a tierra con la lnea principal de tierra. Estar formado por una arqueta de registro en la que ir conectada la lnea principal de tierra. A su vez, servir como punto de prueba para medir la resistencia de puesta a tierra.
8.2. Lnea principal de tierra
Son los diferentes conductores que llevan la puesta a tierra a los cuadros elctricos. Estos conductores son de cobre aislado, con secciones: Para conductores de fase hasta 16 mm2 , se emplear la misma. Para conductores de fase superior a 16 mm2 , se emplear la mitad.
8.3. Derivaciones de la lnea principal de tierra
Son los diferentes conductores que llevan la puesta a tierra a los receptores elctricos. Estos conductores son de cobre aislado, con secciones: Para conductores de fase hasta 16 mm2 , se emplear la misma. Para conductores de fase superior a 16 mm2 , se emplear la mitad.
8.4. Clculos Se tomar una resistividad para el clculo de 200 x m. Por tanto, si tenemos 8 picas de 2 m de longitud, contaremos pues, con 16 m efectivos.
154
ANEJO XI
INSTALACIN ELCTRICA
La resistencia se calcular en base a la siguiente expresin: R = / L = 200/16 = 12,5 Dado que este valor es inferior al establecido por el reglamento (< 20 ), lo tomaremos como vlido.
155
ANEJO XI
INSTALACIN ELCTRICA
ANEJO XI. INSTALACIN ELCTRICA NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. SUMINISTRO DE ENERGA ELCTRICA.................................................................. 1 3. DESCRIPCIN DE LA INSTALACIN....................................................................... 3 4. INSTALACIN ELCTRICA........................................................................................ 6 4.1. INSTALACIN DE ALUMBRADO....................................................................... 6 4.1.1. Iluminacin interior............................................................................................ 7 4.1.2. Iluminacin exterior ......................................................................................... 50 4.1.2.1. Iluminacin de las fachadas delantera y trasera........................................ 52 4.1.2.2. Iluminacin de las fachadas laterales........................................................ 52 4.1.2.3. Iluminacin de los accesos al recinto........................................................ 53 4.1.3. Alumbrado de emergencia ............................................................................... 53 4.1.4. Diseo de la instalacin de alumbrado............................................................. 54 4.1.4.1. Criterios de clculo.................................................................................... 54 4.1.4.2. Cuadro de alumbrado 1 (CA1).................................................................. 58 4.1.4.2.1. Lnea A1.1 (Fase R)........................................................................... 58 4.1.4.2.2. Lnea A1.2 (Fase S)............................................................................ 59 4.1.4.2.3. Lnea A1.3 (Fase T) ........................................................................... 61 4.1.4.3. Cuadro de alumbrado 2 (CA 2)................................................................. 62 4.1.4.3.1. Lnea A2.1 (Fase R)........................................................................... 62 4.1.4.3.2. Lnea A2.2 (Fase S)............................................................................ 63 4.1.4.3.3. Lnea A2.3 (Fase T) ........................................................................... 63 4.1.4.4. Cuadro de alumbrado 3 (CA 3)................................................................. 64 4.1.4.4.1. Lnea A3.1 (Fase R)........................................................................... 64 4.1.4.4.2. Lnea A3.2 (Fase S)............................................................................ 66 4.1.4.4.3. Lnea A3.3 (Fase T) ........................................................................... 67
156
ANEJO XI
INSTALACIN ELCTRICA
4.1.4.5. Cuadro de alumbrado 4 (CA4).................................................................. 68 4.1.4.5.1. Lnea A4.1 (Fase R)........................................................................... 68 4.1.4.5.2. Lnea A4.2 (Fase S)............................................................................ 69 4.1.4.5.3. Lnea A4.3 (Fase T) ........................................................................... 71 4.1.4.6. Cuadro de alumbrado 5 (CA5).................................................................. 73 4.1.4.6.1. Lnea A5.1 (Fase R)........................................................................... 73 4.1.4.6.2. Lnea A5.2 (Fase S)............................................................................ 73 4.1.4.6.3. Lnea A5.3 (Fase T) ........................................................................... 74 4.1.4.7. Reparto de cargas...................................................................................... 75 4.1.4.8. Lneas de enlace de los cuadros de alumbrado con el Cuadro General de Alumbrado.............................................................................................................. 76 4.1.4.8.1. Lnea CGA CA1.............................................................................. 76 4.1.4.8.2. Lnea CGA CA2.............................................................................. 77 4.1.4.8.3. Lnea CGA CA3.............................................................................. 78 4.1.4.8.4. Lnea CGA CA4.............................................................................. 78 4.1.4.8.5. Lnea CGA CA5.............................................................................. 79 4.1.4.9. Resumen de los conductores de la instalacin de alumbrado ................... 80 4.2. INSTALACIN DE FUERZA MOTRIZ FIJA...................................................... 81 4.2.1. Relacin de equipos ......................................................................................... 81 4.2.2. Consideraciones generales de clculo.............................................................. 84 4.2.3. Dimensionamiento de los conductores............................................................. 85 4.2.4. Lneas de enlace de los cuadros de control de motores con el CGM............... 87 4.3. INSTALACIN DE TOMA DE FUERZA............................................................ 87 4.3.1. Necesidades de tomas de fuerza ....................................................................... 87 4.3.2. Clculo de la instalacin de tomas de fuerza ................................................... 89 4.3.2.1. Consideraciones de clculo ....................................................................... 89
157
ANEJO XI
INSTALACIN ELCTRICA
4.3.2.2. Cuadro de toma de fuerza 1 (CTF1).......................................................... 91 4.3.2.3. Cuadro de toma de fuerza 2 (CTF2).......................................................... 94 4.3.2.4. Cuadro de toma de fuerza 3 (CTF3).......................................................... 96 4.3.2.5. Cuadro de toma de fuerza 4 (CTF4).......................................................... 98 4.3.2.6. Reparto de cargas.................................................................................... 100 4.3.2.7. Lneas de enlace del Cuadro General de Toma de Fuerza con los cuadros de toma de fuerza ................................................................................................. 100 4.3.2.7.1. Lnea CGTF CTF1 ........................................................................ 101 4.3.2.7.2. Lnea CGTF CTF2 ........................................................................ 101 4.3.2.7.3. Lnea CGTF CTF3 ........................................................................ 102 4.3.2.7.4. Lnea CGTF CTF4 ........................................................................ 103 4.3.2.8. Resumen de los conductores. .................................................................. 104 4.4. LNEAS DE ENLACE DEL CUADRO DE DISTRIBUCIN DEL CENTRO DE TRANSFORMACIN CON LOS CUADROS GENERALES DE LA SALA DE BT ...................................................................................................................................... 106 4.4.1. Lnea Cuadro de Distribucin Cuadro General de Alumbrado.................. 106 4.4.2. Lnea Cuadro de distribucin Cuadro General de Motores......................... 107 4.4.3. Lnea Cuadro de distribucin Cuadro General de Toma de Fuerza............ 108 4.4.4. Comprobacin de la cada de tensin............................................................. 109 4.4.4.1. Cada de tensin en la instalacin de alumbrado. ................................... 109 4.4.4.2. Cada de tensin en la instalacin de fuerza motriz fija.......................... 110 4.4.4.3. Cada de tensin en la instalacin de tomas de fuerza. ........................... 110 5. CORRECCIN DEL FACTOR DE POTENCIA ....................................................... 111 6. CENTRO DE TRANSFORMACIN ......................................................................... 113 6.1. INTRODUCCIN ................................................................................................ 113 6.1.1. Reglamentacin y disposiciones oficiales...................................................... 113
158
ANEJO XI
INSTALACIN ELCTRICA
6.2. CARACTERSTICAS GENERALES CENTRO DE TRANSFORMACIN .... 114 6.2.1. Caractersticas celdas SM6............................................................................. 114 6.3. PROGRAMA DE NECESIDADES Y POTENCIA INSTALADA EN kVA. ..... 115 6.4. DESCRIPCIN DE LA INSTALACIN............................................................ 116 6.4.1. Obra Civil....................................................................................................... 116 6.4.1.1. Local........................................................................................................ 116 6.4.1.2. Caractersticas del local........................................................................... 116 6.4.2. Instalacin Elctrica ....................................................................................... 119 6.4.2.1. Caractersticas de la Red de Alimentacin.............................................. 119 6.4.2.2. Caractersticas de la Aparamenta de Alta Tensin.................................. 120 Caractersticas generales celdas SM6 ...................................................... 120 Celda de remonte...................................................................................... 120 Celda de medida....................................................................................... 122 Transformador.......................................................................................... 122 Conexin en el lado de alta tensin.......................................................... 123 6.4.2.3. Caractersticas material vario de Alta Tensin....................................... 124 Embarrado general celdas SM6................................................................ 124 Piezas de conexin celdas SM6 ............................................................... 124 6.4.3. Medida de la Energa Elctrica ...................................................................... 124 6.4.4. Puesta a Tierra................................................................................................ 125 6.4.4.1. Tierra de Proteccin................................................................................ 125 6.4.4.2. Tierra de Servicio.................................................................................... 125 6.4.4.3. Tierras interiores ..................................................................................... 125 6.4.5. Instalaciones Secundarias............................................................................... 126 6.4.5.1. Alumbrado............................................................................................... 126 6.4.5.2. Proteccin contra Incendios.................................................................... 126 6.4.5.3. Ventilacin.............................................................................................. 127 6.4.5.4. Medidas de Seguridad ............................................................................. 127 Seguridad en celdas SM6 ......................................................................... 127 159
ANEJO XI
INSTALACIN ELCTRICA
6.5. CLCULOS JUSTIFICATIVOS ......................................................................... 128 6.5.1. Intensidad de alta tensin............................................................................... 128 6.5.2. Intensidad de baja tensin.............................................................................. 129 6.5.3. Cortocircuitos................................................................................................. 129 6.5.3.1. Observaciones ......................................................................................... 129 6.5.3.2. Clculo de las Corrientes de Cortocircuito ............................................. 130 6.5.3.3. Cortocircuito en el lado de Alta Tensin................................................ 131 6.5.3.4. Cortocircuito en el lado de Baja Tensin................................................ 131 6.5.4. Dimensionado del embarrado......................................................................... 131 6.5.4.1. Comprobacin por densidad de corriente................................................ 132 6.5.4.2. Comprobacin por solicitacin electrodinmica..................................... 133 6.5.4.3 Clculo por solicitacin trmica. Sobreintensidad trmica admisible ..... 135 6.5.5. Seleccin de las protecciones de alta y baja tensin...................................... 136 Alta tensin.............................................................................................. 136 Baja tensin.............................................................................................. 136 6.5.6. Dimensionado de la ventilacin del c.t. ......................................................... 136 6.5.7. Dimensiones del pozo apagafuegos ............................................................... 137 6.5.8. Clculo de las instalaciones de puesta a tierra ............................................... 138 6.5.8.1. Investigacin de las caractersticas del suelo .......................................... 138 6.5.8.2. Determinacin de las corrientes mximas de puesta a tierra y tiempo mximo correspondiente de eliminacin de defecto............................................ 138 6.5.8.3. Diseo preliminar de la instalacin de tierra........................................... 139 Tierra de proteccin..................................................................................................... 139 Tierra de servicio.......................................................................................................... 140 6.5.8.4. Clculo de la resistencia del sistema de tierras....................................... 141 Tierra de proteccin..................................................................................................... 141 Tierra de servicio.......................................................................................................... 143
160
ANEJO XI
INSTALACIN ELCTRICA
6.5.8.5. Clculo de las tensiones en el exterior de la instalacin......................... 143 6.5.8.6. Clculo de las tensiones en el interior de la instalacin.......................... 143 6.5.8.7. Clculo de las tensiones aplicadas. ......................................................... 144 6.5.8.8. Investigacin de tensiones transferibles al exterior................................. 145 6.5.8.9. Correccin y ajuste del diseo inicial estableciendo el definitivo .......... 146 7. PROTECCIN DE LA INSTALACIN ELCTRICA............................................. 147 Ubicacin: Centro de transformacin...................................................... 147 Ubicacin: Cuadro general de motores ............................................................................ 148 Ubicacin: Cuadro general de alumbrado.................................................................... 150 Ubicacin: Cuadro general de toma de fuerza ............................................................. 152 8. INSTALACIN DE PUESTA A TIERRA................................................................. 153 8.1. Toma de tierra ....................................................................................................... 153 8.2. Lnea principal de tierra ........................................................................................ 154 8.3. Derivaciones de la lnea principal de tierra........................................................... 154 8.4. Clculos................................................................................................................. 154
161
ANEJO XII
URBANIZACIN
1. UBICACIN DE LA PARCELA
El edificio que alberga la planta de procesado se situar en la parcela indicada en el Plano de Emplazamiento, del Polgono Industrial Campollano, en Albacete. Esta ubicacin cuenta con las siguientes ventajas:
Buena comunicacin, con facilidad de acceso. El Polgono Industrial cuenta con una red de abastecimiento de agua que incluye una arqueta de acometida en la propia parcela, as como una red de saneamiento que permite su conexin a travs de un pozo de registro.
El Polgono se abastece con una lnea elctrica de alta tensin a la que se conectar el transformador ubicado en el centro de transformacin de la parcela. El terreno donde se ubica la parcela presenta caractersticas adecuadas ya que no es encharcable y la capa fretica se localiza a una profundidad suficiente para no interferir en la ejecucin y buena marcha del proyecto.
La eleccin del solar para la ubicacin de la industria se ha hecho de manera que la superficie del mismo sea suficiente para la ubicacin del edificio e instalaciones, y para la maniobra y estacionamiento de vehculos de transporte de materias primas y producto elaborado.
El Parque Empresarial de Campollano tiene conexin directa con las autovas de Madrid, Valencia y Alicante, y las carreteras de Murcia (la autova Albacete-Murcia se inaugurar en Mayo de 2.001), Jan y Ciudad Real. Esto sita las posibilidades de transporte por carretera a dos horas de las ciudades de Madrid, Valencia, Alicante y Murcia.
ANEJO XII
URBANIZACIN
2. DIMENSIONES DE LA PARCELA
La parcela es de forma rectangular, con su esquina sureste achatada, siendo sus dimensiones de 70 x 83 m, pero debido a la superficie que falta en la esquina, la superficie de la parcela es de 5.676 m2 .
El cerramiento exterior de la parcela se efectuar con fbrica de bloques huecos de hormign de 40 x 20 x 20 cm, hasta una altura de 1,20 m, y cerramiento metlico realizado con perfiles tubulares galvanizados de 50 mm de dimetro, separados 3 m y malla galvanizada de simple torsin, hasta completar una altura total de 3 m.
Se colocarn dos cancelas metlicas de cierre de la parcela. Una situada en la entrada de vehculos, junto al centro de transformacin, en el lateral de la parcela orientado al este, y otra en la salida de vehculos, en el lateral sur de la parcela. Las dimensiones de las cancelas sern de 8 x 3 m. En las proximidades inmediatas de tales cancelas destinadas bsicamente a la circulacin de vehculos, existirn puertas para el paso de peatones que estarn sealizadas de manera claramente visible y permanentemente expeditas.
La topografa del terreno se ajustar mediante los movimientos necesarios a las rasantes de los viales perimetrales.
3. ACERAS Y PAVIMENTOS
Se colocar una acera de 1,6 m de anchura bordeando toda la nave, y tambin se colocar una acera de 1 m de anchura alrededor del centro de transformacin como se aprecia en el Plano General de la Parcela. La acera estar formada por solera de
hormign HM-20/P/20/I de 15 cm sobre la que se instalar, mediante mortero de cemento M-80, un bordillo prefabricado de H-400 achaflanado.
ANEJO XII
URBANIZACIN
Adems de las zonas aceradas anteriormente descritas, se incluyen dentro de la parcela otras zonas pavimentadas y otras sin pavimentar dedicadas al ajardinamiento.
Se pavimentarn las vas de circulacin de los vehculos, los aparcamientos para turismos y la zona de espera de los camiones previa descarga o expedicin. Se emplear un pavimento flexible a base de material asfltico.
En las zonas no pavimentadas se plantarn rboles y se disearn jardines.
El trfico que con mayor profusin entrar y saldr del recinto de la industria sern camiones con capacidad de carga entre 20 y 30 tn, por lo que se encuadra bajo la denominacin medio-alto, T2. Dado que se emplear un asfalto de calidad media, E2, para conseguir un pavimentado de buenas caractersticas, se dispondr lo siguiente:
o o o
Sub-base de 15 cm de material granular. Base granular de 20 cm de mayor calidad. Capa de rodadura de mezcla asfltica constituida por una primera capa de 7 cm de espesor y una segunda capa de 5 cm, siendo el espesor total de la capa de 12 cm.
A la hora de realizar las distintas soleras, se tendr en cuenta que habrn de interrumpirse para respetar la junta de dilatacin. Posteriormente estas juntas debern ser selladas.
Las soleras de hormign contarn con una pendiente del 1 % e irn orientadas de modo que dirijan el agua de lluvia hacia los sumideros.
ANEJO XII
URBANIZACIN
4. VIALES
Para el establecimiento de la distribucin de viales y su anchura necesaria se ha estudiado el movimiento de los vehculos de modo que no interfieran en el desarrollo del proceso productivo.
Se ha previsto que los vehculos entren por una de las cancelas y salgan por la otra, con recorrido distinto para los vehculos industriales y para los turismos. La anchura de los viales, 8 m, permite fcilmente realizar maniobras y la doble circulacin en toda la parcela.
5. APARCAMIENTOS
Se ha previsto la inclusin de aparcamientos para turismos que tendrn capacidad suficiente para todos los trabajadores de la empresa adems de las posibles visitas. Se dispondrn 25 plazas de aparcamiento en el lateral oeste de la parcela.
Cada una de las plazas citadas tendr unas dimensiones de 2,5 x 5 m y se sealizar mediante pintura duroplstica resistente a rayos ultravioleta a base de resinas de poliuretano.
Se dispondr adems una zona de espera de camiones situada en el lateral opuesto de la parcela, el lateral este, junto a la zona de recepcin de materias primas y la de expedicin de producto elaborado.
ANEJO XII
URBANIZACIN
6. AJARDINAMIENTO
En los alrededores de la parcela habr una zona ajardinada que servir no slo como decoracin de la misma, sino tambin como barrera acstica y visual e incluso para sombrear las zonas expuestas al sol.
En las paterras se podrn plantar rboles, arbustos u otras especies herbceas que no precisen gran mantenimiento, ya que supondra un gasto adicional para la empresa.
Entre las especies recomendadas se encuentran:
Especies de hoja caduca para dar sombra: Populus albus Populus nigra Platanus sp. Celtis australis
Especies para cortinas o pantallas: Cupressus arizonica Cupressus sempervirens Ligustrum japonicum
Especies de hoja perenne: Cedrus deodara Pinus sp.
Especies bajas para paterras: Carpobructus aderlis (ua de len) Especies de borde de paterras: Boj Romero
ANEJO XII
URBANIZACIN
Para el riego se han proyectado bocas de riego que permiten el acceso a todas las zonas ajardinadas con la ayuda de mangueras y aspersores.
7. ILUMINACIN
Se iluminar el permetro de la parcela en una franja de 9 m de anchura, as como las puertas de entrada y salida del recinto. Para ello se usarn lmparas de vapor de sodio a alta presin de 150 W.
Para la iluminacin del permetro de la parcela se dispondrn las luminarias correspondientes, fijadas a la fachada de la nave, a una altura de 4,5 m.
Para la iluminacin de los accesos a la parcela se montarn las luminarias correspondientes sobre columnas de 4 m de altura. Tales columnas irn fijadas al suelo mediante un macizado de hormign en masa al que se unirn mediante pernos de anclaje.
El nmero y disposicin de las lmparas se observa en el plano Instalacin de Alumbrado, estando su clculo recogido en el Anejo de Instalacin Elctrica.
8. VARIOS
Se situarn las correspondientes seales de informacin, prohibicin y riesgo en los lugares donde sean necesarias, segn lo dispuesto en la Ley de Prevencin de Riesgos Laborales (Ley 31/1.995 de 8 de Noviembre, BOE de 10 de Noviembre de 1.995).
Se situarn papeleras, repartidas a lo largo de la parcela, sobre todo en los lugares de mayor acceso del personal.
ANEJO XII
URBANIZACIN
ANEJO XII. URBANIZACIN NDICE
1. UBICACIN DE LA PARCELA.................................................................................... 1 2. DIMENSIONES DE LA PARCELA............................................................................... 2 3. ACERAS Y PAVIMENTOS ........................................................................................... 2 4. VIALES............................................................................................................................ 4 5. APARCAMIENTOS........................................................................................................ 4 6. AJARDINAMIENTO ...................................................................................................... 5 7. ILUMINACIN............................................................................................................... 6 8. VARIOS........................................................................................................................... 6
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
1. INTRODUCCIN
En el presente anejo se exponen las medidas que se han adoptado para la proteccin frente a incendios, realizando una evaluacin del riesgo en funcin de dichas medidas, de las condiciones concretas del edificio, y de las actividades que en l se desarrollan.
Aunque no existe legislacin nacional aplicable a la extincin y proteccin contra incendios en la industria, se han tenido en cuenta una serie de criterios para garantizar una adecuada proteccin de las personas y los bienes en el supuesto de producirse un incendio.
Para la adecuacin del local, se tendr en cuenta la siguiente normativa:
Orden del M de Trabajo de 9 de marzo de 1.971. Ordenanza general de seguridad e higiene en el trabajo. B.O.E. 16 y 17 de marzo de 1.971. Captulo VII: Prevencin y extincin de incendios.
Real Decreto 485/1.997, de 14 de abril. Disposiciones mnimas en materia de sealizacin de seguridad y salud en el trabajo. B.O.E. de 23 de abril de 1.997. Real Decreto 486/1.997, de 14 de abril. Disposiciones mnimas de seguridad y salud en los lugares de trabajo. B.O.E. de 23 de abril de 1.997.
Se establecern las instalaciones de proteccin segn el Real Decreto 1.942/1.993, de 5 de noviembre. Incendios. Reglamento de instalaciones de proteccin. B.O.E. de 14 de diciembre de 1.993.
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
Una vez elegido el modo de proteccin contra incendios y para ratificar las medidas adoptadas, se utilizar el Mtodo Gretener, el cual se aplica en Suiza desde 1.968. El mtodo, adems de ser de reconocido prestigio y con garantas probadas, significa un intento, absolutamente vlido, de acercamiento a la cuantificacin idnea de los factores en la posible gravedad de los incendios.
Se completar el estudio con la aplicacin del R.D. 2.177/1.996, de 4 de octubre, NEB-CPI/96. Condiciones de proteccin contra incendios en los edificios, en lo que no se oponga a lo anterior y mejore las condiciones de seguridad.
2. COMPARTIMENTACIN EN SECTORES DE INCENDIO
La compartimentacin de un edificio en sectores de incendio, tiene por finalidad confinar el fuego, evitando o retardando su propagacin a otros sectores.
La compartimentacin en sectores de incendio considerada, y la superficie de cada uno de ellos es la siguiente: 1. Sala de elaboracin. S = 930,12 m2 . 2. Cmara frigorfica, sala de mquinas, sala de control de la bscula. S = 68,08 m2 . 3. Almacn de envases y embalajes, almacn de aceite y sal y almacn de producto elaborado. S = 153,72 m2 . 4. Zona de aseos y vestuarios. S = 164,3 m2. 5. Sala de la caldera, vestbulo, taller, pasillo, sala de distribucin de baja tensin y sala del equipo de limpieza. S = 141,98 m2 . 6. Planta superior. S = 307,52 m2 .
El edificio est aislado, por lo que se descarta el riesgo de propagacin del incendio a otros edificios. 2
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
3. CONDICIONES DE EVACUACIN
Para cumplir las condiciones de evacuacin exigidas por la legislacin nos referiremos tanto a la longitud de los recorridos de evacuacin como a las caractersticas de los mismos.
Para el anlisis de la evacuacin de un edificio, se considerar como origen de evacuacin todo punto ocupable dentro de recintos. Sin embargo, en recintos que no sean
2 de densidad elevada y cuya superficie sea menor que 50 m , el origen de evacuacin
puede considerarse situado en la puerta del recinto.
Teniendo en cuenta las salidas del edificio que constituye la planta industrial y la disposicin de la maquinaria y otros obstculos, se puede concluir que:
La longitud de los recorridos de evacuacin desde todo origen hasta alguna de las salidas es menor de 45 m. La longitud de todo origen de evacuacin hasta algn punto desde el que parten dos recorridos alternativos hacia sendas salidas no es mayor de 15 m.
Igualmente, se cumplen en todos los casos las limitaciones en cuanto a anchuras de puertas y pasillos que formen parte de los recorridos de evacuacin:
La anchura libre en puertas previstas como salidas de evacuacin es igual o mayor de 0,80 m. La anchura de la hoja en toda puerta es menor de 1,20 m. La anchura de la hoja, en puertas con dos hojas, es mayor de 0,60 m. La anchura libre en todo pasillo previsto como recorrido de evacuacin es mayor de 1 m.
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
Todas las puertas del edificio sern abatibles con eje de giro vertical y fcilmente operables. En todos los casos, las puertas utilizadas como salidas de emergencia debern abrir hacia fuera en el sentido de evacuacin.
4. SEALIZACIN E ILUMINACIN
Puesto que los trabajadores sern instruidos especialmente para la prevencin y lucha contra incendios y conocern perfectamente las reas de trabajo, no se considera necesario sealizar los recorridos de evacuacin ni los medios de proteccin contra incendios de utilizacin manual.
Se dispondrn equipos de iluminacin de emergencia a la salida del edificio y en los recorridos de evacuacin. Se tratar de equipos autnomos y automticos que debern mantener al menos durante una hora una intensidad luminosa de 60 lux.
La instalacin de alumbrado de emergencia se pondr en funcionamiento al producirse un fallo en la alimentacin de la instalacin de alumbrado normal en caso de incendio o por cualquier otro motivo. Estos equipos contarn con un dispositivo de puesta en reposo para evitar la entrada en funcionamiento de la instalacin si el fallo se produce estando el edificio desocupado.
5. MEDIDAS DE PREVENCIN Y EXTINCIN ADOPTADAS
5.1. Caractersticas de los equipos de proteccin contra incendios
Los equipos de proteccin contra incendios que se usarn en la industria a proyectar se indican a continuacin:
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
5.1.1. Extintores porttiles
Los extintores de incendio, sus caractersticas y especificaciones, se ajustarn al Reglamento de aparatos a presin, y a su instruccin tcnica complementaria MIEAP5. Se ajustarn, asimismo, a lo establecido en la norma UNE 23.110.
El emplazamiento de los extintores permitir su fcil visibilidad y accesibilidad, y se situarn prximos a los puntos donde se estime mayor probabilidad de iniciarse el incendio, prximos a las salidas de evacuacin y sobre soportes fijados a paramentos verticales, de modo que la parte superior del extintor quede, como mximo, a 1,70 m sobre el suelo.
Los extintores porttiles sern de espuma fsica o qumica, mezcla de ambas o polvos secos, anhdrido carbnico o agua, segn convenga a la causa determinante del fuego a extinguir.
Se instruir al personal, cuando sea necesario, del peligro que presenta el empleo de tetracloruro de carbono, y cloruro de metilo en atmsferas cerradas y de las reacciones qumicas peligrosas que puedan producirse en los locales de trabajo entre los lquidos extintores y las materias sobre las que puedan proyectarse.
La eficacia de un extintor se designa mediante un cdigo formado por:
Un valor numrico indicativo del tamao del fuego que puede apagar. Dicho valor se determina mediante un ensayo normalizado para cada clase de fuego, segn UNE 23 110.
Una letra indicativa de la clase de fuego para la cual es adecuado el agente extintor que contiene: Cdigo A, para fuegos de materias slidas. Cdigo B, para fuegos de materias lquidas. 5
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
5.1.2. Sistemas de bocas de incendio equipadas
Los sistemas de bocas de incendio equipadas estarn compuestos por una fuente de abastecimiento de agua, una red de tuberas para la alimentacin de agua y las bocas de incendio equipadas necesarias (BIE).
Las bocas de incendio equipadas se ajustarn a lo establecido en las normas UNE 23.402 y UNE 23.403.
Las BIE irn montadas sobre un soporte rgido, de forma que la altura de su centro quede como mximo a 1,50 m sobre el nivel del suelo. Se situarn cercanas a las salidas de cada sector de incendio, sin que constituyan un obstculo para su utilizacin.
Se considerar como radio de accin de la misma la longitud de su manguera, 20 m, incrementada en 5 m.
La separacin mxima entre cada BIE y su ms cercana ser de 50 m.
Se mantendrn alrededor de cada BIE una zona libre de obstculos que permita el acceso a la misma y su maniobra sin dificultad.
5.2. Medidas de prevencin y extincin adoptadas
Se dispondrn 9 unidades de extintores de polvo qumico polivalente con una eficacia de 13A/89B, de 6 kg y con presin incorporada, situados tal como se refleja en el Plano Proteccin contra incendios. En cualquier caso, la distancia real a recorrer desde cualquier punto del sector de incendio protegido hasta alcanzar el extintor ms prximo no excede de 25 m.
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
En cuanto a bocas de incendio equipadas, se instalarn siete, dispuestas tal como lo recoge el mismo plano. Estas bocas sern del tipo normalizado, de dimetro nominal 45 mm, con una manguera de 20 m de longitud provista de boca de lanza, con un alcance de proyeccin de 5 m.
Para extinguir posibles fuegos en el centro de transformacin y en la sala de distribucin de baja tensin, se dispondrn dos extintores de nieve carbnica, ya que no se permite el uso de espuma qumica o de agua.
6. AUTOPROTECCIN
La autoproteccin tiene por objeto principal impedir que se produzca el incendio o combatir el siniestro en la fase inicial para limitar su alcance y volumen, extinguindolo si fuera posible, adems de organizar la evacuacin de personas, prestar una primera ayuda a las posibles vctimas y cooperar con los servicios oficiales de extincin.
Segn la Direccin General de Proteccin Civil, en su Manual de Autoproteccin (Orden de 29-11-84), con la elaboracin de un Plan de Emergencia se pretende:
Conocer los edificios y sus instalaciones, la peligrosidad de los distintos sectores y de los medios de proteccin disponibles. Garantizar la fiabilidad de todos los medios de proteccin y las instalaciones generales. Disponer de personas organizadas, formadas y adiestradas que garanticen rapidez y eficacia en las acciones a emprender. Tener informados a todos los ocupantes del local de cmo deben actuar ante una emergencia.
Por tanto, el plan de autoproteccin contemplar, al menos, los siguientes extremos: 7
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
Designacin del responsable de la autoproteccin. Informacin sobre el manejo y empleo de los medios materiales de proteccin de que dispone la industria. Informacin sobre el comportamiento y actuacin del personal en caso de incendio. Redaccin de una hoja de instrucciones en la que se resume de forma clara los apartados anteriores. En ella deber hacerse constar los nmeros de telfono de los servicios de bomberos, polica y servicios sanitarios de urgencia. La mencionada hoja se colocar de forma que sea fcilmente legible para el personal y de manera que quede asegurada su fijacin permanente.
7. EVALUACIN DEL RIESGO DE INCENDIO. MTODO GRETENER
El mtodo Gretener permite realizar una evaluacin cuantitativa del riesgo de incendio, as como una valoracin de la seguridad contra incendios estudiando una serie de factores que son los de mayor influencia sobre la gravedad de los incendios.
A diferencia de la Norma CPI-96, el Mtodo Gretener est indicado para los edificios industriales, por lo que se considera un complemento adecuado.
7.1. Descripcin general de Mtodo
El Mtodo Gretener se basa en el establecimiento, para el recinto en estudio, de un riesgo aceptado Ru y en el clculo del riesgo efectivo de incendio R. Si el riesgo efectivo calculado es superior al riesgo aceptado, ser necesario introducir medidas suplementarias de seguridad contra incendios.
El riesgo efectivo de incendio, R, se establece mediante el producto de la exposicin al riesgo que existe, B, por el peligro de activacin, A. 8
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
R=BxA
Por otra parte, el riesgo aceptado de incendio, Ru, se calcular como el producto del riesgo de incendio normal, Rn, por un factor de correccin que es funcin de la situacin de riesgo para las personas (nmero de personas y nivel de la planta a que se aplique el mtodo), PH.E.
Ru = Rn x PH.E. El peligro de activacin, A, se establece en funcin de la actividad realizada en el recinto en estudio. La exposicin al riesgo, B, se obtiene como cociente entre el peligro potencial, P, y las medidas de proteccin normales, N, especiales, S, e inherentes a la construccin, F.
B=
P N S F
El valor de las medidas normales de proteccin, N, se obtiene como producto del valor dado a cinco factores que son los siguientes:
N = n1 x n2 x n3 x n4 x n5 siendo: n1 = extintores porttiles. n2 = bocas de incendio equipadas. n3 = fiabilidad de las fuentes de agua para extincin. Se estima que la red pblica de agua de esta zona suministra caudal de agua suficiente durante un tiempo indefinido. n4 = longitud de los conductos para el transporte de agua. n5 = personal instruido en materia de incendio.
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
La valoracin de las medidas especiales se realizar mediante la expresin:
S = s1 x s2 x s3 x s4 x s5 x s6 siendo: s1 = deteccin del fuego. Este coeficiente representa la existencia de algn tipo de aparato o servicio de vigilancia que nos permita detectar un fuego en el momento en que ste se produzca. s2 = transmisin de la alarma. Este coeficiente representa la existencia de algn tipo de alarma existente en la industria capaz de transmitir un aviso de la misma en el momento en que ocurra el fuego. s3 = disponibilidad de bomberos. s4 = tiempo para la intervencin de los bomberos. Estos coeficientes hacen referencia a la disponibilidad de un cuerpo de bomberos profesional y al tiempo de desplazamiento de este cuerpo. s5 = instalaciones de extincin. s6 = instalaciones de evacuacin de calor y humo. Las medidas inherentes a la construccin se valoran del modo siguiente:
F = f1 x f2 x f3 x f4 siendo: f1 = resistencia al fuego de la estructura portante del edificio. f2 = resistencia al fuego de las fachadas. f3 = resistencia al fuego de las separaciones entre plantas. f4 = dimensin de las clulas cortafuegos. El peligro potencial, P, considera los factores de peligro inherente al contenido del edificio y que derivan de la actividad genrica que en l se realiza.
P=qxcxrxkxixexg
10
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
siendo:
Peligros que derivan de la actividad genrica del edificio: *q = factor de la carga trmica mobiliaria. La carga de incendio mobiliario (Qm) viene determinada por el poder calorfico de todas las materias combustibles respecto a la superficie del compartimento cortafuego. Se expresa en MJ m-2. A partir de este valor se determina el valor de q. *c = combustibilidad. Todas las materias slidas, lquidas y gaseosas se encuentran catalogadas en 6 grados de peligro del 1 al 6. *r = factor de peligro de formacin de humos. La materia que tenga mayor r ser determinante; si existen materias fuertemente fumgenas y cuya carga del fuego sea menor del 10% se tomar un valor de
r = 1,1. *k = Peligro de corrosin/toxicidad. A este tipo de industria le corresponde un grado normal.
Peligros inherentes al contenido del edificio: *i = factor de la carga trmica inmobiliaria: Este valor depende de la combustibilidad de la construccin portante y de los elementos de las fachadas no portantes, as como de los diferentes aislamientos combustibles incorporados a la construccin de las naves de un solo nivel. *e = nivel de la planta o altura del local. *g = factor de dimensin superficial. Este factor es funcin de la superficie del compartimento, as como de la relacin entre la longitud y la anchura del mismo.
Siguiendo los diferentes pasos descritos se realizar el estudio de cada uno de los recintos.
11
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
7.2. Evaluacin del riesgo de incendio
A continuacin se aplicar el mtodo GRETENER a los 8 compartimentos en que se dividi el edificio en el apartado 2 del presente Anejo.
7.2.1. Compartimento 1: Sala de elaboracin y zona de recepcin de materias primas
a) Caractersticas constructivas:
- Estructura metlica en cerchas y pilares. - Cerramientos interiores de fbrica de ladrillo. - Falsos techos de panel rgido de lana de vidrio aglomerada con resinas temoendurecidas, con la cara vista recubierta de PVC blanco, pegado con cola ignfuga. - Edificacin de tipo G, que propaga el fuego horizontalmente pero no verticalmente. - Dimensiones: l = 49,6 m; b = 23,3 m.
b) Clculo del riesgo de incendio.
b.1) Factores de peligro:
En la tabla n1 se enumeran los datos de la carga trmica mobiliaria (Qm), combustibilidad (c), peligro de humos (r), peligro de corrosin (k), peligro de activacin (A) y superficie (S) de las distintas dependencias con sus actividades correspondientes.
12
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
Tabla 1. Actividades del Compartimento 1. Compartimento Sala de elaboracin Recepcin materias primas Qm (MJ/m2 ) c 1.000 800 r k A S
1,4 1,2 1,0 1,20 880 1,2 1,2 1,0 1,00 51
Se obtiene una carga trmica mobiliaria total: Qm = 989 MJ/m2 , por tanto el factor de carga trmica ser: q = 1,5.
Para tal zona, los valores de los factores sern:
c = 1,4
r = 1,2
k=1
A = 1,2
i=1
e=1
l / b = 49,6 / 23,3 = 2:1 g = 0,5 El valor de los factores de peligro es:
P = q x c x r x k x i x e x g = 1,5 x 1,4 x 1,2 x 1 x 1 x 1 x 0,5 = 1,26
b.2) Medidas de proteccin:
Normales (N): n1 = 1 n2 = 1 n3 = 1 n4 = 1 n5 = 1 Extintores porttiles suficientes. Bocas de incendio equipadas suficientes. Fiabilidad de aporte de agua a la presin adecuada. Longitud de manguera desde hidrante exterior < 70 m. Personal instruido.
N = n1 x n2 x n3 x n4 x n5 = 1 x 1 x 1 x 1 x 1 = 1
13
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
Especiales (S): s1 = 1,05 s2 = 1,05 s3 = 1,6 s4 = 1 s5 = 1 s6 = 1 Deteccin del fuego, vigilancia eficaz y permanente Transmisin de alarma, el guarda dispondr de telfono Existe un Cuerpo Oficial de Bomberos. Tiempo de intervencin menor a 15 minutos. No hay instalacin automtica de extincin. No hay instalacin de evacuacin de calor y humos.
S = s1 x s2 x s3 x s4 x s5 xs6 = 1,05 x 1,05 x 1,6 x 1 x 1 x 1 = 1,764
Inherentes a la construccin (F): f1 = 1 f2 = 1,15 f3 = 1 Estructura portante metlica sin proteccin. Resistencia al fuego de las fachadas > RF90. Resistencia al fuego de las separaciones entre plantas, techo, (no se conocen de forma fiable) f4 = 1 Dimensin de las clulas cortafuegos,(no existen)
F = f1 x f2 x f3 x f4 = 1 x 1,15 x 1 x 1 = 1,15 b.3) Exposicin al riesgo (B):
B=
P 1,26 = = 0,62 N S F 1 1,764 1,15
b.4) Riesgo de incendio efectivo (R):
R = B x A = 0,62 x 1,2 = 0,74
14
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
c) Riesgo de incendio aceptado (Ru)
El riesgo de incendio normal considerado es Rn = 1,3. Se aplica un factor de correccin PH.E = 1. Ru = Rn x PH.E = 1,3 1 = 1,3 d) Seguridad contra incendios (): = Ru 1,3 = = 1, 75 > 1 R 0,74
Por lo tanto, la seguridad contra incendios en el compartimento 1 es aceptable.
7.2.2. Compartimento 2: Cmara frigorfica, sala de mquinas y sala de control de la bscula
a) Caractersticas constructivas:
- Estructura metlica en cerchas y pilares. - Cerramientos interiores de fbrica de ladrillo. - Falsos techos de panel rgido de lana de vidrio aglomerada con resinas temoendurecidas, con la cara vista recubierta de PVC blanco, pegado con cola ignfuga. - Edificacin de tipo G, que propaga el fuego horizontalmente pero no verticalmente. - Dimensiones: l = 14,8 m; b = 4,6 m.
b) Clculo del riesgo de incendio.
15
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
b.1) Factores de peligro:
En la tabla n1 se enumeran los datos de la carga trmica mobiliaria (Qm), combustibilidad (c), peligro de humos (r), peligro de corrosin (k), peligro de activacin (A) y superficie (S) de las distintas dependencias con sus actividades correspondientes.
Tabla 2. Actividades del Compartimento 2 Compartimento Cmara frigorfica Sala de mquinas Sala control bscula Distribuidor Qm (MJ/m2 ) c 2.000 1.000 500 200 r k A S
1 1,2 1 0,85 37,41 1,2 1,2 1 1,2 13,5
1,2 1,2 1 0,85 7,28 1 1 1 0,85 4,32
Se obtiene una carga trmica mobiliaria total: Qm = 1.364 MJ/m2 , por tanto el factor de carga trmica ser: q = 1,6.
Para tal zona, los valores de los factores sern:
c = 1,2
r = 1,2
k=1
A = 1,2
i=1
e=1
l / b = 14,8 / 4,6 = 3:1 g = 0,4 El valor de los factores de peligro es:
P = q x c x r x k x i x e x g = 1,6 x 1,2 x 1,2 x 1 x 1 x 1 x 0,4 = 0,92
b.2) Medidas de proteccin:
Normales (N): n1 = 1 Extintores porttiles suficientes. 16
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
n2 = 1 n3 = 1 n4 = 1 n5 = 1
Bocas de incendio equipadas suficientes. Fiabilidad de aporte de agua a la presin adecuada. Longitud de manguera desde hidrante exterior < 70 m. Personal instruido.
N = n1 x n2 x n3 x n4 x n5 = 1 x 1 x 1 x 1 x 1 = 1
Especiales (S): s1 = 1,05 s2 = 1,05 s3 = 1,6 s4 = 1 s5 = 1 s6 = 1 Deteccin del fuego, vigilancia eficaz y permanente Transmisin de alarma, el guarda dispondr de telfono Existe un Cuerpo Oficial de Bomberos. Tiempo de intervencin menor a 15 minutos. No hay instalacin automtica de extincin. No hay instalacin de evacuacin de calor y humos.
S = s1 x s2 x s3 x s4 x s5 xs6 = 1,05 x 1,05 x 1,6 x 1 x 1 x 1 = 1,764
Inherentes a la construccin (F): f1 = 1 f2 = 1,15 f3 = 1 f4 = 1 Estructura portante metlica sin proteccin. Resistencia al fuego de las fachadas > RF90. Resistencia al fuego de las separaciones entre plantas, techo, (no se conocen de forma fiable). Dimensin de las clulas cortafuegos, (no existen).
F = f1 x f2 x f3 x f4 = 1 x 1,15 x 1 x 1 = 1,15
b.3) Exposicin al riesgo (B):
B=
P 0,92 = = 0,45 N S F 1 1,764 1,15
17
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
b.4) Riesgo de incendio efectivo (R):
R = B x A = 0,45 x 1,2 = 0,54
c) Riesgo de incendio aceptado (Ru)
El riesgo de incendio normal considerado es Rn = 1,3. Se aplica un factor de correccin PH.E = 1. Ru = Rn x PH.E = 1,3 x 1 = 1,3 d) Seguridad contra incendios (): = Ru 1,3 = = 2,4 > 1 R 0,54
Por lo tanto, la seguridad contra incendios en el compartimento 2 es aceptable.
7.2.3. Compartimento 3: Almacn de envases y embalajes, almacn de aceite y sal y almacn de producto elaborado
a) Caractersticas constructivas:
- Estructura metlica en cerchas y pilares. - Cerramientos interiores de fbrica de ladrillo. - Falsos techos de panel rgido de lana de vidrio aglomerada con resinas temoendurecidas, con la cara vista recubierta de PVC blanco, pegado con cola ignfuga. - Edificacin de tipo G, que propaga el fuego horizontalmente pero no verticalmente. - Dimensiones: l = 25,3 m; b = 6,1 m. 18
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
b) Clculo del riesgo de incendio.
b.1) Factores de peligro:
En la tabla 3 se enumeran los datos de la carga trmica mobiliaria (Qm), combustibilidad (c), peligro de humos (r), peligro de corrosin (k), peligro de activacin (A) y superficie (S) de las distintas dependencias con sus actividades correspondientes.
Tabla 3. Actividades del Compartimento 3. Compartimento Almacn de envases y embalajes Almacn de aceite y sal Almacn de producto elaborado Qm (MJ/m2 ) c 800 1.000 1.000 r k A S
1,2 1,0 1,0 1,00 30,3 1,4 1,2 1,0 1,20 30,3 1,2 1,0 1,0 1,00 92,11
Se obtiene una carga trmica mobiliaria total: Qm = 954 MJ/m2 , por tanto el factor de carga trmica ser: q = 1,5.
Para tal zona, los valores de los factores sern:
c = 1,4
r = 1,2
k=1
A = 1,2
i=1
e=1
l / b = 25,3 / 6,1 = 4:1 g = 0,4 El valor de los factores de peligro es:
P = q x c x r x k x i x e x g = 1,5 x 1,4 x 1,2 x 1 x 1 x 1 x 0,4 = 1,008
19
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
b.2) Medidas de proteccin:
Normales (N): n1 = 1 n2 = 1 n3 = 1 n4 = 1 n5 = 1 Extintores porttiles suficientes. Bocas de incendio equipadas suficientes. Fiabilidad de aporte de agua a la presin adecuada. Longitud de manguera desde hidrante exterior < 70 m. Personal instruido.
N = n1 x n2 x n3 x n4 x n5 = 1 x 1 x 1 x 1 x 1 = 1
Especiales (S): s1 = 1,05 s2 = 1,05 s3 = 1,6 s4 = 1 s5 = 1 s6 = 1 Deteccin del fuego, vigilancia eficaz y permanente. Transmisin de alarma, el guarda dispondr de telfono. Existe un Cuerpo Oficial de Bomberos. Tiempo de intervencin menor a 15 minutos. No hay instalacin automtica de extincin. No hay instalacin de evacuacin de calor y humos.
S = s1 x s2 x s3 x s4 x s5 xs6 = 1,05 x 1,05 x 1,6 x 1 x 1 x 1 = 1,764
Inherentes a la construccin (F): f1 = 1 f2 = 1,15 f3 = 1 f4 = 1 Estructura portante metlica sin proteccin. Resistencia al fuego de las fachadas > RF90. Resistencia al fuego de las separaciones entre plantas, techo, (no se conoce de forma fiable) Dimensin de las clulas cortafuegos, (no existen).
F = f1 x f2 x f3 x f4 = 1 x 1,15 x 1 x 1 = 1,15 20
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
b.3) Exposicin al riesgo (B):
B=
P 1,008 = = 0,49 N S F 1 1,764 1,15
b.4) Riesgo de incendio efectivo (R):
R = B x A = 0,49 x 1,2 = 0,59
c) Riesgo de incendio aceptado (Ru)
El riesgo de incendio normal considerado es Rn = 1,3. Se aplica un factor de correccin PH.E = 1. Ru = Rn x PH.E = 1,3 x 1 = 1,3 d) Seguridad contra incendios (): = Ru 1,3 = = 2,2 > 1 R 0,59
Por lo tanto, la seguridad contra incendios en el compartimento 3 es aceptable.
7.2.4. Compartimento 4: Zona de aseos y vestuarios
a) Caractersticas constructivas:
- Estructura metlica en cerchas y pilares. - Cerramientos interiores de fbrica de ladrillo.
21
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
- El techo de este compartimento lo constituye un forjado de viguetas de acero con entrevigado de bloques cermicos.
- Edificacin de tipo G, que propaga el fuego horizontalmente pero no verticalmente. - Dimensiones: l = 26,5 m; b = 6,2 m.
b) Clculo del riesgo de incendio.
b.1) Factores de peligro:
En la tabla 4 se enumeran los datos de la carga trmica mobiliaria (Qm), combustibilidad (c), peligro de humos (r), peligro de corrosin (k), peligro de activacin (A) y superficie (S) de las distintas dependencias con sus actividades correspondientes.
Tabla 4. Actividades del Compartimento 4. Compartimento Aseos y vestuarios femeninos Aseos y vestuarios masculinos Pasillo intermedio Qm (MJ/m2 ) c 200 200 200 r k A S
1,0 1,0 1,0 0,85 75,64 1,0 1,0 1,0 0,85 75,64 1,0 1,0 1,0 0,85 11,78
Se obtiene una carga trmica mobiliaria total: Qm = 200 MJ/m2 , por tanto el factor de carga trmica ser: q = 1.
Para tal zona, los valores de los factores sern:
c=1
r=1
k=1
A = 0,85
i=1
e=1
l / b = 26,5 / 6,2 = 4:1 g = 0,4 El valor de los factores de peligro es: 22
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
P = q x c x r x k x i x e x g = 1 x 1 x 1 x 1 x 1 x 1 x 0,4 = 0,4
b.2) Medidas de proteccin:
Normales (N): n1 = 1 n2 = 1 n3 = 1 n4 = 1 n5 = 1 Extintores porttiles suficientes. Bocas de incendio equipadas suficientes. Fiabilidad de aporte de agua a la presin adecuada. Longitud de manguera desde hidrante exterior < 70 m. Personal instruido.
N = n1 x n2 x n3 x n4 x n5 = 1 x 1 x 1 x 1 x 1 = 1
Especiales (S): s1 = 1,05 s2 = 1,05 s3 = 1,6 s4 = 1 s5 = 1 s6 = 1 Deteccin del fuego, vigilancia eficaz y permanente. Transmisin de alarma, el guarda dispondr de telfono. Existe un Cuerpo Oficial de Bomberos. Tiempo de intervencin menor a 15 minutos. No hay instalacin automtica de extincin. No hay instalacin de evacuacin de calor y humos.
S = s1 x s2 x s3 x s4 x s5 xs6 = 1,05 x 1,05 x 1,6 x 1 x 1 x 1 = 1,764
Inherentes a la construccin (F): f1 = 1 f2 = 1,15 f3 = 1 f4 = 1 Estructura portante metlica sin proteccin. Resistencia al fuego de las fachadas > RF90. Resistencia al fuego de las separaciones entre plantas, techo, (no se conocen de forma fiable). Dimensin de las clulas cortafuegos, (no existen). 23
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
F = f1 x f2 x f3 x f4 = 1 x 1,15 x 1 x 1 = 1,15
b.3) Exposicin al riesgo (B):
B=
P 0,4 = = 0,197 N S F 1 1,764 1,15
b.4) Riesgo de incendio efectivo (R):
R = B x A = 0,197 x 0,85 = 0,167
c) Riesgo de incendio aceptado (Ru)
El riesgo de incendio normal considerado es Rn = 1,3. Se aplica un factor de correccin PH.E = 1. Ru = Rn x PH.E = 1,3 x 1 = 1,3 d) Seguridad contra incendios (): = Ru 1,3 = = 7,75 > 1 R 0,167
Por lo tanto, la seguridad contra incendios en el compartimento 4 es aceptable.
7.2.5. Compartimento 5: Sala de la caldera, vestbulo, taller, pasillo, sala de distribucin de baja tensin y sala del equipo de limpieza
a) Caractersticas constructivas: 24
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
- Estructura metlica en cerchas y pilares. - Cerramientos interiores de fbrica de ladrillo.
- El techo de esta zona lo constituye un forjado de viguetas de acero con entrevigado de bloques cermicos. - Edificacin de tipo V, que propaga el fuego horizontal y verticalmente. - Dimensiones: l = 23 m; b = 6,2 m.
b) Clculo del riesgo de incendio.
b.1) Factores de peligro:
En la tabla 5 se enumeran los datos de la carga trmica mobiliaria (Qm), combustibilidad (c), peligro de humos (r), peligro de corrosin (k), peligro de activacin (A) y superficie (S) de las distintas dependencias con sus actividades correspondientes.
Tabla 5. Actividades del Compartimento 5. Compartimento Sala de la caldera Vestbulo Taller Pasillo Sala de distribucin de baja tensin Sala del equipo de limpieza Qm (MJ/m2 ) c 1.500 200 1.500 200 1.500 1.000 r k A 1 S 32,24
1,2 1,2 1,0
1,0 1,0 1,0 0,85 48,36 1,2 1,2 1,0 1 17,98
1,0 1,0 1,0 0,85 11,78 1,2 1,2 1,0 1 14,4
1,2 1,2 1,0 1,2 14,88
Se obtiene una carga trmica mobiliaria total: Qm = 873 MJ/m2 , por tanto el factor de carga trmica ser: q = 1,5.
Para tal zona, los valores de los factores sern: 25
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
c = 1,2
r = 1,2
k=1
A = 1,2
i=1
e=1
l / b = 23 / 6,2 = 4:1 g = 0,4 El valor de los factores de peligro es:
P = q x c x r x k x i x e x g = 1,5 x 1,2 x 1,2 x 1 x 1 x 1 x 0,4 = 0,864
b.2) Medidas de proteccin:
Normales (N): n1 = 1 n2 = 1 n3 = 1 n4 = 1 n5 = 1 Extintores porttiles suficientes. Bocas de incendio equipadas suficientes. Fiabilidad de aporte de agua a la presin adecuada. Longitud de manguera desde hidrante exterior < 70 m. Personal instruido.
N = n1 x n2 x n3 x n4 x n5 = 1 x 1 x 1 x 1 x 1 = 1
Especiales (S): s1 = 1,05 s2 = 1,05 s3 = 1,6 s4 = 1 s5 = 1 s6 = 1 Deteccin del fuego, vigilancia eficaz y permanente. Transmisin de alarma, el guarda dispondr de telfono. Existe un Cuerpo Oficial de Bomberos. Tiempo de intervencin menor a 15 minutos. No hay instalacin automtica de extincin. No hay instalacin de evacuacin de calor y humos.
S = s1 x s2 x s3 x s4 x s5 xs6 = 1,05 x 1,05 x 1,6 x 1 x 1 x 1 = 1,764
Inherentes a la construccin (F): f1 = 1 Estructura portante metlica sin proteccin. 26
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
f2 = 1,15 f3 = 1
Resistencia al fuego de las fachadas > RF90. Resistencia al fuego de las separaciones entre plantas, techo, (no se conoce de forma fiable)
f4 = 1
Dimensin de las clulas cortafuegos, (no existen).
F = f1 x f2 x f3 x f4 = 1 x 1,15 x 1 x 1 = 1,15 b.3) Exposicin al riesgo (B):
B=
P 0,864 = = 0,425 N S F 1 1,764 1,15
b.4) Riesgo de incendio efectivo (R):
R = B x A = 0,425 x 1,2 = 0,51
c) Riesgo de incendio aceptado (Ru)
El riesgo de incendio normal considerado es Rn = 1,3. Se aplica un factor de correccin PH.E = 1.
Ru = Rn x PH.E = 1,3 x 1 = 1,3 d) Seguridad contra incendios (): = Ru 1,3 = = 2,5 > 1 R 0,51
Por lo tanto, la seguridad contra incendios en el compartimento 5 es aceptable.
7.2.6. Compartimento 6: Planta superior
27
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
a) Caractersticas constructivas:
- Estructura metlica en cerchas y pilares. - Cerramientos interiores de fbrica de ladrillo.
- Falsos techos de panel rgido de lana de vidrio aglomerada con resinas temoendurecidas, con la cara vista recubierta de PVC blanco, pegado con cola ignfuga. - Edificacin de tipo V, que propaga el fuego horizontal y verticalmente. - Dimensiones: l = 49,6 m; b = 6,2 m.
b) Clculo del riesgo de incendio.
b.1) Factores de peligro:
En la tabla 6 se enumeran los datos de la carga trmica mobiliaria (Qm), combustibilidad (c), peligro de humos (r), peligro de corrosin (k), peligro de activacin (A) y superficie (S) de las distintas dependencias con sus actividades correspondientes.
Tabla 6. Actividades del Compartimento 6. Compartimento Comedor Sala de descanso Vestbulo Pasillo Laboratorio Pasillo oficinas Despachos Aseo de seoras oficinas Aseo de caballeros oficinas Qm (MJ/m2 ) c 500 500 200 200 500 200 700 200 200 r k A S
1,2 1,2 1,0 0,85 34,72 1,2 1,2 1,0 0,85 25,42 1,0 1,0 1,0 0,85 29,28 1,0 1,0 1,0 0,85 29,6 1,6 1,0 1,2 1,45 44,52 1,0 1,0 1,0 0,85 49,28 1,2 1,0 1,0 0,85 9,9
1,0 1,0 1,0 0,85 4,95 1,0 1,0 1,0 0,85 4,62 28
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
Recepcin Despacho de direccin Sala de juntas
700 700 700
1,2 1,0 1,0 0,85 14,28 1,2 1,0 1,0 0,85 13,2 1,2 1,0 1,0 0,85 21,08
Se obtiene una carga trmica mobiliaria total: Qm = 380 MJ/m2 , por tanto el factor de carga trmica ser: q = 1,2.
Para tal zona, los valores de los factores sern:
c = 1,6
r = 1,2
k = 1,2
A = 1,45
i=1
e=1
l / b = 49,6 / 6,2 = 8:1 g = 0,4 El valor de los factores de peligro es:
P = q x c x r x k x i x e x g = 1,2 x 1,6 x 1,2 x 1,2 x 1 x 1 x 0,4 = 1,1
b.2) Medidas de proteccin:
Normales (N): n1 = 1 n2 = 1 n3 = 1 n4 = 1 n5 = 1 Extintores porttiles suficientes. Bocas de incendio equipadas suficientes. Fiabilidad de aporte de agua a la presin adecuada. Longitud de manguera desde hidrante exterior < 70 m. Personal instruido.
N = n1 x n2 x n3 x n4 x n5 = 1 x 1 x 1 x 1 x 1 = 1
Especiales (S): s1 = 1,05 Deteccin del fuego, vigilancia eficaz y permanente. 29
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
s2 = 1,05 s3 = 1,6 s4 = 1 s5 = 1 s6 = 1
Transmisin de alarma, el guarda dispondr de telfo no. Existe un Cuerpo Oficial de Bomberos. Tiempo de intervencin menor a 15 minutos. No hay instalacin automtica de extincin. No hay instalacin de evacuacin de calor y humos.
S = s1 x s2 x s3 x s4 x s5 xs6 = 1,05 x 1,05 x 1,6 x 1 x 1 x 1 = 1,764
Inherentes a la construccin (F): f1 = 1 f2 = 1,15 f3 = 1 f4 = 1 Estructura portante metlica sin proteccin. Resistencia al fuego de las fachadas > RF90. Resistencia al fuego de las separaciones entre plantas, techo, (no se conoce de forma fiable) Dimensin de las clulas cortafuegos, (no existen).
F = f1 x f2 x f3 x f4 = 1 x 1,15 x 1 x 1 = 1,15
b.3) Exposicin al riesgo (B): B= P 1,1 = = 0,54 N S F 1 1,764 1,15
b.4) Riesgo de incendio efectivo (R):
R = B x A = 0,54 x 1,45 = 0,79 c) Riesgo de incendio aceptado (Ru)
El riesgo de incendio normal considerado es Rn = 1,3. Se aplica un factor de correccin PH.E = 1. Ru = Rn x PH.E = 1,3 1 = 1,3
30
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
d) Seguridad contra incendios (): = Ru 1,3 = = 1, 64 > 1 R 0,79
Por lo tanto, la seguridad contra incendios en el compartimento 6 es aceptable.
31
ANEJO XIII
PROTECCIN CONTRA INCENDIOS
ANEJO XIII. PROTECCIN CONTRA INCENDIOS NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. COMPARTIMENTACIN EN SECTORES DE INCENDIO ....................................... 2 3. CONDICIONES DE EVACUACIN............................................................................. 3 4. SEALIZACIN E ILUMINACIN............................................................................. 4 5. MEDIDAS DE PREVENCIN Y EXTINCIN ADOPTADAS ................................... 4 5.1. Caractersticas de los equipos de proteccin contra incendios ................................. 4 5.1.1. Extintores porttiles............................................................................................ 5 5.1.2. Sistemas de bocas de incendio equipadas .......................................................... 6 5.2. Medidas de prevencin y extincin adoptadas.......................................................... 6 6. AUTOPROTECCIN ..................................................................................................... 7 7. EVALUACIN DEL RIESGO DE INCENDIO. MTODO GRETENER.................... 8 7.1. Descripcin general de Mtodo................................................................................. 8 7.2. Evaluacin del riesgo de incendio........................................................................... 12 7.2.1. Compartimento 1: Sala de elaboracin y zona de recepcin de materias primas .................................................................................................................................... 12 7.2.2. Compartimento 2: Cmara frigorfica, sala de mquinas y sala de control de la bscula........................................................................................................................ 15 7.2.3. Compartimento 3: Almacn de envases y embalajes, almacn de aceite y sal y almacn de producto elaborado.................................................................................. 18 7.2.4. Compartimento 4: Zona de aseos y vestuarios................................................. 21 7.2.5. Compartimento 5: Sala de la caldera, vestbulo, taller, pasillo, sala de distribucin de baja tensin y sala del equipo de limpieza ........................................ 24 7.2.6. Compartimento 6: Planta superior.................................................................... 27
32
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
1. INTRODUCCIN
Recoge este anejo las medidas de seguridad y salud de las que debern dotarse las instalaciones en proyecto, as como las normas higinico-sanitarias a que estar sometido el personal que participe en cualquier actividad que se desarrolle en las mismas, con el fin de prevenir enfermedades y accidentes profesionales y conseguir las mejores condiciones de higiene y bienestar en los centros y puestos de trabajo en que dichas personas desarrollen sus actividades.
El personal directivo y el tcnico, los mandos intermedios y los operarios y restantes individuos implicados en la actividad de la empresa, conocern los derechos y obligaciones en materia de seguridad e higiene reflejados en la Ley de Prevencin de Riesgos Laborales (Ley 31/1.995 de 8 de Noviembre, BOE de 10 de Noviembre de 1.995). Igualmente conocern lo dispuesto en tal Ley referente a responsabilidades y posibles sanciones por incumplimiento de los preceptos de la misma.
Para que lo expuesto se cumpla, se pondr a disposicin del personal un ejemplar de la Ley de Prevencin de Riesgos Laborales. Adicionalmente, antes de que el personal comience a desempear cualquier puesto de trabajo, se le instruir adecuadamente acerca de los riesgos y peligros que en el mismo puedan afectarle, y sobre la forma, mtodos y procesos que deben observarse para prevenirlos o evitarlos.
2. TRABAJADORES EN LA INDUSTRIA. FUNCIN Y CUALIFICACIN
Para un buen desarrollo de las actividades previstas para la puesta en marcha y funcionamiento de la Planta de Elaboracin de Patatas Chips, ser necesario el personal laboral que se indica a continuacin:
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Para las tareas administrativas y directivas: Un tcnico gerente. Un auxiliar administrativo.
Para el trabajo de laboratorio: Un tcnico de laboratorio y gestin de calidad, responsable de
los anlisis para el control de calidad de las materias primas y el producto elaborado.
Para la coordinacin y supervisado de los trabajos: Un maestro de fbrica, que controlar al resto de los operarios y
tomar las decisiones oportunas en cuanto al proceso de produccin. Vigilar las temperaturas y los tiempos en los equipos que lo requieran y dar la alarma en el caso de anomala en el funcionamiento de la instalacin. Un mecnico encargado del taller. Tambin atender el control
de la caldera y de la instalacin frigorfica. Controlar adems el abastecimiento de gas-oil al quemador del calentador trmico de aceite.
Para las operaciones de recepcin y expedicin: Un conductor de carretillas que efectuar la descarga de las
materias primas y su almacenamiento en los distintos almacenes, as como de la recogida de los palets formados, transporte hasta el almacn de producto elaborado y carga en los camiones de acuerdo con las indicaciones del encargado de recepcin y expedicin. Tambin se encargar del abastecimiento de materia prima a la lnea de procesado y de reponer los materiales de envasado y embalaje en los distintos equipos. 2
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Un encargado del control de recepcin, que llevar a cabo un
primer control cuantitativo y cualitativo de las materias primas. Esta misma persona se encargar del control de expedicin y almacn.
En la lnea de elaboracin: Un operario que se encargar de la inspeccin de las patatas tras
su pelado y eliminar las porciones deterioradas. Un operario que se encargar de la inspeccin del producto
elaborado antes de su envasado. Eliminar las chips de mala calidad. Un operario que colocar las bolsas de patatas en las cajas
previamente formadas, cerrndolas a continuacin.
Para el mantenimiento de las instalaciones: Un encargado de limpieza y mantenimiento. Se ocupar de la
limpieza de los locales y equipos y del cuidado de la parcela donde se ubica la fbrica Un guarda jardinero
A la vista de lo anterior, la demanda de personal laboral asciende a un total de 12 personas.
3. SEGURIDAD Y SALUD EN LOS LUGARES DE TRABAJO
La Ley 31/1.995, de 8 de noviembre, de Prevencin de Riesgos Laborales, adems de determinar el cuerpo bsico de garantas y responsabilidades, contempla en el art. 6 las materias que sern objeto de desarrollo reglamentario tendentes a la concrecin en los distintos sectores en que se divide la accin preventiva.
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Al respecto, dentro del marco de la Comunidad Europea, la Directiva 89/654/CEE, de 30 de noviembre, ha dictado las disposiciones mnimas de seguridad y de salud en los lugares de trabajo. El Estado, en virtud de sus obligaciones comunitarias, ha procedido, mediante el R.D. 486/1.997, de 14 de abril, por el que se establecen las disposiciones mnimas de seguridad y salud en los lugares de trabajo, a la transposicin de la citada Directiva.
Las caractersticas constructivas de los lugares de trabajo han de contemplarse en el diseo y proyecto, orientado ello al control de los riesgos de cadas al mismo nivel, a distinto nivel, riesgos por choques o golpes contra objetos, sin olvidar que ha de tenerse especial cuidado en el control de las situaciones de emergencia y evacuacin de trabajadores en caso de incendio.
Se exponen, a continuacin, las condiciones generales de seguridad en los lugares de trabajo.
3.1. Seguridad estructural
La seguridad estructural del edificio est garantizada de acuerdo con los clculos realizados en el Anejo Clculos Constructivos, segn el cual todos los elementos, estructurales o de servicio, con inclusin de las escaleras, renen las siguientes condiciones:
Tener la solidez y resistencia necesarias para soportar las cargas o esfuerzos a que sean sometidos. Disponer de un sistema de armado, sujecin o apoyo que asegure su estabilidad.
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
3.2. Espacios de trabajo y zonas peligrosas
Los espacios de trabajo han de ser tales que sea posible un trabajo seguro y en condiciones ergonmicas aceptables. Para ello, se consideran en este apartado las dimensiones mnimas, as como la proteccin de los trabajadores ubicados en zonas peligrosas.
3.2.1. Superficie y cubicacin
Los locales de trabajo renen las siguientes condiciones respecto a su superficie y cubicacin:
La altura desde el piso hasta el techo es superior a 3 m. La superficie por cada trabajador es superior a 2 m2 . El volumen por cada trabajador es superior a 10 m3 .
3.2.2. Condiciones ergonmicas El espacio en el que trabaja el operario es holgado y suficiente, habida cuenta la distribucin y separacin entre los elementos materiales del puesto de trabajo. As se consiguen unas condiciones de seguridad, salud y bienestar aceptables.
3.2.3. Seguridad en zonas peligrosas
Se prestar proteccin especial a los trabajadores autorizados a acceder a zonas peligrosas:
Mediante la adopcin de medidas que evitan el riesgo de cada, cada de objetos, y contacto o exposicin a elementos agresivos.
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Mediante el establecimiento de un sistema que impide que los trabajadores no autorizados puedan acceder a dichas zonas. Mediante la sealizacin de las zonas de trabajo expuestas a dichos riesgos.
3.3. Suelos, aberturas y desniveles, y barandillas
3.3.1. Suelos
El pavimento es un conjunto fijo y estable, no resbaladizo, sin irregularidades ni pendientes peligrosas, y de fcil limpieza. El suelo de la sala de la caldera y el de la sala de elaboracin, al contener sendos depsitos nodriza de gasoil, materia inflamable, ser incombustible e impermeable, a fin de evitar escapes hacia sumideros o desages. El suelo de la sala de elaboracin estar, adems, acondicionado con pendientes y sumideros de recogida que impiden la acumulacin de lquidos vertidos y permiten su fcil salida.
3.3.2. Aberturas y desniveles
Hay obligacin de proteger con barandillas u otro sistema de seguridad, de eficacia equivalente, las aberturas o desniveles en sus distintas situaciones que supongan riesgo de cada de personas.
As, la escalera cuenta con barandillas en sus lados abiertos, y pasamanos a una altura de 90 cm en los lados cerrados. Asimismo, en la planta superior, una barandilla protege el hueco de la escalera.
La barandilla es de material rgido y resistente y dispone de una barra o listn intermedio que impide el paso o deslizamiento por debajo de la misma. Cuenta con rodapis para evitar la cada de objetos sobre personas. El rodapis medir 0,15 m desde el piso.
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
3.4. Tabiques, ventanas, techos y paredes
3.4.1. Tabiques
Los tabiques acristalados situados en las proximidades de los puestos de trabajo y en las vas de circulacin estan claramente sealizados y fabricados con materiales seguros.
3.4.2. Ventanas
Las ventanas generan riesgos de cadas de altura, por ello se adoptarn las medidas adecuadas para que los trabajadores lleven a cabo, de forma segura, las operaciones de abertura, cierre, ajuste o fijacin y las labores de limpieza de las ventanas sin riesgo alguno.
3.4.3. Paredes
Las paredes son lisas, pintadas en tonos claros, y susceptibles de ser lavadas. Las paredes de la sala de caldera llevan un guarnecido por la parte interior y las de las zonas de servicios y laboratorio estn alicatadas hasta el techo con azulejo.
3.5. Vas de circulacin
Nos referimos en este apartado a las vas de circulacin, tanto las situadas en el exterior de los edificios y locales, como en el interior de los mismos, y tanto a las utilizadas por los peatones, como por los vehculos. Las condiciones de seguridad que tendrn las vas de comunicacin son las siguientes:
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Las puertas, pasillos y escaleras se utilizarn en funcin del uso previsto. El nmero, situacin, dimensiones y condiciones constructivas de las vas de circulacin de personas o materiales son adecuados al nmero potencial de usuarios y a las caractersticas de la actividad y del lugar de trabajo.
Las puertas exteriores tienen una anchura mnima de 80 cm. Los pasillos tienen una anchura superior a la mnima establecida, siendo sta de 1,20 m para los pasillo principales, y de 1 m para los pasillos secundarios. La separacin entre las mquinas y los pasillos es suficiente para que los trabajadores puedan ejecutar su labor cmodamente y sin riesgo. Nunca es menor de 0,80 m, contndose esta distancia a partir del punto ms saliente del recorrido de los rganos mviles de cada mquina.
En torno a la caldera y a la freidora, se dejar un espacio libre mayor de 1,5 m. Las vas habilitadas para la circulacin de medios de transporte y de peatones simultneamente son lo suficientemente amplias para que eviten el riesgo de atropellos.
Las vas de circulacin exclusivamente de vehculos pasan a una distancia de seguridad suficiente de las puertas, portones y zonas de circulacin de peatones. Las esquinas de las vas de circulacin de vehculos estn libres de obstculos, de forma que sean visualizadas por el conductor. Las vas de circulacin estn claramente sealizadas.
3.6. Puertas y portones Las salidas y puertas exteriores de los centros de trabajo, cuyo acceso es visible, son suficientes en nmero y anchura, para que todos los trabajadores ocupados en los mismos puedan abandonarlos con rapidez y seguridad. Las puertas de comunicacin en el interior de los centros de trabajo renen las mismas condiciones. En los accesos a los locales de trabajo no se permitirn obstculos que interfieran la salida normal de los trabajadores, evitando en todo caso las aglomeraciones. 8
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
La distancia mxima entre las puertas de salida al exterior no excede de 45 m y la anchura de las mismas es mayor de 1,20 m. Las puertas se abren hacia el exterior, en el sentido de la evacuacin. Ninguna puerta de acceso a los puestos de trabajo o a sus plantas permanecer cerrada de manera que impida la salida durante los periodos de trabajo. La sala de la caldera, por ser un centro de trabajo expuesto a riesgo mayor riesgo, tiene dos salidas al exterior, sitas en lados distintos de cada local. Las puertas y portones mecnicos disponen de dispositivos de parada de emergencia fcilmente identificables y de fcil acceso, siendo posible abrirlas tambin de forma manual.
En las proximidades inmediatas de los portones destinados bsicamente a la circulacin de vehculos existen puertas para el paso de lo peatones permanentemente expeditas.
3.7. Escaleras fijas
La escalera presente en el edificio de la instalacin industrial se ha calculado de acuerdo a las normas vigentes y, por lo tanto, cumple en todo momento con las exigencias de resistencia.
El pavimento de la escalera es de material no resbaladizo. La anchura de las escaleras es superior a 1 m. Todos los peldaos tienen las mismas dimensiones. Los escalones tienen una huella de 28 cm sin contar con los salientes, y una contrahuella de 17,5 cm, valores adecuados respecto de los lmites fijados para ello. Tales lmites imponen una huella comprendida entre 23 y 36 cm, y una contrahuella comprendida entre 13 y 20 cm.
La profundidad del descanso intermedio de la escalera, medida en la direccin de la escalera, no es menor que la mitad de la anchura de sta, ni que 1,12 m. El espacio libre vertical desde los peldaos no es inferior a 2,2 m. 9
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
El ancho de la escalera es mayor de 90 cm, y su inclinacin respecto a la horizontal es de 32 grados (20 < 32 < 45 ). Se cumple lo establecido en el apartado Aberturas y desniveles en cuanto a las barandillas y pasamanos necesarios a los lados de la escalera.
3.8. Salidas y vas de evacuacin
Las vas y salidas de evacuacin desembocan lo ms directamente posible en el exterior o en una zona de seguridad y permanecern expeditas y libres de obstculos.
Las vas y salidas de evacuacin permitirn que los trabajadores evacuen los lugares de trabajo lo ms rpidamente posible y en condiciones de mxima seguridad.
Las puertas de emergencia se abren hacia el exterior y no se cerrarn con llave, para que cualquier persona pueda abrirlas fcil e inmediatamente. Tales puertas no son correderas ni giratorias.
Las vas y salidas de evacuacin estn equipadas con iluminacin de seguridad de suficiente intensidad, por si se produce avera en la iluminacin.
3.9. Condiciones de proteccin contra incendios
La actual norma de Condiciones de Proteccin contra Incendios en los edificios, NBE CPI-96, excluye en el mbito de aplicacin, art. 2, los usos industriales. Por otra parte, existe en la Ordenanza General de Seguridad e Higiene en el Trabajo una serie de artculos (Captulo VII) en los que se recogen las medidas de prevencin y extincin mnimas necesarias.
No obstante, los lugares de trabajo satisfacen las siguientes condiciones generales:
10
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Estn equipados con dispositivos adecuados para combatir los incendios. Los dispositivos no automticos de lucha contra incendios son de fcil acceso y manipulacin y estn sealizados conforme a lo dispuesto en el R.D. 485/1.997 de 14 de abril.
3.10. Instalacin elctrica
Los aspectos relacionados con la seguridad referentes a electricidad se indican en el Anejo Instalacin Elctrica, donde se incluye un estudio de los elementos de proteccin tanto de personas como de la propia instalacin. En dicho anejo se detallan, entre otras, las siguientes medidas de prevencin:
Puesta a tierra de las masas metlicas. Interruptores automticos para la proteccin de la instalacin frente a sobreintensidades y cortocircuitos. Interruptores diferenciales para la proteccin de las personas frente a las corrientes de defecto.
Se cumplir la normativa vigente en esta materia recogida en el Reglamento Electrotcnico para Baja Tensin y sus Instrucciones Tcnicas Complementarias MIBT. No obstante, se sealan a continuacin las condiciones generales que rene:
La instalacin elctrica no entraa riesgos de incendio o explosin. Los trabajadores estn debidamente protegidos contra los riesgos de accidente causados por contactos directos o indirectos.
En el diseo de la instalacin elctrica y los dispositivos de proteccin se ha tenido en cuenta la tensin, los factores externos condicionantes y la competencia de las personas que tengan acceso a partes de la instalacin.
11
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
4. MOTORES, TRANSMISIONES Y MQUINAS
Los motores de los compresores, junto al resto de la maquinaria frigorfica, se emplazan en una sala de mquinas cerrada, prohibindose el acceso a la misma del personal ajeno a su servicio.
Las protecciones para evitar los peligros de los elementos agresivos de las mquinas son las adecuadas al riesgo especfico de cada mquina y las operaciones de reparacin, engrase y limpieza se realizarn mediante la detencin del motor, salvo en sus partes totalmente protegidas.
5. ELEVACIN Y TRANSPORTE
La mxima carga til en kilogramos de cada aparato para izar se marca en el mismo de forma destacada y fcilmente legible, prohibindose cargarlas con pesos superiores. La manipulacin de las cargas se har lentamente, evitando toda arrancada y parada brusca y se har, siempre que sea posible, en sentido vertical para evitar el balanceo.
El personal encargado de la manipulacin de los aparatos de elevacin y transporte ser instruido para desarrollar su funcin y sern los encargados de su revisin y mantenimiento diarios.
Las cintas transportadoras son de PVC alimentario, montadas sobre marco de acero inoxidable AISI 304, y tienen suficiente resistencia para soportar, de forma segura, las cargas que hayan de ser transportadas.
12
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
6. FRO INDUSTRIAL
Las caractersticas de la cmara frigorfica y de los equipos frigorficos se recogen en el Anejo Instalacin Frigorfica, cumplindose las prescripciones sealadas en el Reglamento de Seguridad e Higiene para Plantas e Instalaciones Frigorficas, y sus Instrucciones Tcnicas Complementarias, MI-IF, as como lo dispuesto en la Ley de Prevencin de Riesgos Laborales.
Los usuarios de la instalacin cuidarn su estado de funcionamiento y contratarn el mantenimiento de la instalacin con un Conservador Frigorista Autorizado por la D.P. del M de Industria y Energa; conservando el libro de registro de la instalacin legalizado por la misma Delegacin donde figuran las caractersticas de la instalacin, su puesta en funcionamiento y revisiones peridicas.
El control y mantenimiento diario de la instalacin frigorfica estarn a cargo de una persona debidamente instruida. Al cese de la jornada de trabajo, dicha persona deber comprobar que nadie se ha quedado encerrado en la cmara frigorfica.
En la sala de mquinas figura la placa de caractersticas de la instalacin y un cartel con las instrucciones en caso de emergencia.
Segn la MI IF 002, el refrigerante, R-134a, pertenece al grupo 1: refrigerantes de alta seguridad. Para la conduccin del mismo se utilizan tuberas de cobre, las cuales no corren riesgo de corrosin por parte de este fluido.
Los accesorios de la maquinaria frigorfica se representan en el Plano Esquema de la Instalacin Frigorfica y cumplen lo dispuesto en la MI IF 006.
La puerta isoterma de la cmara frigorfica lleva un dispositivo de cierre que permita su apertura tanto desde fuera como desde dentro. 13
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
El almacenamiento del lquido refrigerante en la sala de mquinas no ser superior al 20% de la carga de la instalacin, sin exceder de 150 Kg, y siempre en botellas reglamentarias para el transporte de gases licuados a presin.
El personal que deba permanecer prolongadamente en los locales con temperaturas bajas se proveer con prendas de abrigo adecuadas.
7. RECIPIENTES A PRESIN
El recipiente a presin ms importante es la caldera, situada en una sala aislada del resto de la nave donde se aloja.
Se cumplen las prescripciones sealadas en el Reglamento de Aparatos a Presin y sus prescripciones tcnicas complementarias , ITC-MIE, as como lo dispuesto en la Ley de Prevencin de Riesgos Laborales.
Los usuarios debern tener presentes las normas de seguridad y mantenimiento que correspondan en cada caso segn el citado Reglamento, conservando en buen estado los aparatos y accesorios. Llevarn un Libro Registro, visado y sellado por la correspondiente Delegacin Provincial del M de Industria y Energa.
Las caractersticas de la sala de caldera y las de los accesorios y elementos componentes de la instalacin se describen en el Anejo Instalacin de Vapor y la disposicin se representa en el Plano Esquema de la Instalacin de Vapor. Todos los elementos y accesorios de la instalacin cumplen lo dispuesto en el captulo VII de la ITC-MIE-API.
La caldera tiene un tratamiento de agua, norma UNE 9-075, apropiado a sus necesidades. 14
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
El operador encargado de supervisar, conducir y mantener la caldera estar al corriente del funcionamiento de la misma y de los peligros que puede ocasionar una falsa maniobra, un mal entretenimiento o una mala conduccin. Asimismo, cuidar los siguientes aspectos:
Legalizar ante la D.P. del M de Industria y Energa el Libro de Registro en el que se anotarn cuantas operaciones de timbrado, mantenimiento y reparacin se efecten en la caldera, as como el resultado de las revisiones anuales previstas en esta ITC.
Que se efecten a su debido tiempo las revisiones y pruebas peridicas previstas en esta ITC.
En la sala de la caldera y a disposicin del operador de la misma, figurar un libro en el que se anotarn diariamente las operaciones efectuadas para el control de la seguridad, as como la hora a la que tuvieron lugar.
En la sala de la caldera y bien visible, figuran las principales instrucciones de empleo del conjunto caldera-quemador, con indicacin especfica del tipo de combustible a emplear.
El personal encargado de la caldera tendr a su disposicin:
Manual de instrucciones de la caldera. Manual de instrucciones del equipo de combustin. Manual de instrucciones del tratamiento de agua. Instrucciones y condiciones requeridas por la Ley de Prevencin de Riesgos Laborales. Datos obtenidos en el protocolo de puesta en marcha. Prescripciones del Organismo Nacional para la Contaminacin Atmosfrica. 15
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Direccin del servicio competente ms cercano para la asistencia de la caldera y el quemador. Direccin del servicio contra incendios ms prximo. la caldera.
8. ORDEN, LIMPIEZA Y MANTENIMIENTO
8.1. Orden
Los centros de trabajo han de estar ordenados y sobre todo las zonas de paso, salidas y vas de circulacin y, en especial aquellas previstas para la evacuacin en caso de emergencia; por ello han de permanecer libres de obstculos para no entorpecer el trnsito por ellas.
8.2. Limpieza y mantenimiento
Los lugares de trabajo, as como los equipos e instalaciones, sern limpiados peridicamente para mantener unas condiciones higinicas adecuadas. Se realizar al menos una limpieza semanal en el centro de trabajo. En los lugares ms delicados, como los aseos, la limpieza ser diaria. Adems, los operarios encargados del manejo de aparatos, mquinas e instalaciones, los mantendrn siempre en buen estado de limpieza.
Las caractersticas constructivas de los suelos, paredes y techos son tales que permiten su limpieza y mantenimiento. Los desperdicios, manchas de grasa, y dems productos residuales sern eliminados con rapidez para evitar accidentes o la contaminacin del ambiente. Se evacuarn los residuos generados por la industria, acumulndolos en recipientes adecuados.
Las operaciones de limpieza no constituirn un riesgo por s mismas para el limpiador o para terceros. 16
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Las instalaciones y los lugares de trabajo recibirn un mantenimiento peridico para conservar las condiciones de funcionamiento segn proyecto y para subsanar con rapidez las deficiencias en materia de seguridad y salud de los trabajadores.
9. CONDICIONES AMBIENTALES DE LOS LUGARES DE TRABAJO
Se refiere este apartado a las condiciones que deben reunir los locales de trabajo respecto a la temperatura, humedad, ventilacin y nivel de ruido. En general:
La exposicin a las condiciones ambientales no supondr un riesgo para la seguridad y salud de los trabajadores, ni sern una fuente de incomodidad o molestia para los mismos.
Para ello, se evitarn las temperaturas y humedades extremas, los cambios bruscos de temperatura, las corrientes de aire molestas, los olores desagradables y la irradiacin excesiva.
9.1. Temperatura
La temperatura en los locales donde se realicen trabajos sedentarios tales como oficinas, laboratorio, etc., oscilar entre 17 y 27 C. La temperatura en los locales donde se realicen trabajos ligeros oscilar entre 14 y 25 C.
9.2. Humedad
La humedad relativa estar comprendida en general entre el 30 y el 70 %, y en los locales donde existan riesgos por electricidad esttica, entre el 50 y el 70 %.
17
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
9.3. Ventilacin
En todos los recintos se garantizan buenas condiciones, gracias al gran nmero de ventanas dispuestas que permiten una eficaz ventilacin. Se cuidarn estas condiciones de ventilacin fundamentalmente durante las horas de trabajo, para lo cual los recintos se ventilarn de manera natural, evitando el aire viciado, exceso de calor o fro, humedad o sequa y olores desagradables.
Para evitar un aumento muy acusado de temperatura por radiacin solar sobre las cubiertas, stas estn constituidas por paneles sndwich, los cuales cuentan con una capa aislante.
Los trabajadores no estarn expuestos a corrientes de aire. Para evitar el estrs en exposiciones de calor intensas, las corrientes de aire sern las adecuadas. La renovacin mnima de aire en los locales de trabajo ser de 3 m3 de aire limpio por hora y trabajador en trabajos sedentarios en ambientes no calurosos no contaminados por humo de tabaco. En los restantes trabajos, la renovacin mnima de aire ser de 50 m3 de aire limpio por hora y trabajador.
9.4. Ruido y vibraciones
Los ruidos y vibraciones se reducen en lo posible en su foco de origen. Los compresores estn anclados en una bancada adecuada y en la sala de mquinas slo trabajar el personal necesario para su mantenimiento. Las mquinas estn separadas ms de 1 m de las paredes exteriores en los locales de trabajo y ms de 0,7 m de los tabiques medianeros.
18
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Se efectuarn evaluaciones peridicas del nivel de ruido continuo equivalente, de acuerdo con el R.D. 1.316/1.989, de 27 de Octubre, sobre proteccin de los trabajadores frente a los riesgos derivados de la exposicin al ruido durante el trabajo, y en caso de que fueren necesarios, si el nivel de ruido superase los 80 dB, se distribuirn equipos de proteccin personal a los trabajadores afectados.
10. ILUMINACIN DE LOS LOCALES DE TRABAJO
Las caractersticas de la iluminacin artificial se recogen en el Anejo Instalacin Elctrica, donde se indican los sistemas de iluminacin, tipos de lmparas y distribucin de luminarias en cada recinto.
Para la adaptacin de la iluminacin en cada zona de trabajo a las caractersticas de la actividad que se desarrolla en ella se han tenido en cuenta los riesgos para la seguridad y salud dependientes de las condiciones de visibilidad y las exigencias visuales de las tareas desarrolladas.
10.1 Caractersticas de la iluminacin
Tanto la iluminacin natural como la artificial proporcionan en la medida que corresponde un trabajo seguro y sano.
10.1.1. Iluminacin natural
Su intensidad es uniforme, evitando en lo posible los deslumbramientos, reflejos y sombras.
19
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
10.1.2. Iluminacin artificial
Se emplear la iluminacin artificial en los centros de trabajo cuando no haya iluminacin natural o sta sea insuficiente o cuando a travs de la iluminacin natural se proyecten sombras que dificulten la realizacin del trabajo.
Las condiciones generales que rene la iluminacin artificial son:
La relacin entre valores mnimos y mximos de iluminacin, medida en lux, no es inferior a 0,80, asegurando as la uniformidad de la iluminacin por todas las zonas de trabajo.
La instalacin es correcta y tcnicamente adecuada para evitar los contrastes fuertes de luz y sombras. No se emplean fuentes de luz que produzcan oscilaciones en la emisin de flujo luminoso. La iluminacin artificial no vicia la atmsfera del local ni representa un riesgo de incendio y explosin.
Para evitar los deslumbramientos, se han tomado las siguientes medidas:
En ningn caso se emplean lmparas desnudas a menos de 5 m del suelo. El ngulo formado por el rayo luminoso procedente de una lmpara descubierta con la horizontal del ojo trabajador no es inferior a 30 grados.
10.2. Intensidad de la iluminacin
Los niveles mnimos de iluminacin de los lugares de trabajo son los establecidos en el Anexo IV del R.D. 486/1.997, de 14 de abril.
20
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Estos niveles mnimos se duplican cuando existen riesgos apreciables de cadas, choques u otros accidentes en los locales de uso general y en las vas de comunicacin; cuando, debido a un error visual, es posible la aparicin de riesgos para el trabajador que ejecuta las tareas o para terceros; o cuando el contraste de luminancias o de color entre el objeto a visualizar y el fondo sobre el que se encuentra es muy dbil.
10.3. Distribucin y caractersticas
La distribucin de los niveles de iluminacin es uniforme, evitando variaciones bruscas de luminancia y deslumbramientos directos e indirectos. No se utilizan sistemas o fuentes de luz que perjudiquen la percepcin de los contrastes, de la profundidad o de la distancia entre objetos en la zona de trabajo.
Se ha instalado alumbrado de emergencia de evacuacin y de seguridad en los lugares en los que un fallo del alumbrado normal supone riesgo para la seguridad.
Los sistemas de iluminacin utilizados no originan riesgos elctricos, de incendio o de explosin.
11. SERVICIOS HIGINICOS Y LOCALES DE TRABAJO
11.1. Agua potable
Los lugares de trabajo disponen de agua potable en cantidad suficiente y fcilmente accesible.
Se evitar toda circunstancia que posibilite la contaminacin del agua potable. No se permite sacar o trasegar agua para la bebida por medio de vasijas, barriles, cubos o otros recipientes abiertos o cubiertos provisionalmente. Se prohbe igualmente beber aplicando directamente los labios a los grifos. 21
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
11.2. Vestuarios, duchas, lavabos y retretes
Tales elementos son de fcil limpieza y acceso, adems de ser adecuados a su uso. Estn separados para hombres y mujeres. Las paredes de tales elementos son continuos, de azulejo claro, permitiendo el lavado con lquidos desinfectantes o antispticos con la frecuencia necesaria.
11.2.1. Vestuarios
Los vestuarios estn provistos de asientos y de taquillas individuales con llave. Dado que la ropa estar afectada por suciedad y humedad provocadas por el trabajo, las taquillas individuales cuentan con dos compartimentos separados para guardar la ropa de calle y de trabajo.
11.2.2. Locales de aseo
Estn ubicados en las proximidades de los puestos de trabajo y en el mismo habitculo que los vestuarios. Cuentan con:
Espejos. Lavabos con agua corriente y caliente. Jabn y un aparato secador para las manos. Duchas con agua caliente y fra. En el local de aseo masculino tambin se dispondrn urinarios.
11.2.3. Retretes
Estn situados en las proximidades de los puestos de trabajo, y en el mismo habitculo que los vestuarios y los locales de aseo. 22
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Disponen de descarga automtica de agua y de papel higinico. En los retretes utilizados por mujeres hay recipientes especiales y cerrados. Las cabinas estn provistas de una puerta con cierre interior y de una percha.
11.3. Locales de descanso
Existe en la planta a proyectar un local de descanso de fcil acceso, dotado de mesas y asientos con respaldo, con dimensiones adecuadas al nmero de trabajadores que lo usarn. Se dispone, asimismo, un comedor que reune las condiciones necesarias de seguridad y salud para permitir la alimentacin de los trabajadores en las condiciones adecuadas.
Las trabajadoras embarazadas y madres lactantes deben tener la posibilidad de descansar tumbadas.
Se tomarn las medidas adecuadas para la proteccin de los no fumadores contra las molestias originadas por el humo del tabaco.
12. MATERIAL Y LOCALES DE PRIMEROS AUXILIOS
En todo centro de trabajo deben existir instalaciones sanitarias en las que se lleve a cabo la dispensacin de los primeros auxilios y la asistencia y proteccin como consecuencia de los accidentes de trabajo y enfermedades profesionales.
12.1. Material de primeros auxilios
Es suficiente y adecuado al nmero de trabajadores, los riesgos a que estn expuestos y las facilidades de acceso al centro de asistencia mdica ms prximo.
23
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
La situacin y emplazamiento del material de primeros auxilios garantiza una prestacin rpida y eficaz. Se dispone de dos botiquines, uno en cada vestuario, convenientemente sealizados.
El centro de trabajo cuenta con un botiqun porttil que contiene desinfectantes y antispticos autorizados, gasas estriles, algodn hidrfilo, venda, esparadrapo, apsitos adhesivos, tijeras, pinzas y guantes desechables.
El material de primeros auxilios deber ser revisado peridicamente y repuesto puntualmente.
13. CONDICIONES GENERALES REFERENTES AL PERSONAL
Dado que las actividades que se realizan no necesitan de proteccin personal, slo se considera necesaria la inclusin de ropa de trabajo adecuada para cada funcin.
Junto con la ropa especfica se dar a los operarios encargados de la limpieza guantes y dems tiles.
Los trabajadores estarn obligados a mantener su higiene personal, con el fin de evitar enfermedades contagiosas o molestias a sus compaeros de trabajo.
El personal no podr introducir bebidas u otras sustancias no autorizadas en los centros de trabajo, ni presentarse o permanecer en los mismos en estado de embriaguez o de cualquier otro gnero de intoxicacin.
Se prohbe el consumo de alimentos y bebidas durante el trabajo.
El personal tendr tiempo libre en la jornada laboral, para proceder al aseo personal antes de las comidas y al abandonar el trabajo.
24
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
Cualesquiera otras condiciones tcnicas, sanitarias, higinicas y laborales establecidas o que se establezcan en sus respectivas competencias por los Organismos de la Administracin Pblica sern igualmente aplicables.
25
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
ANEJO XIV. SEGURIDAD Y SALUD EN EL TRABAJO NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. TRABAJADORES EN LA INDUSTRIA. FUNCIN Y CUALIFICACIN ............... 1 3. SEGURIDAD Y SALUD EN LOS LUGARES DE TRABAJO..................................... 3 3.1. Seguridad estructural................................................................................................. 4 3.2. Espacios de trabajo y zonas peligrosas ..................................................................... 5 3.2.1. Superficie y cubicacin...................................................................................... 5 3.2.2. Condiciones ergonmicas .................................................................................. 5 3.2.3. Seguridad en zonas peligrosas............................................................................ 5 3.3. Suelos, aberturas y desniveles, y barandillas ............................................................ 6 3.3.1. Suelos................................................................................................................. 6 3.3.2. Aberturas y desniveles ....................................................................................... 6 3.4. Tabiques, ventanas, techos y paredes........................................................................ 7 3.4.1. Tabiques............................................................................................................. 7 3.4.2. Ventanas............................................................................................................. 7 3.4.3. Paredes ............................................................................................................... 7 3.5. Vas de circulacin.................................................................................................... 7 3.6. Puertas y portones ..................................................................................................... 8 3.7. Escaleras fijas............................................................................................................ 9 3.8. Salidas y vas de evacuacin................................................................................... 10 3.9. Condiciones de proteccin contra incendios........................................................... 10 3.10. Instalacin elctrica............................................................................................... 11 4. MOTORES, TRANSMISIONES Y MQUINAS ........................................................ 12 5. ELEVACIN Y TRANSPORTE .................................................................................. 12 6. FRO INDUSTRIAL...................................................................................................... 13
26
ANEJO XIV
SEGURIDAD Y SALUD EN ELTRABAJO
7. RECIPIENTES A PRESIN......................................................................................... 14 8. ORDEN, LIMPIEZA Y MANTENIMIENTO .............................................................. 16 8.1. Orden....................................................................................................................... 16 8.2. Limpieza y mantenimiento...................................................................................... 16 9. CONDICIONES AMBIENTALES DE LOS LUGARES DE TRABAJO.................... 17 9.1. Temperatura ............................................................................................................ 17 9.2. Humedad ................................................................................................................. 17 9.3. Ventilacin.............................................................................................................. 18 9.4. Ruido y vibraciones................................................................................................. 18 10. ILUMINACIN DE LOS LOCALES DE TRABAJO ............................................... 19 10.1 Caractersticas de la iluminacin............................................................................ 19 10.1.1. Iluminacin natural......................................................................................... 19 10.1.2. Iluminacin artificial...................................................................................... 20 10.2. Intensidad de la iluminacin................................................................................. 20 10.3. Distribucin y caractersticas................................................................................ 21 11. SERVICIOS HIGINICOS Y LOCALES DE TRABAJO ......................................... 21 11.1. Agua potable ......................................................................................................... 21 11.2. Vestuarios, duchas, lavabos y retretes................................................................... 22 11.2.1. Vestuarios....................................................................................................... 22 11.2.2. Locales de aseo............................................................................................... 22 11.2.3. Retretes........................................................................................................... 22 11.3. Locales de descanso .............................................................................................. 23 12. MATERIAL Y LOCALES DE PRIMEROS AUXILIOS........................................... 23 12.1. Material de primeros auxilios................................................................................ 23 13. CONDICIONES GENERALES REFERENTES AL PERSONAL ............................ 24
27
ANEJO XIV
IMPACTO AMBIENTAL
1. CONCEPTO DE IMPACTO AMBIENTAL
El hecho de provocar una determinada accin o modificacin de un territorio supone una utilizacin de recursos del mismo, una modificacin de algunos elementos del medio y, frecuentemente, unas emisiones que repercuten igualmente sobre dicho medio.
Impacto ambiental es cualquier alteracin favorable o desfavorable en algn elemento del medio, ocasionada por la implantacin o desarrollo de una actividad en el mismo.
En este concepto interviene por una parte el medio y, por otra, la actuacin sobre el mismo. Tanto una como otra estn constituidas por variados elementos, tipos y procesos, de tal manera que la valoracin puede ser muy diferente segn los casos y las circunstancias. Una misma accin puede producir efectos beneficiosos sobre algunos factores ambientales y perjudiciales sobre otros y, de la misma forma, un mismo elemento del medio puede ser afectado de forma favorable por una accin y desfavorable por otra. Cuando se observa el medio ambiente en su conjunto, el efecto puede ser positivo, negativo o indiferente.
Puede definirse, pues, impacto ambiental como la diferencia entre el valor del medio ambiente en la situacin futura generada por una actuacin sobre l y el valor que dicho medio tendra igualmente en el futuro si hubiese evolucionado normalmente en ausencia de dicha actuacin. Como se ha apuntado, el valor del impacto ambiental global se obtendra como sumatoria de los impactos ambientales individuales ocasionados a cada elemento o proceso.
Aunque el impacto ambiental puede ser positivo en algunas ocasiones, casi siempre se identifica este concepto con significacin negativa, especialmente sobre el medio natural fsico.
ANEJO XIV
IMPACTO AMBIENTAL
2. LEGISLACIN AMBIENTAL (Ley 5/1.999, de 8 de abril, de Evaluacin de Impacto Ambiental)
El Artculo 149.1.23 de la Constitucin Espaola atribuye al Estado la competencia en materia de legislacin bsica sobre la proteccin del medio ambiente, sin perjuicio de las facultades de las Comunidades Autnomas de establecer normas adicionales de proteccin.
En concordancia con lo anterior, el Estatuto de Autonoma de Castilla-La Mancha atribuye en su Artculo 32.7 a la Junta de Comunidades la competencia de desarrollo legislativo y ejecucin en materia de proteccin del medio ambiente y de los ecosistemas, y normas adicionales de proteccin, en el marco de la legislacin bsica del Estado.
Se considera necesario:
Que Castilla-La Mancha disponga de una Ley propia sobre la materia, que recoja aquellos aspectos particularizados que la legislacin bsica no contempla. El establecimiento de un marco legal para una evaluacin ambiental previa de planes y programas, que permita detectar tempranamente aquellos proyectos que puedan producir un impacto ambiental grave, y proponer a tiempo las alternativas de actuacin y medidas correctoras necesarias a nivel de plan.
Recoge pues, esta Ley, las exigencias establecidas por la Directiva 97/11/CEE del Consejo, de 3 de marzo de 1.997, por la que se modifica la Directiva 85/337/CEE, relativa a la evaluacin de las repercusiones de determinados proyectos pblicos y privados sobre el medio ambiente.
ANEJO XIV
IMPACTO AMBIENTAL
La Ley se estructura como sigue:
Ttulo preliminar, donde se recoge el objeto, el mbito de aplicacin de la Ley y definiciones de conceptos utilizados en la misma. Ttulo I, donde se regula la evaluacin del impacto ambiental de proyectos. Ttulo II, que regula la evaluacin ambiental de planes y programas. Ttulo III, que regula el rgimen de infracciones y sanciones, con los siguientes captulos: Captulo I, dedicado a la vigilancia e inspeccin. Captulo II, dedicado a las infracciones. Captulo III, dedicado a las sanciones. Captulo IV, que regula el procedimiento sancionador y establece expresamente las competencias para la imposicin de sanciones.
La Ley finaliza con dos disposiciones adicionales, tres transitorias, una derogatoria y una final, as como dos anejos en que se recogen las relaciones de proyectos objeto de evaluacin del impacto ambiental por el rgimen general y por el simplificado, respectivamente.
3. ESTUDIO DE IMPACTO AMBIENTAL
La industria que se proyecta, Planta elaboradora de patatas chips, deber someterse a una evaluacin de impacto ambiental previamente a su autorizacin por el rgano sustantivo que corresponda, de la forma prevista en la Ley 5/1.999, de 8 de abril, de Evaluacin de Impacto Ambiental de la Comunidad Autnoma de Castilla la Mancha.
ANEJO XIV
IMPACTO AMBIENTAL
Esta evaluacin se extender a la obra, construccin, instalacin o actuacin completa, incluidas todas las obras, instalaciones, elementos y actuaciones auxiliares necesarias para su puesta en funcionamiento y susceptibles de producir impacto ambiental.
El proyecto de la industria a proyectar deber ser objeto de un estudio de impacto ambiental, cuyo redactor ser responsable solidario de su contenido y de la fiabilidad de la informacin, excepto en lo que se refiere a los parmetros del proyecto o a los datos recibidos de la administracin de manera fehaciente.
As pues, los promotores de actuaciones que deban someterse a una evaluacin de impacto ambiental debern presentar al rgano sustantivo correspondiente aquella documentacin que proporcione informacin sobre las consecuencias de ndole ambiental que la actuacin puede originar, as como las medidas correctoras que eliminen o minimicen dichos efectos negativos.
Con carcter previo a la resolucin administrativa que se adopte para la realizacin o autorizacin del proyecto, el rgano sustantivo remitir el expediente al rgano ambiental, acompaado, en su caso, de las observaciones que estime oportunas, al objeto de que ste formule una declaracin de impacto ambiental, en la que determine, respecto a los efectos ambientales previsibles, la conveniencia o no de realizar el proyecto, y, en caso afirmativo, las condiciones que deben establecerse en orden a la adecuada proteccin del medio ambiente y los recursos naturales.
Las declaraciones de impacto ambiental que realice el rgano ambiental de la Comunidad Autnoma se publicarn en el Diario Oficial de Castilla-La Mancha.
ANEJO XIV
IMPACTO AMBIENTAL
En cuanto a vigilancia ambiental, corresponde al rgano sustantivo el seguimiento y vigilancia del cumplimiento de las prescripciones contenidas en la declaracin de impacto. Sin perjuicio de ello, el rgano ambiental podr recabar informacin de aqul al respecto, as como efectuar las comprobaciones necesarias en orden a verificar el cumplimiento del condicionado.
4. BASES PARA LA REDACCIN DEL ESTUDIO DE IMPACTO AMBIENTAL DE UNA PLANTA DE ELABORACIN DE PATATAS CHIPS EN EL POLGONO INDUSTRIAL CAMPOLLANO EN EL TRMINO MUNICIPAL DE ALBACETE
En el presente proyecto se dimensionan y describen las diferentes obras e instalaciones a realizar para el emplazamiento de una planta de elaboracin de patatas chips, en el Polgono Industrial Campollano, en el Trmino Municipal de Albacete.
A continuacin se recoge la informacin relativa a las consecuencias ambientales que se habrn de tener en cuenta en la redaccin del Estudio de Impacto Ambiental:
Localizacin: En un polgono industrial de reciente creacin, por lo que se presupone la existencia del correspondiente Estudio de Impacto Ambiental en el cual se evalan las afecciones derivadas de la creacin del mismo.
Segn el Reglamento de Actividades Molestas, Insalubres, Nocivas y Peligrosas, de 30 de noviembre de 1961, la industria proyectada: No se considera insalubre por no evacuar productos directamente o indirectamente perjudiciales para la salud humana. No se considera nociva por no dar lugar a residuos, vertidos, emisiones o cualquier otro elemento derivado de la actividad, tanto en fase de ejecucin de proyecto como en la de produccin, que pueda dar lugar a daos en la riqueza agrcola, forestal, pecuaria o pisccola. 5
ANEJO XIV
IMPACTO AMBIENTAL
Vertidos lquidos: El agua residual del procesado ser evacuada a la red de saneamiento del polgono pasando antes por un separador de grasas y fangos presente en la parcela. En cuanto a las disoluciones acuosas de silicio y carbono (carborundo) que surgen en el lavado posterior a la operacin de pelado abrasivo, sern eliminadas de la industria a travs de una Empresa de Recogida de vertidos lquidos contaminantes. Asimismo, esta empresa recoger las disoluciones acuosas de NaOH utilizadas en la limpieza de algunos equipos.
El aceite de fritura usado ser vendido para su uso como materia prima en industrias elaboradoras de jabones e industrias elaboradoras de
biocombustibles. El residuo procedente del filtrado del aceite y el presente en el separador de grasas y fangos ser recogido en bidones y retirado por la Empresa de Recogida de vertidos lquidos contaminantes. En cuanto a los residuos slidos, stos sern eliminados a travs del Servicio Municipal de Recogida de Basura, conducindolos al vertedero municipal. Las patatas que no sean procesadas y los residuos de patata procedentes de la lnea de procesado sern vendidos para su uso como materia prima en industrias elaboradoras de sopas y purs. En el caso de las emisiones, el combustible utilizado es gasleo C, con un contenido de azufre mnimo. No se considera peligrosa por no fabricar, manipular, expedir o almacenar productos susceptibles de originar riesgos graves de explosiones,
combustiones o radiaciones. No se producen olores desagradables. No se considera molesta pues la maquinaria instalada estar provista de bancadas antivibratorias y los niveles de ruido estarn por debajo de 80 dB.
Las acciones potencialmente productoras de impacto a tener en cuenta en la ejecucin del presente proyecto son:
ANEJO XIV
IMPACTO AMBIENTAL
En fase de construccin:
Accesos y viales. Infraestructura. Vertidos. Emisin de polvo. Maquinaria pesada y utillaje de percusin. Trfico de vehculos. Inversin. Incremento de la mano de obra. Obra de ingeniera. Instalacin de la red elctrica y de equipos. Transporte de materiales y maquinaria Coste de la construccin.
En fase de funcionamiento:
Nivel de ocupacin. Infraestructura. Trfico de vehculos. Maquinaria. Acciones inducidas: Creacin de industrias auxiliares, incremento del valor del suelo, etc.
Acciones
socioeconmicas
propias
del
funcionamiento:
empleo,
mantenimiento, riesgo de accidentes, etc. Acciones que subsisten de la fase de construccin.
ANEJO XIV
IMPACTO AMBIENTAL
En fase de abandono o derribo:
Depsito de materiales de derribo. Elementos y estructuras abandonadas. Transporte a vertedero. Explosiones o voladuras. Acciones inducidas. Acciones socioeconmicas.
Los factores impactados a tener en cuenta son:
El medio natural:
Aire: Calidad, microclima creado, nivel de ruido, etc. Tierra: Contaminacin, erosin, valores geolgicos, etc. Agua: Recursos hdricos, calidad del agua, contaminacin, etc. Vistas: Elementos paisajsticos, vistas panormicas, naturalidad, etc.
El medio socioeconmico:
Usos del territorio: Cambio de uso, ocio, recreo, desarrollo urbano, etc. Infraestructura: Transporte y comunicaciones, red de abastecimiento, red de saneamiento, etc.
Humanos y estticos: Vistas y paisajes, sensaciones, calidad de vida, etc. Economa y poblacin: Densidad de poblacin, nivel de empleo, relaciones sociales, ingresos de administracin, cambio del valor del suelo, ingresos de la economa social, etc.
ANEJO XIV
IMPACTO AMBIENTAL
4.1. Medidas correctoras aplicadas
Una vez identificados los principales riesgos ambientales de la actuacin, se indican las medidas correctoras que se prevn.
Para impedir el impacto visual, las edificaciones incluidas en el Proyecto cumplen la normativa urbanstica vigente. De cualquier modo, al tratarse de una ubicacin dentro de un polgono industrial ya existente, se supone ya estudiado dicho impacto con resultado favorable.
Dado que el generador de vapor se encuentra homologado por el rgano competente, las emisiones de los humos producidos durante la combustin del gasoil se encuentran dentro de los lmites requeridos para su funcionamiento.
Podra suponer un problema de contaminacin ambiental que se derramase el gasoil almacenado, en caso de accidente. Para evitar esta circunstancia, el tanque de almacenamiento de gasoil se instala enterrado en una fosa convenientemente realizada. El tanque estar homologado y cumplir todos los requisitos exigidos por la legislacin vigente en esta materia. Adems, peridicamente se revisarn para comprobar su perfecta estanqueidad.
Puesto que el agua es un recurso importante, se han arbitrado medidas para disminuir su consumo en lo posible procediendo a su reutilizacin: El agua necesaria en la lnea de elaboracin ser reutilizada, siendo previamente acondicionada mediante el uso de equipos de separacin de partculas slidas de la misma. Se ha dispuesto una red de retorno de condensado en la instalacin de vapor que conduce el agua a un tanque desde donde se bombea a la caldera para ser nuevamente vaporizada. De esta forma, slo hay que aportar al circuito de vapor las cantidades consumidas en algunos de los equipos del proceso. Mediante el uso de la torre de enfriamiento, se asegura que aproximadamente el 98 % del agua de enfriamiento del condensador se recicla y se utiliza una y otra vez. 9
ANEJO XIV
IMPACTO AMBIENTAL
Podra suponer un problema de contaminacin ambiental que se derramase aceite de los depsitos de almacenamiento del mismo, en caso de accidente. Para evitar dicha contaminacin, se instalar alrededor de los depsitos de aceite una balsa rectangular que pueda albergar un volumen igual al de uno de los depsitos de aceite.
Los vertidos lquidos, como se ha mencionado antes, pasarn por un separador de grasas y fangos antes de ser eliminados a la red de saneamiento del Polgono Industrial, con lo que se eliminarn los slidos en suspensin de las aguas residuales de la industria. En cuanto a las disoluciones acuosas de silicio y carbono (carborundo) que surgen en el lavado posterior a la operacin de pelado abrasivo y las de NaOH procedentes del lavado de algunos equipos, sern eliminadas de la industria a travs de una Empresa de Recogida de vertidos lquidos contaminantes. Tal Empresa recoger tambin los residuos del filtrado del aceite y de las aguas procedentes del procesado.
La industria que se proyecta no genera residuos slidos txicos o con riesgo de producir contaminacin. Por esta razn, los desechos generados por la actividad cotidiana sern eliminados a travs del Servicio Municipal de Recogida de Basura. Se observarn las normas y observaciones que este organismo realice.
No se considera relevante la contaminacin acstica ya que gran parte de los equipos utilizados para el proceso no producen ruidos intensos, a no ser equipos que presenten partes en movimiento, los cuales estarn provistos de bancadas antivibratorias, consiguiendo que los niveles de ruido estn por debajo de 80 dB.
10
ANEJO XIV
IMPACTO AMBIENTAL
ANEJO XV. IMPACTO AMBIENTAL NDICE
1. CONCEPTO DE IMPACTO AMBIENTAL................................................................... 1 2. LEGISLACIN AMBIENTAL....................................................................................... 2 3. ESTUDIO DE IMPACTO AMBIENTAL....................................................................... 3 4. BASES PARA LA REDACCIN DEL ESTUDIO DE IMPACTO AMBIENTAL DE UNA PLANTA DE ELABORACIN DE PATATAS CHIPS EN EL POLGONO INDUSTRIAL CAMPOLLANO EN EL TRMINO MUNICIPAL DE ALBACETE... 5 4.1. Medidas correctoras aplicadas .................................................................................. 9
11
ANEJO XVII
EVALUACIN FINANCIERA
1. INTRODUCCIN
El presente anejo tiene por objeto la evaluacin financiera de la inversin requerida para la ejecucin y explotacin de la instalacin proyectada.
En todo proyecto de inversin se distinguen tres parmetros bsicos:
- Pago de inversin (K), que se define como el nmero de unidades que el inversor debe desembolsar para conseguir que el proyecto comience a funcionar como tal. Se calcula a partir del presupuesto. - Flujos de caja (Fh ) generados por el proyecto a lo largo de su explotacin. Se estimarn como la diferencia entre los cobros y pagos generados por la inversin, para cada uno de los aos de su vida til. - Vida til del proyecto (n) que es el nmero de aos durante los cuales la inversin estar funcionando y generando rendimientos positivos. Se tomar para este flujo un valor de 25 aos.
2. CRITERIOS DE EVALUACIN DE LA INVERSIN
Se realizar, en primera instancia, una evaluacin que permita conocer los mritos propios del proyecto, independientemente de las fuentes de financiacin ajena que se puedan presentar y sin tener en cuenta ningn tipo de ayudas, para lo cual se emplearn los siguientes ndices:
- V.A.N.: Valor Actual Neto. - T.I.R.: Tasa Interna de Rendimiento. - Periodo de recuperacin o Pay-back.
ANEJO XVII
EVALUACIN FINANCIERA
Posteriormente, se realizar un anlisis de la rentabilidad de la inversin desde el punto de vista de la financiacin ajena que se pueda conseguir. En ste se recoger el supuesto de financiacin mixta (con subvenciones, ayudas, crditos y aporte de capital propio).
Cabra un segundo supuesto que sera analizar la rentabilidad de la inversin en el caso en que la financiacin sea totalmente ajena, es decir, que la cantidad necesaria para llevar a cabo el proyecto se obtenga a partir de un crdito. Esta opcin se descarta ya que desde un punto de vista empresarial ningn promotor se arriesgara a una inversin de este tipo.
Finalmente se efectuar un anlisis de sensibilidad, que contemplar reducciones en el nivel de produccin y en el precio del producto elaborado, as como posibles fluctuaciones de la tasa de actualizacin de referencia.
Para realizar el anlisis de inversiones se van a utilizar los siguientes supuestos:
- Los cobros y pagos se producen en un mismo instante. Se tomar como referencia el ao natural o agrcola y todos los flujos se contabilizarn al final de dicho ao. - Los valores futuros que tomen los tres parmetros definidos con anterioridad (K, Fh , n) van a coincidir con los valores previamente estimados, considerndolos totalmente ciertos. Esto es lo que se conoce como condicin de certidumbre. - Las tendencias inflacionistas o deflacionistas afectan de igual manera a cobros y pagos.
ANEJO XVII
EVALUACIN FINANCIERA
3. PAGOS DE INVERSIN
Son flujos negativos que se realizarn en el momento inicial. En el presente proyecto se supone que tanto la ejecucin como la realizacin de los pagos por obras, maquinaria e instalaciones se realizarn en el momento inicial.
3.1. Pagos preliminares
Los honorarios que se pagarn por la elaboracin del proyecto se determinan a partir de las tarifas establecidas por el Consejo General de Colegios Oficiales de Ingenieros Agrnomos.
A continuacin se indican los pagos en concepto de ejecucin que se calculan considerando los coeficientes aplicables a las obras e instalaciones que los componen:
Honorarios mnimos Ejecucin por contrata de Obra civil e instalaciones Porcentaje (4%) Coeficiente reductor (0,708) Importe Equipos Porcentaje (4%) Coeficiente reductor (0,249) Importe
23.800 pta 128.593.649 pta
3.641.773 pta 72.995.275 pta
727.033 pta
TOTAL Legalizacin (4% total)
4.368.806 pta 174.753 pta
ANEJO XVII
EVALUACIN FINANCIERA
Por lo tanto, asciende el total de la minuta (sin IVA) a la cantidad de 4.543.559 pta en concepto de redaccin del presente proyecto y a la misma cantidad a percibir por la direccin de la obra.
Por tanto, los pagos preliminares ascienden a un total de 9.087.117 pta.
3.2. Adquisicin de terrenos
La parcela donde se ubicar la planta objeto del presente proyecto tiene una
2 superficie total de 5.676 m y est situada en el Polgono Industrial Campollano, en
suelo de uso industrial. Considerando que el precio del suelo industrial en el T.M. de Albacete es de 10.000 pta/m2 , el pago por adquisicin del terreno ser: pta = 56.760.000 ptas m2
5.676 m 2 10.000
3.3. Ejecucin del proyecto
Segn se recoge en el Resumen General del Presupuesto, el importe total de ejecucin asciende a la cantidad de 201.588.924 pta. que se obtiene como resultado de los siguientes componentes de inversin:
Presup. Ejecucin por Contrata de Obra Civil e Instalaciones: 128.593.649 pta. Presup. Compra directa de Maquinaria: 72.995.275 pta.
ANEJO XVII
EVALUACIN FINANCIERA
3.4. Pagos de establecimiento
Son los pagos realizados para la obtencin de los permisos y licencias, creacin de la red de ventas y primera publicidad, contratacin y seleccin de personal, etc. Para tal fin se prev un 2% del Presupuesto de Ejecucin por Contrata de Obra Civil e Instalaciones. Por lo tanto, el pago de establecimiento asciende a la cantidad de:
0,02 x 128.593.649 = 2.571.873 pta.
3.5. Resumen de los pagos de inversin
La inversin en el momento inicial (K) ascender a la cantidad de :
Pagos preliminares: Adquisicin de terrenos: Ejecucin del proyecto: Pagos de establecimiento: Total pagos inversin:
9.087.117 pta 56.760.000 pta 201.588.924 pta 2.571.873 pta 270.007.914 pta
4. PAGOS DE EXPLOTACIN ORDINARIOS
Para el correcto funcionamiento de la planta industrial proyectada, ser necesario realizar cada ao una serie de pagos cuya demanda est justificada en los correspondientes Anejos a la Memoria, y son los que se muestran a continuacin.
ANEJO XVII
EVALUACIN FINANCIERA
4.1. Materias primas y suministros
El precio medio estimado de cada uno de los ingredientes utilizados en la fabricacin de patatas chips y el gasto anual que se supone, se recogen en la tabla 1.
Tabla 1. Gasto anual correspondiente a cada uno de los ingredientes. Ingrediente Patata Cantidad 1.152.000 kg/ao Precio 35 pta/kg Gasto ( pta/ao) 40.320.000 13.213.200 38.400
Aceite de oliva 48.400 litros/ao 273 pta/litro Sal 3.840 kg/ao 10 pta/kg
El coste anual relativo a materias primas supone 53.571.600 pta.
4.2. Agua
El gasto estimado de agua se cifra en: Uso industrial .................................................... 5.500 m3 /ao Riego.................................................................. 5.185 m3 /ao Servicios y usos generales................................. 1.800 m3 /ao Limpieza.............................................................5.180 m3 /ao
La facturacin de agua para consumo industrial en Albacete est definida por bloques: - Bloque 1: hasta 30 m3 /trimestre - Bloque 2: ms de 30 m3 /trimestre 32,75 pta/m3 57,34 pta/m3
Atendiendo a estos precios, el pago anual por este concepto ascender a 1.012.912 pta. 6
ANEJO XVII
EVALUACIN FINANCIERA
4.3. Energa elctrica
En la estimacin de este pago se tendr en cuenta un trmino de facturacin de potencia, en funcin de la potencia contratada, otro de facturacin de energa, en funcin de los consumos estimados y una serie de recargos o descuentos.
Tal y como se indic en el Anejo Instalacin Elctrica, se contratar una tarifa general de alta tensin 3.1, de utilizacin normal, sin lmite de potencia, con complemento por energa reactiva y discriminacin horaria tipo 3. El pago ser mensual.
4.3.1. Facturacin bsica
La facturacin bsica se obtiene de la expresin:
FB = Pf x Tp + Ee x Te siendo: FB: Facturacin bsica (pts/mes). Pf: Potencia a facturar (kW). Tp : Trmino de potencia (pts/kW mes): cantidad fija a pagar en funcin de la potencia contratada. Ee: Energa consumida (kWh/mes). Te : Trmino de energa (pts/kWh): cantidad a pagar por la electricidad consumida. La potencia demandada por la planta es aproximadamente de 322 kW, pero teniendo en cuenta la simultaneidad, se considerar un consumo de 253,81 kW. La potencia contratada ser de 260 kW. La energa consumida mensualmente se estima, considerando una media de 22 das trabajados al mes, en 45.760 kWh. Los precios de los trminos de potencia y energa, segn los datos de la compaa suministradora (IBERDROLA) son:
ANEJO XVII
EVALUACIN FINANCIERA
Tp = 224 pta/kW mes Te = 13,10 pta/kW h Entonces, la facturacin bsica (FB), resulta ser:
FB = 260 x 224 + 45.760 x 13,10 = 657.696 pta/mes
4.3.2. Complemento por energa reactiva
El complemento por energa reactiva, aplicado sobre la facturacin bsica, viene dado por el valor porcentual Kr, contemplado en el Anejo de Instalacin Elctrica, segn la expresin: Kr = siendo: Kr: Complemento por energa reactiva (%) cos : Factor de potencia Con el equipo de condensadores proyectado se prev una correccin del factor de potencia hasta 1, consiguiendo de esta forma un descuento por energa reactiva del 4 %. 17 21 cos 2
4.3.3. Facturacin final
Se obtendr aplicando el complemento por energa reactiva a la facturacin bsica. As, se obtiene:
657.696 x (1 0,04) = 631.389 pta/mes
El total de pagos anuales por el concepto de energa elctrica se pueden estimar en 6.945.270 pta. 8
ANEJO XVII
EVALUACIN FINANCIERA
4.4. Combustible
El coste del litro de gasleo, combustible empleado en la instalacin, es de 77 pta. El consumo anual medio de la caldera es de 36.900 litros, con lo que el gasto anual en combustible asciende a la cantidad de 2.841.300 pta.
4.5. Envases y embalajes
Estimando el peso de envase en un 20% del peso producto terminado, se necesitaran aproximadamente 200 kg de material de embalaje diarios.
Es necesario igualmente estimar en 90 ptas/kg el precio medio del total de envasado, comprendiendo pelcula flexible, caja de cartn y plstico retrctil para el enfardado de los palets.
De esa forma, el gasto diario en embalaje sera:
200 kg x 90 ptas/kg = 18.000 ptas
As, el pago anual en concepto de embalaje sera 4.356.000 pta.
4.6. Materiales auxiliares Material de laboratorio: Por este gasto se prev un gasto anual de 250.000 pta/ao. Material de limpieza: Estos gastos se estiman en 500.000 pta. Material de oficina: Se dispondr una partida de 200.000 pta/ao.
ANEJO XVII
EVALUACIN FINANCIERA
4.7. Personal
Se recogen a continuacin las retribuciones de los empleados en funcin de su categora profesional:
1 Tcnico gerente ........... 3.450.000 pta 1 Tcnico de laboratorio y gestin de calidad 2.750.000 pta 1 Maestro de fbrica................................................................ 2.100.000 pta 1 Encargado del control de recepcin y expedicin ...................... 1.860.000 pta 1 Encargado de limpieza y mantenimiento .........1.720.000 pta 1 Auxiliar administrativo .........1.790.000 pta 1 Conductor de carretillas .......1.720.000 pta 1 Mecnico encargado de la caldera , instalacin frigorfica y taller..............1.860.000 pta 1 Operario para las inspeccin tras pelado.......................................................1.720.000 pta 1 Operario para la inspeccin antes de envasado.............................................1.720.000 pta 1 Operario para llenado y cierre de cajas.........................................................1.720.000 pta 1 Guarda jardinero............................................................................................1.720.000 pta
Al coste de los salarios es necesario aadir las cargas sociales que debe pagar la empresa por cada trabajador, que sern:
Contingencias comunes ........................................... 24,0% Desempleo ................................................................. 5,2% Fondo de garanta social ................................... 0,4% Formacin profesional ...................................... 0,6%
Enfermedades profesionales y accidentes ........ 5,4%
Total
................................................................
35,6%
10
ANEJO XVII
EVALUACIN FINANCIERA
Asciende el total a pagar por la empresa por personal laboral, incluidos salarios y cargas sociales a la cantidad de 32.720.280 pta/ao.
4.8. Mantenimiento y reparaciones
Para la conservacin del edificio, se destinar un 2% del presupuesto de la obra civil e instalaciones, mientras que para mantenimiento de la maquinaria y los equipos se destinar un 5% del presupuesto por compra directa de maquinaria e infraestructura bsica. Presup. Ejecucin por contrata de Obra Civil e Instalaciones: 128.593.649 pta. Presup. Maquinaria y equipos: ....................................................72.995.275 pta Conservacin edificio (2%) ......................................................2.571.873 pta Mantenimiento maquinaria y equipos (5%) ..............................3.649.764 pta
En concepto de mantenimiento y reparaciones se emplear un cantidad igual a 6.221.637 pta.
4.9. Seguros
Se estima que el valor de los seguros que cubren tanto a las instalaciones como a la maquinaria y equipos ascienden al 1% del total de la inversin, por lo que la cantidad a pagar es de 2.700.080 pta.
4.10. Impuestos y contribuciones
Se valorar el gasto por este concepto en un 2% de la inversin final, ascendiendo a la cantidad de 5.400.159 pta.
11
ANEJO XVII
EVALUACIN FINANCIERA
4.11. Gestin empresarial e imprevistos
En este apartado se incluirn los gastos de telfono, correo, etc., as como los imprevistos que puedan surgir, destinndose para ello un total de 2.000.000 pta.
4.12. Resumen de pagos de explotacin
Se presenta a continuacin un resumen de los pagos de explotacin establecidos en funcin de la capacidad de produccin, los cuales se ajustarn cada ao al plan de puesta en marcha de la industria. As, los pagos por adquisicin de materias primas, combustible, envases y embalajes sern directamente proporcionales al volumen de produccin. Para el resto de conceptos se han considerado unos pagos constantes, bien por no verse afectados por el proceso productivo, o bien por recibir una influencia indirecta, sin que ello suponga una desviacin significativa en el total de pagos de explotacin.
12
ANEJO XVII
EVALUACIN FINANCIERA
Tabla 2. Pagos de explotacin del proyecto. CAPACIDAD DE PRODUCCIN CONCEPTO 80% Materias primas Agua Energa elctrica Combustible Envases Material auxiliar Personal Mant/reparaciones Seguros Impuestos Gestin empresarial TOTAL 42.857.280 810.330 5.556.216 2.273.040 3.484.800 950.000 32.720.280 6.221.637 2.700.080 5.400.159 2.000.000 104.973.822 100% 53.571.600 1.012.912 6.945.270 2.841.300 4.356.000 950.000 32.720.280 6.221.637 2.700.080 5.400.159 2.000.000 118.719.238
5. INGRESOS ORDINARIOS
La introduccin en el mercado de una nueva marca de producto necesita de un perodo de adaptacin durante el que el consumidor prueba y acepta o rechaza el producto, por lo que se ha previsto un plan de produccin variable al inicio de la vida del proyecto.
13
ANEJO XVII
EVALUACIN FINANCIERA
Los ingresos ordinarios sern proporcionales al volumen de la produccin y se ajustarn al plan de puesta en marcha y explotacin previsto en el apartado de pagos de explotacin, es decir, el primer ao la capacidad de la industria se limita al 80%, y a partir del segundo ao, se llega al 100% de la capacidad.
La produccin anual es de 242.000 kg de patatas chips. Se estima en 650 pta/kg su precio de venta.
Se obtienen ingresos adicionales derivados de la venta de los residuos del procesado: El aceite de fritura usado se vender a dos tipos de industrias: elaboradora de jabones y elaboradora de biocombustible. Los residuos de patata, ya sea por no ser procesadas o porciones deterioradas se vendern a industrias elaboradoras de purs y sopas. El precio de venta del kilo de patatas ser de 5 pta.
Los ingresos derivados de tales residuos se detallan en la tabla 3.
Tabla 3. Ingresos debidos a venta de residuos. Residuo Patata Cantidad 115.200 kg/ao Precio 5 pta/kg Ingreso ( pta/ao) 576.000 473.836
Aceite de oliva 21.538 litros/ao 22 pta/litro
Se obtienen los ingresos en funcin del volumen de produccin recogidos en la tabla 4.
14
ANEJO XVII
EVALUACIN FINANCIERA
Tabla 4. Ingresos ordinarios en funcin de la produccin. CONCEPTO Patatas chips Patatas residuales Aceite oliva residual TOTAL CAPACIDAD DE PRODUCCIN 80% 125.840.000 460.800 379.069 126.679.869 100% 157.300.000 576.000 473.836 158.349.836
6. FLUJOS DE CAJA EXTRAORDINARIOS
A lo largo del perodo de explotacin del proyecto, estimado en 25 aos, se producir una depreciacin del inmovilizado que dar lugar a unos flujos de caja extraordinarios. Por un lado habr que realizar una serie de pagos en concepto de
renovacin del inmovilizado, cuando su vida til sea inferior a la del proyecto. Por otro habr unos cobros correspondientes a los valores residuales al finalizar el perodo de explotacin.
6.1. Vida til
Al principio de este anejo se estim la vida til de la instalacin en 25 aos. sta ser tambin la vida til estimada para las obras e instalaciones.
Se considera que la vida til de la maquinaria va a ser de 15 aos, por lo que en los dcimo quinto ao habr que realizar una reinversin.
6.2. Valores residuales
El valor de desecho de los inmovilizados, (Vd), se considera en todos los casos igual al 10% de su valor inicial, es decir: 15
ANEJO XVII
EVALUACIN FINANCIERA
Vd = 0,1 x Vo
As, la depreciacin anual puede expresarse como: (Vo Vd ) V = 0,9 o Vu Vu
da =
Y el valor residual al final de la vida del proyecto ser: Vr = Vo Vu d a = Vo Vu 0,9 siendo: Vd : Valor de desecho (pta) Vo : Valor inicial (pta) da: Depreciacin anual (pta/ao) Vu : Vida til del inmovilizado (aos) Vr : Valor residual (pta) Aplicando las expresiones anteriores a cada uno de los grupos de inversin, se obtiene: Obra civil e instalaciones Vo = 128.593.649 pta Vd = 12.859.364,9 pta Vr = 12.859.364,9 pta Vu = 25 aos da = 4.629.372 pta/ao Vo = 0,1 Vo Vu
16
ANEJO XVII
EVALUACIN FINANCIERA
Maquinaria Vo = 72.995.275 pta Vd = 7.299.527,5 pta Vr = 7.299.527,5 pta Vu = 15 aos da = 4.379.717 pta/ao 6.3. Reinversiones
Puesto que se ha considerado una vida til de la maquinaria inferior a la del proyecto, en el ao 15 se deber realizar su completa renovacin, lo que supondr una reinversin igual a:
Vo Vd = 72.995.275 - 7.299.527,5 = 65.695.747,5 pta La vida til de los restantes grupos de inversin se ha estimado que ser igual a la vida til del proyecto. Por lo tanto no habr que hacer ningn desembolso econmico en concepto de reinversin. S se obtendrn unos ingresos extraordinarios al finalizar la vida til del proyecto, que sern iguales a su valor residual.
7. EVALUACIN FINANCIERA DEL PROYECTO
7.1. Flujos de caja
Los flujos de caja que se derivan de la ejecucin y explotacin del proyecto se muestran en la tabla 5.
17
ANEJO XVII
EVALUACIN FINANCIERA
Tabla 5. Flujos de caja derivados del proyecto.
Ao 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Inversin 270.007.914 Pagos Explotacin 104.973.822 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 118.719.238 72.995.275 126.679.869 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 158.349.836 Reinversin Cobros Valor Residual 7.299.528 -270.007.914 21.706.047 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 -26.065.149 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 81.688.068 Flujo
158.349.836 42.057.470
18
ANEJO XVII
EVALUACIN FINANCIERA
7.2. ndices de rentabilidad
7.2.1. Valor Actual Neto (V.A.N.)
El valor actual neto se obtiene sumando los flujos de caja actualizados:
V.A.N. = K +
siendo:
Fh h h =1 (1 + r)
20
K: Pagos de inversin (pta) Fh : Flujo de caja en el ao h (pta) R: Tasa de actualizacin
Para una tasa de actualizacin del 4% se tiene: VAN 4% = 311.167.258 pta. Para una tasa de actualizacin del 6%, se tiene: VAN 6% = 202.080.974 pta. Para una tasa de actualizacin del 8% se tiene: VAN 8% = 121.874.148 pta.
El valor del V.A.N. representa la ganancia neta generada por un proyecto y alternativa concretos. El proyecto o alternativa resultar viable siempre que este ndice sea positivo, siendo ste el caso de la industria que se proyecta.
7.2.2. Tasa Interna de Rendimiento (T.I.R.)
Se obtiene igualando el pago de inversin a la suma de los valores de los flujos de caja actualizados al momento presente. I= Fh r h =1 (1 + r)
20
Para que se cumpla la igualdad anterior r = 12,79 % 19
ANEJO XVII
EVALUACIN FINANCIERA
7.2.3. Periodo de recuperacin
Es un ndice parcial que indica a partir de qu ao se recupera la inversin. En proyectos con elevado riesgo interesar que sea corto, mientras que si el riesgo es pequeo, la importancia de este ndice es menor.
En la industria objeto del presente proyecto se puede considerar que el riesgo es medio. Los valores de estos ndices para las distintas tasas de actualizacin consideradas son: Periodo de recuperacin (r = 4%) = 9 aos Periodo de recuperacin (r = 6%) = 10 aos Periodo de recuperacin (r = 8%) = 12 aos
Se puede decir que la inversin se recupera en un periodo de tiempo aceptable.
8. VIABILIDAD
La ejecucin del proyecto va a ser financiada por capital social propio, subvenciones y crditos, es decir, se va a llevar a cabo una financiacin mixta.
Se contemplan las siguientes fuentes de financiacin:
Subvencin a fondo perdido dentro del Marco Comunitario de Apoyo 2.000/2.006, la normativa del Ministerio de Agricultura, Pesca y Alimentacin (R.D. 117/2.001), y la Orden de 8 de Mayo de 2.000 por la que se establecen los programas de fomento de la calidad agroalimentaria en Castilla la Mancha (FOCAL 2000). El importe de esta subvencin se estima en una 35 % del coste total de la inversin subvencionable aprobada y se cobrar al en el ao cero.
Si se consigue la subvencin, se ingresarn 74.636.770 pta. 20
ANEJO XVII
EVALUACIN FINANCIERA
Prstamo del Banco de Crdito Agrcola de 90.000.000 pta. La amortizacin del prstamo se realizar en 5 aos con una amortizacin por anualidades constantes a un 5% de inters anual.
Aportacin de capital propio de 105.371.144 pta hasta completar la inversin.
Los pagos financieros para la amortizacin del prstamo se calculan: a = C siendo: C: Capital prestado (pta) i: Inters del prstamo (%) n: Nmero de aos para devolver el prstamo i (1 + i) n (1 + i) n 1
As, resulta: a = 90.000.000 0,05 (1 + 0,05) 5 = 20.787.732 ptas (1 + 0,05) 5 1
Con estos condicionantes, la viabilidad desde la perspectiva empresarial es la que se observa en la tabla 6, donde se determina el margen empresarial que genera anualmente el proyecto.
21
ANEJO XVII
EVALUACIN FINANCIERA
Tabla 6. Financiacin mixta.
Ao 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Flujo -270.007.914 21.706.047 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 -26.065.149 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 81.688.068 Subvencin Prstamo Amortizacin 74.636.770 90.000.000 20.787.732 20.787.732 20.787.732 20.787.732 20.787.732 Margen -105.371.144 918.315 18.842.866 18.842.866 18.842.866 18.842.866 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 -26.065.149 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 39.630.598 81.688.068
22
ANEJO XVII
EVALUACIN FINANCIERA
Los ndices de rentabilidad que se obtienen en el caso de la financiacin mixta anteriormente citada son:
VAN 4% = 383.260.739 pta VAN 6% = 279.152.255 pta VAN 8% = 203.511.532 pta
Periodo recuperacin (r = 4%) = 7 aos Periodo recuperacin (r = 6%) = 7 aos Periodo recuperacin (r = 8%) = 7 aos
TIR = 21%
Se observa que la rentabilidad del proyecto es muy superior en el caso de financiacin mixta con respecto al caso de financiacin propia.
9. ANLISIS DE SENSIBILIDAD
Con objeto de minimizar el contexto de incertidumbre sobre el que se lleva a cabo la evaluacin de la inversin, se analizarn las variables que pueden afectar mayormente a la rentabilidad del proyecto. Los parmetros que pueden tener un mayor rango de incertidumbre son el volumen de produccin y el precio de los productos elaborados, cuyas variaciones repercutirn en gran medida en los ndices de rentabilidad.
Debido a que el proyecto, segn el anlisis realizado, se ha mostrado rentable, el anlisis de sensibilidad se va a enfocar para determinar las condiciones que reduzcan esta rentabilidad. De este modo se pueden plantear las siguientes hiptesis:
Disminucin del volumen de produccin vendido. Disminucin del precio del producto elaborado.
23
ANEJO XVII
EVALUACIN FINANCIERA
9.1. Volumen de produccin
Por problemas de aprovisionamiento o por dificultades del mercado para absorber la oferta, se puede presentar el caso de que no se alcance el nivel de produccin esperado. Se estudian los ndices de rentabilidad suponiendo una reduccin del volumen de produccin de modo que las cantidades ofertadas son del 80 % y del 60 %.
Tabla 7. ndices de rentabilidad cuando disminuye la produccin.
Prod. 80% 60% VAN4% 120.477.115 pta -159.541.653 pta PR4% 12 aos No se recupera VAN6% 66.926.289 pta -162.209.630 pta PR6% 17 aos No se recupera VAN8% 28.767.768 pta -162.572.802 pta PR8% 20 aos No se recupera TIR 10% -
9.2. Precio del producto elaborado
Se estudian los ndices de rentabilidad cuando se reduce el precio de las patatas chips.
Tabla 8. ndices de rentabilidad cuando bajan los precios de venta del producto
Precio -5% -10% VAN4% PR4% VAN6% PR6% VAN8% PR8% TIR 18%
279.518.497 pta 8 aos
197.067.898 pta 8 aos
137.442.871 pta 9 aos
154.760.566 pta 11 aos 94.980.016 pta
12 aos 52.194.109 pta
16 aos 12%
Como conclusin de este anlisis de sensibilidad se deduce: El proyecto seguir siendo rentable cuando la produccin baje en un 80%, dejando de serlo si sta baja a un 60%. El precio de los productos elaborados puede reducirse hasta un 10% manteniendo la rentabilidad de las inversiones. 24
ANEJO XVII
EVALUACIN FINANCIERA
ANEJO XVII. EVALUACIN FINANCIERA NDICE
1. INTRODUCCIN ........................................................................................................... 1 2. CRITERIOS DE EVALUACIN DE LA INVERSIN ................................................ 1 3. PAGOS DE INVERSIN................................................................................................ 3 3.1. Pagos preliminares .................................................................................................... 3 3.2. Adquisicin de terrenos............................................................................................. 4 3.3. Ejecucin del proyecto.............................................................................................. 4 3.4. Pagos de establecimiento .......................................................................................... 5 3.5. Resumen de los pagos de inversin........................................................................... 5 4. PAGOS DE EXPLOTACIN ORDINARIOS................................................................ 5 4.1. Materias primas y suministros................................................................................... 6 4.2. Agua .......................................................................................................................... 6 4.3. Energa elctrica........................................................................................................ 7 4.3.1. Facturacin bsica.............................................................................................. 7 4.3.2. Complemento por energa reactiva .................................................................... 8 4.3.3. Facturacin final................................................................................................. 8 4.4. Combustible .............................................................................................................. 9 4.5. Envases y embalajes.................................................................................................. 9 4.6. Materiales auxiliares ................................................................................................. 9 4.7. Personal................................................................................................................... 10 4.8. Mantenimiento y reparaciones................................................................................ 11 4.9. Seguros.................................................................................................................... 11 4.10. Impuestos y contribuciones................................................................................... 11 4.11. Gestin empresarial e imprevistos ........................................................................ 12 4.12. Resumen de pagos de explotacin........................................................................ 12 5. INGRESOS ORDINARIOS .......................................................................................... 13 25
ANEJO XVII
EVALUACIN FINANCIERA
6. FLUJOS DE CAJA EXTRAORDINARIOS ................................................................. 15 6.1. Vida til................................................................................................................... 15 6.2. Valores residuales ................................................................................................... 15 6.3. Reinversiones.......................................................................................................... 17 7. EVALUACIN FINANCIERA DEL PROYECTO ..................................................... 17 7.1. Flujos de caja........................................................................................................... 17 7.2. ndices de rentabilidad ............................................................................................ 19 7.2.1. Valor Actual Neto (V.A.N.)............................................................................. 19 7.2.2. Tasa Interna de Rendimiento (T.I.R.) .............................................................. 19 7.2.3. Periodo de recuperacin................................................................................... 20 8. VIABILIDAD ................................................................................................................ 20 9. ANLISIS DE SENSIBILIDAD................................................................................... 23 9.1. Volumen de produccin.......................................................................................... 24 9.2. Precio del producto elaborado................................................................................. 24
26
También podría gustarte
- Estructura Proyecto de Innovacion & Mejora Senati Este EsDocumento10 páginasEstructura Proyecto de Innovacion & Mejora Senati Este EsjoseAún no hay calificaciones
- Ficha Técnica PiononosDocumento4 páginasFicha Técnica PiononosJuan Jose Barroso Cid67% (3)
- MÓDULO IIIcurso de Graduación.Documento37 páginasMÓDULO IIIcurso de Graduación.adanespinoza50% (2)
- Rosquita de YucaDocumento2 páginasRosquita de YucaKarla Alessandra Miranda VargasAún no hay calificaciones
- Análisis de Harinas GlutenDocumento15 páginasAnálisis de Harinas GlutenGeovanny Tigse89% (9)
- Pan CaracolDocumento12 páginasPan CaracolBrayan Napa Quiroz100% (1)
- Masa elástica para forrar tortasDocumento2 páginasMasa elástica para forrar tortasAnonymous 680lu6PNp7Aún no hay calificaciones
- ToffeeDocumento10 páginasToffeeKatherin Noemi Mamani SanchezAún no hay calificaciones
- Elaboracion Del Pan FrancesDocumento4 páginasElaboracion Del Pan FrancesJanela MostaceroAún no hay calificaciones
- Pasta de CacaoDocumento12 páginasPasta de CacaoEliezer David Carrazco RodríguezAún no hay calificaciones
- Toxicidad de Envases de AlimentosDocumento14 páginasToxicidad de Envases de Alimentostommylee196Aún no hay calificaciones
- Informe de Elaboración de CaramelosDocumento4 páginasInforme de Elaboración de CaramelosandreacifuAún no hay calificaciones
- 6 Obtención de AtéDocumento4 páginas6 Obtención de AtéMariuxi Rocío Fajardo Guaman100% (1)
- Cuarta GamaDocumento13 páginasCuarta GamaGustavoAún no hay calificaciones
- Elaboración de Pasta de Tomate: Proceso y AnálisisDocumento3 páginasElaboración de Pasta de Tomate: Proceso y AnálisisCynthia JaelAún no hay calificaciones
- PARAMETROS en LA FRITURA DE PAPAS FRITAS KETTLEDocumento57 páginasPARAMETROS en LA FRITURA DE PAPAS FRITAS KETTLEwalterAún no hay calificaciones
- Informe de Pasta de RocotoDocumento15 páginasInforme de Pasta de RocotoAnonymous asZBn11100% (1)
- Manual de Panaderia. Cap LabDocumento130 páginasManual de Panaderia. Cap Labcardan12850% (2)
- Pan de MaizDocumento5 páginasPan de Maizmidori98050% (2)
- INFORME-N3-DE-NECTAR-DE-CARAMBOLA-copia (Autoguardado)Documento19 páginasINFORME-N3-DE-NECTAR-DE-CARAMBOLA-copia (Autoguardado)B Gutierrez RolyAún no hay calificaciones
- 404850211beneficio de Cacao 1Documento11 páginas404850211beneficio de Cacao 1andrewAún no hay calificaciones
- Helado de Crema - Lehe ChocolatadaDocumento2 páginasHelado de Crema - Lehe ChocolatadagloriaAún no hay calificaciones
- 8 Claves PoesDocumento9 páginas8 Claves PoesCatalina AlejandraAún no hay calificaciones
- Elaboracion Cerveza Tipo BockDocumento46 páginasElaboracion Cerveza Tipo BockhgyjkllAún no hay calificaciones
- Reologia HarinasDocumento10 páginasReologia HarinasYuriko MarinAún no hay calificaciones
- Diseño de Haccp en DonasDocumento9 páginasDiseño de Haccp en DonasAlexander VillaAún no hay calificaciones
- Sustentacion HELADOSDocumento39 páginasSustentacion HELADOSThony Arqueño YllatopaAún no hay calificaciones
- Metodologia VegeDocumento14 páginasMetodologia VegeManuel Alejandro DSAún no hay calificaciones
- Reporte 3 Pan de Maiz PDFDocumento8 páginasReporte 3 Pan de Maiz PDFYomairaFaviolaSanchezTalaveraAún no hay calificaciones
- Implementacion de Buenas Practicas en Una HeladeriaDocumento162 páginasImplementacion de Buenas Practicas en Una Heladeriapesquera pelayoAún no hay calificaciones
- Selección de Materia PrimaDocumento20 páginasSelección de Materia PrimaCarolinaEscobar80% (5)
- Flujograna de Proceso y Descripcion Del ProcesoDocumento2 páginasFlujograna de Proceso y Descripcion Del ProcesoServicios y Consultoria MultidisciplinariaAún no hay calificaciones
- Estudio de vida útil de chocotejas rellenas con cuatro formulacionesDocumento15 páginasEstudio de vida útil de chocotejas rellenas con cuatro formulacionesKevin Alexander Puelles100% (1)
- La Industria de Los Alimentos Deshidratados y La Importancia Del Control Del Proceso.Documento6 páginasLa Industria de Los Alimentos Deshidratados y La Importancia Del Control Del Proceso.Marcelo Chacana Ojeda100% (1)
- Elaboración Mermelada de KiwichaDocumento7 páginasElaboración Mermelada de KiwichaAlvaro LedezmaAún no hay calificaciones
- Mermelada de FresaDocumento15 páginasMermelada de FresaMary VazquezAún no hay calificaciones
- Materias Primas e Insumos en Productos de Granos y TubérculosDocumento4 páginasMaterias Primas e Insumos en Productos de Granos y TubérculosMarianela Díaz LloccllaAún no hay calificaciones
- Clase Xii - Expandidos PDFDocumento6 páginasClase Xii - Expandidos PDFKix Paulsen Najdorf0% (1)
- TR1 SigDocumento16 páginasTR1 SigElvis Muñoz Fernández0% (1)
- INTRODUCCIÓN MalvaviscosDocumento10 páginasINTRODUCCIÓN MalvaviscosjatuesAún no hay calificaciones
- Informe de Nectar de CarambolaDocumento18 páginasInforme de Nectar de CarambolaRoci Garay92% (13)
- Jugo de Naranja TrabajoDocumento5 páginasJugo de Naranja Trabajomaira alejandra rojas marimonAún no hay calificaciones
- Planta de molienda de arrozDocumento7 páginasPlanta de molienda de arrozblu5000Aún no hay calificaciones
- Ficha Tecnica Salsa Con tOMATEDocumento2 páginasFicha Tecnica Salsa Con tOMATElina maria muñoz idroboAún no hay calificaciones
- IV GAMA V.final FinalDocumento15 páginasIV GAMA V.final FinalBenjamín Urenda OssaAún no hay calificaciones
- Diagrama de Flujo Queso HalloumiDocumento1 páginaDiagrama de Flujo Queso HalloumiDafer Zapata GrandaAún no hay calificaciones
- El Azucar Es Un Insumo Importante en La Elaboración Del Manjar Ya Que Ayuda A La Conservación y Consistencia Del MismoDocumento3 páginasEl Azucar Es Un Insumo Importante en La Elaboración Del Manjar Ya Que Ayuda A La Conservación y Consistencia Del MismoJhonnathanMarciNinaAún no hay calificaciones
- Manual Elaboracion de Queso Tipo SuizoDocumento6 páginasManual Elaboracion de Queso Tipo SuizoluishugoAún no hay calificaciones
- Cuestionario Practica 1 Planta Piloto de LacteosDocumento9 páginasCuestionario Practica 1 Planta Piloto de LacteosMaria Renee Quintanilla Vidal100% (4)
- D.S. #007 - 98 - SA - Norma de Vigilancia Sanitaria y Control Sanitario de AlimentosDocumento47 páginasD.S. #007 - 98 - SA - Norma de Vigilancia Sanitaria y Control Sanitario de AlimentosMiguel Sanches Perez86% (7)
- Cuaderno de Informe Pasteleria Semana 9Documento10 páginasCuaderno de Informe Pasteleria Semana 9CENTRAL CSPAún no hay calificaciones
- 1° Avance de Tesis-GalletasDocumento42 páginas1° Avance de Tesis-GalletasLauren JimenezAún no hay calificaciones
- Elaboracion de Masa Tipo Hojaldre Mil HojasDocumento11 páginasElaboracion de Masa Tipo Hojaldre Mil HojasBenito Mamani MamaniAún no hay calificaciones
- Planta Procesadora de Papas FritasDocumento2 páginasPlanta Procesadora de Papas FritasAnderson Gomez100% (1)
- Proceso de Elaboración de Pulpa de Fruta Congelada 100Documento5 páginasProceso de Elaboración de Pulpa de Fruta Congelada 100Calixto Evaristo Vargas Vallejos0% (1)
- Obtención de aceites de oliva refinados. INAK0109De EverandObtención de aceites de oliva refinados. INAK0109Aún no hay calificaciones
- Elaboración de helados. INAE0209De EverandElaboración de helados. INAE0209Calificación: 2 de 5 estrellas2/5 (1)
- MF1776_3 - Supervisión y ejecución de técnicas aplicadas a helados y semifríosDe EverandMF1776_3 - Supervisión y ejecución de técnicas aplicadas a helados y semifríosCalificación: 1 de 5 estrellas1/5 (1)
- Crepes DpiDocumento805 páginasCrepes DpiElmer QuispeAún no hay calificaciones
- Industrializa El ChontaduroDocumento34 páginasIndustrializa El ChontaduroKaren SanchezAún no hay calificaciones
- Vuelo 4590 de Air FranceDocumento6 páginasVuelo 4590 de Air FranceedgargarciaAún no hay calificaciones
- Analisis de Riesgo ProyectosDocumento3 páginasAnalisis de Riesgo ProyectosedgargarciaAún no hay calificaciones
- Seminario Vibraciones, 5 y 6 de Julio 2018Documento2 páginasSeminario Vibraciones, 5 y 6 de Julio 2018edgargarciaAún no hay calificaciones
- Seminario Sobre Estetoscopio Ultrasonido Agosto 2017 PDFDocumento4 páginasSeminario Sobre Estetoscopio Ultrasonido Agosto 2017 PDFedgargarciaAún no hay calificaciones
- Seminario Sobre Estetoscopio Ultrasonido Agosto 2017Documento4 páginasSeminario Sobre Estetoscopio Ultrasonido Agosto 2017edgargarciaAún no hay calificaciones
- Brochure Seminario Vibraciones Mecanicas PDFDocumento1 páginaBrochure Seminario Vibraciones Mecanicas PDFedgargarciaAún no hay calificaciones
- Presentation On Airborne Ultrasound and IR Thermography Applied To Mobile EquipmentDocumento31 páginasPresentation On Airborne Ultrasound and IR Thermography Applied To Mobile EquipmentedgargarciaAún no hay calificaciones
- Análisis vibraciones mecánicasDocumento2 páginasAnálisis vibraciones mecánicasedgargarciaAún no hay calificaciones
- Aplicaciones de Ultrasonido, Termografia en ImagenesDocumento8 páginasAplicaciones de Ultrasonido, Termografia en ImagenesedgargarciaAún no hay calificaciones
- Contenido Tematico Mantenimiento Lean, 13 de Julio 2017Documento1 páginaContenido Tematico Mantenimiento Lean, 13 de Julio 2017edgargarciaAún no hay calificaciones
- Presentacion Conceptos Claves de Mantenimiento 2018Documento17 páginasPresentacion Conceptos Claves de Mantenimiento 2018edgargarciaAún no hay calificaciones
- Seminario Sobre Estetoscopio Ultrasonido Agosto 2017 PDFDocumento4 páginasSeminario Sobre Estetoscopio Ultrasonido Agosto 2017 PDFedgargarciaAún no hay calificaciones
- Mini Casos para Toma de Decisiones V0317Documento3 páginasMini Casos para Toma de Decisiones V0317edgargarciaAún no hay calificaciones
- Tema 5 - Josue El ConquistadorDocumento5 páginasTema 5 - Josue El ConquistadoredgargarciaAún no hay calificaciones
- Temario Vibraciones Mecanicas 2018Documento2 páginasTemario Vibraciones Mecanicas 2018edgargarciaAún no hay calificaciones
- Análisis de Riesgos Empresariales de CocochataDocumento5 páginasAnálisis de Riesgos Empresariales de CocochataedgargarciaAún no hay calificaciones
- Presentacion MINEC Julio 2017 v2Documento17 páginasPresentacion MINEC Julio 2017 v2edgargarciaAún no hay calificaciones
- Seminario TermografiaDocumento1 páginaSeminario TermografiaedgargarciaAún no hay calificaciones
- Modelo de Negocio Canvas EjemploDocumento14 páginasModelo de Negocio Canvas EjemploYasmani TrejoAún no hay calificaciones
- Edgardo 4° Avance v2Documento5 páginasEdgardo 4° Avance v2edgargarciaAún no hay calificaciones
- Ejercicio Liderazgo Identificación Cualidades y Auto-Diagnostico 01-2017Documento3 páginasEjercicio Liderazgo Identificación Cualidades y Auto-Diagnostico 01-2017edgargarciaAún no hay calificaciones
- 2 Pags, Seminario Temario Termometria UltrasonidoDocumento2 páginas2 Pags, Seminario Temario Termometria UltrasonidoedgargarciaAún no hay calificaciones
- Transcripción Video Simon SinekDocumento3 páginasTranscripción Video Simon SinekedgargarciaAún no hay calificaciones
- Normas clasificar activos riesgo créditoDocumento17 páginasNormas clasificar activos riesgo créditoedgargarciaAún no hay calificaciones
- Ejercicio Liderazgo Identificación Cualidades y Auto-Diagnostico 01-2017Documento3 páginasEjercicio Liderazgo Identificación Cualidades y Auto-Diagnostico 01-2017edgargarciaAún no hay calificaciones
- Caso Alluminium para Trabajo en EquiposDocumento4 páginasCaso Alluminium para Trabajo en Equiposedgargarcia0% (1)
- Ejercicio Individual Charla 2 Mins Influencia VDocumento1 páginaEjercicio Individual Charla 2 Mins Influencia VedgargarciaAún no hay calificaciones
- Modelo de Negocio Canvas EjemploDocumento14 páginasModelo de Negocio Canvas EjemploYasmani TrejoAún no hay calificaciones
- Garcia Edgar Aporte t3Documento10 páginasGarcia Edgar Aporte t3edgargarciaAún no hay calificaciones
- Equipo 3 Tarea 3Documento6 páginasEquipo 3 Tarea 3edgargarcia100% (2)
- Acta Dirección ProyectoDocumento18 páginasActa Dirección ProyectoestefaniaAún no hay calificaciones
- Analisis APUDocumento5 páginasAnalisis APUVenturo Cordero VillacortaAún no hay calificaciones
- Procedimiento constitutivo sindicato: 5 pasos registro legalDocumento18 páginasProcedimiento constitutivo sindicato: 5 pasos registro legalDiego YepesAún no hay calificaciones
- Como Poner Un Negocio de Paneles Solares - Guía de NegocioDocumento4 páginasComo Poner Un Negocio de Paneles Solares - Guía de NegocioAlbertoAún no hay calificaciones
- Analisis de Las Condiciones Ergonomicas en Los Talleres de Mecanica Industrial de Los Bachilleratos Tecnicos Profesionales en Los Institutos Tecnicos Honduras y Luis Bogran de TegucigalpaDocumento190 páginasAnalisis de Las Condiciones Ergonomicas en Los Talleres de Mecanica Industrial de Los Bachilleratos Tecnicos Profesionales en Los Institutos Tecnicos Honduras y Luis Bogran de TegucigalpaRocio Milagros Farfan SilvaAún no hay calificaciones
- Planeación Estratégica Del Mantenimiento IndustrialDocumento23 páginasPlaneación Estratégica Del Mantenimiento IndustrialJose Garcia100% (1)
- Diseño de Organizaciones AdaptablesDocumento17 páginasDiseño de Organizaciones AdaptablesPedro Miranda YucraAún no hay calificaciones
- Logística y El Control de Costos en La Industria Turística Hotelera. Factores Directos Que Afectan A Los Costos Logiticos.Documento4 páginasLogística y El Control de Costos en La Industria Turística Hotelera. Factores Directos Que Afectan A Los Costos Logiticos.patsy0% (1)
- Proceso de Toma de DecisionesDocumento12 páginasProceso de Toma de DecisionesIngrid Alvarez Abrella100% (2)
- Análisis vertical: composición de activos y pasivosDocumento19 páginasAnálisis vertical: composición de activos y pasivosSuad SolarAún no hay calificaciones
- Presupuesto Maestro Calzados Rubin'sDocumento29 páginasPresupuesto Maestro Calzados Rubin'sTrelles StacyAún no hay calificaciones
- Logística de Los Negocios y La Cadena de SuministrosDocumento6 páginasLogística de Los Negocios y La Cadena de SuministrosIvan Villamil100% (5)
- Valuacion Grupo ElectrogenoDocumento30 páginasValuacion Grupo ElectrogenoVanesa Andrea Macedo ParedesAún no hay calificaciones
- Crecimiento Lácteo en LATAM y el CaribeDocumento13 páginasCrecimiento Lácteo en LATAM y el CaribeLaura GómezAún no hay calificaciones
- Manual Del FacilitadorDocumento104 páginasManual Del FacilitadorFranko Encalada ValenciaAún no hay calificaciones
- Documento Cambios Codigos CIIUDocumento12 páginasDocumento Cambios Codigos CIIUcafenet 2003Aún no hay calificaciones
- Brochure Mercadillo Oculto 2024 - MARZO - 20240215 - 121608 - 0000Documento12 páginasBrochure Mercadillo Oculto 2024 - MARZO - 20240215 - 121608 - 0000libreriadgAún no hay calificaciones
- BCRP: Banco Central de Reserva del PerúDocumento2 páginasBCRP: Banco Central de Reserva del PerúkatyAún no hay calificaciones
- Guia de Ejercicios de Consolidacion 513524Documento2 páginasGuia de Ejercicios de Consolidacion 513524Atiny LovesAún no hay calificaciones
- Curriculum Vitae Victor Manuel Vilela CórodovaDocumento4 páginasCurriculum Vitae Victor Manuel Vilela CórodovaVictor Manuel Vilela Cordova0% (1)
- Ejercicios Capitulo 6Documento8 páginasEjercicios Capitulo 6Milton Hernandez67% (6)
- Roles de Los GerentesDocumento6 páginasRoles de Los Gerentesraul rodriguezAún no hay calificaciones
- Estándares Internacionales de Contabilidad - Inventario y DeterioroDocumento2 páginasEstándares Internacionales de Contabilidad - Inventario y DeterioroKaren Valentina Carreño VillaAún no hay calificaciones
- Colegiación ProfesionalDocumento25 páginasColegiación ProfesionalRicardo Herdez MartzAún no hay calificaciones
- Reporte de Flujos de EfectivoDocumento6 páginasReporte de Flujos de EfectivoGabriela RodulfoAún no hay calificaciones
- Revista Centroamericana de Administración Pública PDFDocumento3 páginasRevista Centroamericana de Administración Pública PDFDirección General de Ética e Integridad GubernamentalAún no hay calificaciones
- CV Paulo NavasDocumento1 páginaCV Paulo NavasDiana Patricia Acosta SerranoAún no hay calificaciones
- Taller 4 Redaccion de Hallazgos 3Documento7 páginasTaller 4 Redaccion de Hallazgos 3JhonJairoJaimeMier0% (1)
- Contrato de Emergencia 28.09.19Documento16 páginasContrato de Emergencia 28.09.19LycantropoSxAún no hay calificaciones
- Capacidad de Planta - Jorge PereyraDocumento37 páginasCapacidad de Planta - Jorge PereyraJorge RodriguezAún no hay calificaciones