También podría gustarte
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Hot Work PermitDocumento2 páginasHot Work PermitRex UrbiztondoAún no hay calificaciones
- Conductivity Theory and PracticeDocumento50 páginasConductivity Theory and Practiceতানভীর নূরAún no hay calificaciones
- Astm C 295-2019Documento9 páginasAstm C 295-2019Mohammed Ali100% (1)
- Kami Export - Hanna Huff - Amoeba Sisters - DNA Vs RNA 1Documento1 páginaKami Export - Hanna Huff - Amoeba Sisters - DNA Vs RNA 1hannakhuffAún no hay calificaciones
- WEIGHTSDocumento11 páginasWEIGHTSvpjagannaathAún no hay calificaciones
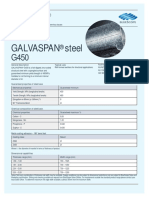
- Galvaspan G450Documento2 páginasGalvaspan G450khurshedlakhoAún no hay calificaciones
- Understanding Omega Fatty AcidsDocumento5 páginasUnderstanding Omega Fatty Acidsdrubwang100% (1)
- UV Coating Flooring - Radtech 2003 - D. Bontinck M. IdacageDocumento6 páginasUV Coating Flooring - Radtech 2003 - D. Bontinck M. IdacageJuan Antonio Tito Esp CalAún no hay calificaciones
- Operator Manual BT4500-00ING PDFDocumento153 páginasOperator Manual BT4500-00ING PDFquanvh0% (1)
- Back To Basics ... : Material Selection and Heat TreatmentDocumento8 páginasBack To Basics ... : Material Selection and Heat TreatmentMuhammad Faisal FirdausAún no hay calificaciones
- Insulation System ClassDocumento2 páginasInsulation System ClassVictor Hutahaean100% (1)
- Self-Operated Temperature Regulators Temperature Regulator Type 1Documento6 páginasSelf-Operated Temperature Regulators Temperature Regulator Type 1Pocola AdrianAún no hay calificaciones
- Ramabulana Et Al. 2021 MN and MetPA - Chemical Space of Four Momordica Plant SpeciesDocumento15 páginasRamabulana Et Al. 2021 MN and MetPA - Chemical Space of Four Momordica Plant SpeciesFernanda SantosAún no hay calificaciones
- SilicaMix Product Brochure2Documento12 páginasSilicaMix Product Brochure2rajni phAún no hay calificaciones
- Is 8224Documento16 páginasIs 8224Ankit YadavAún no hay calificaciones
- ASTM B188-2002 Tubos de CobreDocumento10 páginasASTM B188-2002 Tubos de Cobrelinealmen100% (1)
- Tyre Process LATESTDocumento24 páginasTyre Process LATESTAyu AdiAún no hay calificaciones
- Tugas 1 PPADocumento29 páginasTugas 1 PPAlulalalaAún no hay calificaciones
- Minimum Pipe Thickness - B31.1 - PG1Documento10 páginasMinimum Pipe Thickness - B31.1 - PG1ravivarmadatla2011Aún no hay calificaciones
- En 10263-1Documento30 páginasEn 10263-1Mogos PaulAún no hay calificaciones
- M-Dcps Master Specification GuidelinesDocumento16 páginasM-Dcps Master Specification Guidelineslobna_shatla7396Aún no hay calificaciones
- Suelo, Agua Subterranea y Sedimento Norma CanadienseDocumento40 páginasSuelo, Agua Subterranea y Sedimento Norma CanadiensehensilAún no hay calificaciones
- Atoms and Elements (Chemistry Notes)Documento4 páginasAtoms and Elements (Chemistry Notes)wlkernanAún no hay calificaciones
- Endothermic and Exothermic Reactions WorksheetDocumento4 páginasEndothermic and Exothermic Reactions Worksheetabdulhakim100% (1)
- Batch Reactor Manual PDFDocumento4 páginasBatch Reactor Manual PDFPradeep DiwakarAún no hay calificaciones
- The Birth of The Lithium-Ion BatteryDocumento4 páginasThe Birth of The Lithium-Ion Batterytamilmuthu100% (1)
- Rework Procedure For Bga ModulesDocumento8 páginasRework Procedure For Bga ModulesexwilliamAún no hay calificaciones
- Abilify Maintena Epar Public Assessment Report enDocumento70 páginasAbilify Maintena Epar Public Assessment Report enWara RizkyAún no hay calificaciones
- Chapter 4 (Ceramic Matrix Composites)Documento34 páginasChapter 4 (Ceramic Matrix Composites)Sri TharanAún no hay calificaciones
- Msds F34avturfsiiDocumento10 páginasMsds F34avturfsiiAyat TullahAún no hay calificaciones