También podría gustarte
- Taller Codigo AWS D1.1 - 2010Documento6 páginasTaller Codigo AWS D1.1 - 2010Williy126Aún no hay calificaciones
- Asme Seccion Viii Uw 52 PDFDocumento4 páginasAsme Seccion Viii Uw 52 PDFIgnacio Perez Ramirez100% (1)
- Asme V Ed.2021 Articulo 7 MT EspañolDocumento22 páginasAsme V Ed.2021 Articulo 7 MT EspañolJoseph Luciano Flores Medina100% (2)
- D1.1 Criterios Aceptación DiscontinuidadesDocumento4 páginasD1.1 Criterios Aceptación DiscontinuidadesEduardoPulidoAún no hay calificaciones
- Astm E144 EspaDocumento27 páginasAstm E144 EspaJuanBarbosaAún no hay calificaciones
- WPQ Rha API 1104t 01Documento1 páginaWPQ Rha API 1104t 01Kevvin Danniel DazzaAún no hay calificaciones
- SOLDADURA WPS-PQR Rev.01Documento14 páginasSOLDADURA WPS-PQR Rev.01favio alejandro paz benavidesAún no hay calificaciones
- Procedimiento de InspeccionDocumento8 páginasProcedimiento de Inspeccionedscesc10Aún no hay calificaciones
- Procedimiento de prueba hidrostática para prefabricadosDocumento5 páginasProcedimiento de prueba hidrostática para prefabricadosLennyAún no hay calificaciones
- Procedimiento UT AWSDocumento22 páginasProcedimiento UT AWSantonio gutierrezAún no hay calificaciones
- Criterio Inspeccion Visual Aws D1.1 PDFDocumento1 páginaCriterio Inspeccion Visual Aws D1.1 PDFwilialexis7710% (1)
- ARTICLE 9 EspañolDocumento3 páginasARTICLE 9 EspañolLorena Suarez100% (1)
- Preguntas Parte B CWIDocumento5 páginasPreguntas Parte B CWIrodolfo100% (1)
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 páginasCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleAún no hay calificaciones
- Ultrasonido Norma AWSDocumento29 páginasUltrasonido Norma AWSChristopher Navarro Lopez100% (1)
- Continuacion API 650 Rev. 01Documento3 páginasContinuacion API 650 Rev. 01Anonymous fBIEWgmRzAún no hay calificaciones
- Curva DAC-Inspección de Uniones Soldadas - Introducción-RecomendaciónDocumento3 páginasCurva DAC-Inspección de Uniones Soldadas - Introducción-RecomendaciónMegaRep_JYAún no hay calificaciones
- Curva DACDocumento5 páginasCurva DACWilly Franco Correa BautistaAún no hay calificaciones
- API 1104 Complementario 5Documento10 páginasAPI 1104 Complementario 5petreAún no hay calificaciones
- Medicion de DurezaDocumento6 páginasMedicion de DurezaChristine BrownAún no hay calificaciones
- Flujo Disperso - MFL PDFDocumento86 páginasFlujo Disperso - MFL PDFClaudioCarballal50% (2)
- UT Niv II Clase 2Documento55 páginasUT Niv II Clase 2GerardoYanezAún no hay calificaciones
- Procedimiento Desfile y Doblado de TuberiaDocumento13 páginasProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraAún no hay calificaciones
- Normas-inclusionesDocumento9 páginasNormas-inclusionesLeonardo RodriguezAún no hay calificaciones
- Cálculo de sistemas de seguridad y alivioDocumento4 páginasCálculo de sistemas de seguridad y alivioFlor GiovagnoliAún no hay calificaciones
- Astm A956-2017a LeebDocumento7 páginasAstm A956-2017a LeebKatherine GuevaraAún no hay calificaciones
- Registro de OperacionesDocumento1 páginaRegistro de OperacionesAnonymous 5JDy895zAún no hay calificaciones
- B31.3 AsmeDocumento218 páginasB31.3 AsmeSergio GajardoAún no hay calificaciones
- Información sobre refuerzo de conexiones de ramal soldadasDocumento5 páginasInformación sobre refuerzo de conexiones de ramal soldadasgeoswaldAún no hay calificaciones
- Criterios de aceptación bajo ASME VIII Div 1Documento8 páginasCriterios de aceptación bajo ASME VIII Div 1Jose Manuel GaliciaAún no hay calificaciones
- Programa de Estudio Del CWIDocumento2 páginasPrograma de Estudio Del CWIGary Oporto cabasAún no hay calificaciones
- Aws D1.1 Tabla6.1Documento2 páginasAws D1.1 Tabla6.1Santiago Velez Manrique100% (1)
- NCh292 1960 PDFDocumento27 páginasNCh292 1960 PDFNabucodonosor6969Aún no hay calificaciones
- API 650 Edition 2020-456-460 (Traducido)Documento5 páginasAPI 650 Edition 2020-456-460 (Traducido)Blas Carbajal100% (1)
- Bloque Asme Básico Español ART.4Documento1 páginaBloque Asme Básico Español ART.4miguelAún no hay calificaciones
- Pruebas Hidráulicas para TanquesDocumento8 páginasPruebas Hidráulicas para TanquesG100% (1)
- Curso Manejo de Galgas de SoldaduraDocumento1 páginaCurso Manejo de Galgas de SoldaduraCRMS137Aún no hay calificaciones
- Procedimiento de Ensayo Por UT A Juntas Soldadas Según AWSD1.1 2015Documento9 páginasProcedimiento de Ensayo Por UT A Juntas Soldadas Según AWSD1.1 2015Ivan PiandaAún no hay calificaciones
- Codigos EstandaresDocumento15 páginasCodigos EstandaresEvilson Gómez Marín100% (1)
- ASME BPVC Articulo 9 TRADUCCIONDocumento6 páginasASME BPVC Articulo 9 TRADUCCIONEfrain Ortiz Barreto100% (1)
- Examen Parte BDocumento9 páginasExamen Parte BCharly100% (1)
- Tabla de Normas Con Criterios de Aceptacion y AplicacionDocumento3 páginasTabla de Normas Con Criterios de Aceptacion y Aplicacionrcdl2949Aún no hay calificaciones
- ASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDocumento14 páginasASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDAVILADIAZAún no hay calificaciones
- Procedimientos de Inspeccion Por Tintes PenetrantesDocumento8 páginasProcedimientos de Inspeccion Por Tintes Penetrantesjo borja100% (1)
- Control Calidad Construccion TanquesDocumento23 páginasControl Calidad Construccion Tanquesalfredopinillos100% (1)
- Gestion de Integridad de Ductos PDFDocumento7 páginasGestion de Integridad de Ductos PDFJose QuiinteroAún no hay calificaciones
- Código ASME Sección IX - Danfer de La CruzDocumento90 páginasCódigo ASME Sección IX - Danfer de La CruzWalther Larico100% (1)
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Documento3 páginasCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISAún no hay calificaciones
- Aceros Inoxidables-WpsDocumento103 páginasAceros Inoxidables-WpsHoover Ortiz100% (1)
- Procedimiento reparación soldaduraDocumento7 páginasProcedimiento reparación soldaduraJosé Valles100% (1)
- Pruebas de tensión, doblez y soldaduraDocumento2 páginasPruebas de tensión, doblez y soldaduraivanbfAún no hay calificaciones
- Calificación de Procedimientos de SoldaduraDocumento28 páginasCalificación de Procedimientos de SoldaduraJosue CarpioAún no hay calificaciones
- Ensayos de Calificacion de SoldaduraDocumento8 páginasEnsayos de Calificacion de Soldaduralourdes ramosAún no hay calificaciones
- ProbetasDocumento9 páginasProbetasTravis Moon100% (1)
- Informe 3Documento11 páginasInforme 3Jorge SanangoAún no hay calificaciones
- Desarrollo y Calificación de Un Procedimiento de Soldadura para Una Junta CJP Según La Norma Aws D1.1Documento13 páginasDesarrollo y Calificación de Un Procedimiento de Soldadura para Una Junta CJP Según La Norma Aws D1.1Miguel ArroyoAún no hay calificaciones
- Proceso de Soldadura y Soldadores Según La Norma AWS-D1.1.Documento6 páginasProceso de Soldadura y Soldadores Según La Norma AWS-D1.1.anabelguadalupeAún no hay calificaciones
- LSP P3 Jácome PillajonoacabadoDocumento10 páginasLSP P3 Jácome PillajonoacabadoDanilo PillajoAún no hay calificaciones
- Construcción de La Derivación de Una Línea de Tubería para Transporte de Petróleo.Documento11 páginasConstrucción de La Derivación de Una Línea de Tubería para Transporte de Petróleo.Cesar CB100% (3)
- Apendice W 111Documento6 páginasApendice W 111Octavio Ochoa HernadezAún no hay calificaciones
- EtanolDocumento11 páginasEtanolFabian AyalaAún no hay calificaciones
- Guia Integrada de Actividades 2014IIDocumento12 páginasGuia Integrada de Actividades 2014IIFabian AyalaAún no hay calificaciones
- 2 PinturasDocumento1 página2 PinturasFabian AyalaAún no hay calificaciones
- 2 Acero en RollosDocumento1 página2 Acero en RollosLuz Libia Triana HernandezAún no hay calificaciones
- ReligiónDocumento18 páginasReligiónFabian AyalaAún no hay calificaciones
- EX1900-6 EsDocumento16 páginasEX1900-6 EsFabian AyalaAún no hay calificaciones
- Epistemologia MedievalDocumento3 páginasEpistemologia MedievalFabian Ayala100% (1)
- Etano 1Documento9 páginasEtano 1Fabian AyalaAún no hay calificaciones
- Term Odin Á MicaDocumento16 páginasTerm Odin Á MicaFabian AyalaAún no hay calificaciones
- Por Que Holanda Se Le Denomina Paises BajosDocumento62 páginasPor Que Holanda Se Le Denomina Paises BajosFabian AyalaAún no hay calificaciones
- MecánicaDocumento5 páginasMecánicaFabian AyalaAún no hay calificaciones
- Las 10 Maquinas Más Grandes Del MundoDocumento11 páginasLas 10 Maquinas Más Grandes Del MundoFabian AyalaAún no hay calificaciones
- Cinco DinastíasDocumento7 páginasCinco DinastíasFabian AyalaAún no hay calificaciones
- MicrómetroDocumento16 páginasMicrómetroAmaya FábianAún no hay calificaciones
- Qué Es Epistemologí1Documento1 páginaQué Es Epistemologí1Hector Gonzalez SameAún no hay calificaciones
- EpistemologíaDocumento12 páginasEpistemologíaFabian AyalaAún no hay calificaciones
- Apología CristianaDocumento2 páginasApología CristianaFabian AyalaAún no hay calificaciones
- Estanislao Zuleta - Elogio de La DificultadDocumento8 páginasEstanislao Zuleta - Elogio de La DificultadPedro PérezAún no hay calificaciones
- MétodoRutaCríticaDocumento2 páginasMétodoRutaCríticaFabian AyalaAún no hay calificaciones
- Hongos VenenososDocumento20 páginasHongos VenenososFabian AyalaAún no hay calificaciones
- IntroducciónDocumento6 páginasIntroducciónFabian AyalaAún no hay calificaciones
- FábricaDocumento2 páginasFábricaFabian AyalaAún no hay calificaciones
- Métodos de Separación de FasesDocumento6 páginasMétodos de Separación de FasesFabian AyalaAún no hay calificaciones
- Vehículo SolarDocumento6 páginasVehículo SolarFabian AyalaAún no hay calificaciones
- Animales ExtrañosDocumento11 páginasAnimales ExtrañosFabian AyalaAún no hay calificaciones
- Nuevo MundoDocumento3 páginasNuevo MundoFabian AyalaAún no hay calificaciones
- MilagroDocumento7 páginasMilagroFabian AyalaAún no hay calificaciones
- Impacto AmbientalDocumento11 páginasImpacto AmbientalFabian AyalaAún no hay calificaciones
- Impacto AmbientalDocumento11 páginasImpacto AmbientalFabian AyalaAún no hay calificaciones
- El Eclipse - CUENTODocumento1 páginaEl Eclipse - CUENTOcensetentaycuatro9802100% (3)
- Materiales ElectricaribeDocumento38 páginasMateriales ElectricaribeEdison TorresAún no hay calificaciones
- Tipos de Máqinas ExtrusorasDocumento4 páginasTipos de Máqinas Extrusorasgbrfab100% (3)
- BrazingDocumento18 páginasBrazingMelendez Valencia Gerson100% (1)
- Presupuesto de ColegioDocumento28 páginasPresupuesto de ColegioDeyvi Yacolca Vilcapoma100% (1)
- Procesos de conformado sin arranque de virutaDocumento17 páginasProcesos de conformado sin arranque de virutaMisael LopeezAún no hay calificaciones
- Clase1 PDFDocumento25 páginasClase1 PDFjairoAún no hay calificaciones
- Morteros y HormimgonesDocumento8 páginasMorteros y HormimgonesEvelyn Peña DíazAún no hay calificaciones
- Ra2 063 PDFDocumento3 páginasRa2 063 PDFjevmcuAún no hay calificaciones
- Precioparticularinsumotipovtipo2 A1Documento2 páginasPrecioparticularinsumotipovtipo2 A1Ysiderio Llanos cercadoAún no hay calificaciones
- ArenaDocumento5 páginasArenaAdriana Galindo TavaraAún no hay calificaciones
- Apunte CubiertasDocumento39 páginasApunte CubiertasAntoni Perez HAún no hay calificaciones
- Hendrix Especificacion 15kv 46kvDocumento11 páginasHendrix Especificacion 15kv 46kvtoro chircaAún no hay calificaciones
- Diseño de Nodos.Documento14 páginasDiseño de Nodos.Jean NavaAún no hay calificaciones
- Lentes Alpine protección UVDocumento20 páginasLentes Alpine protección UVJose AdarmesAún no hay calificaciones
- Acu Instalaciones SanitariasDocumento13 páginasAcu Instalaciones SanitariasAnonymous Vby9o8eg1Aún no hay calificaciones
- Weberfloor DesignDocumento3 páginasWeberfloor DesignJean-guillaume AllemannAún no hay calificaciones
- Analisis de Costos Unitarios Saneamiento de LatapuquioDocumento19 páginasAnalisis de Costos Unitarios Saneamiento de LatapuquiojackAún no hay calificaciones
- Fa, FH 97aDocumento2 páginasFa, FH 97aMary Huaylla AAún no hay calificaciones
- Concept OsDocumento22 páginasConcept Ossoy LiraAún no hay calificaciones
- ExportacionDocumento61 páginasExportacionErick CuellarAún no hay calificaciones
- Hidratación Del CementoDocumento9 páginasHidratación Del CementoAymarRaúlPortilloCazorlaAún no hay calificaciones
- Defenza RivereñaDocumento2 páginasDefenza RivereñaNexon Frank Mamani AdcoAún no hay calificaciones
- Arnés Multipropósito Dieléctrico 4 Argollas Con RecubrimientoDocumento1 páginaArnés Multipropósito Dieléctrico 4 Argollas Con RecubrimientoEDUIN RICARDO QUINTERO CAMPILLOAún no hay calificaciones
- Soldadura ExotA Rmica CadweldDocumento20 páginasSoldadura ExotA Rmica CadweldSegundo Hipolito Yovera ToctoAún no hay calificaciones
- PP y PSDocumento3 páginasPP y PSMiranda BenavidesAún no hay calificaciones
- Conexiones MaterialesDocumento2 páginasConexiones MaterialesElizabeth Martinez MoralesAún no hay calificaciones
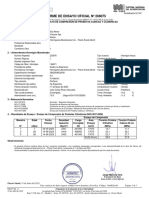
- Informe de Ensayo Oficial #268075Documento1 páginaInforme de Ensayo Oficial #268075Volcano ConstruccionesAún no hay calificaciones
- TesisDocumento193 páginasTesisthis4u_xd100% (1)
- ResumenDocumento5 páginasResumenGabriela Alejandra Alava VelezAún no hay calificaciones
- Precios unitarios de obras de construcciónDocumento132 páginasPrecios unitarios de obras de construcciónPedro Cuzco ZúñigaAún no hay calificaciones