También podría gustarte
- Curso de Soldadoras Electricas InverterDocumento6 páginasCurso de Soldadoras Electricas InverterAndres Bruno SaraviaAún no hay calificaciones
- TIPOS DE SOLDADURAS PARA REFRIGERACION - PPSXDocumento29 páginasTIPOS DE SOLDADURAS PARA REFRIGERACION - PPSXAfigueroa FigueroaAún no hay calificaciones
- LG Mct704-A0uDocumento87 páginasLG Mct704-A0uMarco Antonio Cubillos Herrera100% (1)
- Manual básico Soldadura Eléctrica (SMAWDocumento41 páginasManual básico Soldadura Eléctrica (SMAWcarlos paredesAún no hay calificaciones
- Plasnavi Guia de AplicacionesDocumento139 páginasPlasnavi Guia de Aplicacionesmjs_cba83% (6)
- Prueba de Bobina de EncendidoDocumento10 páginasPrueba de Bobina de EncendidogerberdamianAún no hay calificaciones
- Reparación e Instalación de Aire Acondicionado Split PDFDocumento1 páginaReparación e Instalación de Aire Acondicionado Split PDFGabriel RótelaAún no hay calificaciones
- Fotocelda ConexionesDocumento14 páginasFotocelda Conexioneswatchmanlee9180Aún no hay calificaciones
- Manual de LavadorasDocumento20 páginasManual de LavadorasDanielFernándezAún no hay calificaciones
- Taller Aprilia Motomel-ESPAÑOLDocumento169 páginasTaller Aprilia Motomel-ESPAÑOLWalter Ariel BarrientosAún no hay calificaciones
- Manual Boilers Electricos Rheem 9-189lts PDFDocumento20 páginasManual Boilers Electricos Rheem 9-189lts PDFMarceloHdz100% (1)
- Esquema de conexiones TPDS 12vDocumento1 páginaEsquema de conexiones TPDS 12vGustavo LeyriaAún no hay calificaciones
- Manual CerraduraDocumento8 páginasManual CerraduraJoseGarciaAún no hay calificaciones
- Manual DesbrozadoraDocumento36 páginasManual Desbrozadoramarkuko100% (1)
- Funcionamiento y reparación de lavadora Mabe modelo LMA137DBLMA117DL-LMA1103JDDocumento8 páginasFuncionamiento y reparación de lavadora Mabe modelo LMA137DBLMA117DL-LMA1103JDDante GuzmanAún no hay calificaciones
- Manual limpiador presión KärcherDocumento12 páginasManual limpiador presión Kärcherfsartor2041Aún no hay calificaciones
- Manual Miller Big Blue 400 CX Ce Serial Lk290002eDocumento76 páginasManual Miller Big Blue 400 CX Ce Serial Lk290002eScarlett DuranAún no hay calificaciones
- Tecnicos Especializados Mirage 2012Documento60 páginasTecnicos Especializados Mirage 2012Mafer RoblesAún no hay calificaciones
- Reparar LavavajillasDocumento12 páginasReparar Lavavajillasmongongo100% (1)
- Tecnicos Certificados Mirage 2011 (Web)Documento53 páginasTecnicos Certificados Mirage 2011 (Web)Emmanuel Roberto Flores Ibarra100% (2)
- Lavadora Easy LEDDocumento10 páginasLavadora Easy LEDAnonymous 2iQ1B59Aún no hay calificaciones
- Reparación de HerramientasDocumento60 páginasReparación de HerramientasMAURICIO PEÑATE100% (1)
- Carga de Gas de Sistemas de Refrigeración y Aire AcondicionadoDocumento7 páginasCarga de Gas de Sistemas de Refrigeración y Aire Acondicionadoariel2576Aún no hay calificaciones
- SVC Manual Peru (CS, HJ)Documento69 páginasSVC Manual Peru (CS, HJ)Cesar Calderon GrAún no hay calificaciones
- Entrenamiento A La Red - Electricidad BasicaDocumento107 páginasEntrenamiento A La Red - Electricidad BasicaEnriqueAún no hay calificaciones
- Manual Electricidad Residencial 2022Documento70 páginasManual Electricidad Residencial 2022Jennifer PosasAún no hay calificaciones
- Conversion de Un Motor 2Cv en Un Generador para Sistema Eolico.Documento8 páginasConversion de Un Motor 2Cv en Un Generador para Sistema Eolico.internetleon82% (11)
- Manual Recomendaciones X-28Documento28 páginasManual Recomendaciones X-28gonezeAún no hay calificaciones
- Arranque MotocompresoresDocumento22 páginasArranque MotocompresoresPablo BianchiAún no hay calificaciones
- Soldadura manual electrodo revestidoDocumento40 páginasSoldadura manual electrodo revestidotopitoloco100% (1)
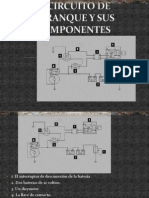
- Curso Circuito Arranque ComponentesDocumento29 páginasCurso Circuito Arranque ComponentesSergio Hernandez SanchezAún no hay calificaciones
- SamsungDocumento4 páginasSamsungFranco Ivanovic SaavedraAún no hay calificaciones
- Tema Tarjeta de Control Del Horno MicroondasDocumento12 páginasTema Tarjeta de Control Del Horno MicroondasMarck LucaAún no hay calificaciones
- Test de Las Lavadoras LGDocumento3 páginasTest de Las Lavadoras LGRoger10Aún no hay calificaciones
- Instalación y mantenimiento de bombas periféricas AP-4 y AP-5XDocumento12 páginasInstalación y mantenimiento de bombas periféricas AP-4 y AP-5XArturo NuñezAún no hay calificaciones
- Funcionamiento y Reparacion de Lavadora MabeDocumento8 páginasFuncionamiento y Reparacion de Lavadora MabeRafael Aguilar100% (1)
- Despiece Desmalezadora Motro MitsubishiDocumento10 páginasDespiece Desmalezadora Motro Mitsubishiguerodiaz1971Aún no hay calificaciones
- Manual reparación refrigeradoresDocumento106 páginasManual reparación refrigeradorestetocastro100% (1)
- Reparacion de Electrodomesticos MadridDocumento4 páginasReparacion de Electrodomesticos MadridGuroRockyBonnie0% (1)
- Lavadora Mabe 17 kg LEDs parpadeandoDocumento2 páginasLavadora Mabe 17 kg LEDs parpadeandoLuis Eduardo CamayoAún no hay calificaciones
- Mypro CpiiiDocumento66 páginasMypro CpiiiServando IglesiasAún no hay calificaciones
- Manual192Mig GAMMADocumento16 páginasManual192Mig GAMMAHugo Alfredo Ordóñez Chocano67% (3)
- Manual Gamma Soldadora Tig InverterDocumento16 páginasManual Gamma Soldadora Tig InverterFritzyHansAún no hay calificaciones
- Greencut Mma200 1010026 PDFDocumento44 páginasGreencut Mma200 1010026 PDFcasaramoAún no hay calificaciones
- Manual Martillo DemoledorDocumento16 páginasManual Martillo DemoledorJuan Carlos Garcia100% (1)
- Procesos de soldadura SMAW y TIGDocumento6 páginasProcesos de soldadura SMAW y TIGIng José David Cab Ayala100% (2)
- Ims 10062Documento52 páginasIms 10062david zunigaAún no hay calificaciones
- Manual Taladro HG 101Documento16 páginasManual Taladro HG 101tosato99Aún no hay calificaciones
- Saldatrice A Filo GREENCUT - MIG100 - 1010028Documento72 páginasSaldatrice A Filo GREENCUT - MIG100 - 1010028Loredana GattiAún no hay calificaciones
- Capacitación Riesgo ElectricoDocumento23 páginasCapacitación Riesgo ElectricoMARIA ISABEL ABADIA PINCHAOAún no hay calificaciones
- Hyundai Hy CD 01Documento8 páginasHyundai Hy CD 01IvanAún no hay calificaciones
- INV130 INV160 INV200: Manual de InstruccionesDocumento16 páginasINV130 INV160 INV200: Manual de InstruccionesCristian LópezAún no hay calificaciones
- Soldadura Al ArcoDocumento47 páginasSoldadura Al ArcoNicolásAún no hay calificaciones
- Instrucciones Plasma PDFDocumento16 páginasInstrucciones Plasma PDFDavid Tapia GualpaAún no hay calificaciones
- Ficha Tecnica Soldador PortatilDocumento5 páginasFicha Tecnica Soldador PortatilKAREN NATALIA LOZANO BARRAGANAún no hay calificaciones
- Manual Hidrolavadora Karcher k2 Basic NogalparkDocumento36 páginasManual Hidrolavadora Karcher k2 Basic NogalparkAlejandro PedemonteAún no hay calificaciones
- Gamma Pistola Calor PDFDocumento16 páginasGamma Pistola Calor PDFefrantAún no hay calificaciones
- Ims10061-D Power Wave s350Documento41 páginasIms10061-D Power Wave s350cesar995Aún no hay calificaciones
- Soldadura Al ArcoDocumento47 páginasSoldadura Al ArcoJose Antonio Arenas VicencioAún no hay calificaciones
- Cálculo óptimo de transformadoresDocumento51 páginasCálculo óptimo de transformadoresLarry Flowers100% (3)
- Correccion FP ConcursoDocumento48 páginasCorreccion FP ConcursorusojerichauAún no hay calificaciones
- Instalaciones Eléctricas. Marcelo Sobrevila y Alberto Luis FarinaDocumento482 páginasInstalaciones Eléctricas. Marcelo Sobrevila y Alberto Luis FarinaAngel Castro88% (56)
- N28 Inv 02Documento8 páginasN28 Inv 02Carlos Quiñones TorresAún no hay calificaciones
- N28 Inv 02Documento8 páginasN28 Inv 02Carlos Quiñones TorresAún no hay calificaciones
- Analisis de Paralelo de TransformadoresDocumento152 páginasAnalisis de Paralelo de TransformadoresWilber LucasAún no hay calificaciones
- Acustica para La EdificaciónDocumento74 páginasAcustica para La Edificaciónjuliss_40Aún no hay calificaciones
- Historia de la administraciónDocumento13 páginasHistoria de la administraciónanimena100% (1)
- Alianza terapéutica en Las tres caras de EvaDocumento7 páginasAlianza terapéutica en Las tres caras de EvaYuliet GarzonAún no hay calificaciones
- Politzer, Georges - Principios Elementales de Filosofía (1946) (Ed. Hemisferio, 1961)Documento76 páginasPolitzer, Georges - Principios Elementales de Filosofía (1946) (Ed. Hemisferio, 1961)numb25100% (1)
- Manual Del Usuario WixDocumento6 páginasManual Del Usuario WixAndrés GarcíaAún no hay calificaciones
- Base de Datos NoSQLDocumento23 páginasBase de Datos NoSQLstefaniAún no hay calificaciones
- Evaluación de Insecticidas para El Control Del Gusano Barrenador Del RueznoDocumento68 páginasEvaluación de Insecticidas para El Control Del Gusano Barrenador Del RueznoLucilia SericataAún no hay calificaciones
- 2.4 Definición, Utilidad, Requisitos y Tipos de OrganigramasDocumento23 páginas2.4 Definición, Utilidad, Requisitos y Tipos de OrganigramasHilda Valeria AcostaAún no hay calificaciones
- Tipos de TexturasDocumento2 páginasTipos de TexturasAntony CalelAún no hay calificaciones
- Examen Parcial NeurofisiologíaDocumento7 páginasExamen Parcial NeurofisiologíaJUAN GARCIA ROBLEDO100% (1)
- PDU JAEN - VISION Y MISION ValeDocumento3 páginasPDU JAEN - VISION Y MISION ValeFabiola Calderon SeverinoAún no hay calificaciones
- Los Parques EólicosDocumento5 páginasLos Parques EólicosDavid VargasAún no hay calificaciones
- Nociones de Medicina ForenseDocumento4 páginasNociones de Medicina ForenseFranklin Rodriguez BautistaAún no hay calificaciones
- Cuaderno de Informes 3er Semestre Semana 3Documento13 páginasCuaderno de Informes 3er Semestre Semana 3AmyJomajoAún no hay calificaciones
- Elementos de La Tabla PeriodicaDocumento3 páginasElementos de La Tabla PeriodicaPaulino AmozoqueñoAún no hay calificaciones
- Evaluacion Clinica 11Documento24 páginasEvaluacion Clinica 11Mirada al marAún no hay calificaciones
- Resumen Corto Del Pozo de Los Deseos de Santa Rosa de LimaDocumento30 páginasResumen Corto Del Pozo de Los Deseos de Santa Rosa de LimaFrank Alexis Efrain Garcia RojasAún no hay calificaciones
- Consult A Graf SetDocumento6 páginasConsult A Graf SetsantyAún no hay calificaciones
- Semiología Del OidoDocumento12 páginasSemiología Del OidoAyde mayaAún no hay calificaciones
- Cuestionario NIA 315Documento3 páginasCuestionario NIA 315Christopher Rodriguez100% (2)
- Materia RedaccionDocumento43 páginasMateria RedaccionJENIFFER MAGALY VARGAS SHIGUANGOAún no hay calificaciones
- La Tregua Olímpica EkecheiriaDocumento17 páginasLa Tregua Olímpica EkecheiriaAndrixerosAún no hay calificaciones
- 314721-Text de L'article-446273-1-10-20161115Documento8 páginas314721-Text de L'article-446273-1-10-20161115Kelvin AzuajeAún no hay calificaciones
- Proceso Exportador ProchileDocumento3 páginasProceso Exportador ProchileRojTap CarlosAún no hay calificaciones
- Exame Parcial 12-2015Documento2 páginasExame Parcial 12-2015A ChAún no hay calificaciones
- Mgne - U1 - A3 - V1 - JomeDocumento4 páginasMgne - U1 - A3 - V1 - Jomejuan mezaAún no hay calificaciones
- Reseña CriticaDocumento1 páginaReseña CriticaKamila NeiraAún no hay calificaciones
- CIDU 1 FASE 1.MODULO 2 Revista179 - S5ES ANUIESL PAGS. 25-39Documento118 páginasCIDU 1 FASE 1.MODULO 2 Revista179 - S5ES ANUIESL PAGS. 25-39mariabelencapitanAún no hay calificaciones
- Entrenamiento completo con kettlebellsDocumento133 páginasEntrenamiento completo con kettlebellsMariale Escalante AAún no hay calificaciones
- Frescura Del PescadoDocumento21 páginasFrescura Del PescadodmontesdosAún no hay calificaciones
- Tarea1. .Documento50 páginasTarea1. .Rene De La CruzAún no hay calificaciones