Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Aplicación Del Estudio de Ingenería de Métodos
Cargado por
Cesar Reyes AstuyauriTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Aplicación Del Estudio de Ingenería de Métodos
Cargado por
Cesar Reyes AstuyauriCopyright:
Formatos disponibles
REPBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD NACIONAL EXPERIMENTAL POLITCNICA ANTONIO JOS DE SUCRE VICE-RECTORADO PUERTO ORDAZ CTEDRA: INGENIERA
DE MTODOS
PROPUESTA PARA LA MEJORA DEL MANEJO DEL MATERIAL EN LA EMPRESA DE FABRICACIN DE HIELO HIELOTEC C.A. MEDIANTE LA APLICACIN DEL ESTUDIO DE INGENERA DE MTODOS
Integrantes:
Brizuela Rudy Castellanos, talo Prof.: Ing. Ivn Turmero MSc Gragirena, Elizabeth Hernndez Adriana Priolo, Mara Romero Daniela
Ciudad Guayana, Marzo 2010
Ingeniera de Mtodos
INDICE
Contenido Introduccin 1. CAPITULO I: EL PROBLEMA 1.1. 1.2. 1.3. 1.4. 1.5. Antecedentes Planteamiento del problema Justificacin Limitaciones Objetivos
Pag. 6 7 7 7 8 8 8 9 9
1.5.1. Objetivos Generales 1.5.2. Objetivos Especficos
2. CAPITULO II: GENERALIDADES DE LA EMPRESA 2.1. 2.2. 2.3. 2.4. Ubicacin Objetivos Proceso Productivo Organigrama de la Empresa HIELOTEC,C.A
10 10 10 10 10
3. CAPITULO III: MARCO TERICO 3.1. Materia prima y equipos
13 13 13 13 13 15 16 17 hielo 18 18 19 19 2
3.1.1. Agua 3.1.2. Caractersticas del agua 3.1.3. Tipos de agua 3.1.4. Hielo 3.1.5. Tipos de hielo 3.1.6. Fabricacin del hielo a nivel industrial 3.2. Maquina fabricadora de
(Especificaciones) 3.2.1. Sistema de agua 3.2.2. Especificaciones de ventilacin
Ingeniera de Mtodos
3.2.3. Sistema de refrigeracin 3.2.4. Limites de operacin de la maquina 3.2.5. Determinacin especifica de la maquina 3.2.6. Funcin y ubicacin de cada componente 3.2.7. Controlador, luces indicadoras 3.2.8. Definicin del ciclo 3.3. Torres de enfriamiento
20 20 20 22 23 25 25 26 27 28 29 30 30 30 33 34 35 36 37 37 38 44 46 47 50 61 63 63
3.3.1. Torres de circulacin natural 3.3.2. Torres de tiro mecnico 3.4. Ingeniera de Mtodos
3.4.1. Propsitos 3.4.2. Estudios de movimiento 3.4.3. Ramas de la Ingeniera de Mtodos 3.4.3.1. Estudios de Movimiento
(Antecedentes) 3.4.3.2. Estudios de Tiempos Estudios de Tiempo Tiempo Predeterminado Tiempo Estndar Datos Histricos Muestreo del Trabajo
3.4.3.2.1. 3.4.3.2.2. 3.4.3.2.3. 3.4.3.2.4. 3.4.3.2.5. 3.5. 3.6. 3.7. 3.8.
Diagrama de proceso de operacin. Diagrama de flujo de proceso Diagrama de flujo de recorrido Organizacin internacional del trabajo (OIT)
3.8.1. Preguntas de la OIT 3.8.2. Tcnicas de interrogatorio 3.9. Enfoque del anlisis de la operacin
3.10. Mtodo del anlisis de la operacin 4. CAPITULO IV: MARCO METODOLOGICO 4.1. 4.2. Tipo de investigacin Diseo de investigacin 70 70 71 3
Ingeniera de Mtodos
4.3. 4.4. 4.5.
Poblacin y muestra Instrumentos de recoleccin de informacin Procedimiento.
71 71 72 74
5. CAPITULO V: SITUACION ACTUAL 5.1. Seleccin y justificacin del seguimiento del
76 76 76 76 78 81 82 82 85 90 90 90 90 90 91 91 91 92 92 ms 92
estudio 5.2. 5.3. 5.4. 5.5. 5.6. 5.7. 5.8. Descripcin del proceso Diagrama del Proceso Diagrama de Flujo Recorrido Plano de la empresa Tcnicas de interrogatorio Preguntas propuestas por la OIT Enfoque primario (anlisis operacional)
5.8.1. Propsitos de la operacin 5.8.2. Diseo de la parte o pieza 5.8.3. Tolerancia y especificaciones 5.8.4. Materiales 5.8.5. Proceso de manufactura 5.8.6. Preparacin herramental 5.8.7. Condiciones de trabajo 5.8.8. Manejo de material 5.8.9. Distribucin de plantas y equipos 5.9. Caracterizacin de los problemas
relevantes de la Empresa HIELOTEC, C.A.
6. CAPIULO VI: SITUACION PROPUESTA 6.1. 6.2. Descripcin del mtodo propuesto Diagrama de proceso propuesto (Anlisis
94 94 95
General) 6.3. Plano de la empresa 97
Ingeniera de Mtodos
7. CAPITULO VII: ESTUDIO DE TIEMPO 7.1. Tiempo Estndar
98 98 98
7.1.1. Elementos que intervienen en el proceso productivo 7.1.2. Determinacin del numero de observaciones 7.1.3. Determinacin estadstica del tamao de la muestra 7.1.4. Clculo del tiempo estndar 7.1.4.1. Calculo del factor de calificacin a
99 100
101 102
travs del mtodo WESTINGHOUSE 7.1.4.2. 7.1.4.3. 8. Conclusiones 9. Recomendaciones 10. Bibliografa 11. Anexos 11.1. 11.2. 11.3. 11.4. 11.5. fatiga 11.6. Fotografas de la empresa 117 Diagrama flujo recorrido Tabla del sistema de Westinghouse Tabla estadstica de distribucin t-Student Condiciones de fatiga Definiciones operacionales de los factores de 109 110 111 112 113 Clculo del tiempo normal Clculo de tolerancia 102 103 105 106 107 108
Ingeniera de Mtodos
INTRODUCCIN HIELOTEC, C.A. ubicada en la zona industrial los pinos en Puerto Ordaz Estado Bolvar, se encarga de la fabricacin de hielo en dos presentaciones, granizado y en cubito (rolito) mediante un proceso de refrigeracin. Para la elaboracin de este trabajo de investigacin de Ingeniera de Mtodos se bas en la observacin y estudio de la produccin de hielo en cubito, el cual inicia con el almacenamiento del agua en los tanques provenientes de la tubera de aguas blancas, seguido de la purificacin de la misma para eliminar las impurezas y que sea apto para el consumo humano. El proceso finaliza con el empaquetado del hielo y e traslado al almacn de producto terminado. La empresa tiene como objetivo principal, ofrecer el mejor servicio de calidad a sus clientes y cumplir con la demanda de la poblacin. A continuacin se aplicarn las diversas tcnicas y herramientas requeridas para llevar a cabo el estudio de tiempo y movimiento, adems se elaborarn los diagramas de proceso y de flujo de recorrido que permitirn describir de forma detallada las operaciones realizadas, a fin de proponer mejoras y lograr una mayor eficiencia del proceso en estudio. Por otra parte, se analizar el estudio de tiempos de las actividades que se evaluarn en la estacin de empaquetado del hielo en las bolsas de plstico, a travs de la tcnica de Cronometraje por Observacin Continua aplicando vuelta a cero, as como la evaluacin de la habilidad, el esfuerzo, las condiciones de trabajo, y la consistencia de los operarios que ejecutan las actividades de produccin, permitindose as, la estandarizacin de los tiempos de la actividad de Empaquetado, siendo sta la ms tangible del proceso
Ingeniera de Mtodos
CAPITULO I: EL PROBLEMA 1.1. ANTECEDENTES. Con la idea de penetrar en el mercado del hielo en rolito, empacado en bolsas, desde el ao 2004 se estableci la Empresa HIELOTEC C.A. El incremento de la poblacin en Ciudad Guayana as como el avance de obras, suministro de bienes y servicios y la consolidacin de empresas determinaron, a un grupo de emprendedores, a realizar una empresa fabricadora de hielo como una alternativa a las ya desarrolladas en la zona que haban perdido calidad y oportunidad en el producto. 1.2. PLANTEAMIENTO DEL PROBLEMA. La empresa HIELOTEC C.A. encargada de la fabricacin y venta al mayor y detal de rolitos (cubitos) de hielo y hielo granizado presenta una manipulacin inadecuada del material involucrado en el proceso de produccin. En el proceso se observa lo siguiente: El agua que viene de la red de tuberas de aguas blancas entra a los tanques de almacenamiento. De all, se dirige a los filtros de purificacin, luego de inyectarle cloro preparado. Posteriormente el agua ya purificada pasa a las maquinas a travs de las tuberas de calderas verticales. Las maquinas se encuentran a temperaturas ambientales no adecuadas, ocasionando demoras en la obtencin del producto final. Seguidamente el agua caliente es dirigida a la torre de enfriamiento, donde es enfriada y reprocesada. Debido a que la temperatura del agua es elevada, en esta rea se produce la mayor parte de desperdicio de materia prima, donde sta cae por efecto de gravedad directamente en el piso. El hielo formado en la maquina desciende sobre la bandeja receptora donde es transportado por medio de cadenas hasta llegar al rea de empaquetado. En esta parte del proceso, mientras el operario empaqueta se 7
Ingeniera de Mtodos
pierde pequeas cantidades del producto que caen al suelo. A continuacin, las bolsas cerradas se apilan en una carretilla de mano y son llevadas al almacn (nevera) de producto terminado. Otra deficiencia observada en el proceso es que se desconoce el total de agua utilizada en el proceso en cuanto a la relacin de entrada y salida del material. Por lo tanto, se realizar un estudio de mtodos con el propsito de optimizar el proceso productivo de la elaboracin de rolitos de Hielo, donde se disminuyan los desperdicios de agua que generan los equipos, se reduzcan las demoras, y se maximicen los recursos. 1.3. JUSTIFICACIN. El estudio a realizar se har en la empresa HIELOTEC C.A. con el
objetivo de aportar e implantar una metodologa mejorada que permita alcanzar una mayor productividad y un mejor aprovechamiento de los recursos. 1.4 LIMITACIONES. La principal limitacin que se presenta para la realizacin del proyecto de investigacin en la empresa HIELOTEC C.A. es la escasez de informacin as como tambin el hecho de que los datos que se tienen no son exactos, sino valores aproximados. 1.5 1.5.1 OBJETIVOS. OBJETIVOS GENERALES. Efectuar un anlisis que permita mejoras en el proceso de refrigeracin con el fin de reducir prdidas de agua que se generan durante la produccin de hielo en rolitos (cubitos) de la Empresa HIELOTEC C.A. mediante la aplicacin de las tcnicas de Ingeniera de Mtodos. Realizar un anlisis del proceso de fabricacin de hielo en rolitos, basado en el seguimiento de material. 8
Ingeniera de Mtodos
1.5.2 OBJETIVOS ESPECFICOS. Describir la situacin actual de la Empresa HIELOTEC C.A. Elaborar el diagrama de proceso que refleje la manipulacin del material y las actividades que se realizan. Presentar la distribucin de la planta mediante un plano; representando en ste, el diagrama de Flujo/Recorrido. Efectuar un Anlisis Operacional de las actividades de produccin de Hielo, empleando los Enfoques Primarios Formular las Preguntas propuestas por la OIT, enfocadas al proceso de produccin de hielo. Aplicar la Tcnica del Interrogatorio con el fin de indagar sobre el proceso productivo que desempea la empresa. Describir el nuevo mtodo de trabajo para optimizar la situacin actual de la empresa HIELOTEC, C.A. Elaborar el diagrama de proceso propuesto para plasmar los cambios producidos durante la realizacin de la investigacin. Elaborar el diagrama de flujo recorrido propuesto con las mejoras para la produccin del hielo en rolitos. Realizar un anlisis basado en los diagramas propuestos con el fin de presentar las mejoras para el manejo del material en el proceso de produccin de hielo en la empresa HIELOTEC, C.A. Determinar el tiempo estndar y muestreo de la produccin del hielo en la empresa HIELOTEC, C.A.
Ingeniera de Mtodos
CAPITULO II: GENERALIDADES DE LA EMPRESA. 2.1. UBICACIN. La empresa HIELOTEC C.A, funciona en la siguiente direccin UD-304, Zona Industrial Los Pinos, parcela 15, manzana 06, galpn N 4, Puerto Ordaz, Estado Bolvar. 2.2. OBJETIVOS Garantizar su competitividad en el mercado regional y con ello su
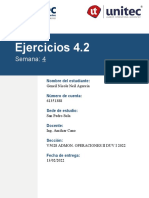
permanencia en el tiempo. Servir como proveedor de distintos establecimientos como: hospitales, restaurantes, licoreras, tascas, entres otros. 2.3. PROCESO PRODUCTIVO. La empresa HIELOTEC C.A., se caracteriza por la fabricacin de rolitos (cubitos) de hielo y de hielo granizado. Esta empresa surgi en el ao 2006 a manos del Sr. Para el ao 2008 le fue vendida al Sr. Jos Gregorio Hernndez y desde sus comienzos ha mantenido la fabricacin de los productos ya anteriormente mencionados, teniendo como clientes principales: Hospital Uyapar, Hospital Guaiparo, Hotel y Tasca-Restauran Millenium, diversas bodegas y muchos otros ms. Desde sus inicios, las operaciones de HIELOTEC C.A han sido de forma automatizada, siempre y cuando haya algn operario que le haga seguimiento a las maquinas; logrando as, una mayor productividad. 2.4 ORGANIGRAMA DE LA EMPRESA HIELOTEC C.A. Es una pequea empresa, capaz de producir ms de 3000 bolsas de rolitos (cubitos) de hielos diarios; y cuenta con un personal de 7 trabajadores que estn distribuidos de la siguiente manera. (Ver figura 1). 10
Ingeniera de Mtodos
JUNTA DE ACCIONISTAS
DIRECTOR GENERAL
DIRECTOR
SUPERVISOR GENERAL OPERADOR Y MANTENEDOR INTEGRAL
OPERADOR Y MANTENEDOR INTEGRAL
PERSONA DE LIMPIEZA
Figura 1. Organigrama de la Empresa Operario Maquina De Hielo: este cargo es una de los ms importantes dentro de la empresa, por que es el operario quien esta a cargo de que el producto o hielo en cubos cumpla con los requerimientos de cada cliente, y que valla con las normas de higiene y temperatura adecuada.
11
Ingeniera de Mtodos
El operario de esta maquina es el responsable directo de la produccin diaria propuesta por la empresa. Operario Maquina De Llenado Y Sellado; el trabajo que desarrolla este operador es uno de lo mas delicados, ya que el llenado debe cumplir con las especificaciones de la empresa de acuerdo al peso y cantidad en cada bolsa. Y a su vez, cerciorarse de un buen sellado de las bolsas, sin defectos o grumos por la empaquetadura.
12
Ingeniera de Mtodos
CAPITULO III: MARCO TERICO. 3.1. MATERIA PRIMA Y EQUIPOS. 3.1.1. AGUA. El agua (del latn aqua) es una sustancia cuya molcula est formada por dos tomos de hidrgeno y uno de oxgeno (H2O). Es esencial para la supervivencia de todas las formas conocidas de vida. En su uso ms comn, con agua nos referimos a la sustancia en su estado lquido, pero, puede hallarse en forma slida (hielo), y en forma gaseosa que llamamos vapor. El agua cubre el 71% de la superficie terrestre. En
nuestro planeta, se localiza principalmente en los ocanos donde se concentra el 96,5% del agua total, los glaciares y casquetes polares tiene el 1,74%, los
depsitos subterrneos (acuferos), los permafrost y los glaciares continentales suponen el 1,72% y el restante 0,04% se reparte en orden decreciente
entre lagos, la humedad del suelo, atmsfera, embalses, ros y seres vivos. El agua potable es esencial para todas las formas de vida, incluida la humana. El acceso al agua potable se ha incrementado sustancialmente durante las ltimas dcadas en la prctica totalidad de la superficie terrestre. 3.1.2. CARACTERSTICAS DEL AGUA. Es incoloro, sinsabor, sin olor. Es buen conductor de la electricidad. Es buen disolvente. No tiene forma y adquiere la forma del Recipiente. Se presenta en tres estados naturales slido, lquido y gaseoso. 3.1.3. TIPOS DE AGUA. El agua recibe diversos nombres, segn su forma y caractersticas: 13
Ingeniera de Mtodos
1. Segn su estado fsico: Hielo (estado slido) Agua (estado lquido) Vapor (estado gaseoso).
2. Segn su posicin en el ciclo del agua: Hidrometeoro Precipitacin
3. Segn sus circunstancias: Agua subterrnea. Agua de deshielo. Agua meterica. Agua inherente: la que forma parte de una roca. Agua fsil. Agua dulce. Agua superficial. Agua mineral: rica en minerales. Agua salobre: ligeramente salada. Agua muerta: extrao fenmeno que ocurre cuando una masa de agua dulce o ligeramente salada circula sobre una masa de agua ms salada, mezclndose ligeramente. Son peligrosas para la navegacin. Agua de mar. Salmuera: de elevado contenido en sales, especialmente cloruro de sodio. 4. Segn sus usos: Agua entubada. Agua embotellada. Agua potable: la apropiada para el consumo humano, contiene un valor equilibrado de minerales que no son dainos para la salud.
14
Ingeniera de Mtodos
Agua purificada: corregida en laboratorio o enriquecida con algn agente. Son aguas que han sido tratadas para usos especficos en la ciencia o la ingeniera
5. Atendiendo a otras propiedades: Agua blanda: pobre en minerales. Agua dura: de origen subterrneo, contiene un elevado valor mineral. Agua de cristalizacin: es la que se encuentra dentro de las redes cristalinas. Hidratos: agua impregnada en otras sustancias qumicas. Agua pesada: es un agua elaborada con tomos pesados de hidrgeno-deuterio. En estado natural, forma parte del agua normal en una concentracin muy reducida. Se ha utilizado para la construccin de dispositivos nucleares, como reactores. 3.1.4. HIELO. El hielo es agua slida cristalizada, congelada. Es uno de los tres estados naturales del agua. El agua pura se congela a la altitud del nivel del mar a 0C. El agua, junto con el galio, bismuto, cido actico, antimonio y el silicio, es una de las pocas sustancias que al congelarse aumentan de volumen (es decir, que disminuye su densidad); la mayora de las otras sustancias se contraen al 15 Agua de tritio. Agua negra. Aguas grises. Agua disfrica.
6. Segn la microbiologa. Agua potable. Agua residual. Agua lluvia o agua de superficie.
Ingeniera de Mtodos
congelarse. Esta propiedad evita que los ocanos de las regiones polares de la Tierra se congelen en todo su volumen, puesto que el hielo flota en el agua y es lo que queda expuesto a los cambios de temperatura de la atmsfera. La densidad tpica del hielo a 0 C suele tomarse como 916,8 kg/m3 o como 0,9168 g/cm3. 3.1.5. TIPOS DE HIELO. En el hielo, como en la mayora de los slidos, las molculas se acomodan en una formacin ordenada. Sin embargo, dependiendo de las condiciones de presin y temperatura, es posible que adopten diferentes formas de ordenarse. A partir de 1900, Gustave Tamman y posteriormente en 1912 Percy Bridgman hicieron experimentos sobre el hielo aplicndole diferentes presiones y temperaturas, y obtuvieron hielos diferentes con mayores densidades a la normal (posteriormente se encontraron muchos ms tipos de hielo). Todas estas formas de hielo tienen estructuras ms compactas (diferentes formas de un elemento existentes en el mismo estado fsico), o sea que se forman varias modificaciones alotrpicas o altropos. En forma natural, en la Tierra (dadas sus condiciones de presin y temperatura), solamente puede existir un tipo de hielo (hielo I). Sin embargo, en otros planetas o en satlites, en los que las condiciones de presin y de temperatura son diferentes, el hielo puede presentarse en otras clases. Los tipos de hielo conocidos son los siguientes: Hielo lc: baja temperatura, cbica centrada en las caras, densidad aproximadamente 900 kg/m3. Hielo II: baja temperatura, ortorrmbica centrado, densidad aproximadamente 1.200 kg/m3. Hielo III IiI: (baja temperatura, tetragonal, densidad aproximadamente 1.100 kg/m3. 16
Ingeniera de Mtodos
Hielo V: alta presin, baja temperatura, monoclnica de base centrada, densidad aproximadamente 1.200 kg/m3. Hielo VI: (alta presin, baja temperatura, tetragonal, densidad aproximadamente 1.300 kg/m3. Hielo VII: (alta temperatura, alta presin, cbico sencilla, densidad aproximadamente 1.700 kg/m3. Hielo VIII: alta presin, tetragonal centrada, densidad aproximadamente 1.600 kg/m3. Hielo IX: alta presin, tetragonal, densidad aproximadamente 1.200 kg/m3. Hielo XII: alta presin, baja
3
temperatura,
tetragonal,
densidad
aproximadamente 1.300 kg/m . 3.1.6. FABRICACIN DEL HIELO A NIVEL INDUSTRIAL. En forma general, el hielo se fabrica de la siguiente manera: el agua es tratada para quitar durezas, lo que determina el color y la dureza (menos dureza mas transparencia). Luego, el agua es circulada por una caldera lo que determina el tamao del hielo. En el tanque de la caldera (que tambin contiene los tubos verticales) se expande un gas que puede ser freon o amoniaco previamente comprimido , al expandirse el gas la temperatura en la caldera baja hasta menos de -20C lo que hace que el agua que esta circulando en los tubos verticales se comience a congelar desde afuera hacia adentro , una vez que el caudal del agua casi se queda en cero debido a la obstruccin de los tubos por congelamiento del agua, se deja de meter el gas(freon o amoniaco ) en la caldera , el gas es retirado por el compresor. Finalmente; se introduce vapor de agua en la caldera y el hielo formado en los tubos verticales se desprende y cae sobre unas cuchillas giratorias que lo cortan en partes ms pequeas.
17
Ingeniera de Mtodos
3.2. MAQUINA FABRICADORA DE HIELO ESPECIFICACIONES 3.2.1. SISTEMA DE AGUA 1. El agua entra a la mquina fabricadora de hielo durante el ciclo de recoleccin a travs de la vlvula de entrada de agua. La vlvula de agua no est abierta durante toda la duracin del ciclo de recoleccin. 2. La bomba de agua mueve el agua hasta la parte superior de los evaporadores, tanto en el ciclo de congelacin como el de recoleccin. El agua no congelada cae a travs del deflector de cubos de vuelta en el recipiente. A medida que el agua se convierte en hielo, baja el nivel del agua en el recipiente, y cuando los cubos estn completamente formados, el sensor del nivel de agua le indica al controlador que es hora de empezar el ciclo de recoleccin. 3. Durante el ciclo de recoleccin, el agua entra nuevamente al recipiente de agua y lo sobrellena para eliminar los minerales acumulados. No lo sobrellena en un periodo de tiempo fijo, sino por un tiempo determinado por el controlador. La bomba de agua se mantendr apagada durante un periodo corto de tiempo al comienzo de la recoleccin. 4. La entrada del agua es suspendida. Las impurezas en suspensin se pueden eliminar por medio de filtracin. Se recomiendan un filtro de agua para eliminar las impurezas en suspensin. Las mquinas fabricadoras de cubos de hielo usan ms agua de la que termina en el depsito convertida en hielo. Aunque la mayor parte del agua se usa durante la fabricacin del hielo. 5. Los modelos enfriados por aire tienen slo una conexin de abastecimiento de agua, la cual es un acople macho de 3/8" en la parte trasera del armario. Las dimensiones de entrada y drenaje de agua son de 3/8 y 3/4, respectivamente.
18
Ingeniera de Mtodos
3.2.2. ESPECIFICACIN DE VENTILACION Los modelos enfriados por aire admiten aire a temperatura ambiente por los lados izquierdo y derecho y descargan aire caliente por la parte de atrs. Si se instalan en una esquina o con otro armario al lado derecho, se puede instalar un deflector de aire en la parte de atrs del armario para reducir la recirculacin del aire caliente. Se requiere un espacio libre Mnimo de 6 pulgadas (15 cm) en la parte trasera y a los lados izquierdo y derecho de la mquina para que funcione y se le pueda dar servicio en forma adecuada. 3.2.3. SISTEMA DE REFRIGERACION 1. Se elimina el calor del agua y se descarga el calor por medio del condensador durante el ciclo de congelacin. 2. A medida que el lquido refrigerante pasa a travs de la vlvula de expansin termosttica, entra a la parte inferior de los evaporadores y el hielo se forma en la parte inferior primero. 3. Cuando se necesita soltar los cubos (recoleccin) la vlvula de derivacin del gas caliente se abre y el gas de descarga caliente fluye directamente del compresor a las entradas del evaporador. Esto calienta los evaporadores y la superficie del hielo congelado en la superficie de los evaporadores se derrite. Luego el hielo cae en el depsito. Esta mquina fabricadora de cubos de hielo ha sido diseada para ser instalada adentro, en un ambiente controlado. Pueden operar
satisfactoriamente bajo una amplia variedad de condiciones. Sin embargo, no se puede operar la mquina.
19
Ingeniera de Mtodos
3.2.4. LMITES DE OPERACIN DE LA MAQUINA. Mnimo Temperatura del aire Temperatura del agua Presin del agua Voltaje 10C 4C 20 psi 103v Mximo 38C 38C 80 psi 126v
Psi; unidad de medida, cuyo valor equivale a libra x pulgada cuadrada. 3.2.5. DETERMINACIN ESPECIFICA DE LA MAQUINA 1. La unidad debe de estar ubicada bajo techo, en un ambiente controlado 2. La unidad debe de estar ubicada en donde pueda recibir aire de enfriamiento adecuado 3. Proporcionar la energa elctrica correcta en la mquina 4. Determinar conexiones para el abastecimiento de agua. 5. Instalar las correctas conexiones de drenaje. 6. Nivelar la unidad y recipiente de agua. 7. Adecuar la presin correcta del agua 8. Se debe limpiar o higienizar el interior del depsito antes de usar. 3.2.6. FUNCIN Y UBICACIN DE CADA COMPONENTE Recipiente: Contiene la carga de agua que se usa para cada ciclo de fabricacin de cubos de hielo. Vlvula de entrada de agua: Se abre para permitir que agua entre al recipiente. Sensor del nivel de agua: Controla el tamao del cubo de hielo midiendo la cantidad de agua que se usa en un ciclo. El sensor se mover ligeramente cuando la bomba est encendida, esto es normal. A medida
20
Ingeniera de Mtodos
que la mquina hace hielo, baja el nivel de agua en el recipiente y la parte visible se desliza hacia abajo por la ranura en el cuerpo del sensor. Controlador AutoIQ: Controla la operacin completa de la mquina fabricadora de hielo. La conecta y la desconecta; la cambia entre los ciclos; muestra informacin por medio de luces indicadoras y detiene la mquina si ocurre un problema. Evaporadores/Compartimiento de congelacin: Ubicacin de los
evaporadores. Se forma hielo en los evaporadores y se deja salir cuando se calienta durante el ciclo de recoleccin. El compartimiento de congelacin est completamente aislado para obtener la eficiencia mxima. Deflector de los cubos: Las ranuras en el deflector inclinado permiten que el agua que cae de los evaporadores se devuelva al recipiente, pero cuando caen cubos de hielo durante la recoleccin, stos no pasan a travs de las ranuras, sino se caen al depsito. Bomba de agua: Mueve el agua desde el recipiente hasta la parte superior de los evaporadores. El motor est separado del agua del recipiente para reducir al mnimo el contacto con el agua. Compresor: La bomba de vapor refrigerante. Mueve el refrigerante a travs de las tuberas del sistema de refrigeracin. Vlvula de gas caliente: Se cierra durante la congelacin y se abre durante la recoleccin para desviar el gas refrigerante de descarga caliente a la entrada de los evaporadores. Condensador: Descarga el calor que se genera durante la fabricacin del hielo modelo enfriado por aire. (figura 2)
21
Ingeniera de Mtodos
Figura 2. Condensador industrial, indicando cada una de las partes que lo integran. 3.2.7. CONTROLADOR, LUCES INDICADORAS Depsito lleno: Se enciende cuando el depsito est lleno, se enciende y se apaga cuando el hielo cae durante un ciclo de recoleccin.
22
Ingeniera de Mtodos
Congelacin: Se enciende cuando la unidad est en el ciclo de congelacin, parpadea mientras se preparar para un modo de congelacin.
Recoleccin: Se enciende cuando la unidad est en el ciclo de recoleccin. Limpieza: Se enciende cuando la unidad est en el ciclo de limpieza, parpadea mientras se prepara para un modo de limpieza. Apagado: Se enciende cuando la unidad se ha apagado, parpadea mientras la mquina se prepara para apagarse. Error de agua: Se enciende cuando el controlador ha identificado un problema en el sistema de agua. Error de refrigeracin: Se enciende cuando el controlador ha identificado un problema en el sistema de refrigeracin.
3.2.8. DEFINICIONES DEL CICLO Congelacin: El sistema de refrigeracin est operando para retirar el calor de los evaporadores. El compresor, el motor del ventilador y la bomba de agua estn encendidos. Recoleccin: Los sistemas de refrigeracin y de agua estn operando para recolectar los cubos de hielo. Mientras que el compresor est encendido durante el ciclo completo, la bomba de agua estar apagada al comienzo y la vlvula de entrada de agua se apagar antes del final. Limpieza: La vlvula de entrada de agua se abre para llenar el recipiente. La bomba de agua arranca. La luz indicadora de limpieza se enciende. Un enjuague iniciado manualmente limpia el sistema.
23
Ingeniera de Mtodos
Figura 3: dispositivo de arranque Arranque inicial (30 segundos) La luz de congelacin empieza a parpadear. La vlvula de solenoide de gas caliente se abre. La vlvula de entrada de agua se abre para llenar el recipiente. Se cierra cuando el recipiente est lleno. La bomba de agua empieza a bombear el agua. La vlvula de entrada de agua se abre otra vez para volver a llenar el recipiente. Despus de 30 segundos, la vlvula de gas caliente se cierra y se arranca el compresor.
24
Ingeniera de Mtodos
3.3.
TORRES DE ENFRIAMIENTO Las torres de enfriamiento tienen como finalidad enfriar una corriente de
agua por vaporizacin parcial de esta con el consiguiente intercambio de calor sensible y latente de una corriente de aire seco y fro que circula por el mismo aparato. Las torres pueden ser de muchos tipos, sin embargo el enfoque se centra en un equipo de costo inicial bajo y de costo de operacin tambin reducido. Con frecuencia la armazn y el empaque interno son de madera. Es comn la impregnacin de la manera, bajo presin con fungicidas. Generalmente el entablado de los costados de la torre es de pino, polister reforzado con vidrio, o cemento de asbesto. Pueden empacarse con empaques plsticos. El empaque de plstico puede ser polipropileno, moldeado en forma de enrejado o alguna otra forma. El espacio vaco es muy grande, generalmente mayor del 90% con el fin de que la cada de presin del gas sea lo ms baja posible. Como consecuencia la superficie de la interfase no slo incluye la superficie de las pelculas lquidas que humedecen el empaque, sino tambin la superficie de las gotas que caen como lluvia desde cada fila de Las torres de enfriamiento se clasifican segn la forma de suministro de aire en: Torres de circulacin natural o Atmosfricas o Tiro natural Torres de tiro mecnico o Tiro inducido o Tiro Forzado Otros tipos: Torres de flujo cruzado
3.3.1. Torres de Circulacin natural Atmosfricas: El movimiento del aire depende del viento y del efecto aspirante de las boquillas aspersoras. Se usan en pequeas 25
Ingeniera de Mtodos
instalaciones. Depende de los vientos predominantes para el movimiento del aire. Tiro natural: El flujo de aire necesario se obtiene como resultado de la diferencia de densidades, entre el aire ms fro del exterior y hmedo del interior de la torre. Utilizan chimeneas de gran altura para lograr el tiro deseado. Son ampliamente utilizadas en las centrales trmicas. 3.3.2. Torres de Tiro mecnico El agua caliente que llega a la torre puede distribuirse por boquillas aspersoras o compartimientos que dejan pasar hacia abajo el flujo de agua a travs de unos orificios. El aire usado para enfriar el agua caliente es extrado de la torre, en cualquiera de las dos formas siguientes: Tiro Inducido: El aire se succiona a travs de la torre mediante un ventilador situado en la parte superior de la torre. Son las ms utilizadas. Tiro forzado: El aire se fuerza por un ventilador situado en el fondo de la torre y se descarga por la parte superior. Estas torres estn sujetas particularmente a la recirculacin del aire caliente y hmedo que es descargado, dentro de la toma del ventilador, debido a la baja velocidad de descarga y que materialmente reduce la efectividad de la torre. El tiro inducido con el ventilador en la parte superior de la torre evita esto y adems permite una distribucin interna ms uniforme del aire.
26
Ingeniera de Mtodos
3.4.
INGENIERIA DE MTODOS. La ingeniera de mtodos se puede definir como el conjunto de
procedimientos sistemticos de las operaciones actuales para introducir mejoras que faciliten ms la realizacin del trabajo y permita que este sea hecho en el menor tiempo posible y con una menor inversin por unidad producida. Los trminos anlisis de operaciones, simplificacin del trabajo e ingeniera de mtodos se utilizan con frecuencia como sinnimos. En la mayor parte de los casos se refieren a una tcnica para aumentar la produccin por unidad de tiempo y, en consecuencia, reducir el costo por unidad. En 1932, el trmino "Ingeniera de Mtodos" fue desarrollado y utilizado por H.B.Maynard* y sus asociados, quedando definido con las siguientes palabras: "Es la tcnica que somete cada operacin de una determinada parte del trabajo a un delicado anlisis en orden a eliminar toda operacin innecesaria y en orden a encontrar el mtodo ms rpido para realizar toda operacin necesaria; abarca la normalizacin del equipo, mtodos y condiciones de trabajo; entrena al operario a seguir el mtodo normalizado; realizado todo lo precedente (y no antes), determina por medio de mediciones muy precisas, el numero de horas tipo en las cuales un operario, trabajando con actividad normal, puede realizar el trabajo; por ultimo (aunque no necesariamente), establece en general un plan para compensacin del trabajo, que estimule al operario a obtener o sobrepasar la actividad normal" Desde este momento, el desarrollo de las tcnicas de la Ingeniera de Mtodos y simplificacin del trabajo progres rpidamente. Hoy en da la Ingeniera de Mtodos implica trabajo de anlisis en dos etapas de la historia de un producto. Inicialmente, el ingeniero de mtodos esta encargado de idear y preparar los centros de trabajo donde se fabricar el producto. En segundo 27
Ingeniera de Mtodos
lugar, continuamente estudiar una y otra vez cada centro de trabajo para hallar una mejor manera de elaborar el producto. Cuanto ms completo sea el estudio de los mtodos efectuado durante las etapas de planeacin, tanto menor ser la necesidad de estudios de mtodos adicionales durante la vida del producto. La Ingeniera de Mtodos implica la utilizacin de la capacidad tecnolgica. Principalmente porque debido a la ingeniera de mtodos, el mejoramiento de la productividad es un procedimiento sin fin. 3.4.1. PROPSITOS: Evaluar el comportamiento del trabajador: Esto se lleva a cabo comparando la produccin real durante un periodo de tiempo dado con la produccin estndar determinada por la medicin del trabajo. Planear las necesidades de la fuerza de trabajo: Para cualquier nivel dado de produccin futura, se puede utilizar la medicin del trabajo para determinar que tanta mano de obra se requiere. Determinar la capacidad disponible: Para un nivel dado de fuerza de trabajo y disponibilidad de equipo, se pueden utilizar los estndares de medicin del trabajo para proyectar la capacidad disponible. Determinar el costo o el precio de un producto: Los estndares de mano de obra obtenidos mediante la medicin del trabajo, son uno de los ingredientes de un sistema de clculo de precio. En la mayora de las organizaciones, l calculo exitoso del precio es crucial para la sobrevivencia del negocio. Comparacin de mtodos de trabajo: Cuando se consideran diferentes mtodos para un trabajo, la medicin del trabajo puede proporcionar la base para la comparacin de la economa de los mtodos. Esta es la esencia de la administracin cientfica, idear el mejor mtodo con base en estudios rigurosos de tiempo y movimiento.
28
Ingeniera de Mtodos
Facilitar los diagramas de operaciones: Uno de los datos de salida para todos los diagramas de sistemas es el tiempo estimado para las actividades de trabajo. Este dato es derivado de la medicin del trabajo.
Establecer
incentivos
salariales:
Bajo
incentivos
salariales,
los
trabajadores reciben mas paga por mas produccin. Para reforzar estos planes de incentivos se usa un estndar de tiempo que define al 100% la produccin. Por lo tanto, el objetivo final de la ingeniera de mtodos es el incremento de las utilidades de la empresa, analizando: Las materias, materiales, herramientas, productos de consumo. El espacio, superficies cubiertas, depsitos, almacenes, instalaciones El tiempo de ejecucin y preparacin. La energa tanto humana como fsica mediante una utilizacin racional de todos los medios disponibles. La ingeniera de Mtodos se divide en dos ramas fundamentales: Estudio de movimientos. Estudio de tiempo.
3.4.2. ESTUDIO DE MOVIMIENTOS. El estudio de movimientos es el anlisis cuidadoso de los diversos movimientos que efecta el cuerpo al ejecutar un trabajo. El propsito de su ejecucin es eliminar o reducir los movimientos ineficientes, y facilitar y acelerar los eficientes. Por medio del estudio de movimientos, el trabajo se lleva a cabo con mayor facilidad y aumenta el ndice de produccin. Los esposos Gilbreth fueron de los primeros en estudiar los movimientos manuales y formularon leyes bsicas de la economa de movimientos que se consideran fundamentales todava. A ellos se debe tambin la tcnica cinematogrfica para realizar estudios detallados de movimientos, conocidos 29
Ingeniera de Mtodos
por "estudios de micromovimientos", que han demostrada su gran utilidad en el anlisis de operaciones manuales repetidas. El estudio de movimientos, en su acepcin ms amplia, entraa dos grados de refinamiento con extensas aplicaciones industriales. Tales son el estudio visual de los movimientos y el estudio de micromovimientos. El estudio visual de movimientos se aplica con mucho mayor amplitud, porque la actividad que se estudia no necesita ser de tanta importancia para justificar econmicamente su empleo. Este tipo de estudio comprende la observacin cuidadosa de la operacin y la elaboracin de un diagrama de proceso del operario, con el consiguiente anlisis del diagrama considerando las leyes de la economa de movimientos. 3.4.3. RAMAS DE LA INGENIERIA DE METODOS. 3.4.3.1. ESTUDIO DE MOVIMIENTOS. ANTECEDENTES.
Frank B. Gilberth fue el fundador de la tcnica moderna del estudio de movimientos, la cual se puede definir como el estudio de los movimientos del cuerpo humano que se utilizan para realizar una labor determinada, con la mira de mejorar esta, eliminando los movimientos innecesarios y simplificndolos necesarios, y estableciendo luego la secuencia o sucesin de movimientos ms favorables para lograr una eficiencia mxima. Ms que nadie a los Gilberth, Frank y su esposa Lillian, es a quienes se debe que la industria reconociera la importancia de un estudio minucioso de los movimientos de una persona en relacin con su capacidad para aumentar la produccin, reducir la fatiga e instruir a los operarios acerca del mejor mtodo para llevar a cabo una operacin. Los Gilberth tambin desarrollaron las tcnicas de anlisis ciclogrfico para estudiar la trayectoria de los movimientos efectuados por un operario y 30
Ingeniera de Mtodos
consiste en fijar una pequea lmpara elctrica al dedo o la parte del cuerpo en estudio, y registrar despus fotogrficamente los movimientos mientras los operarios efectan el trabajo u operacin. La toma resultante es un registro permanente de la trayectoria de los movimientos y puede analizarse para lograr una posible mejora. Carl G. Bart un colaborador de Taylor ideo una regla de calculo para produccin mediante la cual se poda determinar la combinacin ms eficiente de velocidades y alimentaciones para el corte de metales de diversas dureza, considerado profundidad de corte, tamao y vida de la herramienta. Adems investigo l nmero de pie libras de trabajo que un hombre poda efectuar en un da. En 1917, Henrry Laurence Gantt ideo algunas representaciones grficas sencillas que permitan medir la actuacin del trabajo real y mostraban a la vez claramente los programas proyectados. Tal medio hizo posible por primera vez comparar el trabajo real con el plan original, y ajustar los programas diarios segn la capacidad, el programa inicial y los requisitos de los clientes. Tambin es conocido Gantt por su invencin de los sistemas de tareas y bonificaciones o primas. El sistema de pagos de salarios de Gantt
recompensaba al operario su trabajo superior al estndar y eliminaba todo castigo por falta de cumplimiento. Cuando Taylor se retiro, Dwight v1merrick inicio un estudio de tiempos unitarios tambin se le debe reconocimiento por su plan de pagos mltiples para el trabajo a destajo en el que recomendaba tres tasas de pago progresivas. El estudio de tiempos y movimientos recibi un gran impulso en los das de la segunda guerra mundial cuando Franklin Rooseveld atreves de su secretara del trabajo, propugno el establecimiento de estndares, de los 31
Ingeniera de Mtodos
cuales resultaron un incremento de la produccin. El 11 de noviembre de 1945, la Regional war LaborBoard III (o junta de trabajo en tiempo de guerra) publico un artculo en el cual se anunciaba la poltica de la War Labor Board acerca de la propuesta de incentivo. Se reproducen enseguida las secciones: Consideraciones generales aplicables a todas las propuestas de incentivo Establecimiento de tasas de incentivos para una operacin de produccin especifica Planes de incentivo para toda la planta. En 1912 se instituyo la sociedad para el progreso de la ciencia de la administracin cuya denominacin se cambio por la de Taylor Society en1915. La sociedad de ingenieros industriales fue fundada 1917 por personas interesadas en el mtodo de produccin. De la fusin de la sociedad de ingenieros industriales y la de Taylor se organizo, en 1936 la Society For the Advancement of management esta organizacin ha continuado destacando hasta el presente la importancia del estudio de los tiempos, los mtodos y el pago de salario. El estudio de tiempos y movimientos se ha perfeccionado continuamente desde los aos de la dcada de 1920, y en nuestros das se le reconoce como un medio o instrumento necesario para el funcionamiento eficaz de los negocios y las industrias. La industria, los negocios y el Gobierno convienen en que la potencialidad bien encauzada para acrecentar la productividad es la mejor medida para afrontar la inflacin y la lucha competitiva DEFINICIN. El estudio visual de movimientos y el de micromovimientos se utilizan para analizar un mtodo determinado y ayudar al desarrollo de un centro de trabajo eficiente.
32
Ingeniera de Mtodos
El estudio de movimientos es el anlisis cuidadoso de los diversos movimientos que efecta el cuerpo humano al ejecutar un trabajo. Su objeto es eliminar o reducir los movimientos ineficientes y facilitar y acelerar los eficientes. Por medio del estudio de movimientos, el trabajo se lleva a cabo con mayor facilidad y aumenta el ndice de produccin. Los esposos Gilberth fueron de los primeros en estudiar los movimientos manuales y formularon leyes bsicas de la economa de movimientos que se consideran fundamentales todava. El estudio de movimientos, en su acepcin ms amplia, entraa dos grados de refinamiento con extensas aplicaciones industriales. Tales son el estudio visual de movimientos y el estudio de micromovimientos 3.4.3.2. ESTUDIO DE TIEMPOS. Es la actividad que implica la tcnica de establecer un estndar de tiempo permisible para realizar una tarea determinada, con base en la medicin del contenido del trabajo del mtodo prescrito, con la debida consideracin de la fatiga y las demoras personales y los retrasos inevitables. Antes emprender el estudio hay que considerar bsicamente los siguiente: Para obtener un estndar es necesario que el operario domine a la perfeccin la tcnica de la labor que se va a estudiar. El mtodo a estudiar debe haberse estandarizado. El empleado debe saber que est siendo evaluado, as como su supervisor y los representantes del sindicato. El analista debe estar capacitado y debe contar con todas las herramientas necesarias para realizar la evaluacin. El equipamiento del analista debe comprender al menos un cronmetro, una planilla o formato pre impreso y una calculadora. Elementos complementarios que permiten un mejor anlisis son la filmadora, la grabadora y en lo posible un cronmetro electrnico y una computadora personal. 33 de
Ingeniera de Mtodos
La actitud del trabajador y del analista debe ser tranquila y el segundo no deber ejercer presiones sobre el primero. Existen varios tipos de tcnicas que se utilizan para establecer un
estndar, cada una acomodada para diferentes usos y cada uso con diferentes exactitudes y costos. Algunos de los mtodos de medicin de trabajo son: Estudio del tiempo Datos predeterminados del tiempo. Datos estndar. Datos histricos. Muestreo de trabajo. De acuerdo con algunos estudios realizados, se dice que se utilizan diferentes mtodos para estudiar la mano de obra directa e indirecta. Mientras que la mano de obra directa se estudia primordialmente mediante los tres primeros mtodos, la mano de obra indirecta se estudia con las ltimas dos. 3.4.3.2.1. Estudio de tiempos. El enfoque del estudio de tiempos para la medicin del trabajo utiliza un cronmetro o algn otro dispositivo de tiempo, para determinar el tiempo requerido para finalizar tareas determinadas. Suponiendo que se establece un estndar, el trabajador debe ser capacitado y debe utilizar el mtodo prescrito mientras el estudio se est llevando a cabo. Para realizar un estudio de tiempo se debe: Descomponer el trabajo en elemento. Desarrollar un mtodo para cada elemento. Seleccionar y capacitar al trabajador. Muestrear el trabajo. Establecer el estndar. 34
Ingeniera de Mtodos
3.4.3.2.2. Tiempos predeterminados. Los tiempos predeterminados se basan en la idea de que todo el trabajo se puede reducir a un conjunto bsico de movimientos. Entonces se pueden determinar los tiempos para cada uno de los movimientos bsicos, por medio de un cronmetro o pelculas, y crear un banco de datos de tiempo. Utilizando el banco de datos, se puede establecer un tiempo estndar para cualquier trabajo que involucre los movimientos bsicos. Se han desarrollado varios sistemas de tiempo predeterminados, los ms comunes son: el estudio del tiempo de movimiento bsico (BTM) y los mtodos de medicin de tiempo (MTM): los movimientos bsicos utilizados son: alcanzar, empuar, mover, girar, aplicar presin, colocar y desenganchar. Un porcentaje muy grande de trabajo industrial y de oficina se puede describir en trminos de estos movimientos bsicos. El procedimiento utilizado para establecer un estndar a partir de datos predeterminados de tiempo es como sigue: Primero cada elemento de trabajo se descompone en sus movimientos bsicos. Enseguida cada movimiento bsico se califica de acuerdo a su grado de dificultad. Alcanzar un objeto en una posicin variable, es ms difcil y toma ms tiempo que alcanzar el objeto en una posicin fija. Una vez que se ha determinado el tiempo requerido para cada movimiento bsico a partir de las tablas de tiempos predeterminados, se agregan los tiempos bsicos del movimiento para dar el tiempo total normal. Se aplica entonces un factor de tolerancia para obtener el tiempo estndar. Algunos ingenieros industriales que han utilizado tiempos
predeterminados encuentran que son ms exactos que los tiempos de los cronmetros. La mejora de la exactitud se atribuye al nmero grande de ciclos utilizados para elaborar las tablas iniciales de tiempos predeterminados. Entre las ventajas ms grandes de los sistemas de tiempos predeterminados se encuentra el hecho de que no requieren del ritmo del uso 35
Ingeniera de Mtodos
de cronmetros, y que adems, con frecuencia estos sistemas son los menos caros. 3.4.3.2.3. Tiempos estndar. El uso de tiempos estndar tambin involucra el concepto de banco de datos, pero los datos comprenden clases ms grandes de movimiento que los tiempos predeterminados. Por ejemplo, un sistema de tiempos estndar puede contener datos sobre el tiempo requerido para perforar agujeros de varios tamaos en ciertos materiales. Cuando se requiere un estndar para una operacin de perforacin, los tiempos estndar se utilizan para estimar el tiempo requerido. Con tiempos estndar no es necesario medir cada tipo diferente de trabajo de perforacin, se incluyen nicamente un conjunto estndar de operaciones de perforacin en el banco de datos y se proporcionan frmulas o grficas para realizar aproximaciones de otras condiciones. Los tiempos estndar se derivan ya sea de datos de cronmetros o de datos predeterminados de tiempo. El uso de los tiempos estndar es bastante popular para la medicin de la mano de obra directa. Esto se debe a que se puede derivar un gran nmero de estndares de un conjunto pequeo de datos estndar. Los sistemas de tiempos estndar son tiles cuando existe un gran nmero de operaciones repetitivas que son bastante similares. Por ejemplo en una fabrica de muebles, el tiempo que se requiere para barnizar una pieza de un mueble posiblemente podra basarse en el nmero de pies cuadrados de superficie. En un grupo de secretarias, el tiempo que se requiere para mecanografiar una carta, podra estar relacionado al nmero de palabras en la carta ms un tiempo fijo para los bloques del encabezado y la firma. Utilizando relaciones de este tipo para establecer estndares, se puede ahorrar una gran cantidad de esfuerzo. 36
Ingeniera de Mtodos
Los sistemas estndar tienen algunas de las mismas ventajas que los datos predeterminados de tiempo. No requieren de un cronmetro; los datos se pueden utilizar para estudiar nuevas operaciones; y la exactitud se puede asegurar mediante el uso continuo y el refinamiento de los datos. 3.4.3.2.4. Datos histricos. El uso de datos histricos es tal vez uno de los enfoques ms pasados por alto para la medicin del trabajo. Esto se debe a que los mtodos no se controlan con datos histricos y por lo tanto sera imposible establecer un estndar en el sentido usual de la palabra. Para medir el trabajo sobre la base de datos histricos, cada empleado o el supervisor registran el tiempo requerido para terminar cada trabajo. Por ejemplo, si el trabajo es perforar cierto tipo de agujero en 100 piezas, se registrar el tiempo por pieza. Posteriormente, si el trabajo se realiza otra vez, se registrar tambin el tiempo por pieza. Posteriormente si el trabajo se realiza otra vez, se registrar tambin el tiempo por pieza y se compara con los datos anteriores. En esta forma, es posible mantener en control continuo el tiempo requerido por unidad de trabajo y controlar tambin las desviaciones del promedio histrico. Para algunos trabajos el enfoque de utilizar los datos histricos puede ser preferible debido a que el trabajo en si se utiliza para desarrollar un estndar. No se requieren cronmetros y se permite la flexibilidad en el mtodo, impulsando as la innovacin sin la necesidad de establecer un nuevo estndar. Este enfoque puede ser especialmente efectivo cuando se acopla con un plan de incentivo salarial, donde el objetivo es hacer mejoras continuas sobre los niveles histricos. 3.4.3.2.5. Muestreo del trabajo. Un estudio del muestreo del trabajo se puede definir como una serie aleatoria de observaciones del trabajo utilizada para determinar las actividades 37
Ingeniera de Mtodos
de un grupo o un individuo. Para convertir el porcentaje de actividad observada en horas o minutos, se debe registrar tambin o conocerse la cantidad total de tiempo trabajado. Ntese que el muestreo del trabajo, como las estimaciones de tiempo histrico, no controlan el mtodo. Adems no se controla la capacitacin del trabajador, de tal manera que los estndares no se pueden establecer por muestreo del trabajo. El muestreo del trabajo, sin embargo, se puede utilizar para un gran nmero de otros propsitos. Algunos de los usos ms comunes son los del trabajo. 1. Para evaluar el tiempo de productividad e improductividad como una ayuda para establecer tolerancias. 2. Para determinar el contenido del trabajo. 3. Para ayudar a los gerentes y trabajadores a hacer un mejor uso de sus tiempos. 4. Para estimar las necesidades gerenciales, necesidades de equipo o el costo de varias actividades. 3.5. DIAGRAMA DE PROCESO DE OPERACIN. Es una representacin grfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificndolos mediante smbolos de acuerdo con su naturaleza que se utilizan en los procesos de manufactura o de negocios, desde la llegada de la materia prima hasta el empaque del producto terminado. La grafica describe la entrada de todos los componentes y sub-ensambles al ensamble principal. Dicho diagrama, ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado en cinco clasificaciones. Es una representacin grfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificndolos mediante smbolos de acuerdo con su 38
Ingeniera de Mtodos
naturaleza; incluye, adems, toda la informacin que se considera necesaria para el anlisis, tal como distancias recorridas, cantidad considerada y tiempo requerido. Con fines analticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado en cinco clasificaciones. Estas se conocen bajo los trminos de operaciones, transportes, inspecciones, retrasos o demoras y almacenajes. Las siguientes definiciones en la tabla 1 y 2, cubren el significado de estas clasificaciones en la mayora de las condiciones encontradas en los trabajos de diagramado de procesos.
Este diagrama muestra la secuencia cronolgica de todas las operaciones de taller o en mquinas, inspecciones, mrgenes de tiempo y materiales a utilizar
en un proceso de fabricacin o administrativo, desde la llegada de la materia prima hasta el empaque o arreglo final del producto terminado. Seala la entrada de todos los componentes y subconjuntos al ensamble con el conjunto principal. De igual manera que un plano o dibujo de taller presenta en conjunto detalles de diseo como ajustes tolerancia y especificaciones, todos los detalles de fabricacin o administracin se aprecian globalmente en un diagrama de operaciones de proceso. Antes de que se pueda mejorar un diseo se deben examinar primero los dibujos que indican el diseo actual del producto. Anlogamente, antes de que sea posible mejorar un proceso de manufactura conviene elaborar un diagrama de operaciones que permita comprender perfectamente el problema, y determinar en qu reas existen las mejores posibilidades de mejoramiento. El diagrama de operaciones de proceso permite exponer con claridad el problema, pues si no se plantea correctamente un problema difcilmente podr ser resuelto. Existen dos tipos de diagramas de procesos: Tcnicos. Organizacionales. 39
Ingeniera de Mtodos
Los tcnicos son aquellos en donde se definen las etapas de un proceso de produccin, se definen paso a paso cada una de las etapas del proceso, desde la toma de requerimientos, revisin tecnolgica, generacin de casos de uso, diseo de diagramas de proceso a nivel macro, diagramas de estados, modelo entidad relacin, diagrama de navegacin, hasta realizar la confrontacin de requerimientos con el diseo inicial, para luego disear etapas o procedimientos adecuados. Se afirma que un producto de calidad solo se puede conseguir cuando se dispone de procesos capaces y estables en el tiempo. El control resulta fundamental. El Organizacional es aquel que tiene que ver con la planeacin de recurso humano y elementos organizacionales. Los pasos al desarrollar una hoja de proceso son: 1. Hacer la hoja respectiva, cuyo encabezado tendr datos de identificacin del proceso. 2. El cuerpo consta de 5 columnas para los smbolos anteriores, 1 para la descripcin breve del trmite, 2 para las distancias de los transportes y minutos de demora y 1 para observaciones. 3. Se anota la descripcin de los pasos del proceso y se marcan puntos en las columnas de los smbolos correspondientes, unindolos con una lnea. 4. Se obtienen los totales, una vez terminada la descripcin del proceso las operaciones, transportes, inspecciones, demoras, as como el tiempo perdido en el almacenamiento. 5. Los totales indican el tipo de accin que conviene tomar para un anlisis ms profundo y cambiar aquellos aspectos que nos pueden afectar en un tiempo determinado.
40
Ingeniera de Mtodos
Actividad / Definicin Operacin.- Ocurre cuando un objeto est siendo
Smbolo
modificado en sus caractersticas, se est creando o agregando algo o se est preparando para otra operacin, transporte, inspeccin o almacenaje. Una operacin
tambin ocurre cuando se est dando o recibiendo informacin o se est planeando algo. Transporte .-Ocurre cuando un objeto o grupo de ellos son movidos de un lugar a otro, excepto cuando tales movimientos forman parte de una operacin o inspeccin Inspeccin.- Ocurre cuando un objeto o grupo de ellos son examinados para su identificacin o para comprobar y verificar la calidad o cantidad de cualesquiera de sus caractersticas. Demora.-Ocurre cuando se interfiere en el flujo de un objeto o grupo de ellos. Con esto se retarda el siguiente paso planeado. Almacenaje.- Ocurre cuando un objeto o grupo de ellos son retenidos y protegidos contra movimientos o usos no autorizados. Actividad combinada.- Cuando se desea indicar actividades conjuntas por el mismo operario en el mismo punto de trabajo, los smbolos empleados para dichas actividades se combinan con el crculo inscrito en el cuadro.
Tabla 1. Simbologa universal para la elaboracin de un diagrama de operaciones. Hay ocasiones en que el paso o evento no puede ser fcilmente clasificado en una de dichas actividades, la siguiente lista ayuda mucho a determinar su clasificacin en las actividades adecuadas (tabla 2).
41
Ingeniera de Mtodos
Actividad
Smbolo
Resultado predominante
Operacin
Se produce o efecta algo.
Transporte
Se cambia de lugar o se mueve.
Inspeccin
Se verifica calidad o cantidad.
Demora
Se interfiere o retrasa el paso siguiente
Almacenaje
Se guarda o protege
Tabla 2. Otra clasificacin de acciones que tienen lugar durante un proceso dado. Antes de comenzar la construccin del diagrama de proceso de la operacin, el analista debe identificar el diagrama con un titulo Diagrama de proceso de la operacin y otra informacin como el nmero de partes, numero de dibujos, numero de procesos, mtodo actual y propuesto, nombre y fecha de la persona que hace el diagrama de proceso. La informacin adicional debe incluir el nmero de diagrama, planta, edificio y departamento. Las lneas verticales indican el flujo general del proceso al realizar el trabajo, las horizontales que llegan a las lneas de flujo verticales indican los materiales, ya sean comprados o trabajados durante el proceso. Las partes se muestran al entran a una lnea vertical para el ensamble o al salir de una lnea vertical para el desarmado. Los materiales que se desarmar o se extraen se representan por una lnea de materiales horizontal dibujada a la derecha de la lnea de flujo vertical, mientras que los ensambles se muestran con una lnea horizontal dibujada a la izquierda de la lnea vrtical.
42
Ingeniera de Mtodos
Figura 4. Diagrama de operaciones de proceso que ilustra la fabricacin de masillas para telfonos. El diagrama de proceso de la operacin tambin es til al promover y explicar el mtodo propuesto. Como proporciona mucha informacin clara permite una comparacin ideal entre dos soluciones posibles. Esta tcnica es importante: Identificar todas las operaciones, inspecciones, materiales, movimiento, almacenamiento y retrasos al hacer una parte o completar un proceso. Muestra todos los eventos en la secuencia correcta. 43
Ingeniera de Mtodos
Muestra en forma clara la relacin entre las partes y la complejidad de la fabricacin. Distingue entre las partes producidas y compradas. Proporciona informacin sobre el nmero de empleados utilizados y el tiempo requerido para realizar cada operacin e inspeccin.
3.6. DIAGRAMA DE FLUJO DEL PROCESO. El diagrama de flujo de proceso contiene muchos ms detalles que el diagrama de proceso de operacin. Por lo tanto, es comn que no se aplique al ensamble completo. Se usa, en principio, para cada componente de un ensamble o de un sistema para obtener el mximo ahorro en la manufactura o en un procedimiento aplicable a una componente o secuencia de trabajo especifico. El diagrama de flujo de proceso es valioso en especial al registrar costos ocultos no productivos como distancias recorridas, retrasos y almacenamientos temporales. Una vez detectados estos periodos no productivos, el analista puede tomar medidas para minimizarlas y, por ende, sus costos. Adems de registrar las operaciones e inspecciones, estos diagramas muestran todos los movimientos y almacenamientos de un artculo en su paso por la planta. Entonces, los diagramas de flujo del proceso requieren smbolos adicionales a los usados en el diagrama de proceso de la operacin. Una pequea flecha significa un transporte, que se puede definir como mover un objeto de un lugar a otro, excepto cuando el movimiento se lleva a cabo
durante el curso normal de una operacin o inspeccin. Una D mayscula indica demora (delay) que ocurre cuando no se permite el procesamiento inmediato de una parte en la siguiente estacin de trabajo. Un triangulo equiltero sobre un vrtice significa un almacenamiento, que sucede cuando una parte se detiene protegida contra el movimiento no deseado. Estos cinco smbolos constituyen el conjunto estndar de smbolos del diagrama de proceso. El diagrama de flujo del proceso de uso comn son de dos tipos: de producto o material y operativo o de persona. El diagrama de producto 44
Ingeniera de Mtodos
proporciona detalles de los eventos que ocurren sobre un producto o material, y el diagrama operativo da los detalles de cmo realiza una persona una secuencia de operaciones.
Figura 5. Ilustracin del diseo de diagrama de flojo del proceso Lo mismos que el diagrama de proceso de la operacin, este diagrama se identifica con un titulo, Diagrama de Flujo de Proceso, y se acompaa de la informacin que incluye nmero de partes, sus dibujos, descripcin del proceso, mtodo actual y propuesto, y el nombre de la persona que lo realiza. 45
Ingeniera de Mtodos
Otro dato, como planta, edificio o departamento, nmero de diagrama, cantidad y costo pueden ser valiosos para identificar por completo el trabajo que se refiere el diagrama. Todos los tiempos de demora y almacenamiento deben incluirse en el diagrama. Pero no es suficiente con solo indicar que acurren. Cuanto mas tiempo pase una parte en almacn se demore, mas grande ser el costo que acumule y mayor ser la espera del cliente para su entrega. Por lo tanto, es importante, saber cunto tiempo pasa una parte en una demora o almacenamiento. El mtodo ms econmico para determinar la duracin de las demoras es marcar varias partes con gris indicando la hora exacta en que se almacenaron o se detuvieron. Despus, se verifica esa seccin peridicamente para ver el momento en que esas partes regresan a produccin. El diagrama de flujo de proceso, igual que el diagrama de proceso de la operacin, no es un fin, es solo un medio para conseguir un fin. Esta tcnica facilita la eliminacin o reduccin de costos ocultos de una componente. Debido a que muestra con claridad los transportes, demoras y
almacenamientos, la informacin que proporciona puede conducir a una reduccin tanto en cantidad como en duracin de estos elementos. Adems, al registrar las distancias, el diagrama tiene un gran valor para el mejoramiento de la distribucin de la planta. 3.7. DIAGRAMA DE FLUJO DE RECORRIDO. La construccin del diagrama de flujo o diagrama de recorrido es sumamente fcil e interesante. Se trata unir con una lnea todos los puntos en donde se efecta una operacin, un almacenaje, una inspeccin o alguna demora, de acuerdo con el orden natural del proceso. Esta lnea representa la trayectoria usual que siguen los materiales o el operario que los procesa, a travs de la planta o taller en donde se lleva a cabo. 46
Ingeniera de Mtodos
Una vez que se ha terminado el diagrama de flujo se puede observar el transporte de un objeto, el camino de algn hombre, durante el proceso; este transporte, an en lugares pequeos, llega a ser algunas veces de muchos kilmetros por da que calculados anualmente representan un prdida considerable en tiempo, energa y dinero. Cuando se sospecha que se tiene un nmero bastante grande de transportes, almacenamientos y demoras en un proceso, es necesario realizar un diagrama de proceso de recorrido con el fin de visualizar y reducir el nmero de ellos, y con esto disminuir los costos.
Figura 6. Empleando ejemplo del diagrama de recorrido utilizando simbologa correspondiente y las consideraciones
3.8. ORGANIZACIN INTERNACIONAL DEL TRABAJO (OIT). Es un organismo especializado de las Naciones Unidas que se ocupa de los asuntos relativos al trabajo y las relaciones laborales. Fue fundada el 11 de abril de 1919, en el marco de las negociaciones del Tratado de Versalles. Su 47
Ingeniera de Mtodos
Constitucin, sancionada en 1919, se complementa con la Declaracin de Filadelfia de 1944. La OIT tiene un gobierno tripartito, integrado por los representantes de los gobiernos, de los sindicatos y de los empleadores. Su rgano supremo es la Conferencia Internacional, que se rene anualmente en junio. Su rgano de administracin es el Consejo de Administracin que se rene cuatrimestralmente. Cada cinco aos El Consejo de Administracin elige al Director General, encargado de dirigir la Oficina Internacional del Trabajo e implementar las acciones en el terreno. En 2003 fue reelegido para el cargo el chileno Juan Somava. La sede central se encuentra en Ginebra, Suiza. En 1969 la OIT recibi el Premio Nobel de la Paz. Est integrado por 180 estados nacionales (2007). La Organizacin Internacional del Trabajo fue fundada en 1919 en el marco de las negociaciones que se abrieron en la Conferencia de la Paz realizada primero en Pars y luego en Versalles al finalizar la Primera Guerra Mundial. Las negociaciones tuvieron la particularidad de ser realizadas entre los gobiernos, los sindicatos y las organizaciones de empleadores, quienes tomaron como base la Asociacin Internacional para la Proteccin Legal de los Trabajadores que haba sido fundada en Basilea en 1901 para establecer la Constitucin de la Organizacin Internacional del Trabajo, adoptada por la Conferencia de Paz de Pars e incluida en la seccin XIII del Tratado de Versalles. La Organizacin Internacional del Trabajo se organiz desde un principio con un gobierno tripartito, nico en su gnero, integrado por representantes de los gobiernos, los trabajadores y los empleadores y eligi como primer Director General al francs Albert Thomas. Entre 1919 y 1921 la OIT sancion diecisis convenios internacionales del trabajo y dieciocho recomendaciones y en 1926 se introdujo un mecanismo de control, an vigente, por el cual cada pas deba presentar anualmente una 48
Ingeniera de Mtodos
memoria
informando sobre el estado de aplicacin
de las
normas
internacionales. Con el fin de examinar esas memorias se cre tambin la Comisin de Expertos, integrada por juristas independientes, que cada ao presenta su informe a la Conferencia. En 1934, bajo el gobierno de Franklin D. Roosevelt, los Estados Unidos solicitaron su ingreso en calidad de miembro de la OIT. Durante la Segunda Guerra Mundial la OIT se instal temporalmente en Montreal. En 1944, cuando an la guerra no haba terminado, la Conferencia Internacional del Trabajo en Filadelfia aprob la Declaracin de Filadelfia que se integr como anexo a la Constitucin, fijando los principios, fines y objetivos de la OIT. En 1948 se adopt el Convenio sobre Libertad Sindical N 87. Entre 1948 y 1970, durante la direccin del estadounidense David Morse, debido al proceso de descolonizacin se duplic el nmero de estados miembros de la OIT, quedando en minora los pases industrializados. La OIT ampli sus actividades quintuplicando el presupuesto y cuadriplicando el nmero de sus empleados. En 1960, se cre el Instituto Internacional de Estudios Laborales y en 1965, el Centro Internacional de Perfeccionamiento Profesional y Tcnico, con sede en Turn. En 1969, al cumplirse cincuenta aos de su creacin, le fue otorgado el Premio Nobel de la Paz. En 1977 Estados Unidos se retir de la OIT causando una crisis presupuestaria debido a la disminucin automtica del presupuesto en un 25% que ello signific, pero que logr ser controlada hasta su reingreso en 1980. En los aos 80 la OIT desempe un papel decisivo en el desarrollo del Sindicato Solidaridad dirigido por Lech Wasa, aplicando el Convenio sobre la Libertad Sindical (1948). Finalizada la Guerra Fra y frente al proceso de globalizacin y deterioro de los derechos laborales en todo el mundo, la OIT ha sealado la necesidad de dar prioridad al cumplimiento de las Normas y Principios y Derechos 49
Ingeniera de Mtodos
Fundamentales fundamentales
en
el
Trabajo
garantizados
por
los
ocho
convenios
(libertad
sindical, negociacin
colectiva,
abolicin trabajo
forzoso, abolicin del trabajo infantil, eliminacin de la discriminacin en materia de empleo y ocupacin), destacando los conceptos de empleo decente y democratizacin de la globalizacin. 3.8.1. PREGUNTAS DE LA ORGANIZACIN INTERNACIONAL DEL TRABAJO La OIT sugiere unas preguntas de interrogatorio previsto en el estudio de mtodos. Estn agrupadas bajo los siguientes ttulos: OPERACIONES
Qu propsito tiene la operacin? Es necesario el resultado que se obtiene con ella? En caso afirmativo, a qu se debe que sea necesario? Es necesaria la operacin porque la anterior no se ejecut debidamente? Se previ originalmente para rectificar algo que ya se rectific de otra manera? Si se efecta para mejorar el aspecto exterior del producto, el costo suplementario que representa mejora las posibilidades de venta? El propsito de la operacin puede lograrse de otra manera? No podra el proveedor de material efectuarla en forma ms econmica? La operacin se efecta para responder a las necesidades de todos los que utilizan el producto?; O se implant para atender a las exigencias de uno o dos clientes nada ms? Hay alguna operacin posterior que elimine la necesidad de efectuar la que se estudia ahora? La operacin se efecta por la fuerza de la costumbre? Se implant para reducir el costo de una operacin anterior?; o de una operacin posterior? Fue aadida por el departamento de ventas como suplemento fuera de serie? 50
Ingeniera de Mtodos
Puede comprarse la pieza a menor costo? Si se aadiera una operacin, se facilitara la ejecucin de otras? La operacin se puede efectuar de otro modo con el mismo resultado? Si la operacin se implant para rectificar una dificultad que surge posteriormente, es posible que la operacin sea ms costosa que la dificultad? No cambiaron las circunstancias desde que se aadi la operacin al proceso? Podra combinarse la operacin con una operacin anterior o posterior? MODELO
Puede modificarse el modelo para simplificar o eliminar la operacin? Permite el modelo de la pieza seguir una buena prctica de fabricacin? Pueden obtenerse resultados equivalentes cambiando el modelo de modo que se reduzcan los costos? No puede utilizarse una pieza de serie en vez de sta? Cambiando el modelo se facilitara la venta?; se ampliada el mercado? No podra convertirse una pieza de serie para reemplazar a sta? Puede mejorarse el aspecto del artculo sin perjuicio para su utilidad? El costo suplementario que supondra mejorar el aspecto y la utilidad del producto que darla compensado por un mayor volumen de negocios? El aspecto y la utilidad del producto son los mejores que se puedan presentar en plaza por el mismo precio? Se utiliz el anlisis del valor?
CONDICIONES EXIGIDAS POR LA INSPECCIN
Qu condiciones de inspeccin debe llenar esta operacin? Todos los interesados conocen esas condiciones? Qu condiciones se exigen en las operaciones anteriores y posteriores? Si se modifican las condiciones exigidas a esta operacin, ser ms fcil de efectuar? 51
Ingeniera de Mtodos
Si se modifican las condiciones exigidas a la operacin anterior. L sta ser ms fcil de efectuar? Son realmente necesarias las normas de tolerancia, variacin, acabado y dems? Se podran elevar las normas para mejorar la calidad sin aumentar innecesariamente los costos? Se reduciran apreciablemente los costos si se rebajaran las normas? Existe alguna forma de dar al producto acabado una calidad superior a la actual? Las normas aplicadas a este producto (u operacin) son superiores, inferiores o iguales a las de productos (u operaciones) similares? Puede mejorarse la calidad empleando nuevos procesos? Se necesitan las mismas normas para todos los clientes? Si se cambiaran las normas y las condiciones de inspeccin, aumentaran o disminuira las mermas, desperdicios y gastos de la operacin, del taller o del sector? Las tolerancias aplicadas en la prctica son las mismas que las indicadas en el plano? Concuerdan todos los interesados en lo que es la calidad aceptable? Cules son las principales causas de que se rechace esta pieza? La norma de calidad est precisamente definida o es cuestin de apreciacin personal?
MANIPULACIN DE MATERIALES
Se invierte mucho tiempo en llevar y traer el material del puesto de trabajo en proporcin con el tiempo invertido en manipularlo en dicho puesto? En caso contrario, podran encargarse de la manipulacin los operarios de mquinas para que el cambio de ocupacin les sirva de distraccin? Deberan utilizarse carretillas de mano, elctricas o elevadoras de horquilla? Deberan idearse plataformas, bandejas, contenedores o paletas especiales para manipular el material con facilidad y sin daos? 52
Ingeniera de Mtodos
En qu lugar de la zona de trabajo deberan colocarse los materiales que llegan o que salen? Se justifica un transportador? Y en caso afirmativo, qu tipo sera ms apropiado para el uso previsto? Es posible aproximar entre ellos los puntos donde se efectan las sucesivas fases de la operacin y resolver el problema de la manipulacin aprovechando la fuerza de gravedad? Se puede empujar el material de un operario a otro a lo largo del banco? Se puede despachar el material desde un punto central con un transportador? El tamao del recipiente o contenedor corresponde a la cantidad de material que se va a trasladar? Puede el material llevarse hasta un punto central de inspeccin con un transportador? Podra el operario inspeccionar su propio trabajo? Puede idearse un recipiente que permita alcanzar el material ms fcilmente? Podra colocarse un recipiente en el puesto de trabajo sin quitar el material? Podra utilizarse con provecho un chigre elctrico o neumtico o cualquier otro dispositivo para izar? Si se utiliza una gra de puente. Funciona con rapidez y precisin? Puede utilizarse un tractor con remolque? Podra reemplazarse el transportador por ese tractor o por un ferrocarril de empresa industrial? Se podra aprovechar la fuerza de gravedad empezando la primera operacin a un nivel ms alto? Se podran usar canaletas para recoger el material y hacerlo bajar hasta unos contenedores? Se resolvera ms fcilmente el problema del curso y manipulacin de los materiales trazando un curso grama analtico? Est el almacn en un lugar cmodo? Estn los puntos de carga y descarga de los camiones en lugares cntricos? Pueden utilizarse transportadores de un piso a otro? Se podran utilizar en los puestos de trabajo recipientes de materiales porttiles cuya altura llegue a la cintura? 53
Ingeniera de Mtodos
Es fcil despachar las piezas a medida que se acaban? Se evitarla con una placa giratoria la necesidad de desplazarse? La materia prima que llega se podra descargar en el primer puesto de trabajo para evitar la doble manipulacin? Podran combinarse operaciones en un solo puesto de trabajo para evitar la doble manipulacin? Se podra evitar la necesidad de pesar las piezas si se utilizaran recipientes estandarizados? Se eliminaran las operaciones con gra empleando un montacargas hidrulico? Podra el operario entregar las piezas que acaba al puesto de trabajo siguiente? Los recipientes son uniformes para poderlos apilar y evitar que ocupen demasiado espacio en el sucio? Se pueden comprar los materiales en tamaos ms fciles de manipular? Se ahorraran demoras si hubiera seales (luces. timbres, etc.) que avisaran cuando se necesite ms material? Se evitaran los agolpamientos con una mejor programacin de las etapas? Se evitaran las esperas de la gra con una mejor planificacin? Pueden cambiarse de lugar los almacenes y las pilas de materiales para reducir la manipulacin y el transporte?
ANLISIS DEL PROCESO
La operacin que se analiza puede combinarse con otra? No se puede eliminar? Se podra descomponer la operacin para aadir sus diversos elementos a otras operaciones? Podra algn elemento efectuarse con mejor resultado como operacin aparte? La sucesin de operaciones es la mejor posible? O mejorara si se le modificara el orden? 54
Ingeniera de Mtodos
Podra efectuarse la misma operacin en otro departamento para evitar los costos de manipulacin? No se da conveniente hacer un estudio conciso de la operacin estableciendo su curso grama analtico? Si se modificara la operacin, qu efecto tendra el cambio sobre las dems operaciones?; y sobre el producto acabado? Si se puede utilizar otro mtodo para producir la pieza, se justificara el trabajo y el despliegue de actividad que acarreara el cambio? Podran combinarse la operacin y la inspeccin? El trabajo se inspecciona en el momento decisivo o cuando est acabado? Si hubiera giras de inspeccin, se eliminaran los desperdicios, mermas y gastos injustificados? Podran fabricarse otras piezas similares utilizando el mismo mtodo, las mismas herramientas y la misma forma de organizacin?
MATERIALES
El material que se utiliza es realmente adecuado? No podra reemplazarse por otro ms barato que igualmente sirviera? No se podra utilizar un material ms ligero? El material se compra ya acondicionado para el uso? Podra el abastecedor introducir reformas en la elaboracin del material para mejorar su uso y disminuir los desperdicios? El material es entregado suficientemente limpio? Se compra en cantidades y dimensiones que lo hagan cundir al mximo y reduzcan la merma y los retazos y cabos in-aprovechables? Se saca el mximo partido posible del material al cortarlo?; y al elaborado? Son adecuados los dems materiales utilizados en la elaboracin: aceites, agua, cidos, pintura, aire comprimido, electricidad? Se controla su uso y se trata de economizarlos? Es razonable la proporcin entre los costos de material y los de mano de obra? 55
Ingeniera de Mtodos
No se podra modificar el mtodo para eliminar el exceso de mermas y desperdicios? Se reducida el nmero de materiales utilizados si se estandarizar la produccin? No se podra hacer la pieza con sobrantes de material o retazos inaprovechables? Se podran utilizar materiales nuevos: plstico, fibra prensada, etc.? El proveedor de material lo somete a operaciones que no son necesarias para el proceso estudiado? Se podran utilizar materiales extruidos? Si el material fuera de una calidad ms constante, podra regularse mejor el proceso? No se podra reemplazar la pieza de fundicin por una pieza fabricada, para ahorrar en los costos de matrices y moldeado? Sobra suficiente capacidad de produccin para justificar esa fabricacin adicional? El material es entregado sin bordes filosos ni rebabas? Se altera el material con el almacenamiento? Se podran evitar algunas de las dificultadas que surgen en el taller si se inspeccionara ms cuidadosamente el material cuando es entregado? Se podran reducir los costos y demoras de inspeccin efectuando la inspeccin por muestreo y clasificando a los proveedores segn su fiabilidad?", Se podra hacer la pieza de manera ms econmica con retazos de material de otra calidad?
ORGANIZACIN DEL TRABAJO
Cmo se atribuye la tarea al operario? Estn las actividades tan bien reguladas que el operario siempre tiene algo que hacer? Cmo se dan las instrucciones al operario? Cmo se consiguen los materiales? 56
Ingeniera de Mtodos
Cmo se entregan los planos y herramientas? Hay control de la hora? En caso afirmativo, cmo se verifican la hora de comienzo y de fin de la tarea? Hay muchas posibilidades de retrasarse en la oficina de planos, el almacn de herramientas, el de materiales y en la tenedura de libros del taller? La disposicin de la zona de trabajo da buen resultado o podra mejorarse? Los materiales estn bien situados? Si la operacin se efecta constantemente, cunto tiempo se pierde al principio y al final del turno en operaciones preliminares y puesta en orden? Cmo se mide la cantidad de material acabado? Existe un control preciso entre las piezas registradas y las pagadas? Se podran utilizar contadores automticos? Qu clase de anotaciones deben hacer los operarios para llenar las tarjetas de tiempo, los bonos de almacn y dems fichas? Qu se hace con el trabajo defectuoso? Cmo est organizada la entrega y mantenimiento de las herramientas? Se llevan registros adecuados del desempeo de los operarios? Se hace conocer debidamente a los nuevos obreros los locales donde trabajarn y se les dan suficientes explicaciones? Cuando los trabajadores no alcanzan cierta norma de desempeo, se averiguan las razones? Se estimula a los trabajadores a presentar ideas? Los trabajadores entienden de veras el sistema de salarios por rendimiento segn el cual trabajan?
DISPOSICIN DEL LUGAR DE TRABAJO
Facilita la disposicin de la fbrica la eficaz manipulacin de los materiales? Permite la disposicin de la fbrica un mantenimiento eficaz? Proporciona la disposicin de la fbrica una seguridad adecuada? Permite la disposicin de la fbrica realizar cmodamente el montaje?
57
Ingeniera de Mtodos
Facilita la disposicin de la fbrica las relaciones sociales entre los trabajadores? Estn los materiales bien situados en el lugar de trabajo? Estn las herramientas colocadas de manera que se puedan asir sin reflexin previa y sin la consiguiente demora? Existen superficies adecuadas de trabajo para las operaciones secundarias, como la inspeccin y el desbarbado? Existen instalaciones para eliminar y almacenar las virutas y desechos? Se han tomado suficientes medidas para dar comodidad al operario, previendo, por ejemplo, ventiladores, sillas, enrejados de madera para los pisos mojados, etc.? La luz existente corresponde a la tarea de que se trate? Se ha previsto un lugar para el almacenamiento de herramientas y calibradores? Existen armarios para que los operarios puedan guardar sus efectos personales?
HERRAMIENTAS Y EQUIPO
Podra idearse una plantilla que sirviera para varias tareas? Es suficiente el volumen de produccin para justificar herramientas y dispositivos muy perfeccionados y especializados? Podra utilizarse un dispositivo de alimentacin o carga automtica? La plantilla no se podra hacer con material ms liviano o ser de un modelo que lleve menos material y se maneje ms fcilmente? Existen otros dispositivos que puedan adaptarse para esta tarea? El modelo de la plantilla es el ms adecuado? Disminuida la calidad si se empleara un herramental ms barato? Tiene la plantilla un modelo que favorezca al mximo la economa de movimientos? La pieza puede ponerse y quitarse rpidamente de la plantilla? Sera til un mecanismo instantneo mandado por leva para ajustar la plantilla, la grapa o la tuerca? 58
Ingeniera de Mtodos
No se podran instalar eyectores en el soporte para que la pieza se soltara automticamente cuando se abriera el soporte? Se suministran las mismas herramientas a todos los operarios? Si el trabajo tiene que ser exacto, se dan a los operarios calibradores y dems instrumentos de medida adecuados? El equipo de madera est en buen estado y los bancos no tienen astillas levantadas? Se reducida la fatiga con un banco o pupitre especial que evitara la necesidad de encorvarse, doblarse y estirarse? Es posible el montaje previo? Puede utilizarse un herramental universal? Puede reducirse el tiempo de montaje? Las herramientas estn en posiciones calculadas para el uso a fin de evitar la demora de la reflexin? Cmo se reponen los materiales utilizados? Sera posible y provechoso proporcionar al operario un chorro de aire accionado con la mano o con pedal? Se podra utilizar plantillas? Se podran utilizar guas o chavetas de punta chata para sostener la pieza? Qu hay que hacer para terminar la operacin y guardar las herramientas y accesorios?
CONDICIONES DE TRABAJO
La luz es uniforme y suficiente en todo momento? Se ha eliminado el resplandor de todo el lugar de trabajo? Se proporciona en todo momento la temperatura ms agradable?; y en caso contrario no se podran utilizar ventiladores o estufas? Se justificara la instalacin de aparatos de aire acondicionado? Se pueden reducir los niveles de ruido? Se pueden eliminar los vapores, el humo y el polvo con sistemas de evacuacin? 59
Ingeniera de Mtodos
Si los pisos son de hormign. Se podran poner enrejados de madera o esteras, para que fuera ms agradable estar de pie en ellos? Se puede proporcionar una silla? Se han colocado grifos de agua fresca en lugares cercanos del trabajo? Se han tenido debidamente en cuenta los factores de seguridad? Es el piso seguro y liso, pero no resbaladizo? Se ense al trabajador a evitar los accidentes? Su ropa es adecuada para prevenir riesgos? Da la fbrica en todo momento impresin de orden y pulcritud? Con cunta minucia se limpia el lugar de trabajo? Hace en la fbrica demasiado fro en invierno o falta el aire en verano, sobre todo al principio de la primera jornada de la semana? Estn los procesos peligrosos adecuadamente protegidos?
ENRIQUECIMIENTO DE LA TAREA DE CADA PUESTO
Es la tarea aburrida o montona? Puede hacerse la operacin ms interesante? Puede combinarse la operacin con operaciones precedentes o posteriores a fin de ampliarla? Cul es el tiempo del ciclo? Puede el operario efectuar el montaje de su propio equipo? Puede el operario realizar la inspeccin de su propio trabajo? Puede el operado desbarbar su propio trabajo? Puede el operado efectuar el mantenimiento de sus propias herramientas? Se puede dar al operario un conjunto de tareas y dejarle que programe el trabajo a su manera? Puede el operario hacer la pieza completa? Es posible y deseable la rotacin entre puestos de trabajo? Se puede aplicar la distribucin del trabajo organizada por grupos? Es posible y deseable el horario flexible? El ritmo de la operacin est determinado por el de la mquina? 60
Ingeniera de Mtodos
Se pueden prever existencias reguladoras para permitir variaciones en el ritmo de trabajo? Recibe el operario regularmente informacin sobre su rendimiento?
3.8.2. TECNICA DE INTERROGATORIO.
Es el medio para efectuar el examen crtico sometiendo sucesivamente cada actividad a una serie sistemtica y progresiva de preguntas. Se tienen a su vez dos fases:
FASE I: describe los elementos bsicos
Elementos bsicos El propsito El lugar La sucesin La persona Los medios Con qu Dnde En qu Por la qu Por los qu Propsito-objetivo-qu? Lugar-dnde? Sucesin-secuencia/orden-cmo? Medios-mquina? Persona-individuos?
Se comprenden las actividades con objeto de: eliminar, combinar, reordenar y reducir las operaciones factibles al cambio.
En esta primera etapa del interrogatorio se pone en tela de juicio, sistemticamente y con respecto a cada actividad registrada, el propsito, lugar, sucesin, persona y medios de ejecucin, y se le busca justificacin a cada respuesta. Combinando las dos preguntas preliminares y las dos preguntas de fondo de cada tema (propsito, lugar, etc.) se llega a la lista completa de interrogaciones, es decir:
61
Ingeniera de Mtodos
Esas preguntas, en ese orden deben hacerse sistemticamente cada vez que se empieza un estudio de mtodos, porque son la condicin bsica de un buen resultado.
PROPSITO Qu se hace? Por qu se hace? Qu otra cosa podra hacerse? Que debera hacerse? Dnde se hace? Por qu se hace all? En qu otro lugar podra hacerse? Dnde debera hacerse? Cundo se hace? Por qu se hace entonces? Cundo podra hacerse? Cundo debera hacerse? Quin lo hace? Por qu lo hace esa persona? Qu otra persona podra hacerlo? Quin debera hacerlo? Cmo se hace? Por qu se hace de ese modo? De qu otro modo podra hacerse? Cmo debera hacerse?
LUGAR:
SUCESIN:
PERSONA:
MEDIOS:
FASE II: Preguntas a fondo
Estas preguntas prolongan y detallan las preguntas preliminares para determinar si, a fin de mejorar el mtodo empleado, sera factible y preferible reemplazar por otro el lugar, la sucesin, la persona, el medio o todos. Investiga que se hace y el por qu se hace segn el debe ser.
En esta se busca la posibilidad de plantear una nueva forma de hacer el trabajo teniendo en cuenta las especificaciones de cada caso.
62
Ingeniera de Mtodos
3.9. ENFOQUE DEL ANALISIS DE LA OPERACION.
Una de las creencias ms comunes de las gentes de empresas es que sus problemas son nicos. Por lo que consideran que todo mtodo nuevo resultar poco prctico. La realidad nos ensea que, todo trabajo, administrativo, tcnico o de tipo general, es muy semejante.
Segn un estudio los factores que detuvieron o retardaron las actividades de mejoramiento continuo son:
Desconocimiento del programa por todos los empleados. No comprender por qu y cmo se hace. Adiestramiento insuficiente o inefectivo. Planeamiento inadecuado antes de dar inicio al programa. Falta de cooperacin entre reas funcionales. Falta de coordinacin entre reas funcionales por equipos. Resistencia al cambio por parte de la administracin a nivel medio. Carencia de aptitudes de liderazgo por el cambio de cultura.
3.10. METODO DEL ANALISIS DE LA OPERACION.
Los diez enfoques primarios del anlisis de la operacin: Finalidad de la operacin Diseo de la pieza Tolerancias y especificaciones Material Proceso de manufactura Preparacin y herramental Condiciones de trabajo Manejo de materiales Distribucin del equipo en la planta 63
Ingeniera de Mtodos
Principios de la economa de movimientos.
1. Finalidad de la operacin.
Una regla primordial a observar es tratar de eliminar o combinar una operacin antes de mejorarla. Las operaciones innecesarias son
frecuentemente resultado de una planeacin inapropiada en el momento de iniciar el trabajo. Estas pueden originarse por la ejecucin inapropiada de una operacin previa o cuando se introduce una operacin para facilitar otra que la sigue.
2. Diseo de la pieza.
Los diseos no son permanentes y pueden cambiarse y si resulta un mejoramiento y la importancia del trabajo es significativa, entonces se debe realizar el cambio. Algunas indicaciones para diseos de costo menor:
Reducir el nmero de partes, simplificando el diseo. Reducir el nmero de operaciones y la magnitud de los recorridos en la fabricacin uniendo mejor las partes y haciendo ms fciles el acabado a mquina y el ensamble.
Utilizar mejor material. las tolerancias y confiar en la exactitud de las mediciones. La simplificacin del diseo se puede aplicar tanto a un proceso como a un producto.
Los siguientes criterios se aplican al desarrollo de formas: Mantener la simplicidad en el diseo de la forma, conservando la cantidad necesaria de informacin de entrada (escritura a mano, mecanografa, procesador de palabras) en un mnimo. Dejar espacios amplios para cada elemento de la informacin, permitiendo el uso de diferentes mtodos de entrada. 64
Ingeniera de Mtodos
Ordenar en un patrn lgico la informacin de entrada. Codificar la forma en encauzamiento. Dejar mrgenes adecuados para facilitar la aplicacin de medios de archivos usuales. Reducir las formas para terminales de computadoras, a una sola pgina. colores para facilitar su distribucin u
3. Tolerancias y especificaciones Es comn que este punto se considere al revisar el diseo. Sin embargo, generalmente esto no es adecuado y conviene considerar el asunto de las tolerancias especificaciones independientemente de los otros enfoques en al anlisis de la operacin. Actualmente la "representacin geomtrica de dimensionamiento y fijacin de tolerancias" es un lenguaje grafotcnico es ampliamente utilizado en las industrias manufactureras y organismos gubernamentales, como un medio para especificar la configuracin geomtrica o forma de una pieza en un dibujo en ingeniera. Esta tcnica tambin proporciona informacin acerca de cmo debe inspeccionarse dicha parte a fin de asegurar el propsito del diseo. Es importante sealar que los diseadores tienen una tendencia natural a establecer especificaciones ms rigurosas de lo necesario cuando desarrollan un producto. Generalmente se hace por dos razones (1) una falta de comprensin de los elementos de costo y (2) la creencia de que es necesario especificar tolerancias y especificaciones ms estrechas de lo realmente es necesario para hacer que los departamentos de fabricacin se apeguen al intervalo de tolerancias requerido. Mediante la investigacin de tolerancias y especificaciones y la implantacin de medidas correctivas en casos necesarios, se reducen los
65
Ingeniera de Mtodos
costos de inspeccin, se disminuye al mnimo el desperdicio, se abaten los costos de reparaciones y se mantiene una alta calidad. 4. Material Se deben tener en mente seis consideraciones relativas a los materiales directos e indirectos utilizados en un proceso: Buscar un material menos costoso Encontrar materiels ms fciles de procesar Emplear materiales en forma ms econmica Utilizar materiales de desecho Usar ms econmicamente los suministros y herramientas Estandarizar los materiales. Buscar el mejor proveedor desde el punto de vista del precio y surtido disponible.
5. Procesos de manufactura Para el mejoramiento de los procesos de manufactura hay que efectuar una investigacin de cuatro aspectos: Al cambio de una operacin, considerar los posibles efectos sobre otras operaciones. Mecanizacin de las operaciones manuales. Utilizacin de mejores mquinas y herramientas en las operaciones mecnicas. Operacin ms eficiente d elos dispositivos e instalaciones mecnicas.
6. Preparacin y herramental. El elemento ms importante a considerar en todos los tipos de herramienta y preparacin es el econmico. la cantidad de herramental ms ventajosa depende de: 66
Ingeniera de Mtodos
La cantidad de piezas a producir La posibilidad de repeticin del pedido La mano de obra que se requiere Las condiciones de entrega El capital necesario.
7. Condiciones de trabajo Est comprobado que establecimientos que mantienen buenas
condiciones de trabajo sobrepasan en produccin a los que carecen de ellas. Por lo que hay un beneficio econmico que se obtiene de la inversin en mantener buenas condiciones de trabajo. Algunas consideraciones para lograr mejores condiciones de trabajo: Mejoramiento del alumbrado Control de la temperatura Ventilacin adecuada Control del ruido Promocin del orden, la limpieza y el cuidado de los locales. Eliminacin de elementos irritantes y nocivos como polvo, humo, vapores, gases y nieblas Proteccin en los puntos de peligro como sitios de corte y de transmisin de movimiento Dotacin del equipo necesario de proteccin personal Organizar y hacer cumplir un programa adecuado de primeros auxilios.
8. Manejo de materiales Las consideraciones a tomar en cuenta aqu son: tiempo, lugar, cantidad y espacio. Primero, el manejo de materiales debe asegurar que las partes, materia prima, material en proceso, productos terminados y suministros se desplacen peridicamente de lugar a lugar. Segundo, como cada operacin del 67
Ingeniera de Mtodos
proceso requiere materiales y suministros a tiempo en un punto en particular, el eficaz manejo de los materiales asegura que ningn proceso de produccin o usuario ser afectado por la llegada oportuna del material no demasiado anticipada o muy tarda. Tercero, El manejo de materiales debe asegurar que el personal entregue el material en el lugar correcto. Cuarto, el manejo de materiales debe asegurar que los materiales sean entregados en cada lugar sin ningn dao en la cantidad correcta y Quinto, el manejo de materiales debe considerar el espacio para almacenamiento, tanto temporal como potencial. 9. Distribucin del equipo en planta El objetivo principal de la distribucin efectiva del equipo en la planta es desarrollar un sistema de produccin que permita la fabricacin del nmero de productos deseado, con la calidad tambin deseada y al menor costo posible. Bsicamente se tiene dos tipos de distribuciones de planta: en lnea recta o por producto y el funcional o por proceso. Sin importar el tipo de distribucin, se deben en cuenta las siguientes consideraciones: Produccin en serie: el material que se acumule al lado de una estacin de trabajo, debe estar en condiciones de entrar operacin. Produccin diversificada: Se debe permitir traslados cortos, el material debe estar al alcance del operario. El operario debe tener fcil acceso visual a las estaciones de trabajo, principalmente en las secciones que requieren control. Diseo de la estacin, el operario debe poder cambiar de posicin regularmente. Operaciones en mquinas mltiples: El equipo se debe agrupar alrededor del operario. a la siguiente
68
Ingeniera de Mtodos
Almacenamiento
eficiente
de
productos:
Se
deben
tener
el
almacenamiento de forma que se aminoren la bsqueda y el doble manejo. Mayor eficiencia del obrero: Los sitios de servicios deben estar cerca de las reas de produccin. En las oficinas, se debe tener una separacin entre empleados de al menos 1.5 m.
10. Principios de la econmica de movimientos S, al hacer algunas de las siguientes preguntas la respuesta fuera, no, se tendr una oportunidad de mejoramiento. Ambas manos trabajan simultneamente en direcciones simtricas u opuestas? Cada mano efecta los menos movimientos posibles? Est organizado el sitio de trabajo para evitar las distancias a alcanzar excesivas? Se usan las dos manos efectivamente y no como medios para sostener?
69
Ingeniera de Mtodos
CAPITULO IV: MARCO METODOLOGICO. 4.1. TIPO DE INVESTIGACIN. De acuerdo al problema planteado referido a la empresa HIELOTEC C.A., y en funcin de sus objetivos, se incorpora el tipo de investigacin denominado Proyecto Factible. Este consiste en la investigacin, elaboracin y desarrollo de una propuesta de un modelo operativo viable, orientada a solucionar un problema, requerimientos o necesidades de una organizacin. Dicho proyecto incluye los siguientes aspectos: Descriptivo: el proyecto de investigacin es descriptivo porque, presenta informacin detallada de las caractersticas y especificaciones
involucradas en el proceso de produccin. Basndose en el mtodo de observacin. Exploratorio: es exploratorio ya que se realizaron entrevistas, se
recopil informacin bibliogrfica, con la finalidad de familiarizarse con el proceso productivo, para precisar mejor la problemtica a resolver. Campo: con la intencin de adquirir informacin significativa se realizaron visitas al rea de produccin, con el propsito de observar directamente el comportamiento del proceso de fabricacin. Para esta fase de investigacin se recurri al uso de grabadoras de voz, video cmaras y cmaras fotogrficas. Evaluativo: a travs de la informacin obtenida durante el trabajo investigacin, se detectaron las fallas para luego formular las posibles mejoras. Aplicacin: luego de la recopilacin de datos y de descubrir la problemtica que afecta al proceso productivo de la empresa, se procede a poner en prctica los conocimientos de la ingeniera de mtodos y del proceso de fabricacin de hielo. No experimental: la investigacin es no experimental ya que no se tiene control sobre las variables que influyen directamente en el proceso. 70
Ingeniera de Mtodos
Haciendo referencia a esta modalidad de investigacin, se introducirn dos grandes fases en el estudio, a fin de cumplir con los requisitos involucrados en un Proyecto Factible. En la primera parte, se desarrollar primeramente un diagnstico de la situacin existente en la realidad objeto de estudio, a fin de determinar las deficiencias que presenta la Empresa HIELOTEC C.A. Mientras que la segunda fase del proyecto y atendiendo a los resultados del diagnstico, se formular el modelo operativo propuesto, el cual hace referencia al Estudio de Ingeniera de Mtodos para la implementacin de un nuevo procedimiento de manejo del material en la Empresa HIELOTEC C.A. 4.2. DISEO DE INVESTIGACIN. En el marco de la investigacin planteada referido al manejo de material en la Empresa HIELOTEC C.A; se define el diseo de investigacin como el plan o la estrategia global en el contexto del estudio propuesto, que permite orientar desde el punto de vista tcnico, y guiar todo el proceso de investigacin, desde la recoleccin de los primeros datos hasta el anlisis e interpretacin de los mismos en funcin de los objetivos definidos en la presente investigacin. Atendiendo a los objetivos delimitados, la investigacin se orienta hacia la incorporacin de un diseo de campo. Por cuanto, este diseo de investigacin permite no solo observar, sino recolectar datos directamente de la realidad objeto de estudio, en su ambiente cotidiano, para posteriormente analizar e interpretar los resultados de estas indagaciones. 4.3. POBLACION Y MUESTRA. Una vez definido el problema y establecido el campo de estudio se establece la poblacin o universo de estudio, que no es ms que un conjunto de elementos de los cuales se pretende indagar y conocer sus caractersticas, o una de ellas, y para el cual sern vlidas las conclusiones obtenidas en la 71
Ingeniera de Mtodos
investigacin.
Segn
Nstor
Gabaldon
Meja
en
su
libro
Algunos Conceptos de Muestreo, estadsticamente hablando, por poblacin se entiende un conjunto finito o infinito de personas, casos o elemento que presentan caractersticas comunes, como por ejemplo, una poblacin puede estar constituida por los habitantes de Venezuela, por el total de vehculos de Caracas, por el nmero de nacimientos o de funciones de Maracay. En la presente investigacin, el universo de estudio esta constituido por la produccin de hielo, de la Empresa HIELOTEC C.A; dicha poblacin est constituida por: Hielo en Cubito (rolito). Hielo Granizado. Por otra parte, una vez situado el universo de estudio y con ello el campo de investigacin, la muestra seleccionada fue el proceso de fabricacin de hielo en rolito, la cual es representada por 900 unidades del producto. Esta seleccin se hizo siguiendo el criterio de Balestrini M. el cual plantea que la muestra es una proporcin representativa de la poblacin que selecciona el investigador, con la finalidad de obtener las caractersticas ms exactas, confiables y representativas de la poblacin. 4.4. INSTRUMENTOS DE RECOLECCION DE INFORMACION. Ahora bien, una vez definido el tipo de investigacin, su diseo, la poblacin o universo de estudio as como tambin su muestra, se procede a la definicin de los mtodos, instrumentos y tcnicas de recoleccin de la informacin que se incorporaran a lo largo de todo el proceso de investigacin, en funcin del problema y las interrogantes planteadas as como tambin de los objetivos que han sido definidos en la Empresa HIELOTEC C.A. En este estudio se emplearon las siguientes herramientas para la recoleccin de datos:
72
Ingeniera de Mtodos
Observacin directa. Para Ernesto Rivas Gonzlez (1997) "Investigacin directa, es aquella
en que el investigador observa directamente los casos o individuos en los cuales se produce el fenmeno, entrando en contacto con ellos; sus resultados se consideran datos estadsticos originales, por esto se llama tambin a esta investigacin primaria". Entrevista. Es una concurrencia entre dos o ms personas que permite dar opiniones con relacin a un tema de estudio determinado, aplicando una serie de preguntas bien elaboradas con un acuerdo previo, adems de unos intereses y expectativas definidos por ambas partes. Para llevar a cabo esta tcnica, dentro del desarrollo de la investigacin, se aplic la Tcnica del Interrogatorio, las preguntas de la OIT. Materiales. Se emplearon los siguientes materiales para la recoleccin de datos: Lpiz y papel: utilizado para tomar anotaciones. Cmara fotogrfica y de video: utilizada para capturar imgenes relacionadas al proceso de fabricacin de hielo. Grabadora: utilizada para captar las respuestas de la entrevista. Cinta mtrica: utilizada para realizar las mediciones referentes al espacio fsico, necesarias para la elaboracin del plano correspondiente, as como la medicin de los traslados evidenciados en el diagrama de procesos. Cronmetro digital. Utilizado para tomar las mediciones del tiempo de duracin de las actividades llevadas a cabo en el proceso de produccin.
73
Ingeniera de Mtodos
4.5. PROCEDIMIENTO. El procedimiento que se sigui para la realizacin de la presente investigacin es el siguiente: 1. Se realiz la delimitacin del estudio, seleccionndose para ello el proceso de fabricacin de hielo en rolito. 2. Se diseo una entrevista, a modo de conversacin, orientada a recopilar informacin que no estaban contempladas dentro de las preguntas de la OIT. Esta fue aplicada directamente a los operarios y al gerente general de la empresa. 3. Se planteo la formulacin del problema, donde se consideraron las reas y personas involucradas, con la finalidad de precisar las fallas de la Empresa HIELOTEC C.A. 4. Se recaud la informacin terica, relacionada con el proceso de refrigeracin, que es realizado por la empresa, y el estudio de ingeniera de mtodos, ya que es el procedimiento que se est aplicando en el desarrollo de la investigacin. 5. Se observ de forma directa el proceso, a fin de evidenciar las condiciones generales de trabajo, la realizacin de las actividades, el desempeo de los operarios, el manejo de los materiales y el funcionamiento de las maquinarias utilizadas en el proceso. 6. Se describi el proceso de fabricacin de hielo a fin de representar detalladamente la secuencia de las operaciones. 7. Se elabor el diagrama de proceso para observar de formal general y lgica la trayectoria del material. 8. Se elaboro el diagrama de flujo/recorrido para mostrar el plano de la fabrica a escala, sealando la posicin correcta de las maquinas. 9. Se ejecuto el anlisis de la informacin, realizndose los diagramas correspondientes, tanto el de operaciones como el de flujo recorrido, a fin de evidenciar todas las fallas que pudieran estar inmersas en el proceso, para reducirlas, combinarlas y en el mejor de los casos eliminarlas. 74
Ingeniera de Mtodos
10. Se aplic la tcnica del interrogatorio y las preguntas sugeridas por la OIT con el fin de indagar y obtener informacin adicional referente al proceso de produccin. 11. Se elabor una propuesta para disminuir las perdidas de marterial y optimizar el proceso.
75
Ingeniera de Mtodos
CAPITULO V: SITUACION ACTUAL. 5.1. SELECCION Y JUSTIFICACIN DEL SEGUIMIENTO DEL ESTUDIO. La finalidad de la empresa HIELOTEC.C.A es la produccin de hielos en rolitos o granizado. La seleccin del estudio se enfatiz en la fabricacin de hielo en rolitos, siendo este el ms procesado por la empresa, debido a la demanda que dicho producto presenta. En el momento de llevar acabo el proceso se ven involucrados tres elementos imprescindibles: el operario, la mquina y el material. Para la el
realizacin de este trabajo de investigacin se limitar a ejecutar
seguimiento al material, ya que este fluye consecutivamente en el proceso, a diferencia de la maquina, que son muchas las que operan, realizando cada una de ellas una actividad en especifico, al igual que para el operario. 5.2. DESCRIPCIN DEL PROCESO. El proceso comienza con el llenado de los tanques de agua (4 tanques: 3 de almacenamiento o reserva y uno de uso continuo); dicho llenado es hecho con agua proveniente de la tubera de aguas blancas, una ves llenados los tanques de agua se procede a abrir la llave de paso del tanque de uso continuo, la cual enva el agua hacia los filtros de purificacin a travs de una tubera, simultneamente se programa un graduador encargado de enviar cloro preparado cada cierto tiempo hacia la tubera por donde corre el agua para desinfectar y clarificar el agua que se dirige a los filtros de purificacin, el cloro llega a dicha tubera por medio de una manguera, el agua clarificada entra a los filtros de purificacin. El primer filtro contiene un grupo de arenas de cinco diferentes Granulometras, que se encargan fsicamente de retener los slidos en suspensin. Luego, entra al filtro de membrana que tienen la funcin de abrillantar el agua reteniendo los posibles remanentes de slidos en suspensin. De hay es enviada a un filtro que contiene carbn activado de alto rendimiento, que 76
Ingeniera de Mtodos
elimina olor, color y sabor. Una ves, que el agua a sido filtrada es dirigida hacia las maquinas, donde entra a una red de tuberas de calderas verticales en donde el dimetro del tubo determina el tamao del hielo, hasta llenar los tanques de las calderas, que tambin contienen tubos verticales, despus de llenos los tanque se expande un gas que puede ser fren o amoniaco previamente comprimido , al expandirse el gas la temperatura en la caldera desciende hasta -20C lo que hace que el agua que esta circulando en los tubos verticales se comience a solidificar desde afuera hacia adentro , cuando el caudal del agua se prxima a cero debido a la obstruccin de los tubos por congelamiento del agua , se deja de verter el gas(fren o amoniaco ) en la caldera , el gas que queda como remanente es retirado por el compresor. Seguidamente, se inyecta vapor de agua en la caldera y el hielo formado en los tubos verticales se desprende y cae sobre unas cuchillas giratorias que lo cortan en partes ms pequeas (hielo en forma de rolitos). El agua que queda circulando por las calderas es enviada a una torre de enfriamiento para luego guiarlas a las maquinas, repitindose as el proceso. El hielo cae en un tanque o caja de almacenamiento temporal donde es trasportado por medio de una cadena que va halando el hielo hacia unos rompedores de hielo verticales ubicados unos arriba de otros de forma paralela, el hielo cae en un tornillo sin fin y es dirigido a una pequea caja de metal la cual esta conectada con una cadena ascendente por donde suben los rolitos y se comienzan a llenar las bolsa, una ves almacenado el hielo en las bolsas, son colocadas en una mesa para ser cerradas con alambre previamente cortado y se les abren orificios que sirven como desague. Luego se apilan en una carretilla de mano para ser transportadas a la cava nevera de almacenamiento temporal, donde se mantienen a una temperatura de -0C ,el tiempo que dura el hielo almacenado en la cava se conoce como periodo de curacin.
77
Ingeniera de Mtodos
5.3. DIAGRAMA DE PROCESO. Proceso: Produccin de hielo en rolitos Inicio: Llenado de los tanques de agua FIN Almacenamiento del hielo en la cava de productor terminados. FECHA 15/02/2010. MTODO Actual. SEGUIMIENTO Al material. Empaque
3
Cloro
Almacn
2
Agua
Almacn
1 Llenado de tanque
Sacado
Sacado
Verificado
Verificado
2 2
Preparado Verificado
1
2
A filtros de purificacin Filtrado de arena
78
Ingeniera de Mtodos
1 Filtrado de membrana Filtrado de carbn A maquinado
Condensado y moldeado Espera por congelado Cortado Espera por llenado Descompactado
4 5 2 6 1 7
2 8
79
Ingeniera de Mtodos
3 4 5 3 4 3 11 Total 26 11 5
Cerrado Verificado
10
Empacado
Verificado
3 4 mt. 1,5 min
Espera por carretilla
3 4
Va a almacn
Almacenado
80
Ingeniera de Mtodos
5.4. DIAGRAMA DE FLUJO O RECORRIDO.
PLANO: Layout ( diagrama de flujo de recorrido). EMPRESA: HIELOTEC, C.A.
OBS. Mtodo actual. ESCALA: 1:1
81
Ingeniera de Mtodos
5.5. PLANO DE LA EMPRESA
PLANO: Plano Empresa Actual EMPRESA: HIELOTEC, C.A.
OBS. ESCALA: 1:1
5.6. TCNICA DEL INTERROGATORIO. De acuerdo al procedimiento que plantea la OIT para el estudio de mtodos se tienen las siguientes preguntas: PROPSITO: -Qu se hace? R: se realiza la fabricacin de hielo en rolitos (cubitos) o granizados. - Por qu se hace? R: para cumplir con la misin de la empresa y la fabricacin del producto. 82
Ingeniera de Mtodos
- Qu otra cosa podra hacerse? R: debido a la disponibilidad del local y tratamiento del agua, deberan aprovechar brindar el servicio de venta de agua potable. LUGAR: - Dnde se hace? R: se hace en el rea de trabajo que fue destinada para realizar la operacin. - Por qu se hace all? R: Porque fue el lugar escogido por la empresa para la realizacin de la fabricacin del hielo. - En qu otro lugar podra hacerse? R: en ningn otro, pues el lugar es adecuado y cumple las condiciones para la fabricacin. - Dnde debera hacerse? R: en un lugar donde el clima y la temperatura sean ms bajos para as alargar la vida til de la maquinaria. SUCESIN: - Cundo se hace? R: Las operaciones se hacen en una Jornada Laboral discontinua de 7:00 am a 12:00 pm y de 1:00 pm a 4:00 pm, de lunes a viernes. - Por qu se hace entonces? R: Porque es la Jornada de trabajo establecida por la HIELOTEC, C.A. para la realizacin de las actividades. 83
Ingeniera de Mtodos
- Cundo podra hacerse? R: En las tardes, si la Empresa decide contratar otro personal. - Cundo debera hacerse? R: Dentro de la Jornada Laboral y, siempre que se cuente con la materia prima necesaria para procesar y obtener el producto. PERSONA: - Quin lo hace? R: el personal contratado por la empresa (5 operarios). - Por qu lo hace esa persona? R: Porque fueron los contratados por la empresa y son los adecuados ya que conocen el proceso de produccin de hielo y del funcionamiento de los equipos - Qu otra persona podra hacerlo? R: Cualquier otra que tenga habilidades y buen desempeo necesario para la actividad. - Quin debera hacerlo? R: alguien que cumpla con los lineamientos de la empresa y experiencia necesaria para desempear la labor. MEDIOS: - Cmo se hace? R: se llenan los tanques con el agua que llega de la tubera, filtrada, purificada, condensada. Luego cuando esta el hielo solido es empaquetado y guardado en el almacn de producto terminado. 84
Ingeniera de Mtodos
- Por qu se hace de ese modo? R: Porque es la nica forma que tiene la empresa para realizar la produccin debido al tipo de maquinaria que poseen. - De qu otro modo podra hacerse? R: No lo s, el proceso es estndar y quizs existe otra tecnologa aplicada para la producir hielo a nivel industrial. - Cmo debera hacerse? R: de la manera como ha venido hacindose. 5.7. PREGUNTAS PROPUESTAS POR LA OIT
OPERACIONES.
- Qu propsito tiene la operacin? R: la produccin y comercializacin de hielo en rolitos y granizado. - Es necesario el resultado que se obtiene de ella?
R: Si porque la obtencin de este producto posee mucha demanda en el mercado.
-La operacin se efecta para responder a las necesidades de todos los que utilizan el producto? O se implant para atender a las exigencias de uno o dos clientes? R: La produccin de Hielo satisface a clientes particulares, adems de responder a los pedidos de clientes que son bodegones, tascas restaurant, hospitales y clnicas de la ciudad y sus cercanas.
85
Ingeniera de Mtodos
MODELO.
-Puede modificarse el modelo para simplificar o eliminar la operacin? R: no se puede modificar, las mejoras y eficiencias se haran a la perdida de material y tiempo de trabajo del operario,
CONDICIONES EXIGIDAS POR LA INSPECCIN.
Cules son las principales causas de que se rechace este producto? R: Por el mal presentacin del empaque y la calidad producto terminado.
Las normas aplicadas a este producto (u operacin) son superiores, inferiores o iguales a la de productos similares? R: no, ya que cada empresa tiene sistema de maquinado diferente.
MANIPULACIN DE MATERIALES.
En qu lugar de la zona de trabajo debern colocarse los materiales que llegan o que salen? R: El material que entra se debe colocar en los tanques de almacenamiento de agua, el cloro en un depsito especial, mientras que el material que sale ser depositado en el almacn de productos terminados.
Deberan utilizarse carretillas de mano, elctricas o elevadores de horquilla? R: Actualmente se emplea una carretilla de mano de dos ruedas para el traslado del producto terminado. Se deber utilizar una carretilla industrial de cuatro ruedas para facilitar el trabajo a los operarios y reducir la fatiga.
86
Ingeniera de Mtodos
Estn los puntos de carga y descarga de los camiones en lugares cntricos? R: Si, por la distribucin de la fbrica, las zonas de carga y descarga estn ubicadas en la parte delantera del galpn, puesto que es el nico sitio disponible para tal fin.
Podra el operario inspeccionar su propio trabajo? R: Si, porque forma parte de las actividades de su propio trabajo.
El almacn es un lugar cmodo? R: Si, ya que se hace fcil el acceso y la disposicin del producto terminado al almacn.
MATERIALES.
El material que se utiliza es realmente adecuado? R: De acuerdo con los estndares de la empresa, el material utilizado en este caso es el agua. Esta procede de la red de tuberas de aguas blancas; por lo tanto, contiene cualquier tipo de impurezas que deben tratarse para consumo humano.
No podran reemplazarse por otros ms baratos que igualmente sirvieran? R: No es necesario ya que el agua es un producto indispensable para la fabricacin del hielo.
Se compran en cantidades y dimensiones que lo hagan cundir al mximo y reduzcan la merma y los retrasos y cabos inaprovechados? R: La cantidad de agua adquirida es la necesaria para cumplir con el pedido de los clientes; por lo general, se tiene almacenamiento. lo suficiente en los tanques de
87
Ingeniera de Mtodos
ORGANIZACIN DEL PUESTO DE TRABAJO. Cmo se atribuye la tarea al operario? R: Por ser un trabajo sin variaciones, cada operario ya tiene sus actividades asignadas. Estn las actividades tan bien reguladas que el operario siempre tiene algo que hacer? R: No sucede eso debido a que el trabajo del operario depende del tiempo que tardan las maquinas en realizar su trabajo. HERRAMIENTAS Y EQUIPOS
-Es suficiente el volumen de produccin para justificar herramientas y dispositivos perfeccionados y especializados? R: Para el volumen de produccin que se realiza son suficientes las herramientas y mquinas que se tienen.
-Si el trabajo tiene que ser exacto, Se dan a los operarios calibradores y dems instrumentos de medida adecuados? R: No ya que el trabajo no requiere de mucha exactitud. CONDICIONES DE TRABAJO. La luz es uniforme y suficiente en todo momento? R: La fabrica cuenta con la iluminacin adecuada, ya que cumple con las normas de seguridad. Se proporciona en todo momento la temperatura ms agradable? R: No, debido a que para este tipo de proceso se requiere que la fbrica se encuentre a temperaturas bajas. 88
Ingeniera de Mtodos
Se han colocado grifos de agua fresca en lugares cercanos del trabajo? R: Si, dentro de la empresa se cuenta con grifos de agua para uso personal de los empleados. Su ropa es adecuada para prevenir riesgos? R: No, los operarios no hacen uso del uniforme reglamentario. DISPOSICIN DEL LUGAR DE TRABAJO Facilita la disposicin de las mquinas la eficaz manipulacin de
los materiales? R: Las maquinas cuentan con una disposicin original que no puede ser variada; adems, su ubicacin es adecuada ya que no interfiere en el paso de los operarios.
Permite la disposicin de la fbrica un mantenimiento eficaz?
R: Si permite un mantenimiento eficaz, ya que si una mquina llegara a fallar existe espacio suficiente para realizar las reparaciones respectivas.
Facilita la distribucin de la fbrica las relaciones sociales entre
los trabajadores? R: La disposicin de las fbricas facilita las relaciones sociales entre los trabajadores, debido a que interactan a medida que van realizando las tareas.
Puede el operario efectuar el mantenimiento a sus propias
herramientas? R: Los operarios si pueden realizar el mantenimiento a sus propias herramientas, ya que son instrumentos sencillos.
Es posible y deseable la rotacin entre puestos de trabajo?
R: Actualmente si se da la rotacin entre los puestos de trabajo de los operarios, para as evitar que el trabajo se montono o aburrido. 89
Ingeniera de Mtodos
El ritmo de las operaciones est determinado por el de la
mquina? R: Si, ya que, la duracin de las operaciones depende del tiempo que tarda la maquina en fabricar el hielo.
5.8. ENFOQUE PRIMARIO (ANLISIS OPERACIONAL). 5.8.1. PROPSITO DE LA OPERACIN. El Objetivo de la Operacin empleada por la Empresa HIELOTEC.C.A., es producir hielo en forma de rolitos mediante un proceso de refrigeracin. La forma en que se lleva a cabo la produccin esta prcticamente automatizada, solo la mano de obra influye directamente a la hora de empaquetar y acarrear el producto al almacn, donde queda temporalmente para luego ser vendidos. 5.8.2 DISEO DE LA PARTE O PIEZA. El diseo de fabricacin del hielo en rolitos es sencillo, ya que HIELOTEC C.A. posee maquinaria y equipos que le darn la debida forma al hielo. Una red de tuberas de calderas verticales es la encargada de
determinar el dimetro del tubo para especificar el tamao del hielo. 5.8.3 TOLERANCIAS Y ESPECIFICACIONES. El hielo que produce HIELOTEC, C.A. tiene como especificacin de peso 9 kg por unidad de empaque. Dicha especificacin fue realizada en funcin de la capacidad del empaque. 5.8.4 MATERIALES. Los materiales utilizados para la produccin de hielo son: como materia prima indispensable y fundamental el agua. Adems, se cuenta con los 90
Ingeniera de Mtodos
refrigerantes que pueden ser fren o amoniaco. Asimismo, se utiliza cloro para la purificacin del agua, bolsas plsticas donde se vierte el hielo y alambre para cerrar las mismas. 5.8.5 PROCESO DE MANUFACTURA. El proceso de elaboracin del hielo es en su mayora automatizado; cada fase de la fabricacin requiere de un tiempo considerable para su ejecucin. La dificultad del proceso no esta en la pericia del trabajo, sino, en la seleccin de las maquinarias y equipos necesarios. 5.8.6 PREPARACIN Y HERRAMENTAL. Las actividades de preparacin que implica el proceso, le restan tiempo a las actividades propias de produccin, por tanto, a fin de reducir costos y hacer un mejor aprovechamiento del tiempo, deben entregarse instrumentos y materiales, y darse las instrucciones al inicio de la jornada de trabajo, donde estn contenidas todas las actividades a realizase durante la jornada laboral. 5.8.7 CONDICIONES DE TRABAJO. Las condiciones de trabajo que presenta la empresa para sus empleados en cuanto a la iluminacin, ventilacin y temperatura pueden considerarse adecuadas, pero para el proceso al que se dedica no, ya que las temperaturas en las que se encuentra el rea de produccin es elevada y hace que el hielo se derrita de forma prematura, haciendo que la actividad de empaque y traslado a la cava almacenadora se realice con mayor rapidez. Por otro lado, deben proporcionar el debido equipo de proteccin personal y de implantar un programa de primeros auxilios eficiente, que pueda solventar cualquier percance que surja en el marco del desarrollo de las actividades de produccin.
91
Ingeniera de Mtodos
5.7.8 MANEJO DE MATERIALES. El manejo de los materiales empleados en el proceso de produccin puede considerarse eficiente, ya que, se aprovecha no solo la accin de la gravedad sino tambin porque se disponen de los medios que facilitan el transporte de la materia prima (agua) dentro del rea de produccin. 5.8.8. Distribucin de la Planta y Equipo.
La empresa HIELOTEC, C.A. Presenta una distribucin de planta tipo U, contando con espacio suficiente y adecuado para el desarrollo de las actividades de produccin de hielo. El galpn cuenta con las siguientes reas: Oficina administrativa de la empresa. rea de recepcin y almacenamiento de la materia prima (Agua). rea de filtrado. rea de maquinado. rea de empaquetado. Almacn de producto terminado.
5.9.
CARACTERIZACIN DE LOS PROBLEMAS MS RELEVANTES DE LA EMPRESA HIELOTEC, C.A.
La empresa carece de un deposito de sustancias toxicas. La temperatura no es la adecuada para el proceso de produccin de hielo. El agua ya tratada que cae al suelo producto del sistema de refrigeracin se pierde, ya que la empresa no cuenta con un sistema de reciclaje para la misma.
La maquina fabricadora de hielo en cilindros marca VOGT, la cual tiene una capacidad de 25 toneladas de produccin diaria, no se
92
Ingeniera de Mtodos
encuentra en funcionamiento debido a una avera en el evaporador, ocasionando una baja de ingresos para la empresa. La empresa no cuenta con un control de los niveles de agua utilizados para llevar a cabo el proceso de produccin de hielo en rolito. La carretilla que utilizan para el traslado del producto terminado al almacn no es adecuada, puesto que genera fatiga en los operarios.
93
Ingeniera de Mtodos
CAPITULO VI: SITUACION PROPUESTA 6.1. DESCRIPCIN DEL MTODO PROPUESTO. El proceso comienza con el llenado de los tanques de agua (4 tanques: 3 de almacenamiento o reserva y uno de uso continuo); dicho llenado es hecho con agua proveniente de la tubera de aguas blancas, una ves llenados los tanques de agua se procede a abrir la llave de paso del tanque de uso continuo, la cual enva el agua hacia los filtros de purificacin a travs de una tubera, simultneamente se programa un graduador encargado de enviar cloro preparado cada cierto tiempo hacia la tubera por donde corre el agua para desinfectar y clarificar el agua que se dirige a los filtros de purificacin, el cloro llega a dicha tubera por medio de una manguera, el agua clarificada entra a los filtros de purificacin. El primer filtro contiene un grupo de arenas de cinco diferentes Granulometras, que se encargan fsicamente de retener los slidos en suspensin. Luego, entra al filtro de membrana que tienen la funcin de abrillantar el agua reteniendo los posibles remanentes de slidos en suspensin. De hay es enviada a un filtro que contiene carbn activado de alto rendimiento, que elimina olor, color y sabor. Una vez, que el agua a sido filtrada es dirigida hacia las maquinas, donde entra a una red de tuberas de calderas verticales en donde el dimetro del tubo determina el tamao del hielo, hasta llenar los tanques de las calderas, que tambin contienen tubos verticales, despus de llenos los tanque se expande un gas que puede ser fren o amoniaco previamente comprimido , al expandirse el gas la temperatura en la caldera desciende hasta -20C lo que hace que el agua que esta circulando en los tubos verticales se comience a solidificar desde afuera hacia adentro , cuando el caudal del agua se prxima a cero debido a la obstruccin de los tubos por congelamiento del agua , se deja de verter el gas fren o amoniaco ) en la caldera , el gas que queda como remanente es retirado por el compresor.
94
Ingeniera de Mtodos
Seguidamente, se inyecta vapor de agua en la caldera y el hielo formado en los tubos verticales se desprende y cae sobre unas cuchillas giratorias que lo cortan en partes ms pequeas (hielo en forma de rolitos). El agua que queda circulando por las calderas es enviada a una torre de enfriamiento para luego guiarlas a las maquinas, repitindose as el proceso. El hielo cae en un tanque o caja de almacenamiento temporal donde es trasportado por medio de una cadena que va halando el hielo hacia unos rompedores de hielo verticales ubicados unos arriba de otros de forma paralela, el hielo cae en un tornillo sin fin y es dirigido a una pequea caja de metal la cual esta conectada con una cadena ascendente por donde suben los rolitos y se comienzan a llenar las bolsa, una ves almacenado el hielo en las bolsas, son colocadas en una mesa para ser cerradas con alambre previamente cortado y se les abren orificios que sirven como desage. Luego se apilan en una zorra industrial de cuatro ruedas (de titanio) para ser transportadas a la cava nevera de almacenamiento temporal, donde se mantienen a una temperatura de -0C,el tiempo que dura el hielo almacenado en la cava se conoce como periodo de curacin. 6.2. DIAGRAMA DE PROCESO PROPUESTO. El proceso de fabricacin de hielo no present cambio alguno, debido a que es un proceso parcialmente automatizado. ANALISIS GENERAL Al obtener toda la informacin, por medio de la tcnica del interrogatorio, as como la aplicacin de las Preguntas planteadas por la OIT y el Anlisis Operacional, se pudo observar que el Proceso, de fabricacin de hielo en rolito de la empresa HIELOTEC. C.A presenta varios problemas, los cuales fueron mencionados anteriormente. Por consiguiente, se plantean las siguientes propuestas:
95
Ingeniera de Mtodos
Se recomienda establecer un depsito para almacenar txicas.
sustancias
Adecuar el galpn con recubrimientos trmicos, que permitan mantener el rea a una temperatura favorable. Instalar un sistema de reprocesamiento para el agua tratada que cae al suelo. Se sugiere poner en funcionamiento la maquina fabricadora de hielo en cilindros marca VOGT para aumentar el volumen de produccin. Implantar una carretilla industrial de cuatro ruedas para el traslado del producto terminado al almacn, facilitando as el trabajo de los operarios.
Se propone asignar un rea para guardar artculos personales de los operarios. Para llevar a cabo, lo antes propuesto, la Empresa HIELOTEC C.A.,
deber invertir capital para la compra de una carretilla industrial y para la reparacin y mantenimiento de las mquinas involucradas en el proceso; as como tambin para el acondicionamiento del galpn, que permitir un proceso mas optimo. La implementacin de todas estas propuestas generarn un gasto mnimo en comparacin con los beneficios que se obtendrn gracias al estudio de movimientos realizado.
96
Ingeniera de Mtodos
6.3. PLANO PROPUESTO DE LA EMPRESA
PLANO: Propuesto
Plano
Empresa OBS. rea oscura sombreada propuesta de reubicacin del almacn. ESCALA: 1:1
EMPRESA: HIELOTEC, C.A.
97
Ingeniera de Mtodos
CAPITULO VII: ESTUDIO DE TIEMPO.
7.1. TIEMPO ESTNDAR.
7.1.1. ELEMENTOS QUE INTERVIENEN EN EL PROCESO PRODUCTIVO. E-1: Recepcin y almacenamiento del agua. Se llenan los tanque Se abre la llave de paso del tanque de uso continuo. Se enva el agua a los filtros de purificacin. Se aade cloro preparado.
E-2: Filtros de purificacin. filtro de arena filtro de membrana. Filtro de carbn
E-3: Tubera de calderas verticales. Llenado de tanques de las calderas. Se expande fren o amoniaco (comprimido) Solidificacin del agua. Se corta en rolitos.
E-4: Caja de almacenamiento. El hielo que cae se almacena temporalmente. Se transporta a rompedores de hielos verticales.
E-5: Caja de Metal. Los rolitos ascienden a travs de esta.
E-6: Empaquetado. Se llenan las bolsas Se coloca en mesa 98
Ingeniera de Mtodos
Se cierran Se apilan en carretilla.
E-7: Operacin de Almacenaje. Coloca en almacn de producto terminado.
Ahora bien, para llevar a cabo el estudio de tiempo y el desarrollo de los clculos del tiempo estndar se seleccion la estacin E-6: Empaquetado, debido a que en dicha estacin se observan los cambios fsicos del material original. Las operaciones que conforman la estacin E-6 fueron agrupadas en dos elementos: Elemento 1: - se llenan las bolsas - se coloca en mesa Elemento 2: - se cierran - apilan en carretilla
7.1.2 DETERMINACIN DEL NMERO DE OBSERVACIONES.
Para ejecutar los clculos de ejecucin del proceso de la estacin E-6 de la Empresa HIELOTEC, C.A., realizando 10 observaciones de una muestra, empleando el mtodo de Cronometraje por observacin continua. Los datos obtenidos se observan en la siguiente tabla:
99
Ingeniera de Mtodos
ESTUDIO DE TIEMPO: CICLO BREVE
ESTUDIO NUMERO:--------------
Departamento: Produccin
Seccin:------------------------
HOJA NUMERO: 1/1 TERMINO.----------------------------
OPERACIN: Empaque
ESTUDIO DE METODOS N: 1 NUMERO:----------
COMIENZO:-------------------------TIEMPO TRANSC:----------------OPERARIO: Jos Arteaga FECHA.--------------------------------
INSTALACION/MAQUINA:--------------------
HERRAMIENTAS Y CALIBRADORES.--------------------------------PRODUCTO/PIEZA:----------------------- NUMERO: ------------------PLANO N.: ------------------------- MATERIAL: -------------------------CALIDAD: ----------------------- CONDICIONES TRABAJO: ------ELEMENTO T L T L
OBSERVADOR: Rudy Brizuela FECHA:------------------------------COMPROBADO:------------------
TIEMPO OBSERVADO (CICLOS) 1
5,26 5,26 12,33 12,33
2
6,26 11,52 13,95 26,28
3
6,70 18,22 14,90 41,18
4
6,84 25,06 13,19 54,37
5
5,86 30,92 12,14 66,51
6
6,69 37,61 13,67 80,18
7
5,28 42,89 12,42 92,60
8
5,54 48,43 14,38 106,98
9
5,00 53,43 11,32 118,30
10
5,68 59,11 15,08
133,38
(s) 5,91
59.11
E-1
133,38
13,33
E-2
Tabla 3. Estudio de tiempo: ciclo breve 7.1.3 DETERMINACIN ESTADSTICA DEL TAMAO DE LA MUESTRA. Clculo de Tc (, ).
C= 90% 1-= 90% = 0.10
= n-1 =10-1= 9
Ubicando en la tabla t student: tc(0.10; 9)= 3.383 Clculo del Intervalo de Confianza:
100
Ingeniera de Mtodos
Clculo de S:
Clculo de Para E1: 5,91 seg. Para E2: 13,33 seg. Entonces seg.
Clculo del Intervalo
Clculo de Im
Como
entonces la muestra de n=10 es, por tanto no es necesario
tomar muestras adicionales.
7.1.4 CLCULO DE TIEMPO ESTNDAR 101
Ingeniera de Mtodos
7.1.4.1 CLCULO DEL FACTOR DE CALIFICACIN A TRAVS DEL MTODO DE WESTINGHOUSE. Para obtener los resultados de la calificacin del Operario, se aplic el Mtodo Westinghouse, considerndose los factores de la siguente manera: Factor Habilidad Esfuerzo Condiciones Consistencia Total Clase Buena Buena Buenas Buena Categora C1 C1 C C Porcentaje +0,06 +0,05 0,02 +0,01 C = 0,14
Tabla 4: Consideracin y resumen de los factores influyentes en el proceso de fabricacin de hielo utilizando el Mtodo Westinghouse
Aplicando el mtodo de Westinghouse, se obtuvo un Cv= 14% que corresponde a la efectividad del operario. 7.1.4.2 CLCULO DEL TIEMPO NORMAL
102
Ingeniera de Mtodos
TN representa el tiempo normal, tiempo que requiere el operario para realizar sus operaciones. 7.1.4.3 CLCULOS DE TOLERANCIAS - Clculo de Tolerancias por Fatiga. Para realizar el clculo de las Tolerancias concedidas por Fatiga, se utiliz el Mtodo Sistemtico A continuacin se presenta el diagnstico realizado: Condiciones de Trabajo. Factor Temperatura Condiciones Ambientales Humedad Nivel de Ruido Iluminacin Duracin del Trabajo Repeticin del Ciclo Esfuerzo Fsico Esfuerzo Mental y Visual Posicin del pie Total Tabla 5: Condiciones de trabajo De la tabla de concesiones se tiene: Clase: B5 Rango: 213-219 % concesin 10 Fatiga: 44 min 103 Nivel Grado 3 Grado 2 Grado 1 Grado 4 Grado 1 Grado 1 Grado 4 Grado 1 Grado 1 Grado 2 Puntuacin 15 Puntos 10 Puntos 5 Puntos 30 Puntos 5 Puntos 20 Puntos 80 Puntos 20 Puntos 10 Puntos 20 Puntos 215 puntos
Ingeniera de Mtodos
Clculo de la Jornada Efectiva de Trabajo (JET):
Normalizando: JET - (Fatiga + Necesidades Pers.) Tiempo Normal 428 min (10 min + 44 min) 0,365598 min Tolerancias totales: Tiempo Estndar. Fatiga + Necesidades Pers. X 10 min + 44 min X X = 0,05278 min
La actividad de llenado, cerrado de las bolsas de hielo tiene u tiempo de ejecucin de 0,41837 min. Por lo que se considera aceptable debido a que no presenta mucha discrepancia con respecto al Tiempo Normal, por tanto, los valores por concepto de tolerancias son razonables. 104
Ingeniera de Mtodos
CONCLUSIN
Con la elaboracin del proyecto de Ingeniera de Mtodos se pusieron en prctica los conocimientos adquiridos a lo largo del curso, utilizando las herramientas correspondientes como lo son: estudio de movimientos, estudio de tiempos, las cuales fueron aplicadas en la empresa HIELOTEC.C.A. Dicho estudio, se realiz con la finalidad de describir el proceso de produccin de hielo en cubitos (rolitos), lo que permiti evidenciar las fallas presentes en dicho proceso, brindndose de esta forma las propuestas claves, sencillas y econmicas a la empresa. El desperdicio de la materia prima se diagnostic como la irregularidad ms significativa observada durante el estudio, atribuyndose a los factores que intervienen en el proceso de produccin, por lo que, la propuesta se basa en el uso de equipos y utensilios que faciliten el trabajo y la disminuyen la prdida del producto. Todo esto nos permiti desarrollar habilidades y destrezas que servirn de base a lo largo de la carrera, al igual, que le permitir a la Empresa optimizar sus procesos garantizando el xito, la calidad y aceptacin del producto que en ella se realiza.
105
Ingeniera de Mtodos
RECOMENDACIONES.
Se sugiere a la empresa cambiar el equipo de traslado del producto terminado, ya que la carretilla que utilizan actualmente ocasiona lesiones fsicas al operario.
Elaborar planes de ejecucin de las actividades diarias que sern realizadas por los operarios. La maquina de empaquetado presenta una abertura, por la cual al momento de descenso del hielo se observa un escape del mismo. Se recomienda colocar una malla metlica que impida dicho efecto.
Se invita a la empresa desarrollar un plan de mantenimiento peridico a la maquinaria, para evitar fluctuaciones futuras. Realizar seguimientos a lo largo del desarrollo de las actividades de produccin para garantizar la calidad del producto. Se recomienda implementar utensilios de proteccin personal y de primeros auxilios Se propone asignar un rea para guardar artculos personales de los operarios. Se recomienda establecer un depsito para almacenar txicas. Recubrir el piso del almacn con goma anti resbalante, para evitar que los sacos de hielo se rompan cuando permanecen un tiempo prolongado al contacto con el suelo, adems de ser ste el material mas adecuado para caminar. sustancias
106
Ingeniera de Mtodos
BIBLIOGRAFA
NIEBEL, B. W., FREIVALDS, A. Ingeniera Industrial. Mtodos, Estndares y Diseo del trabajo. Ed. Alfaomega. ED 11a. Mxico 2004. BALESTRINI A, Mirian. Como se elabora un Proyecto de Investigacin. BL Consultores Asociados. Caracas, Enero 2001. Gabaldn Meja, Nestor. Algunos conceptos de muestreo. Cuadernos del Instituto. Estadstica - 1UCV , Caracas, VENEZUELA3a. ed. 1980. http://www.dicalvenezuela.com/rolitos-panelas.htm www.monografias.com/.../estudio-tiempos/estudio-tiempos.shtml www.monografias.com/trabajos12/.../medtrab2.shtml
107
Ingeniera de Mtodos
ANEXOS
108
Ingeniera de Mtodos
11.1 Diagrama de flujo de proceso
109
Ingeniera de Mtodos
11.2. Tabla del Sistema de Westinghouse
110
Ingeniera de Mtodos
11.3. tabla estadstica de distribucin t- student
111
Ingeniera de Mtodos
11.4. Concesiones por fatiga
112
Ingeniera de Mtodos
11.5. A. Definiciones de operacionales de los factores de fatiga
113
Ingeniera de Mtodos
11.5 b. Definiciones de operacionales de los factores de fatiga
114
Ingeniera de Mtodos
11.5.C. Definiciones de operacionales de los factores de fatiga
115
Ingeniera de Mtodos
11.5.D. Definiciones de operacionales de los factores de fatiga
116
Ingeniera de Mtodos
11.6 Fotografas de la Empresa
Fachada de la Empresa.
rea Administrativa. 117
Ingeniera de Mtodos
Freezer.
Batea.
118
Ingeniera de Mtodos
Tanques de Almacenamiento del agua.
Filtros de Purificacin.
119
Ingeniera de Mtodos
Columna de Enfriamiento.
Mquinas fabricadoras de hielo.
120
Ingeniera de Mtodos
Vista Lateral de las Mquinas.
Bandeja Receptora del Hielo en Rolitos.
121
Ingeniera de Mtodos
Hielo en la Bandeja Receptora.
rea de Empaquetado.
122
Ingeniera de Mtodos
Apilamiento de las bolsas.
Almacenamiento del Hielo.
123
Ingeniera de Mtodos
Almacn de Productos Terminados.
Pesado de las Bolsas de Hielo.
124
También podría gustarte
- Generalidades: Planta de Tratamiento de Aguas Residuales Bello Informe Diseño Final Lote 1.1Documento10 páginasGeneralidades: Planta de Tratamiento de Aguas Residuales Bello Informe Diseño Final Lote 1.1Jose CastilloAún no hay calificaciones
- Empowerment y Benchmarking en Las Empresas de ValleduparDocumento4 páginasEmpowerment y Benchmarking en Las Empresas de ValleduparLeidys ValenciaAún no hay calificaciones
- Escuela Politécnica Nacional: Ingeniería Empresarial y Física Aplicada a la IndustriaDocumento34 páginasEscuela Politécnica Nacional: Ingeniería Empresarial y Física Aplicada a la IndustriaMerary Mantilla0% (1)
- Modulo 3 Produccion V1 - BicicletaDocumento20 páginasModulo 3 Produccion V1 - BicicletaCarlos DelgadoAún no hay calificaciones
- -Documento2 páginas-karem100% (1)
- Ambientes de ProducciónDocumento2 páginasAmbientes de ProducciónChristian Giovanny Chavez100% (2)
- Analisis de La Productividad en La EmpresaDocumento60 páginasAnalisis de La Productividad en La EmpresaJessica PerezAún no hay calificaciones
- Caso MBCDocumento5 páginasCaso MBCEdison Henao MeloAún no hay calificaciones
- DAP y DOP - Grupo BDocumento8 páginasDAP y DOP - Grupo Bbranswer vasquezAún no hay calificaciones
- Matriz EFI galería de arte Todo ColorDocumento7 páginasMatriz EFI galería de arte Todo ColorOmar MorenoAún no hay calificaciones
- Gestion de Procesos - Minera Miski MayoDocumento7 páginasGestion de Procesos - Minera Miski MayopaormAún no hay calificaciones
- Diagrama de Dispersión Fabrica de PinturasDocumento4 páginasDiagrama de Dispersión Fabrica de PinturasMarta Fuentes LevisAún no hay calificaciones
- Primera Revolución IndustrialDocumento1 páginaPrimera Revolución IndustrialGissela GaleasAún no hay calificaciones
- Fuentes de Financiamiento Del GobiernoDocumento25 páginasFuentes de Financiamiento Del GobiernoJosé TunAún no hay calificaciones
- Monografia de Costos de Produccion 02-12-2013Documento12 páginasMonografia de Costos de Produccion 02-12-2013Zener StefanyAún no hay calificaciones
- Diagramas Pareto GanttDocumento9 páginasDiagramas Pareto GanttJorge BustosAún no hay calificaciones
- Equipamiento Planta Procesadora de Carne de Camelidos en El Municpio de Cuarahuara de Carangas 2011Documento41 páginasEquipamiento Planta Procesadora de Carne de Camelidos en El Municpio de Cuarahuara de Carangas 2011Perpetrador3000Aún no hay calificaciones
- Grupo 10 - DTR Intag - 05-08-2020Documento19 páginasGrupo 10 - DTR Intag - 05-08-2020Wilson ChancosaAún no hay calificaciones
- USIL PPPI S02 Lectura Managing Ecosystems Sustainably Principles-Ecosystem-Stewardship-2.en - EsDocumento25 páginasUSIL PPPI S02 Lectura Managing Ecosystems Sustainably Principles-Ecosystem-Stewardship-2.en - EsedgarAún no hay calificaciones
- Cronograma Actividades Molino RoaDocumento1 páginaCronograma Actividades Molino Roabaron_rojo80100% (3)
- Contabilidad BasicaDocumento3 páginasContabilidad BasicastephaniaAún no hay calificaciones
- Área de Finanzas MantenimientoDocumento4 páginasÁrea de Finanzas Mantenimiento王零Aún no hay calificaciones
- Mejora procesos YM PlasticsDocumento22 páginasMejora procesos YM PlasticsClaudia Karim CSAún no hay calificaciones
- Implementacioïn de La Metodologiïa Six Sigma para El Mejoramiento Organizacional Del Hostal La Loma Ubicado en La Ciudad de Santiago de CaliDocumento74 páginasImplementacioïn de La Metodologiïa Six Sigma para El Mejoramiento Organizacional Del Hostal La Loma Ubicado en La Ciudad de Santiago de CaliJonathan Cardenas LenisAún no hay calificaciones
- PRACTICA #5 de Ecologia ARREGLADO IMPRIMIRDocumento23 páginasPRACTICA #5 de Ecologia ARREGLADO IMPRIMIROliva YoshelynAún no hay calificaciones
- Análisis del desempeño exportador peruano 2003-2013Documento36 páginasAnálisis del desempeño exportador peruano 2003-2013gustavoAún no hay calificaciones
- Implementacion Del Metodo SLP en Una Empresa de La PDFDocumento9 páginasImplementacion Del Metodo SLP en Una Empresa de La PDFChapoAún no hay calificaciones
- Ley 1178 Safco Administración y Control GubernamentalDocumento8 páginasLey 1178 Safco Administración y Control GubernamentalJessica SusañoAún no hay calificaciones
- Impacto Ambiental en La Amazonia EcuatorianaDocumento31 páginasImpacto Ambiental en La Amazonia EcuatorianaAna Carolina Lazcano DuranAún no hay calificaciones
- t5 Cadena Productiva-Papas Lays Raraztarea24abilDocumento14 páginast5 Cadena Productiva-Papas Lays Raraztarea24abilGladys Ccosi100% (1)
- MazamorritasDocumento1 páginaMazamorritasalienswareAún no hay calificaciones
- Economia CircularDocumento2 páginasEconomia CircularSebas PerezAún no hay calificaciones
- Hielo FocaDocumento3 páginasHielo FocaDiego Fernando Vega ForeroAún no hay calificaciones
- Segal 3h OKDocumento3 páginasSegal 3h OKMario BalbontinAún no hay calificaciones
- Historia Del Movimiento Obrero en El PerúDocumento1 páginaHistoria Del Movimiento Obrero en El PerúJesus AngelAún no hay calificaciones
- PROGRAMACIONDocumento3 páginasPROGRAMACIONLopez PedroAún no hay calificaciones
- Plan estratégico 2012-2016 Ingeniería Industrial UPLADocumento16 páginasPlan estratégico 2012-2016 Ingeniería Industrial UPLAGaby CastillejoAún no hay calificaciones
- Investigación - Residuos DomiciliariosDocumento15 páginasInvestigación - Residuos DomiciliariosPerla CaceresAún no hay calificaciones
- Servicios Auxiliares y Manejo de Materiales PDFDocumento8 páginasServicios Auxiliares y Manejo de Materiales PDFKembly VanegasAún no hay calificaciones
- Placas de YesoDocumento150 páginasPlacas de YesoFreddy De la BarraAún no hay calificaciones
- Caso Sobre EnergyDocumento2 páginasCaso Sobre EnergyRonaldo Peña valerioAún no hay calificaciones
- Ejemplo Cálculo de Requerimiento de Materiales MRPDocumento4 páginasEjemplo Cálculo de Requerimiento de Materiales MRPjohnAún no hay calificaciones
- Casos de éxito y fracaso en TI de Filadelfia y Washington DCDocumento2 páginasCasos de éxito y fracaso en TI de Filadelfia y Washington DCOscar Arturo Castro JavierAún no hay calificaciones
- Etapas de La CalidadDocumento4 páginasEtapas de La CalidadMontesdeoca JuanAún no hay calificaciones
- Analisis de CriticidadDocumento2 páginasAnalisis de CriticidadipozasAún no hay calificaciones
- Implementacion de PML en La Industria de PinturasDocumento19 páginasImplementacion de PML en La Industria de Pinturasnatalia paola muñoz ascuntarAún no hay calificaciones
- Tarea 1 Primer ParcialDocumento3 páginasTarea 1 Primer ParcialBecca PerazaAún no hay calificaciones
- Clase 01 Estudio de TrabajoDocumento42 páginasClase 01 Estudio de TrabajoEstudiante INGAún no hay calificaciones
- Planificación del Gasoducto del Itata en MS ProjectDocumento3 páginasPlanificación del Gasoducto del Itata en MS ProjectAndrea Inzunza MerquiAún no hay calificaciones
- PreguntasDocumento9 páginasPreguntasSharonAún no hay calificaciones
- Ejercicios 4.2 Semana 4 Producción TeléfonosDocumento11 páginasEjercicios 4.2 Semana 4 Producción TeléfonosGeneil NeilAún no hay calificaciones
- Revision de TerminosDocumento3 páginasRevision de TerminosPameliitah RosalesAún no hay calificaciones
- Ejemplo Estudio TecnicoDocumento37 páginasEjemplo Estudio Tecnicoliliana martinez0% (1)
- Ergonomía y Estudio del TrabajoDocumento14 páginasErgonomía y Estudio del TrabajoFabio IkaczykAún no hay calificaciones
- Prototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaDocumento38 páginasPrototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaJAVIER EMERSON MICHAEL JARA RAMOSAún no hay calificaciones
- Costos y PresupuestosDocumento25 páginasCostos y PresupuestosEstefany Jazmin Urquiaga CalaAún no hay calificaciones
- Consumiendo: Introducción al consumo y al consumidor colombianoDe EverandConsumiendo: Introducción al consumo y al consumidor colombianoAún no hay calificaciones
- Optimización proceso hielo MASECODocumento5 páginasOptimización proceso hielo MASECOReinaldo BritoAún no hay calificaciones
- Estudio de Métodos y Tiempos en La Planta de Producción de La EmpresaDocumento54 páginasEstudio de Métodos y Tiempos en La Planta de Producción de La EmpresaJohan ValeraAún no hay calificaciones
- Documento Estadia Final en EdicionDocumento37 páginasDocumento Estadia Final en Edicionjcd63528Aún no hay calificaciones
- 13 EspañolDocumento1 página13 EspañolCesar Reyes AstuyauriAún no hay calificaciones
- Funciones Logicas 2Documento1 páginaFunciones Logicas 2Cesar Reyes AstuyauriAún no hay calificaciones
- 15 EspañolDocumento1 página15 EspañolCesar Reyes AstuyauriAún no hay calificaciones
- 15 EspañolDocumento1 página15 EspañolCesar Reyes AstuyauriAún no hay calificaciones
- Introducción A Dropbox PDFDocumento10 páginasIntroducción A Dropbox PDFdavidAún no hay calificaciones
- Taller 5taller 5taller 5taller 5taller 5Documento8 páginasTaller 5taller 5taller 5taller 5taller 5Cesar Reyes AstuyauriAún no hay calificaciones
- Especificaciones Del DACDocumento9 páginasEspecificaciones Del DACCesar Reyes AstuyauriAún no hay calificaciones
- Informe N - 05 FinalDocumento18 páginasInforme N - 05 FinalCesar Reyes AstuyauriAún no hay calificaciones
- Coordinacion de La ProteccionDocumento290 páginasCoordinacion de La ProteccionCesar Reyes AstuyauriAún no hay calificaciones
- Ormazabal Lista de Referencias Argentina 10-2013Documento7 páginasOrmazabal Lista de Referencias Argentina 10-2013Cesar Reyes AstuyauriAún no hay calificaciones
- 20 Ingreso, Modificación y Retiro de Instalaciones en El SEIN PDFDocumento171 páginas20 Ingreso, Modificación y Retiro de Instalaciones en El SEIN PDFElvis Richard Tello OrtizAún no hay calificaciones
- Harvey MackayDocumento8 páginasHarvey MackayCesar Reyes AstuyauriAún no hay calificaciones
- Reguladores de TensinonDocumento7 páginasReguladores de TensinonCesar Reyes AstuyauriAún no hay calificaciones
- Guía Completa de Productos CA-333-ES-1306Documento3 páginasGuía Completa de Productos CA-333-ES-1306Cesar Reyes AstuyauriAún no hay calificaciones
- Ejercicios para Planos de DespieceDocumento3 páginasEjercicios para Planos de DespieceCesar Reyes AstuyauriAún no hay calificaciones
- Manual Usuario Sullair 1107e A 1812e (Palmas)Documento68 páginasManual Usuario Sullair 1107e A 1812e (Palmas)ramiro alvarez100% (1)
- 4 Stulz Aire PDFDocumento52 páginas4 Stulz Aire PDFDarwin MoraAún no hay calificaciones
- Control Ambiental en Galpones de PollosDocumento20 páginasControl Ambiental en Galpones de PollosJose Manuel Oliva VergaraAún no hay calificaciones
- Anteproyecto Carlos Perez y ColmenarDocumento27 páginasAnteproyecto Carlos Perez y ColmenarCarlos PérezAún no hay calificaciones
- Liebert Afc BR Es La Latam Mka4l0ukafc SP Rev.3 11 2014Documento8 páginasLiebert Afc BR Es La Latam Mka4l0ukafc SP Rev.3 11 2014Valentín MongeAún no hay calificaciones
- Cap 18Documento14 páginasCap 18Callata HubertAún no hay calificaciones
- Sistemas Auxiliares Del Proceso ProductivoDocumento11 páginasSistemas Auxiliares Del Proceso ProductivoLenin GilAún no hay calificaciones
- RefrigeracionDocumento5 páginasRefrigeracionFelipe MolinaAún no hay calificaciones
- Refrigeracion y Aire AcondicionadoDocumento7 páginasRefrigeracion y Aire AcondicionadoceltuskAún no hay calificaciones
- 3040 8746 1 PBDocumento8 páginas3040 8746 1 PBDavid AlejandroAún no hay calificaciones
- Presentacion Aire Acondicionado TTQ-ITESM 2020Documento69 páginasPresentacion Aire Acondicionado TTQ-ITESM 2020Mario MedelAún no hay calificaciones
- Diseño de Torres de EnfriamientoDocumento29 páginasDiseño de Torres de EnfriamientoJose Alex Peña Flores100% (1)
- Catalogo Motor Isuzu 6HK-1 Segunda ParteDocumento26 páginasCatalogo Motor Isuzu 6HK-1 Segunda ParteJVILARAún no hay calificaciones
- Refrigerantes, Lubricantes, Tuberías y Accesorios 4. Otros Sistemas de RefrigeraciónDocumento2 páginasRefrigerantes, Lubricantes, Tuberías y Accesorios 4. Otros Sistemas de RefrigeraciónHugo VázquezAún no hay calificaciones
- TERMODINAMICA AvancedDocumento13 páginasTERMODINAMICA AvancedAnahí Auqui ArotomaAún no hay calificaciones
- Refrigeración Por CompresiónDocumento7 páginasRefrigeración Por CompresiónJuan Sabel MartinezAún no hay calificaciones
- Proyecto de RefrigeracionDocumento6 páginasProyecto de RefrigeracionLuis Emiro Magdaniel AragonAún no hay calificaciones
- Sistemas de RefrigeracionpdfDocumento30 páginasSistemas de RefrigeracionpdfPablo VelasquezAún no hay calificaciones
- Opt Desox y Calidad SuperficialDocumento112 páginasOpt Desox y Calidad SuperficialDebora ChavezAún no hay calificaciones
- LIMPIAR SISTEMAS REFRIGERACIÓN NITRÓGENODocumento13 páginasLIMPIAR SISTEMAS REFRIGERACIÓN NITRÓGENOfredy guevara oAún no hay calificaciones
- Recuperación de AzufreDocumento13 páginasRecuperación de AzufreDanny De Ackles100% (2)
- RefrigeraciónDocumento20 páginasRefrigeraciónMafer Hernandez GalvanAún no hay calificaciones
- Informaciones generales para aplicación de refrigeraciónDocumento55 páginasInformaciones generales para aplicación de refrigeraciónMiguel RomanAún no hay calificaciones
- Enfriador Intermediario SureñaDocumento1 páginaEnfriador Intermediario SureñaFederico RamellaAún no hay calificaciones
- PG 2274Documento178 páginasPG 2274Omar CanazaAún no hay calificaciones
- 2018 ASHRAE Handbook - Refrigeration SI PDF 51-75Documento25 páginas2018 ASHRAE Handbook - Refrigeration SI PDF 51-75Adrian Rentfleich100% (1)
- Estudio de Estacionalidad y Eficiencia de Los Procesos Productivos en La Industria Agroalimentaria ExtremeñaDocumento8 páginasEstudio de Estacionalidad y Eficiencia de Los Procesos Productivos en La Industria Agroalimentaria ExtremeñaJavier Cerezo CastilloAún no hay calificaciones
- Bomba calorDocumento3 páginasBomba calorJuan Ariel Haquim QuevedoAún no hay calificaciones
- Turvina de VaporDocumento2 páginasTurvina de VaporRobinson DecenaAún no hay calificaciones
- Manual de Uso Cool CapDocumento92 páginasManual de Uso Cool Capjose100% (1)