También podría gustarte
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Underwater WeldingDocumento27 páginasUnderwater WeldingAbhishek Jain87% (15)
- WHP-DH01-L-S-1003 - D0 Spec CWCDocumento38 páginasWHP-DH01-L-S-1003 - D0 Spec CWCHaianh PhamAún no hay calificaciones
- Lecture 4-9: Bonding in Ceramics and Structure of Ceramics: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocumento70 páginasLecture 4-9: Bonding in Ceramics and Structure of Ceramics: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaAún no hay calificaciones
- Guide For Making A Condition Survey of Concrete in Service: ACI 201.1R-92Documento16 páginasGuide For Making A Condition Survey of Concrete in Service: ACI 201.1R-92malik jahan100% (1)
- Ceramic Membranes 1Documento12 páginasCeramic Membranes 1Cristian PaulAún no hay calificaciones
- Teflon AF 2400 ElectrospunDocumento10 páginasTeflon AF 2400 ElectrospunDavid MoureauAún no hay calificaciones
- Fracture of Ceramics and Glasses: PhysDocumento43 páginasFracture of Ceramics and Glasses: PhysMridanku Shekhar PramanickAún no hay calificaciones
- DO - 106 - s2017 - Standard Specification On ITEM 1051 - RailingsDocumento7 páginasDO - 106 - s2017 - Standard Specification On ITEM 1051 - Railingsalterego1225Aún no hay calificaciones
- Selective Catalytic ReductionDocumento15 páginasSelective Catalytic ReductionJuan Esteban EnriquezAún no hay calificaciones
- BIOBASE Autoclave BKQ-H300 User ManualDocumento47 páginasBIOBASE Autoclave BKQ-H300 User ManualBayardo AlvaradoAún no hay calificaciones
- Che415 Explosion HazardsDocumento63 páginasChe415 Explosion HazardsCraigUnderwoodAún no hay calificaciones
- Chapter 2Documento9 páginasChapter 2Behar AbdurahemanAún no hay calificaciones
- Compressed Stabilised Earth Block: A Case Study ReportDocumento2 páginasCompressed Stabilised Earth Block: A Case Study ReportShubham SrivastavaAún no hay calificaciones
- HWDP 6 5-8 - 8 1-2 OD X 4 1-2 ID PDFDocumento2 páginasHWDP 6 5-8 - 8 1-2 OD X 4 1-2 ID PDFEdson Aguilar HerreraAún no hay calificaciones
- BW Cleaner+401 en 2022 GL 151 PreviewDocumento2 páginasBW Cleaner+401 en 2022 GL 151 PreviewDeivid MiquelinoAún no hay calificaciones
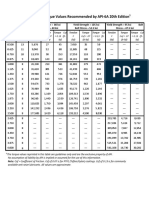
- Flange Bolting Torque Values API 6ADocumento1 páginaFlange Bolting Torque Values API 6Aparthameister100% (1)
- Denture Base ResinsDocumento22 páginasDenture Base ResinsAkshayaa BalajiAún no hay calificaciones
- Methylene ChlorideDocumento10 páginasMethylene ChlorideKartik R. BhallaAún no hay calificaciones
- Cambridge IGCSE: CHEMISTRY 0620/52Documento12 páginasCambridge IGCSE: CHEMISTRY 0620/52PanAtaraxAún no hay calificaciones
- Itr Steel StruktureDocumento8 páginasItr Steel StruktureIjoel PutraAún no hay calificaciones
- MECA 332 Mechatronics Component Design: Week 8 Ps - IvDocumento19 páginasMECA 332 Mechatronics Component Design: Week 8 Ps - IvArda GunayAún no hay calificaciones
- CSMB - VERNACULAR TERMSDocumento2 páginasCSMB - VERNACULAR TERMSChari Madlang-awa BunagAún no hay calificaciones
- Theoretical Frame of Seaweed As Bioplastics - An Eco-Friendly Solution To Plastic PollutionworkDocumento2 páginasTheoretical Frame of Seaweed As Bioplastics - An Eco-Friendly Solution To Plastic Pollutionworkelfranz francisco100% (1)
- J Solener 2020 04 034Documento15 páginasJ Solener 2020 04 034Eng-MustafaHathalAl-SaraiAún no hay calificaciones
- Industrial Chemistry PDFDocumento168 páginasIndustrial Chemistry PDFHafiz Hamza100% (1)
- Socotherm BrochureDocumento9 páginasSocotherm Brochuremaruc08Aún no hay calificaciones
- 440.11-22 PreviewDocumento10 páginas440.11-22 Previewjcunha4740Aún no hay calificaciones
- Anh 2017Documento11 páginasAnh 2017Võ Quốc CườngAún no hay calificaciones
- Dental Base Resins 2Documento27 páginasDental Base Resins 2Nurzafirah IliasAún no hay calificaciones
- Polymer ChemistryDocumento115 páginasPolymer Chemistrywaheedlakho0% (2)