También podría gustarte
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Silo Cement CalculationDocumento11 páginasSilo Cement CalculationFikriaraz AfifAún no hay calificaciones
- Centrifugal Compressor Operation and MaintenanceDocumento16 páginasCentrifugal Compressor Operation and MaintenanceNEMSAún no hay calificaciones
- Mitsubishi diesel forklifts 1.5-3.5 tonnesDocumento2 páginasMitsubishi diesel forklifts 1.5-3.5 tonnesJoniAún no hay calificaciones
- Max Born, Albert Einstein-The Born-Einstein Letters-Macmillan (1971)Documento132 páginasMax Born, Albert Einstein-The Born-Einstein Letters-Macmillan (1971)Brian O'SullivanAún no hay calificaciones
- Alpha New Bp12Documento54 páginasAlpha New Bp12AUTO HUBAún no hay calificaciones
- Drager Fabius Gs Technical Service ManualDocumento350 páginasDrager Fabius Gs Technical Service ManualLeonardo Chirinos100% (3)
- FMDS0129Documento49 páginasFMDS0129hhAún no hay calificaciones
- LTE and SchedulingDocumento25 páginasLTE and SchedulingKrunoslav IvesicAún no hay calificaciones
- Bottazzini RiemannDocumento36 páginasBottazzini RiemanncedillaAún no hay calificaciones
- Reliability EngineeringDocumento9 páginasReliability Engineeringnvaradharajan1971Aún no hay calificaciones
- PF-CIS-Fall 2022 LABDocumento4 páginasPF-CIS-Fall 2022 LABMuhammad FaisalAún no hay calificaciones
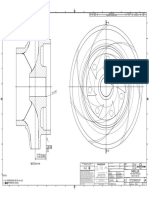
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocumento1 páginaImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamAún no hay calificaciones
- Electrocraft EAD BLDC CatalogDocumento16 páginasElectrocraft EAD BLDC CatalogElectromateAún no hay calificaciones
- Austenitic Stainless SteelsDocumento10 páginasAustenitic Stainless SteelsbramAún no hay calificaciones
- A Design and Analysis of A Morphing Hyper-Elliptic Cambered Span (HECS) WingDocumento10 páginasA Design and Analysis of A Morphing Hyper-Elliptic Cambered Span (HECS) WingJEORJEAún no hay calificaciones
- UniversulDocumento56 páginasUniversulGabriel DutuAún no hay calificaciones
- Sem 2Documento128 páginasSem 2Agustin A.Aún no hay calificaciones
- Scramjet EngineDocumento2 páginasScramjet EngineSãröj ShâhAún no hay calificaciones
- Apex Ch10c1 Chassis At2408s Ch04t1002 Om8839ps Tda4605 TV SMDocumento61 páginasApex Ch10c1 Chassis At2408s Ch04t1002 Om8839ps Tda4605 TV SMAlejo Alex CondeAún no hay calificaciones
- Regeln Map 2Documento2 páginasRegeln Map 2bruno.wetzelAún no hay calificaciones
- Module 1 Introduction To Highway and Railroad EngineeringDocumento43 páginasModule 1 Introduction To Highway and Railroad EngineeringKenneth FajardoAún no hay calificaciones
- Algebra Translating Algebraic Phrases 001Documento2 páginasAlgebra Translating Algebraic Phrases 001crazyomnislash25% (4)
- Time TableDocumento7 páginasTime TableChethan .H.GAún no hay calificaciones
- Lsantos - Reflecting Writing For Optimization ProjectDocumento2 páginasLsantos - Reflecting Writing For Optimization Projectapi-341418797Aún no hay calificaciones
- Pumps - IntroductionDocumento31 páginasPumps - IntroductionSuresh Thangarajan100% (1)
- 3RP15 05-1aDocumento3 páginas3RP15 05-1atycristinaAún no hay calificaciones
- Tutorial CorelDRAW-X8Documento10 páginasTutorial CorelDRAW-X8Ajay BhargavaAún no hay calificaciones
- Digital Logic Design - Switch Logic & Basic GatesDocumento27 páginasDigital Logic Design - Switch Logic & Basic GatesTroon SoonAún no hay calificaciones
- Displaymax JR 1500 SpecsDocumento1 páginaDisplaymax JR 1500 SpecsFRANCISCOAún no hay calificaciones
- Numeri OrdinaliDocumento2 páginasNumeri OrdinaliClaudioAún no hay calificaciones